ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

МЕХАНИЧЕСКИЕ
СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ
КОРРОЗИОННО-СТОЙКОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Часть 1
Болты, винты и шпильки
ISO 3506-1:1997
Mechanical properties of corrosion-resistant
stainless steel fasteners
Part 1: Bolts, screws and studs
(IDT)
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 декабря 2009 г. № 695-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 3506-1:1997 «Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки» (ISO 3506-1:1997 «Mechanical properties of corrosion-resistant stainless steel fasteners - Part 1: Bolts, screws and studs»)
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и действующим в этом качестве межгосударственным стандартам, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕХАНИЧЕСКИЕ
СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ
КОРРОЗИОННО-СТОЙКОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Часть 1
Болты, винты и шпильки
Mechanical properties of corrosion-resistant
stainless steel fasteners.
Part
1. Bolts, screws
and studs
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт устанавливает механические свойства болтов, винтов и шпилек, изготовленных из аустенитных, мартенситных и ферритных коррозионно-стойких нержавеющих сталей при испытании в условиях с температурой окружающей среды от 15 °С до 25 °С. Механические свойства изменяются при повышении или понижении температуры.
Стандарт распространяется на болты, винты и шпильки:
- с номинальным диаметром резьбы d до 39 мм включительно;
- с треугольной метрической резьбой, с диаметром и шагом по ИСО 68-1, ИСО 261 и ИСО 262;
- любой конструкции.
Настоящий стандарт не распространяется на болты, винты и шпильки со специальными свойствами, такими как свариваемость.
Настоящий стандарт не устанавливает требования к коррозионной стойкости или стойкости к окислению в особых условиях окружающей среды. Часть информации о материалах, для особых условий окружающей среды, приведена в приложении Е. Определения коррозии и коррозионной стойкости - по ИСО 8044.
Настоящий стандарт устанавливает классификацию по классам прочности крепежных изделий из коррозионно-стойкой нержавеющей стали. Некоторые из этих сталей допускается применять при низких температурах до минус 200 °С, другие - при высоких температурах среды до 800 °С. Информация о влиянии температуры на механические свойства приведена в приложении F.
Коррозионная стойкость, окисляемость и механические свойства при повышенных и пониженных температурах должны быть согласованы между изготовителем и потребителем в каждом конкретном случае. Изменение риска межкристаллитной коррозии при повышении температуры в зависимости от содержания углерода показано в приложении G.
Все крепежные изделия из аустенитных нержавеющих сталей при нормальных условиях - немагнитные; после холодного деформирования могут проявиться магнитные свойства (см. приложение Н).
2 Нормативные ссылки
Следующие ниже нормативные стандарты содержат положения, которые посредством ссылок в данном тексте составляют положения настоящего стандарта. Для нормативных стандартов с указанием даты публикации, на которые имеются ссылки, не распространяется действие последующих изменений или пересмотров этих стандартов.
ИСО 68-1 Резьбы ИСО винтовые общего назначения. Основной профиль. Часть 1. Метрические винтовые резьбы (ISO 68-1, ISO general purpose screw threads - Basic profile - Part 1: Metric screw threads)
ИСО 261 Резьбы метрические ИСО общего назначения. Общий вид (ISO 261, ISO general purpose metric screw threads - General plan)
ИСО 262 Резьбы ИСО метрические общего назначения. Выбранные размеры для винтов, болтов и гаек (ISO 262, ISO general purpose metric screw threads - Selected sizes for screws, bolts and nuts)
ИСО 724:1993 Резьбы метрические ИСО общего назначения. Основные размеры (ISO 724, ISO general purpose metric screw threads - Basic dimensions)
ИСО 898-1:1999 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки (ISO 898-1:1999, Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs)
ИСО 3651-1 Стали нержавеющие. Определение стойкости к межкристаллитной коррозии. Часть 1. Аустенитные и ферритно-аустенитные (дуплекс) нержавеющие стали. Коррозионное испытание в азотной кислоте посредством измерения потери массы (метод Хью) (ISO 3651-1, Determination of resistance to intergranular corrosion stainless steels - Part 1: Austenitic and ferritic-austenitic (duplex) stainless steels - Corrosion test in nitric acid medium by measurement of loss in mass (Huey test)
ИСО 3651-2 Стали нержавеющие. Определение стойкости к межкристаллитной коррозии. Часть 2. Ферритные, аустенитные и ферритно-аустенитные (дуплекс) нержавеющие стали. Коррозионное испытание в среде, содержащей серную кислоту (ISO 3651-2, Determination of resistance to intergranular corrosion steels - Part 2: Ferrictic, austenitic and ferritic-austenitic (duplex) stainless steels - Corrosion test in media containing sulfuric acid)
ИСО 6506:1981 Материалы металлические. Испытание на твердость. Определение твердости по Бринеллю (ISO 6506:1981, Metallic materials - Hardness test - Brinell test)
ИСО 6507-1:1997 Материалы металлические. Испытание на твердость по Виккерсу. Часть 1. Метод испытаний (ISO 6507-1:1997, Metallic materials - Hardness test - Vickers test - Part 1: Test method)
ИСО 6508:1986 Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы А, В, С, D, E, F, G, Н, К) (ISO 6508:1986, Metallic materials - Hardness test - Rockwell test (scales A - B - C - D - E - F - G - H - K)
ИСО 6892 Материалы металлические. Испытание на растяжение (ISO 6892 Metallic materials - Tensile testing at ambient temperature)
ИСО 8044 Коррозия металлов и сплавов. Общие термины и определения (ISO 8044, Corrosion of metals and alloys - Basic terms and definitions)
3 Обозначения, маркировка и обработка
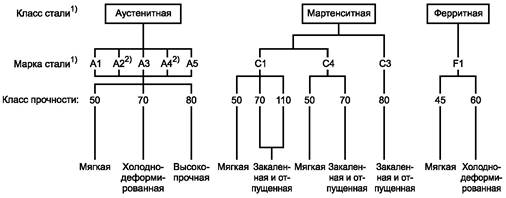
Система обозначений марок нержавеющей стали и классов прочности болтов, винтов и шпилек приведена на рисунке 1. Обозначение материала состоит из двух частей, разделенных дефисом. Первая часть обозначает марку стали, вторая часть - класс прочности.
Обозначение марки стали (первая часть) состоит из буквы:
А - аустенитная сталь;
С - мартенситная сталь;
F - ферритная сталь,
которая обозначает класс стали, и цифры, которая обозначает диапазон предельных значений химического состава этого класса стали.
Обозначение класса прочности (вторая часть) состоит из двух цифр, которые обозначают 0,1 минимального предела прочности на разрыв.
Примеры обозначения:
1 - аустенитной нержавеющей стали, холоднодеформированной, с пределом прочности на разрыв не менее 700 Н/мм2 (700 МПа) - А2-70.
2 - мартенситной стали, закаленной и отпущенной, с пределом прочности на разрыв не менее 700 Н/мм2 (700 МПа) - С4-70.
____________
1) Классы стали, классифицированные по рисунку 1, описаны в приложении В и определены химическим составом по таблице 2.
2) Нержавеющие стали с содержанием углерода не более 0,03 % могут быть дополнительно промаркированы буквой L.
Пример - A4L-80
Рисунок 1 - Система обозначений марок нержавеющей стали и классов прочности болтов, винтов и шпилек
3.2 Маркировка
Крепежные изделия, удовлетворяющие всем требованиям настоящего стандарта, маркируют и(или) обозначают в соответствии с 3.1.
3.2.1 Болты и винты
Все болты и винты с шестигранной головкой и винты с внутренним шестигранником в головке, номинальным диаметром резьбы d ≥ 5 мм должны иметь четкую маркировку в соответствии с 3.1, рисунками 1 и 2. Маркировка обязательна и должна включать в себя марку стали и класс прочности, а также товарный знак изготовителя. Другие типы болтов и винтов следует маркировать аналогично, где это возможно, и только на головке. Допускается наносить дополнительную маркировку, если она не вызывает путаницу.
3.2.2 Шпильки
Шпильки номинальным диаметром резьбы d ≥ 6 мм должны иметь маркировку в соответствии с 3.1, рисунками 1 и 2. Маркировку выполняют на гладкой части шпильки, и она должна включать в себя товарный знак изготовителя, марку стали и класс прочности. Если маркировка на гладкой части невозможна, то допускается маркировка марки стали только на гаечном конце шпильки (см. рисунок 2).
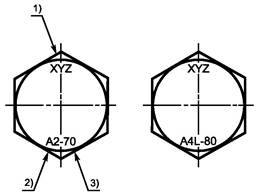
____________
1 Знак изготовителя.
2 Марка стали.
3 Класс прочности.
Маркировка болтов и винтов с шестигранной головкой
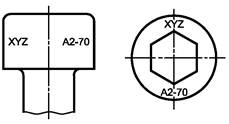
Маркировка винтов с внутренним шестигранником в головке (варианты маркировки)
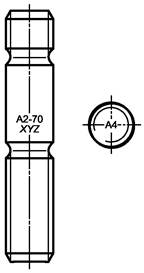
Маркировка шпилек
Примечание - Маркировка левой резьбы - по ИСО 898-1
Рисунок 2 - Маркировка болтов, винтов и шпилек
3.2.3 Упаковка
На всех упаковках любых размеров должна быть маркировка с указанием обозначения изделия и товарного знака изготовителя.
3.3 Завершающая обработка
Если не указано иное, крепежные изделия в соответствии с настоящим стандартом поставляют чистыми без дополнительной обработки. Для достижения максимальной коррозионной стойкости рекомендуется пассивация.
4 Химический состав
Химический состав нержавеющих сталей для крепежных изделий согласно настоящему стандарту приведен в таблице 1.
Выбор химического состава в установленных для марки стали пределах - на усмотрение изготовителя, если химический состав не согласован между изготовителем и потребителем.
В случаях возникновения риска межкристаллитной коррозии рекомендуется проведение испытаний по ИСО 3651-1 или ИСО 3651-2. В таких случаях рекомендуется применять стабилизированные нержавеющие стали A3 и А5 или нержавеющие стали А2 и А4 с содержанием углерода не более 0,03 %.
Таблица 1 - Марки нержавеющей стали. Химический состав
|
Марка |
Химический состав, %1) |
Сноска |
|||||||||
|
С |
Si |
Mn |
Р |
S |
Cr |
Мо |
Ni |
Cu |
|||
|
Аустенитные |
А1 |
0,12 |
1 |
6,5 |
0,2 |
0,15 - 0,35 |
16 - 19 |
0,7 |
5 - 10 |
1,75 - 2,25 |
2), 3), 4) |
|
А2 |
0,1 |
1 |
2 |
0,05 |
0,03 |
15 - 20 |
-5) |
8 - 19 |
4 |
7), 8) |
|
|
A3 |
0,08 |
1 |
2 |
0,045 |
0,03 |
17 - 19 |
-5) |
9 - 12 |
1 |
9) |
|
|
А4 |
0,08 |
1 |
2 |
0,045 |
0,03 |
16 - 18,5 |
2 - 3 |
10 - 15 |
1 |
8), 10) |
|
|
А5 |
0,08 |
1 |
2 |
0,045 |
0,03 |
16 - 18,5 |
2 - 3 |
10,5 - 14 |
1 |
9), 10) |
|
|
Мартенситные |
С1 |
0,09 - 0,15 |
1 |
1 |
0,05 |
0,03 |
11,5 - 14 |
- |
1 |
- |
10) |
|
С3 |
0,17 - 0,25 |
1 |
1 |
0,04 |
0,03 |
16 - 18 |
- |
1,5 - 2,5 |
- |
||
|
С4 |
0,08 - 0,15 |
1 |
1,5 |
0,06 |
0,15 - 0,35 |
12 - 14 |
0,6 |
1 |
- |
2), 10) |
|
|
Ферритные |
F1 |
0,12 |
1 |
1 |
0,04 |
0,03 |
15 - 18 |
-6) |
1 |
- |
11), 12) |
|
1) Приведены максимальные значения, если не указано иное. 2) Сера может быть заменена селеном. 3) Если содержание никеля менее 8 %, то содержание марганца должно быть не менее 5 %. 4) При содержании никеля более 8 % нижний предел содержания меди не применяется. 5) Молибден может присутствовать по решению изготовителя стали. В случае если содержание молибдена влияет на условия применения стали, его содержание должно быть согласовано между изготовителем и потребителем стали. 6) Молибден может присутствовать по решению изготовителя стали. 7) Если содержание хрома менее 17 %, содержание никеля должно быть не менее 12 %. 8) Для аустенитных сталей с минимальным содержанием углерода 0,03 % содержание азота не должно превышать 0,22 %. 9) Для стабилизации содержание титана должно быть не менее 5 × % С, но не более 0,8 %, или содержание ниобия и (или) тантала - не менее 10 × % С, но не более 1,0 %. 10) По решению изготовителя стали содержание углерода может быть выше для достижения особых механических свойств, но не должно превышать 0,12 %. 11) Допускается содержание титана не менее 5 × % С, но не более 0,8 %. 12) Допускается содержание ниобия и (или) тантала не менее 10 × % С, но не более 1,0 %. |
|||||||||||
|
Примечания 1 Описание указанных марок нержавеющих сталей с учетом их свойств и области применения приведены в приложении В. 2 Примеры нержавеющих сталей по ИСО 683-13 и ИСО 4954 приведены в приложениях С и D соответственно. 3 Некоторые материалы для специального применения описаны в приложении Е. |
|||||||||||
5 Механические свойства
Механические свойства болтов, винтов и шпилек должны соответствовать указанным в таблицах 2, 3 или 4.
Для болтов и винтов из мартенситной стали прочность на разрыв при испытании на косой шайбе не должна быть меньше минимальных значений предела прочности на разрыв, приведенных в таблице 3.
Указанные в данном разделе требования по механическим свойствам следует выполнять при испытаниях в соответствии с программой испытаний, указанной в разделе 6.
Таблица 2 - Механические свойства болтов, винтов и шпилек из аустенитных сталей
|
Марка |
Класс прочности |
Ряд диаметров резьбы |
Предел прочности |
Условный предел текучести Rp0,21), Н/мм2, не менее |
Удлинение после разрыва А2), мм, не менее |
|
|
Аустенитные |
А1, А2 |
50 |
≤ М39 |
500 |
210 |
0,6 ∙ d |
|
A3, А4 |
70 |
≤ М243) |
700 |
450 |
0,4 ∙ d |
|
|
А5 |
80 |
≤ М393) |
800 |
600 |
0,3 ∙ d |
|
|
1) Напряжения растяжения рассчитывают по площади расчетного сечения болта (см. приложение А). 2) Определяют в соответствии с 6.2.4 сравнением фактической длины винта до испытания и составленных после испытания частей. d - номинальный диаметр резьбы. 3) Для крепежных изделий с номинальным диаметром резьбы d более 24 мм механические свойства согласовываются между потребителем и изготовителем, а обозначения марки и класса прочности - в соответствии с данной таблицей. |
||||||
Таблица 3 - Механические свойства болтов, винтов и шпилек из мартенситных и ферритных сталей
|
Марка |
Класс прочности |
Предел прочности на разрыв Rm1), Н/мм2, не менее |
Условный предел текучести Rp0,21), Н/мм2, не менее |
Удлинение после разрыва А2), мм, не менее |
Твердость |
|||
|
HB |
HRC |
HV |
||||||
|
Мартенситные |
С1 |
50 |
500 |
250 |
0,2 ∙ d |
147 - 209 |
- |
155 - 220 |
|
70 |
700 |
410 |
0,2 ∙ d |
209 - 314 |
20 - 34 |
220 - 330 |
||
|
1103) |
1100 |
820 |
0,2 ∙ d |
- |
36 - 45 |
350 - 440 |
||
|
С3 |
80 |
800 |
640 |
0,2 ∙ d |
228 - 323 |
21 - 35 |
240 - 340 |
|
|
С4 |
50 |
500 |
250 |
0,2 ∙ d |
147 - 209 |
- |
155 - 220 |
|
|
70 |
700 |
410 |
0,2 ∙ d |
209 - 314 |
20 - 34 |
220 - 330 |
||
|
Ферритные |
F4) |
45 |
450 |
250 |
0,2 ∙ d |
128 - 209 |
- |
135 - 220 |
|
60 |
600 |
410 |
0,2 ∙ d |
171 - 271 |
- |
180 - 285 |
||
|
1) Напряжения растяжения рассчитывают по площади расчетного сечения болта (см. приложение А). 2) Определяют в соответствии с 6.2.4 сравнением фактической длины винта до испытания и составленных после испытания частей. d - номинальный диаметр резьбы. 3) Закалка и отпуск при минимальной температуре отпуска 275 °С. 4) Номинальный диаметр резьбы d не более 24 мм. |
||||||||
Таблица 4 - Минимальный разрушающий крутящий момент MB,min для болтов и винтов М 1,6 до М 16 (с крупным шагом резьбы) из аустенитных марок сталей
|
Минимальный разрушающий крутящий момент Мв,min H ∙ м |
|||
|
Класс прочности |
|||
|
50 |
70 |
80 |
|
|
М1,6 |
0,15 |
0,2 |
0,24 |
|
М2 |
0,3 |
0,4 |
0,48 |
|
М2,5 |
0,6 |
0,9 |
0,96 |
|
М3 |
1,1 |
1,6 |
1,8 |
|
М4 |
2,7 |
3,8 |
4,3 |
|
М5 |
5,5 |
7,8 |
8,8 |
|
Мб |
9,3 |
13 |
15 |
|
М8 |
23 |
32 |
37 |
|
М10 |
46 |
65 |
74 |
|
М12 |
80 |
110 |
130 |
|
М16 |
210 |
290 |
330 |
Минимальный разрушающий момент кручения для крепежных изделий из мартенситных и ферритных сталей согласовывается между изготовителем и потребителем.
6 Методы испытаний
6.1 Программа испытаний
Испытания проводят в зависимости от марки материала и длины болта или шпильки, как указано в таблице 5.
Таблица 5 - Программа испытаний
|
Предел прочности на разрыв1) |
Разрушающий крутящий момент2) |
Условный предел текучести Rp021) |
Удлинение после разрыва1) |
Твердость |
Прочность на косой шайбе |
|
|
А1 |
l ≥ 2,5d3) |
l ≥ 2,5d |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
- |
- |
|
А2 |
l ≥ 2,5d3) |
l ≥ 2,5d |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
- |
- |
|
A3 |
l ≥ 2,5d3) |
l ≥ 2,5d |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
- |
- |
|
А4 |
l ≥ 2,5d3) |
l ≥ 2,5d |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
- |
- |
|
А5 |
l ≥ 2,5d3) |
l ≥ 2,5d |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
- |
- |
|
С1 |
l ≥ 2,5d3) |
- |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
Требуемая |
ls ≥ 2,5d |
|
С3 |
l ≥ 2,5d3) |
- |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
Требуемая |
ls ≥ 2,5d |
|
С4 |
l ≥ 2,5d3) |
- |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
Требуемая |
ls ≥ 2,5d |
|
F1 |
l ≥ 2,5d3) |
- |
l ≥ 2,5d3) |
l ≥ 2,5d3) |
Требуемая |
- |
|
l - длина болта. d - номинальный диаметр резьбы. ls - гладкая часть стержня. |
||||||
|
1) Для всех размеров не менее М5. 2) Для размеров менее М5 испытания проводят для всех длин. 3) Для шпилек требуется, чтобы l ≥ 3,5d. |
||||||
6.2 Методы испытаний
6.2.1 Общие требования
Погрешность всех измерений размеров должна быть не более ± 0,05 мм.
Все испытания на разрыв и растяжение следует проводить на испытательных машинах, оборудованных самоцентрирующимися зажимами, чтобы исключить изгибающие нагрузки (см. рисунок 3). Нижний держатель должен быть закален и иметь резьбу для проведения испытаний по 6.2.2 - 6.2.4. Твердость нижнего держателя должна быть не менее 45 HRC. Допуск на внутреннюю резьбу - 5H6G.
6.2.2 Предел прочности на разрыв Rm
Определение предела прочности на разрыв проводят на крепежных изделиях длиной, равной 2,5 номинального диаметра резьбы (2,5d) или больше, в соответствии с ИСО 6892 и ИСО 898-1.
Длина свободной резьбы, находящейся под нагрузкой, должна быть не менее номинального диаметра резьбы d.
Разрушение должно происходить между опорной поверхностью головки винта и верхней плоскостью держателя.
Полученное значение для Rm должно соответствовать значениям, указанным в таблицах 2 и 3.
6.2.3 Условный предел текучести Rp02
Условный предел текучести определяют на готовых болтах и винтах. Эти испытания проводят только для крепежных изделий длиной, равной 2,5d и больше.
Испытание проводят путем измерения удлинения болта или винта при осевой растягивающей нагрузке (см. рисунок 3).
Испытуемая деталь должна ввинчиваться в закаленный держатель с резьбой на глубину одного диаметра d (см. рисунок 3).
Диаграмма зависимости удлинения болта от нагрузки приведена на рисунке 4.
Растягиваемую длину болта, по которой рассчитывают Rp02, определяют расстоянием l3 между нижним торцом головки и держателем с резьбой (см. рисунок 3 и примечание 2 к таблицам 2 и 3). Значение, равное 0,2 % длины L3, наносят на горизонтальную ось ОР диаграммы зависимости удлинения от нагрузки и то же значение наносят по горизонтали на участке прямой QR. Линией PR параллельно участку упругой деформации определяем точку пересечения с кривой S, которая соответствует нагрузке в точке T вертикальной оси. Нагрузка, поделенная на площадь поперечного болта, обозначает условный предел текучести Rp0,2.
Удлинение происходит между опорной поверхностью головки болта и концом держателя.
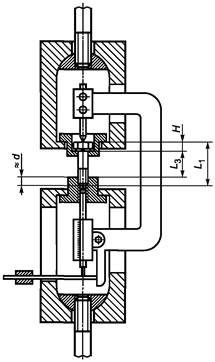
Рисунок 3 - Тензометр, установленный на болт в самоцентрирующихся зажимах
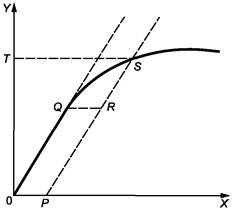
Рисунок 4 - Диаграмма зависимости нагрузки и удлинения для определения условного предела текучести Rp0,2
Удлинение при разрыве определяют на крепежных изделиях длиной, равной 2,5d или больше.
Длину винта L1 следует измерять перед испытанием (см. рисунок 5). Затем испытуемую деталь ввинчивают в держатель с резьбой на глубину одного диаметра d (см. рисунок 3).
После разрушения детали ее части должны быть составлены вместе для повторного измерения длины L2 (см. рисунок 5).
Удлинение после разрушения А, мм, вычисляют по формуле
A = L2 - L1.
Полученное значение удлинения А должно быть больше значений, указанных в таблицах 2 и 3. При испытании на выточенных образцах значения удлинения следует оговаривать дополнительно.
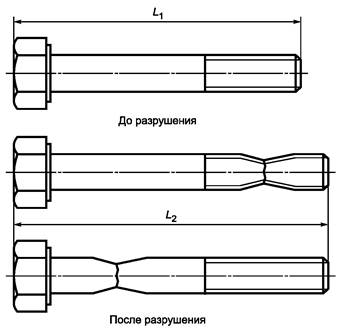
Рисунок 5 - Определение удлинения при разрыве А (см. 6.2.4)
6.2.5 Разрушающий крутящий момент Мв
Разрушающий крутящий момент определяют в специальном устройстве, изображенном на рисунке 6. Устройство для определения крутящего момента должно иметь точность как минимум 7 % минимального значения, указанного в таблице 4.
Резьба винта должна быть зажата на длину одного диаметра в разъемной матрице с глухим отверстием так, чтобы минимум два полных витка резьбы находились над зажимным устройством.
Крутящий момент следует прикладывать к винту до появления разрушения. Винт должен выдерживать без разрушения минимальный крутящий момент, указанный в таблице 4.
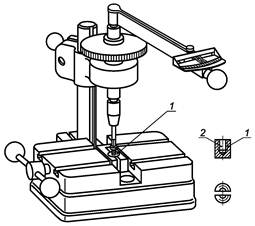
1 - разъемный зажим; 2 - глухое отверстие
Рисунок 6 - Устройство для определения разрушающего крутящего момента Мв (6.2.5)
6.2.6 Испытание на разрыв на косой шайбе болтов и винтов из мартенситных сталей
Испытание проводят по ИСО 898-1, размеры шайбы приведены в таблице 6.
Таблица 6 - Размеры косой шайбы
|
α |
||
|
Болты и винты с длиной гладкой части стержня ls ≥ 2d |
Болты и винты с резьбой до головки или длиной гладкой части стержня ls < 2d |
|
|
d ≤ 20 |
10° ± 30' |
6° ± 30' |
|
20 < d ≤ 39 |
6° ± 30' |
4° ± 30' |
6.2.7 Испытание на твердость НВ, HRC или HV
Испытание на твердость проводят по ИСО 6506 (НВ), ИСО 6508 (HRC) или ИСО 6507-1 (HV). В спорных случаях решающим условием для приемки является испытание на твердость по Виккерсу (HV). Испытание на твердость следует проводить на конце болта, на половине радиуса между центром и поверхностью резьбы. В спорных случаях эту зону выбирают на расстоянии 1d от конца болта.
Значения твердости должны быть в пределах, указанных в таблице 3.
Приложение А
(обязательное)
Наружная резьба. Определение площади расчетного сечения болта
Площадь расчетного сечения As вычисляют по формуле
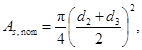
где d29) - номинальный средний диаметр резьбы;
d3 - внутренний диаметр резьбы, вычисляемый по формуле d3 = d1 - H/6 (d1 - номинальный базовый внутренний диаметр резьбы, Н - высота исходного треугольника резьбы).
____________
9) См. ИСО 724.
Таблица А.1 - Номинальная площадь расчетного сечения для крупной и мелкой резьбы
|
С крупным шагом резьбы d |
Номинальная площадь расчетного сечения As,nom, мм2 |
С мелким шагом резьбы d×P1) |
Номинальная площадь расчетного сечения As,nom, мм2 |
|
М1,6 |
1,27 |
М8×1 |
39,2 |
|
М2 |
2,07 |
М10×1 |
64,5 |
|
М2,5 |
3,39 |
М10×1,25 |
61,2 |
|
М3 |
5,03 |
М12×1,25 |
92,1 |
|
М4 |
8,78 |
М12×1,5 |
88,1 |
|
М5 |
14,2 |
М14×1,5 |
125 |
|
М6 |
20,1 |
М16×1,5 |
167 |
|
М8 |
36,6 |
М18×1,5 |
216 |
|
М10 |
58 |
М20×1,5 |
272 |
|
М12 |
84,3 |
М22×1,5 |
333 |
|
М14 |
115 |
М24×2 |
384 |
|
М16 |
157 |
М27×2 |
496 |
|
М18 |
192 |
М30×2 |
621 |
|
М20 |
245 |
М33×2 |
761 |
|
М22 |
303 |
М36×3 |
865 |
|
М24 |
353 |
М39×З |
1030 |
|
М27 |
459 |
||
|
М30 |
561 |
||
|
М30 |
694 |
||
|
М36 |
817 |
||
|
М39 |
976 |
||
|
1) Р - шаг мелкой резьбы. |
|||
Приложение В
(справочное)
Описание классов и марок нержавеющих сталей
B.1 Общее описание
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описаны стали марок от А1 до А5, от С1 до С4 и F1, входящие в состав следующих классов сталей:
аустенитная сталь от А1 до А5;
мартенситная сталь от С1 до С4;
ферритная сталь F1.
В данном приложении описаны характеристики перечисленных классов и марок сталей.
Также в данном приложении приведена информация о нестандартизированном классе сталей FA, имеющем ферритно-аустенитную структуру.
B.2 Стали класса А(с аустенитной структурой)
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описаны пять основных марок аустенитных сталей - от А1 до А5. Стали этих марок не могут подвергаться закалке и обычно немагнитные. Для повышения износостойкости встали марок от А1 до А5 может быть добавлена медь, как указано в таблице 1.
Для нестабилизированных сталей марок А2 и А4 применимо следующее.
Так как оксид хрома повышает коррозионную стойкость стали, для нестабилизированных сталей имеет большое значение низкое содержание углерода. Из-за высокой притягиваемости хрома и углерода вместо оксида хрома получается карбид хрома, особенно при повышенных температурах (см. приложение G).
Для стабилизированных сталей марок A3 и А5 применимо следующее.
Элементы Ti, Nb или Та воздействуют на углерод, позволяют оксиду хрома проявить свои свойства в полной мере.
Для применения в открытом море или похожих условиях требуются стали с содержанием примерно 20 % хрома и никеля и от 4,5% до 6,5 % молибдена.
В случае высокой вероятности коррозии должны быть проведены консультации с экспертами.
B.2.1 Стали марки А1
Стали марки А1 разработаны для применения в машиностроении. Из-за высокого содержания серы стали этой марки менее коррозионно-стойкие, чем другие марки сталей этой группы.
B.2.2 Стали марки А2
Стали марки А2 являются наиболее часто применяемыми нержавеющими сталями. Они применяются для кухонного оборудования и аппаратов для химической промышленности. Стали этой марки неприменимы при использовании неокисляющей кислоты и хлоросодержащих соединений, как, например, в морской воде и плавательных бассейнах.
B.2.3 Стали марки A3
Стали марки A3 являются стабилизированными нержавеющими сталями со свойствами сталей марки А2.
B.2.4 Стали марки А4
Стали марки А4 кислотоустойчивые, легированы молибденом и более коррозионно-стойкие. Стали марки А4 наиболее востребованы в бумажной промышленности, так как эта марка разработана для работы с серной кислотой (поэтому данному сорту присвоено название «кислотоустойчивые»), а также в некоторой степени подходят для работы в хлоросодержащей среде. Стали марки А4 также часто применяют в пищевой и кораблестроительной промышленности.
B.2.5 Стали марки А5
Стали марки А5 являются стабилизированными кислотоустойчивыми сталями со свойствами сталей марки А4.
B.3 Стали класса F (с ферритной структурой)
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описана одна марка ферритных сталей F1. Стали этого класса обычно не допускается подвергать закалке и не следует подвергать закалке в тех случаях, когда она возможна. Стали марки F1 - магнитные.
В.3.1 Стали марки F1
Стали марки F1 обычно используют для несложного оборудования, за исключением суперферритов, имеющих очень низкое содержание углерода и азота. Такие стали могут заменять стали марок А2 и A3 и использоваться в среде с высоким содержанием хлора.
B.4 Стали класса С (с мартенситной структурой)
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описаны марки мартенситных сталей С1, С3 и С4. Стали этого класса могут закаливаться до очень высокой прочности. Стали этого класса - магнитные.
B.4.1 Стали марки С1
Стали марки С1 имеют ограниченную коррозионную стойкость. Они применяются в турбинах, насосах и для ножей.
B.4.2 Стали марки С3
Стали марки СЗ имеют ограниченную коррозионную стойкость, хотя и лучшую, чем стали марки С1. Они применяются в насосах и клапанах.
B.4.3 Стали марки С4
Стали марки С4 имеют ограниченную коррозионную стойкость. Они применяются в машиностроении, в остальном они схожи со сталями марки С1.
В.5 Стали класса FA (с ферритно-аустенитной структурой)
Стали класса FA не описаны в ИСО 3605-2, ИСО 3605-3 и настоящем стандарте, но, весьма вероятно, будут описаны в будущем.
Стали этого класса называют дуплексными сталями. Первые стали класса FA имели некоторые недоработки, которые были устранены в сталях, разработанных в последнее время. Стали класса РА лучше, чем стали марок А4 и А5, особенно по прочностным характеристикам. Стали класса FA также имеют повышенное сопротивление точечной и изломной коррозии.
Примеры химического состава сталей этого класса приведены в таблице В.1.
Таблица В.1 - Химический состав ферритно-аустенитных сталей
|
Химический состав, % |
|||||||
|
С, не более |
Si |
Mn |
Cr |
Ni |
Mo |
N |
|
|
Ферритно-аустенитные |
0,03 |
1,7 |
1,5 |
18,5 |
5 |
2,7 |
0,07 |
|
0,03 |
< 1 |
< 2 |
22 |
5,5 |
3 |
0,14 |
|
Приложение C
(справочное)
Химический состав нержавеющих сталей (выдержки из ИСО 683-13:1986)
Таблица С.1
|
Тип стали2) |
Химический состав, %1) |
Обозначение |
|||||||||||||||
|
С |
Si |
Mn |
Р |
S |
N |
Al |
Cr |
Mo |
Nb3) |
Ni |
Se, |
Ti |
Cu |
||||
|
не более |
|||||||||||||||||
|
Ферритные стали |
|||||||||||||||||
|
8 |
0,08 max |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
16,0 - 18,0 |
- |
- |
1,0 max |
- |
- |
- |
F1 |
||
|
8b |
0,07 max |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
16,0 - 18,0 |
- |
- |
1,0 max |
- |
7×%C ≤ 1,1 |
- |
F1 |
||
|
9с |
0,08 max |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
16,0 - 18,0 |
0,90 - 1,30 |
- |
1,0 max |
- |
- |
- |
F1 |
||
|
F1 |
0,025 max5) |
1,0 |
1,0 |
0,040 |
0,030 max |
0,025 max5) |
- |
17,0 - 19,0 |
1,75 - 2,50 |
-6) |
0,60 max |
- |
_-6) |
- |
F1 |
||
|
Мартенситные стали |
|||||||||||||||||
|
3 |
0,09 - 0,15 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
11,5 - 13,5 |
- |
- |
1,0 max |
- |
- |
- |
С1 |
||
|
7 |
0,08 - 0,15 |
1,0 |
1,5 |
0,060 |
0,15-0,35 |
- |
- |
12,0 - 14,0 |
0,60 max7) |
- |
1,0 max |
- |
- |
- |
С4 |
||
|
4 |
0,16 - 0,25 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
12,0 - 14,0 |
- |
- |
1,0 max |
- |
- |
- |
С1 |
||
|
9а |
0,10 - 0,17 |
1,0 |
1,5 |
0,060 |
0,15-0,34 |
- |
- |
15,5 - 17,5 |
0,60 max7) |
- |
1,0 max |
- |
- |
- |
С3 |
||
|
9b |
0,14 - 0,23 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
15,0 - 17,5 |
- |
- |
1,5 - 2,5 |
- |
- |
- |
С3 |
||
|
5 |
0,26 - 0,35 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
12,0 - 14,0 |
- |
- |
1,0 max |
- |
- |
- |
С1 |
||
|
Аустенитные стали |
|||||||||||||||||
|
10 |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0 - 19,0 |
- |
- |
9,0 - 12,0 |
- |
- |
- |
А28) |
||
|
11 |
0,07 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0 - 19,0 |
- |
- |
8,0 - 11,0 |
- |
- |
- |
А2 |
||
|
15 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0 - 19,0 |
- |
- |
9,0 - 12,0 |
- |
5 × % C ≤ 0,8 |
- |
A39) |
||
|
16 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0 - 19,0 |
- |
10 × % C ≤ 1,0 |
9,0 - 12,0 |
- |
- |
- |
A39) |
||
|
17 |
0,12 max |
1,0 |
2,0 |
0,060 |
0,15 - 0,35 |
- |
- |
17,0 - 19,0 |
-10) |
- |
8,0 - 10,011) |
- |
- |
- |
А1 |
||
|
13 |
0,10 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0 - 19,0 |
- |
- |
11,0 - 13,0 |
- |
- |
- |
А2 |
||
|
19 |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5 - 18,5 |
2,0 - 2,5 |
- |
11,0 - 14,0 |
- |
- |
- |
А4 |
||
|
20 |
0,07 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5 - 18,5 |
2,0 - 2,5 |
- |
10,5 - 13,5 |
- |
- |
- |
А4 |
||
|
21 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5 - 18,5 |
2,0 - 2,5 |
- |
11,0 - 14,0 |
- |
5 × %C ≤ 0,8 |
- |
А59) |
||
|
23 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5 - 18,5 |
2,0 - 2,5 |
10 × % C ≤ 1,0 |
11,0 - 14,0 |
- |
- |
- |
А59) |
||
|
19а |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5 - 18,5 |
2,5 - 3,0 |
- |
11,5 - 14,5 |
- |
- |
- |
А4 |
||
|
20а |
0,07 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5 - 18,5 |
2,5 - 3,0 |
- |
11,0 - 14,0 |
- |
- |
- |
А4 |
||
|
10N |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
0,12-0,22 |
17,0 - 19,0 |
- |
8,5 - 11,5 |
А2 |
|||||||
|
19N |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
0,12-0,22 |
- |
16,5 - 18,5 |
2,0 - 2,5 |
- |
10,5 - 13,5 |
- |
- |
- |
А48) |
||
|
19aN |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
0,12-0,22 |
- |
16,5 - 18,5 |
2,5 - 3,0 |
- |
11,5 - 14,5 |
- |
- |
- |
А48) |
||
|
1) Элементы, не указанные в данной таблице, не должны добавляться в сталь без соглашения между изготовителем и потребителем стали, за исключением элементов, предназначенных для завершения плавления. Должны быть приняты все необходимые меры предосторожности, чтобы предотвратить попадание в сталь из отходов и материалов, используемых при производстве, элементов, которые могут повлиять на прочность, механические свойства и применяемость стали. 2) Номера типов временные и будут пересмотрены при издании соответствующего стандарта. 3) Тантал обозначен как ниобий. 4) Не по ИСО 683-13. 5) (С + N) не более 0,040 %. 6) 8×(С + N) ≤ (Nb + Ti) ≤ 0,80 %. 7) По согласованию, при оформлении заказа, сталь допускается поставлять с содержанием Мо 0,20 % - 0,60 %. 8) Высокая стойкость к межкристаллитной коррозии. 9) Стабилизированные стали. 10) Изготовитель может добавить молибден до 0,70 %. |
|||||||||||||||||
Приложение D
(справочное)
Нержавеющие стали для холодной высадки и штамповки (выдержки из ИСО 4954:1993)
Таблица D.1
|
Тип стали (обозначение)1) |
Химический состав2), % |
Обозначение |
||||||||||
|
Номер |
Наименование |
По ИСО |
С |
Si |
Мn |
Р |
S |
Cr |
Мо |
Ni |
Прочие |
|
|
не более |
||||||||||||
|
Ферритные стали |
||||||||||||
|
71 |
Х 3 Cr 17 Е |
- |
≤ 0,04 |
1,0 |
1,0 |
0,040 |
0,030 |
16,0 - 18,0 |
≤ 1,0 |
F1 |
||
|
72 |
Х 6 Cr 17 Е |
D 1 |
≤ 0,08 |
1,0 |
1,0 |
0,040 |
0,030 |
16,0 - 18,0 |
≤ 1,0 |
F1 |
||
|
73 |
Х 6 CrМо 17 1 Е |
D 2 |
≤ 0,08 |
1,0 |
1,0 |
0,040 |
0,030 |
16,0 - 18,0 |
0,90 - 1,30 |
≤ 1,0 |
F1 |
|
|
74 |
X 6 CrTi 12 E |
- |
≤ 0,08 |
1,0 |
1,0 |
0,040 |
0,030 |
10,5 - 12,5 |
≤ 0,50 |
Ti: 6 × % C ≤ 1,0 |
F1 |
|
|
75 |
X 6 CrNb 12 E |
- |
≤ 0,08 |
1,0 |
1,0 |
0,040 |
0,030 |
10,5 - 12,5 |
≤ 0,50 |
Nb: 6 × % С ≤ 1,0 |
F1 |
|
|
Мартенситные стали |
||||||||||||
|
76 |
Х 12 Cr 13 Е |
D 10 |
0,90 - 0,15 |
1,00 |
1,00 |
0,040 |
0,030 |
11,5 - 13,5 |
≤ 1,0 |
С1 |
||
|
77 |
X 19 CrNi 16 2 Е |
D 12 |
0,14 - 0,23 |
1,00 |
1,00 |
0,040 |
0,030 |
15,0 - 17,5 |
1,5 - 2,5 |
С3 |
||
|
Аустенитные стали |
||||||||||||
|
78 |
X 2 CrNi 18 10 Е |
D 20 |
≤ 0,030 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 - 19,0 |
9,0 - 12,0 |
А24) |
||
|
79 |
X 5 CrNi 18 9 Е |
D 21 |
≤ 0,07 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 - 19,0 |
8,0 - 11,0 |
А2 |
||
|
80 |
X 10 CrNi 18 9 Е |
D 22 |
≤ 0,12 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 - 19,0 |
8,0 - 10,0 |
А2 |
||
|
81 |
X 5 CrNi 18 12 Е |
D 23 |
≤ 0,07 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 - 19,0 |
11,0 - 13,0 |
А2 |
||
|
82 |
X 6 CrNi 18 16 Е |
D 25 |
≤ 0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
15,0 - 17,0 |
17,0 - 19,0 |
А2 |
||
|
83 |
Х 6 CrNiTi 18 10 Е |
D 26 |
≤ 0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 - 19,0 |
9,0 - 12,0 |
Ti: 5 × % С ≤ 0,80 |
A3 |
|
|
84 |
X 5 CrNiMo 17 12 2 E |
D 29 |
≤ 0,07 |
1,00 |
2,00 |
0,045 |
0,030 |
16,5 - 18,5 |
2,0 - 2,5 |
10,5 - 13,5 |
А4 |
|
|
85 |
X 6 CrNiMoTi 17 12 2 Е |
D 30 |
≤ 0,08 |
1,00 |
2,00 |
0,045 |
0,30 |
16,5 - 18,5 |
2,0 - 2,5 |
11,0 - 14,0 |
Ti: 5 × % С ≤ 0,80 |
А5 |
|
86 |
X 2 CrNiMo 17 13 3 E |
- |
≤ 0,030 |
1,00 |
2,00 |
0,045 |
0,030 |
16,5 - 18,5 |
2,5 - 3,0 |
11,5 - 14,5 |
А44) |
|
|
87 |
X 2 CrNiMoN 17 13 3 Е |
- |
≤ 0,030 |
1,00 |
2,00 |
0,045 |
0,030 |
16,5 - 18,5 |
2,5 - 3,0 |
11,5 - 14,5 |
N: 0,12 - 0,22 |
А44) |
|
88 |
X 3 CrNiCu 18 9 3 E |
D 32 |
≤ 0,04 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0 - 19,0 |
8,5 - 10,5 |
Cu: 3,00 - 4,00 |
А2 |
|
|
1) В первой графе приведены последовательные номера. Во второй графе приведены обозначения в соответствии с системой, предложенной Международным техническим комитетом ИСО/ТК 17/ПК 2. В третьей графе приведены устаревшие номера по ИСО 4954 (пересмотрен в 1993 г.). 2) Элементы, неуказанные в данной таблице, не должны добавляться в сталь без соглашения между изготовителем и потребителем стали, за исключением элементов, предназначенных для завершения плавления. Должны быть приняты все необходимые меры предосторожности, чтобы предотвратить попадание в сталь из отходов и материалов, используемых при производстве, элементов, которые могут повлиять на прочность, механические свойства и применяемость стали. 3) Не по ИСО 4954. 4) Очень высокое сопротивление межкристаллитной коррозии. |
||||||||||||
Приложение Е
(справочное)
Аустенитные нержавеющие стали с особой стойкостью к хлоридам, вызывающим коррозионные напряжения
(выдержки из ЕН 10088-1:1995)
Опасность разрушения болтов, винтов и шпилек под действием хлорной коррозии (например, внутри плавательных бассейнов) может быть уменьшена, если применять материалы, указанные в таблице Е.1.
Таблица Е.1
|
Химический состав, % |
||||||||||
|
С |
Si |
Mn |
Р |
S |
N |
Cr |
Мо |
Ni |
Cu |
|
|
не более |
||||||||||
|
X2CrNiMoN17-13-5 (1.4439) |
0,03 |
1,0 |
2,0 |
0,045 |
0,015 |
0,12 - 0,22 |
16,5 - 18,5 |
4,0 - 5,0 |
12,5 - 14,5 |
|
|
X1NiCrMoCu25-20-5 (1.4539) |
0,02 |
0,7 |
2,0 |
0,030 |
0,010 |
≤ 0,15 |
19,0 - 21,0 |
4,0 - 5,0 |
24,0 - 26,0 |
1,2 - 2,0 |
|
X1NiCrMoCuN25-20-7 (1.4529) |
0,02 |
0,5 |
1,0 |
0,030 |
0,010 |
0,15 - 0,25 |
19,0 - 21,0 |
6,0 - 7,0 |
24,0 - 26,0 |
0,5 - 1,5 |
|
X2CrNiMoN22-5-31) (1.4462) |
0,03 |
1,0 |
2,0 |
0,035 |
0,015 |
0,10 - 0,22 |
21,0 - 23,0 |
2,5 - 3,5 |
4,5 - 6,5 |
|
|
1) Аустенитно-ферритные стали. |
||||||||||
Приложение F
(справочное)
Механические свойства при повышенных температурах, применение при низких температурах
Примечание - Если болты, винты и шпильки правильно рассчитаны, то сопряженные гайки будут автоматически им соответствовать. Следовательно, в случае применения при повышенных или низких температурах достаточно учитывать только механические свойства болтов, винтов и шпилек.
F.1 Снижение предела текучести или условного предела текучести при повышенных температурах
Значения, указанные в данном приложении, только справочные. Потребители должны понимать, что фактически химическая среда, нагружение установленных крепежных изделий и окружающая среда могут значительно отличаться. Если нагрузки непостоянны и период действия повышенных температур значительный или высока возможность коррозионных напряжений, то потребитель должен консультироваться с изготовителем.
Значения предела текучести ReL или условного предела текучести Rp0,2 при повышенных температурах в процентах от значений при комнатной температуре указаны в таблице F.1.
Таблица F.1 - Влияние температуры на ReL и Rp0,2
|
ReL и Rp0,2, %, при температуре |
||||
|
100 °С |
200 °С |
300 °С |
400 °С |
|
|
А2А4 |
85 |
80 |
75 |
70 |
|
С1 |
95 |
90 |
80 |
65 |
|
С3 |
90 |
85 |
80 |
60 |
|
Примечание - Значения применимы только для классов прочности 70 и 80. |
||||
F.2 Применение при низких температурах
Применение болтов, винтов и шпилек из нержавеющих сталей при низких температурах см. таблицу F.2.
Таблица F.2 - Применение болтов, винтов и шпилек из нержавеющих сталей при низких температурах (только аустенитные стали)
|
Нижний предел рабочих температур при длительном действии |
||
|
А2 |
-200 °С |
|
|
А4 |
Болты и винты1) |
-60 °С |
|
Шпильки |
-200 °С |
|
|
1) В связи с наличием легирующего элемента Мо стабильность аустенита уменьшается и переходная температура смещается в сторону более высоких значений, если в процессе изготовления крепежные изделия подвергались высокой степени деформации. |
||
Приложение G
(справочное)
Температурно-временная диаграмма межкристаллитной коррозии в аустенитной нержавеющей стали марки А2
На рисунке G.1 показано приблизительное время появления риска межкристаллитной коррозии для аустенитной нержавеющей стали марки А2 (стали 18/8) с различным содержанием углерода при температуре от 550 °С до 925 °С.
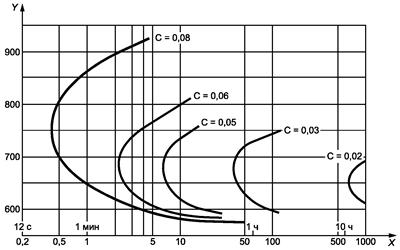
Рисунок G.1
Приложение Н
(справочное)
Магнитные свойства аустенитных нержавеющих сталей
Все крепежные изделия из аустенитных нержавеющих сталей при нормальных условиях - немагнитные, но после холодного деформирования могут проявлять магнитные свойства.
Каждый материал характеризуется способностью намагничиваться, это применимо и к нержавеющим сталям. Полностью немагнитным может быть только вакуум. Магнитную проницаемость материала обозначают коэффициентом µr, показывающим отношение магнитной проницаемости материала к магнитной проницаемости вакуума. Материал имеет низкую магнитную проницаемость, если его коэффициент µr близок к 1.
Примеры:
А2: µr = 1,8;
А4: µr = 1,015;
A4L: µr = 1,005;
F1: µr = 5.
Приложение ДА
(справочное)
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 68-1 |
MOD |
ГОСТ 9150-2002 (ИСО 68-1:1998) «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль» |
|
ИСО 261 |
MOD |
ГОСТ 8724-2002 (ИСО 261:1998) «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги» |
|
ИСО 262 |
- |
* |
|
ИСО 724:1993 |
MOD |
ГОСТ 24705-2004 (ИСО 724:1993) «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры» |
|
ИСО 898-1:1999 |
MOD |
ГОСТ Р 52627-2006 (ИСО 898-1:1999) «Болты, винты и шпильки. Механические свойства и методы испытаний» |
|
ИСО 3651-1 |
- |
* |
|
ИСО 3651-2 |
- |
* |
|
ИСО 6506:1981 |
NEQ |
ГОСТ 9012-59 «Металлы. Метод измерения твердости по Бринеллю» |
|
ИСО 6507-1:1997 |
IDT |
ГОСТ Р ИСО 6507-1-2007 «Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения» |
|
ИСО 6508:1986 |
NEQ |
ГОСТ 9013-59 «Металлы. Метод измерения твердости по Роквеллу» |
|
ИСО 6892 |
- |
* |
|
ИСО 8044 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
||
Библиография
|
[1] |
ISO 683-13:1986, Heat-treated steels, alloy steels and free cutting steels - Part 13: Wrought stainless steels. |
|
[2] |
ISO 4954:1993, Steels for cold heading and cold extruding. |
|
[3] |
EN 10088-1:1995, Stainless steels - Part 1: List of stainless steels |
|
Ключевые слова: болты, винты, шпильки, механические свойства, методы испытаний, система обозначений, маркировка |