ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

Оснастка литейная
УКЛОНЫ ЛИТЕЙНЫЕ
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Государственным образовательным учреждением высшего профессионального образования «Московский государственный технический университет «МАМИ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 252 «Литейное производство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2009 г. № 611-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р 53465-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Оснастка литейная УКЛОНЫ ЛИТЕЙНЫЕ Foundry equipment. Foundry biases |
Дата введения - 2010-07-01
(Поправка).
1 Область применения
Настоящий стандарт распространяется на литейные уклоны литейной оснастки, предназначенной для изготовления отливок из разных сплавов: в песчаные формы, оболочковые формы, с использованием холодно твердеющих смесей, в металлические формы под давлением, низким и гравитационным давлением, по газифицируемым моделям, вакуумной формовкой, а также пресс-форм для изготовления моделей и стержневых ящиков, а также стержней, рабочие поверхности которых контактируют с отливкой.
Стандарт не распространяется на модели элементов литниковой системы (стояк, выпор, прибыль и т. п.), а также знаковых частей моделей и стержней.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 литейные уклоны: Уклоны, необходимые для облегчения удаления моделей из разовых форм, стержней из стержневых ящиков, разовых моделей для литья по выплавляемым и выжигаемым моделям из пресс-форм, отливок из многократных форм [1].
2.2 номинальный размер детали (отливки): Размер, указанный на чертеже детали (отливки).
3 Литейные уклоны
3.1 Литейные уклоны в зависимости от требований, предъявляемых к поверхности отливки, следует выполнять:
- на обрабатываемых поверхностях отливки сверх припуска на обработку за счет увеличения размеров (рисунок 1а). Допускается по согласованию сторон выполнение уклонов за счет уменьшения припуска, но не более чем на 30 % его значения;
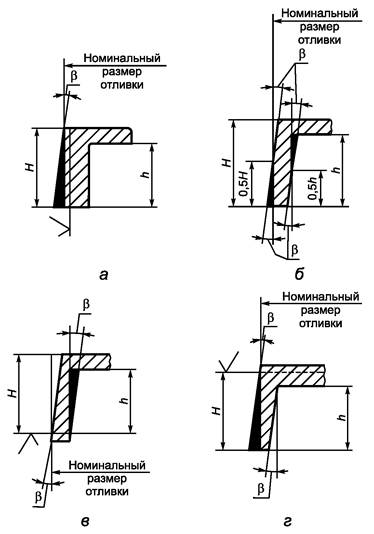
Н - высота внешней формообразующей поверхности отливки; h
- высота внутренней формообразующей
поверхности
отливки; b - величина уклона в градусах
Рисунок 1
- на необрабатываемых поверхностях отливки, не сопрягаемых по контуру с другими деталями, за счет увеличения и уменьшения размеров отливки (рисунок 1б);
- на необрабатываемых поверхностях отливки, сопрягаемых по контуру с другими деталями, за счет уменьшения (рисунок 1в) или увеличения (рисунок 1г) размеров отливки в зависимости от поверхностей сопряжения.
3.2 Значения литейных уклонов формообразующих поверхностей должны соответствовать указанным в таблице 1.
Примечание - Значения литейных уклонов для ступенчатых формообразующих поверхностей даны для максимальной высоты.
Таблица 1
|
Литейный уклон модельного комплекта, град/мм, не более, для класса |
||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||||||
|
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
|
|
До 10 включ. |
0°7' |
0,02 |
0°9' |
0,02 |
0°10' |
0,03 |
0°14' |
0,04 |
0°17' |
0,05 |
0°21' |
0,06 |
28' |
0,08 |
34' |
0,1 |
|
От 10 до 18 включ. |
0°6' |
0,02 |
0°8' |
0,03 |
0°10' |
0,04 |
0°13' |
0,05 |
0°15' |
0,06 |
0°20' |
0,08 |
26' |
0,1 |
31' |
0,12 |
|
От 18 до 30 включ. |
0°4' |
0,03 |
0°6' |
0,04 |
0°7' |
0,05 |
0°9' |
0,06 |
0°12' |
0,08 |
0°15' |
0,1 |
22' |
0,12 |
24' |
0,16 |
|
От 30 до 50 включ. |
0°3' |
0,04 |
0°4' |
0,05 |
0°5' |
0,06 |
0°6' |
0,07 |
0°9' |
0,1 |
0°11' |
0,12 |
16' |
0,16 |
18' |
0,2 |
|
От 50 до 80 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
0°7' |
0,12 |
0°9' |
0,16 |
11' |
0,2 |
14' |
0,25 |
|
От 80 до 120 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
11' |
0,3 |
|
От 120 до 180 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 180 до 250 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 250 до 315 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
От 315 до 400 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 400 до 500 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
От 500 до 630 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 630 до 800 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 800 до 1000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 1000 до 1250 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 1250 до 1600 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 1600 до 2000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 2000 до 2500 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Св. 2500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Продолжение таблицы 1
|
Высота основной |
Литейный уклон модельного комплекта, град/мм, не более, для класса |
|||||||||||||||
|
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|||||||||
|
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
|
|
До 10 включ. |
42' |
0,12 |
'55' |
0,16 |
1°09' |
0,2 |
1°17' |
0,3 |
1°42' |
0,4 |
2°08' |
0,5 |
2°34' |
0,6 |
3°25' |
0,8 |
|
От 10 до 18 включ. |
41' |
0,16 |
51' |
0,2 |
1°04' |
0,25 |
52' |
0,35 |
1°14' |
0,5 |
1°29' |
0,6 |
1°58' |
0,8 |
2°28' |
1,0 |
|
От 18 до 30 включ. |
30' |
0,2 |
37' |
0,25 |
44' |
0,3 |
36' |
0,4 |
53' |
0,6 |
1°02' |
0,7 |
1°20' |
0,9 |
1°37' |
1,1 |
|
От 30 до 50 включ. |
22' |
0,25 |
27' |
0,3 |
31' |
0,35 |
27' |
0,5 |
38' |
0,7 |
43' |
0,8 |
54' |
1,0 |
1°11' |
1,3 |
|
От 50 до 80 включ. |
16' |
0,3 |
22' |
0,4 |
24' |
0,45 |
21' |
0,6 |
28' |
0,8 |
32' |
0,9 |
39' |
1,1 |
49' |
1,4 |
|
От 80 до 120 включ. |
14' |
0,4 |
18' |
0,5 |
18' |
0,5 |
16' |
0,7 |
21' |
0,9 |
23' |
1,0 |
28' |
1,2 |
35' |
1,5 |
|
От 120 до 180 включ. |
- |
- |
- |
- |
14' |
0,6 |
13' |
0,8 |
18' |
1,1 |
23' |
1,4 |
26' |
1,6 |
32' |
2,0 |
|
От 180 до 250 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
17' |
1,4 |
21' |
1,7 |
25' |
2,0 |
31' |
2,5 |
|
От 250 до 315 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
20' |
2,1 |
24' |
2,5 |
30' |
3,1 |
|
От 315 до 400 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
23' |
3,0 |
29' |
3,8 |
|
От 400 до 500 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
27' |
4,4 |
|
От 500 до 630 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 630 до 800 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 800 до 1000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
От 1000 до 1250 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 1250 до 1600 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 1600 до 2000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
От 2000 до 2500 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Св. 2500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Окончание таблицы 1
|
Высота
основной |
Литейный уклон модельного комплекта, град/мм, не более, для класса |
|||||||||||
|
17 |
18 |
19 |
20 |
21 |
22 |
|||||||
|
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
град |
мм |
|
|
ДоЮвключ. |
3°50' |
0,9 |
4°16' |
1,0 |
5°07' |
1,2 |
6°48' |
1,6 |
8°29' |
2,0 |
9°19' |
2,2 |
|
От10до18включ. |
2°57' |
1,2 |
3°27' |
1,4 |
3°56' |
1,6 |
4°55' |
2,0 |
5°24' |
2,2 |
5°54' |
2,4 |
|
От18до30включ. |
1°55' |
1,3 |
1°52' |
1,5 |
2°40' |
1,8 |
3°15' |
2,2 |
3°33' |
2,4 |
3°59' |
2,7 |
|
От 30 до 50 включ. |
1°22' |
1,5 |
1°07' |
1,7 |
1°49' |
2,0 |
2°10' |
2,4 |
2°27' |
2,7 |
2°43' |
3,0 |
|
От 50 до 80 включ. |
56' |
1,6 |
47' |
1,9 |
1°17' |
2,2 |
1°35' |
2,7 |
1°45' |
3,0 |
2°06' |
3,6 |
|
От 80 до 120 включ. |
42' |
1,8 |
44' |
2,0 |
56' |
2,4 |
1°10' |
3,0 |
1°24' |
3,6 |
1°34' |
4,0 |
|
От 120 до 180 включ. |
39' |
2,4 |
42' |
2,7 |
52' |
3,2 |
58' |
3,6 |
1°05' |
4,0 |
1°21' |
5,0 |
|
От 180 до 250 включ. |
37' |
3,0 |
41' |
3,4 |
49' |
4,0 |
55' |
4,5 |
1°01' |
5,0 |
1°13' |
6,0 |
|
От 250 до 315 включ. |
36' |
3,7 |
39' |
4,2 |
48' |
5,0 |
53' |
5,5 |
58' |
6,0 |
1°08' |
7,0 |
|
От 315 до 400 включ. |
35' |
4,5 |
37' |
5,1 |
46' |
6,0 |
50' |
6,5 |
54' |
7,0 |
1°01' |
8,0 |
|
От 400 до 500 включ. |
32' |
5,2 |
37' |
6,0 |
43' |
7,0 |
46' |
7,5 |
49' |
8,0 |
1°01' |
10,0 |
|
От 500 до 630 включ. |
32' |
6,7 |
32' |
7,6 |
43' |
9,0 |
46' |
9,5 |
48' |
10,0 |
58' |
12,0 |
|
От 630 до 800 включ. |
- |
- |
- |
- |
42' |
11,0 |
44' |
11,5 |
46' |
12,0 |
54' |
14,0 |
|
От 800 до 1000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
43' |
14,0 |
49' |
16,0 |
|
От 1000 до 1250 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
39' |
16,0 |
49' |
20,0 |
|
От 1250 до 1600 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
34' |
20,0 |
46' |
24,0 |
|
От 1600 до 2000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
45' |
30,0 |
|
От 2000 до 2500 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Св. 2500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3.3 Классы уклонов для отливок, изготовляемых различными способами литья, следует выбирать по таблице А.1 (приложение А).
Таблица А.1 является открытой и позволяет вносить дополнения для новых технологических процессов, а также учитывать совершенствование существующих.
3.4 Есливстержневомящикетребуетсявыполнениеуклонанавертикальнойстенке,еговеличина должна соответствовать уклону модели, показанной на рисунке 2а для соблюдения равномерной толщины стенки. Допускается вариант, показанный на рисунке 2б.
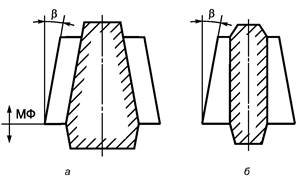
МФ - плоскость разъема; b - величина уклона в градусах
Рисунок 2
3.5 В технических требованиях к чертежу отливки с нанесенными размерами отливки должен быть указан класс литейных уклонов. Требования к уклонам учитывает технолог при разработке технологии изготовления отливки.
Пример условного обозначения литейных уклонов класса 9 в технических требованиях на отливку:
Уклоны литейные - КУ9
3.6 Методы испытаний
Контроль выполнения литейных уклонов проводят на соответствие классу, указанному в технических требованиях на отливку.
3.7 Примеры выполнения литейных уклонов даны в приложении Б (рисунок Б.1).
Приложение А
(обязательное)
Выбор классов литейных уклонов
Таблица А.1
|
Литейные формы, формы для моделей, модели и стержневые ящики для способов их изготовления |
Класс литейных уклонов для поверхностей |
|||
|
Процесс |
Материал оснастки |
Заливаемый сплав |
наружных |
внутренних |
|
1 Вакуумная формовка |
Металл |
- |
5-7 |
6-8 |
|
Дерево |
- |
7-9 |
8-10 |
|
|
2 Литье под давлением |
Металл |
Цинковый |
8-10 |
11-13 |
|
Алюминиевый |
10-12 |
13-15 |
||
|
Магниевый |
11-13 |
14-16 |
||
|
Медный |
12-14 |
15-17 |
||
|
Сталь |
18-20 |
20-22 |
||
|
3 Литье в кокиль под низким давлением |
Металл |
Цинковый |
9-11 |
12-14 |
|
Алюминиевый |
11-13 |
12-14 |
||
|
Магниевый |
14-19 |
15-17 |
||
|
Медный |
13-15 |
16-18 |
||
|
Чугун |
17-19 |
19-21 |
||
|
Сталь |
19-20 |
20-22 |
||
|
4 Пресс-формы для изготовления моделей: |
||||
|
выплавляемых |
- |
- |
7-9 |
9-11 |
|
выжигаемых |
- |
- |
8-10 |
10-12 |
|
газифицируемых |
- |
- |
10-11 |
10-12 |
|
5 Стержни, упрочняемые: |
||||
|
в холодной оснастке |
Металл |
- |
12-14 |
13-15 |
|
в горячей оснастке |
Металл |
- |
13-15 |
14-16 |
|
вне оснастки |
Металл |
- |
15-17 |
17-19 |
|
Дерево |
- |
17-19 |
19-21 |
|
|
6 Литье в песчано-глинистые формы, степень механизации производства: |
||||
|
ручное, опочная |
Дерево |
- |
18-20 |
20-22 |
|
поточно-механизированное |
Дерево |
- |
17-19 |
19-21 |
|
Металл |
- |
16-18 |
18-20 |
|
|
полуавтоматизированное |
Металл |
- |
15-17 |
17-19 |
|
автоматизированное |
Металл |
- |
14-16 |
16-18 |
|
то же с автоматизированной системой управления технологическим процессом (импульс) |
Металл |
- |
13-15 |
15-17 |
|
Автоматизированная формовочная линия, безопочная |
Металл |
- |
16-18 |
18-20 |
|
7 Формы из холодно-твердеющих смесей |
Металл |
- |
13-15 |
14-16 |
|
Дерево |
- |
14-16 |
16-18 |
|
|
8 Формы оболочковые |
Металл |
- |
11-13 |
13-15 |
|
Примечание - В настоящей таблице указаны диапазоны классов литейных уклонов литейной оснастки для песчаных форм, стержней: меньшие значения относятся к маловлажным, высокопрочным смесям, при использовании литейной оснастки с высокой чистотой поверхности, соотношением диаметра к высоте отверстия (выступа) ³ 1, использованием поддержки болвана; средние значения относятся к смесям средней влажности, средней прочности, при использовании литейной оснастки со средней чистотой поверхности, соотношением диаметра к высоте отверстия (выступа) £ 1, использованием поддержки болвана; большие значения относятся к смесям повышенной влажности, пониженной прочности, при использовании модельного комплекта с высокой чистотой поверхности, соотношением диаметра к высоте отверстия (выступа) £ 1, без использования поддержки болвана. В настоящей таблице указаны диапазоны классов литейных уклонов технологической оснастки металлических форм, пресс-форм для изготовления отливок, а также производства легкоплавких и выжигаемых моделей: меньшие значения относятся к условиям, обеспечивающим автоматизированное отслеживание времени нахождения отливки в форме или модели в пресс-форме, высокой чистоты рабочей поверхности оснастки, наличие высококачественных красок или смазок; средние значения относятся к условиям, обеспечивающим полуавтоматизированное отслеживание времени нахождения отливки в форме или модели в пресс-форме, средней чистоты рабочей поверхности оснастки, наличие качественных красок или смазок; большие значения относятся к условиям, обеспечивающим ручное отслеживание времени нахождения отливки в форме или модели в пресс-форме, пониженной чистоты рабочей поверхности оснастки, наличие красок или смазок. |
||||
(Поправка).
Приложение Б
(справочное)
Примеры выполнения литейных уклонов
|
|
|
|
а |
б |
|
|
|
|
в |
|
|
Н - большая высота ступенчатой формообразующей
поверхности отливки; h - меньшая
высота ступенчатой формообразующей поверхности отливки; |
|
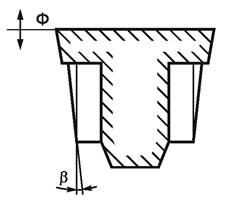
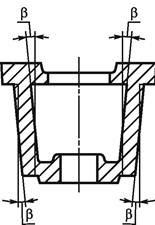
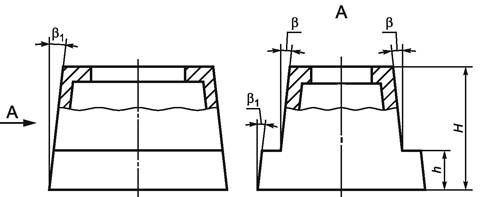
Рисунок Б.1
Библиография
Ключевые слова: литейная оснастка, литейные уклоны
СОДЕРЖАНИЕ
|
Приложение А (обязательное) Выбор классов литейных уклонов Приложение Б (справочное) Примеры выполнения литейных уклонов |