|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
|
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

Статистические методы
ПРОЦЕДУРЫ ВЫБОРОЧНОГО КОНТРОЛЯ
ПО
КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ
Часть 5
Последовательные планы на основе AQL
для известного стандартного отклонения
ISO 3951-5:2006
Sampling procedures for inspection by
variables - Part 5: Sequential sampling
plans indexed by acceptance quality limit (AQL)
for inspection by variables
(known standard deviation)
(IDT)
|
|
Москва |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1. ПОДГОТОВЛЕН Автономной некоммерческой организацией «Научно-исследовательский центр контроля и диагностики технических систем» (АНО «НИЦ КД») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2. ВНЕСЕН Техническим комитетом по стандартизации ТК 125 «Статистические методы в управлении качеством продукции»
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 584-ст
4. Настоящий стандарт идентичен международному стандарту ИСО 3951-5:2006 «Процедуры выборочного контроля по количественному признаку. Часть 5. Последовательные планы выборочного контроля на основе предела приемлемого качества (AQL) и известного стандартного отклонения» (ISO 3951-5:2006 «Sampling procedures for inspection by variables - Part 5: Sequential sampling plans indexed by acceptance quality limit (AQL) for inspection by variables (known standard deviation)»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5. ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
В современных производственных процессах уровень несоответствий достигает значений, выражаемых в виде числа несоответствующих единиц продукции на миллион. В этом случае планы статистического приемочного контроля по альтернативному признаку в соответствии с ИСО 2859-11) требуют чрезмерно больших объемов выборки. Применение планов статистического приемочного контроля по количественному признаку в соответствии с ИСО 3951-12) требует значительно меньших объемов выборки. Однако особенно в случае приемки продукции с чрезвычайно жесткими требованиями к качеству эти объемы выборки являются все еще слишком большими. Поэтому есть необходимость в создании стандартизированных статистических процедур, требующих меньших объемов выборки. Этим требованиям удовлетворяют последовательные планы выборочного контроля. Методы математической статистики позволяют доказать, что среди всех возможных планов выборочного контроля последовательным планам соответствует наименьший средний объем выборки. Поэтому в настоящем стандарте представлены последовательные планы выборочного контроля, статистически эквивалентные обычно используемым планам приемочного контроля по ИСО 3951-1, но требующие значительно меньших средних объемов выборки.
___________
1) ИСО 2859-1:1999 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL.
2) ИСО 3951-1:2005 Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по единственной характеристике и единственному AQL.
Основное преимущество последовательных планов выборочного контроля - сокращение среднего объема выборки. Средний объем выборки - это математическое ожидание объема выборки, соответствующего плану выборочного контроля для данной партии или процесса. Последовательным планам выборочного контроля соответствует меньший средний объем выборки, чем одноступенчатым планам, имеющим эквивалентную оперативную характеристику. В последовательных планах выборочного контроля настоящего стандарта введено правило сокращения выборки с верхним пределом, равным 1,5п0, если п0 - объем выборки соответствующего одноступенчатого плана.
Факторы, которые должны быть учтены при выборе процедуры выборочного контроля:
a) Сложность контроля.
Правила последовательного плана выборочного контроля являются более сложными, чем простые правила одноступенчатого плана.
b) Непостоянный объем контроля.
Поскольку фактическое количество проконтролированных единиц продукции партии заранее неизвестно, использование последовательных планов выборочного контроля вызывает различные организационные трудности, например, планирование контрольных операций.
c) Затраты и трудоемкость при отборе выборки.
Если отбор выборки является довольно трудоемким, сокращение среднего объема выборки в соответствии с последовательными планами выборочного контроля может быть уравновешено стоимостью продукции.
d) Продолжительность контроля.
Если проверка одной единицы продукции требует много времени и несколько единиц продукции может быть проверено одновременно, последовательные планы выборочного контроля требуют существенно большего времени, чем соответствующие одноступенчатые планы.
e) Изменчивость характеристики качества в партии.
Если партия состоит из двух или большего количества подпартий, поступивших из различных источников, и если вероятно наличие существенных различий между характеристиками качества подпартий, применение последовательного плана выборочного контроля является менее удобным, чем соответствующего одноступенчатого плана.
Преимущества от сокращения среднего объема выборки для последовательного плана и вышеупомянутые недостатки показывают, что последовательные планы выборочного контроля подходят только в тех случаях, когда контроль отдельных единиц продукции является дорогостоящим по сравнению с общими затратами на проведение контроля.
Выбор между одноступенчатым и последовательным планами выборочного контроля должен быть сделан до начала контроля. В процессе контроля партии запрещается изменять план контроля, поскольку оперативные характеристики плана могут существенно измениться.
Хотя последовательный план выборочного контроля в среднем намного более экономичен, чем соответствующий одноступенчатый план, при контроле конкретной партии решение о приемке или отклонении партии может быть принято на последней стадии контроля (характеристика качества партии в течение долгого времени лежит между приемочным и браковочным значением). При использовании графического метода это соответствует расположению ступенчатой кривой в зоне неопределенности.
Для устранения такой ситуации объем выборки ограничивают до начала контроля. При этом контроль заканчивают, если общий объем выборки достигает установленного значения nt без принятия решения о приемке партии. Для решения о приемке или отклонении партии используют специальные приемочные и браковочные значения.
Последовательным планам выборочного контроля, использующим ограничение общего объема выборки, соответствуют отличные от классических оперативные характеристики. В настоящем стандарте оперативные характеристики последовательных планов выборочного контроля определены с учетом сокращения общего объема выборки.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Статистические методы ПРОЦЕДУРЫ ВЫБОРОЧНОГО КОНТРОЛЯ ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ Часть 5 Последовательные планы на основе AQL для известного стандартного отклонения Statistical
methods. Sampling procedures for inspection by variables. |
Дата введения - 2010-12-01
1. Область применения
В настоящем стандарте установлена система последовательных планов для выборочного контроля по количественному признаку. Планы контроля приведены для предпочтительных значений AQL в интервале от 0,01 до 10 в виде процента несоответствующих единиц продукции.
Планы настоящего стандарта побуждают поставщика через угрозу экономических потерь и потери доверия потребителя, связанных с отклонением партий, поддерживать среднее процесса на уровне не выше AQL при обеспечении непревышения установленного значения риска потребителя (ошибочной приемки партии низкого качества).
Планы предназначены для применения непрерывной серии партий, т.е. достаточной для применения правил переключения (раздел 6). Эти правила обеспечивают:
- защиту потребителя (посредством переключения на усиленный контроль или прекращение контроля при обнаружении снижения качества);
- стимулирование изготовителя (по распоряжению уполномоченной стороны) к снижению затрат на контроль при достижении стабильного качества путем переключения на ослабленный контроль.
Настоящий стандарт предназначен для контроля
a) процедуру контроля применяют к непрерывной серии партий из дискретных единиц продукции, поставляемых одним изготовителем, использующим один процесс производства. При наличии нескольких изготовителей или процессов производства настоящий стандарт применяют к каждому процессу или изготовителю отдельно;
b) имеется единственная характеристика качества x продукции, измеряемая в соответствии с непрерывной шкалой;
c) неопределенность измерений незначительна по отношению к стандартному отклонению процесса;
d) технологические процессы производства стабильны, а характеристика качества x подчиняется нормальному распределению, распределению, близкому к нормальному, или ее распределение может быть преобразовано в нормальное распределение;
e) стандартное отклонение характеристики качества x известно.
ПРЕДОСТЕРЕЖЕНИЕ - Процедуры, изложенные в настоящем стандарте, не должны быть применены к партиям, которые прошли предварительную разбраковку с заменой несоответствующей продукции;
f) контракт или стандарт устанавливают верхнюю границу поля допуска U, нижнюю границу поля допуска L, или обе эти границы, и при этом единицу продукции квалифицируют как соответствующую, тогда и только тогда, когда характеристика качества x удовлетворяет одно из следующих неравенств:
1) x £ U (единственная верхняя граница поля допуска не нарушена);
2) x ³ L. (единственная нижняя граница поля допуска не нарушена);
3) L £ x £ U (ни верхняя, ни нижняя границы поля допуска не нарушены).
В настоящем стандарте принято предположение, что в случае двух границ поля допуска соответствие обеим границам поля допуска является одинаково важным для качества продукции. В случае двух границ поля допуска применен единственный AQL к общему проценту единиц продукции вне границ поля допуска (объединенный контроль). В противном случае AQL относится к несоответствиям вне одной из границ поля допуска (индивидуальный контроль).
В настоящем стандарте приемлемость партий определяют на основе оценки процента несоответствующих единиц продукции процесса по случайной выборке из партии. Это не применимо для контроля отдельных партий или короткой серии партий1). В этом случае следует применять ИСО 2859-2.
___________
1) В серию входит не более десяти партий.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ИСО 2859-1:1999 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL (ISO 2859-1:1999 Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection)
ИСО 3534-1:2006 Статистика. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в вероятностных задачах (ISO 3534-1:2006 Statistics - Vocabulary and symbols - Part 1: General statistical terms and terms used in probability)
ИСО 3534-2:2006 Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика (ISO 3534-2:2006 Statistics - Vocabulary and symbols - Part 2: Applied statistics)
ИСО 3951-1:2005 Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества (AQL) для контроля последовательных партий по единственной характеристике и единственному AQL (ISO 3951-1:2005 Sampling procedures for inspection by variables - Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL)
3. Термины и определения
В настоящем стандарте применены термины и определения по ИСО 3534-1, ИСО 2859-1 и ИСО 3951-1, а также следующие термины с соответствующими определениями.
3.1 контроль по количественному признаку (inspection variables): Контроль на основе измерений характеристики качества единицы продукции.
[ИСО 3534-2]
3.2 выборочный контроль (sampling inspection): Контроль исследуемой группы единиц продукции на основе проверки отобранной из нее выборки.
[ИСО 3534-2]
3.3 выборочный приемочный контроль (acceptance sampling inspection, acceptance sampling): Выборочный контроль (3.2), проводимый для принятия решения о приемке или отклонении партии (или другого количества) продукции, материала или услуг установленным требованиям.
[ИСО 3534-2]
3.4 статистический приемочный контроль по количественному признаку (acceptance sampling inspection by variables): Статистический приемочный контроль (3.3), при котором решение о приемке или отклонении продукции или процесса принимают на основе измерений установленной характеристики качества каждой единицы продукции в выборке, отобранной из партии.
[ИСО 3534-2]
3.5 среднее процесса (process average): Интенсивность, с которой процесс производит несоответствующие единицы продукции2).
___________
2) Среднее значение характеристики процесса, определенное по интервалу времени или количеству продукции.
3.6 предельно допустимый уровень несоответствий, предел приемлемого качества3) (acceptance quality limit); AQL: Наихудшая допустимая доля несоответствующих единиц продукции процесса (3.5), если на статистический приемочный контроль (3.3) представлена непрерывная серия партий.
[ИСО 3534-2]
___________
3) Термин заменяет ранее применяемый в стандартах термин «приемлемый уровень качества» (acceptance quality level).
Примечание 1 - Это понятие применяют в тех случаях, когда план выборочного контроля предусматривает использование правил переключения или прекращения контроля (см. ИСО 2859-1, ИСО 3951-1 или настоящий стандарт).
Примечание 2 - Хотя качество отдельных партий, равное AQL, может быть принято с довольно высокой вероятностью, смысл AQL не предполагает, что это желаемый уровень качества. Схемы выборочного контроля в соответствии с ИСО 2859-1, ИСО 3951-1 и настоящим стандартом вместе с правилами переключения и прекращения контроля поощряют поставщика к удержанию среднего процесса на уровне ниже AQL. В противном случае существует высокий риск, что контроль будет переключен на усиленный контроль, при котором критерии приемки партии становятся более жесткими. Если при усиленном контроле не обеспечивается улучшение процесса, контроль должен быть прекращен.
3.7 уровень несоответствий, уровень качества (quality level): Показатель качества продукции, представляющий собой долю несоответствующих единиц продукции или несоответствий.
3.8 несоответствие (nonconformity): Невыполнение требования.
[ИСО 3534-2]
3.9 несоответствующая единица продукции (nonconforming unit): Единица продукции с одним или более несоответствиями.
[ИСО 3534-2]
3.10 план статистического приемочного контроля s метода, s метод (s method acceptance sampling plan): План статистического приемочного контроля по количественному признаку, использующий известное значение стандартного отклонения процесса.
Примечание - Адаптированное определение по ИСО 3534-2.
3.11 граница поля допуска (specification limit): Граница допустимых значений, установленная для характеристики.
[ИСО 3534-2]
3.12 нижняя граница поля допуска L (lower specification limit): Граница поля допуска (3.11), определяющая нижнюю границу допустимых значений характеристики.
[ИСО 3534-2]
3.13 верхняя граница поля допуска U (upper specification limit): Граница поля допуска (3.11), определяющая верхнюю границу допустимых значений характеристики.
[ИСО 3534-2]
3.14 объединенный AQL (combined AQL requirement): При установленных для характеристики качества верхней и нижней границ поля допуска такое значение AQL, которое относится к общему (кумулятивному) проценту несоответствующих единиц продукции вне обеих границ поля допуска.
Примечание - Использование объединенного AQL предполагает, что несоответствия вне верхней и нижней границ поля допуска равны или почти равны по значимости для качества продукции.
3.15 индивидуальный AQL (separate AQL requirement): При установленных для характеристики качества верхней и/или нижней границах поля допуска значение AQL, которое относится к одной из границ.
(Поправка).
Примечание - Использование индивидуальных AQL предполагает, что несоответствия вне границ поля допуска имеют различную значимость для качества продукции или их необходимо контролировать раздельно.
3.16 максимальное стандартное отклонение процесса (maximum process standard deviation); MPSD, smax: Наибольшее значение стандартного отклонения процесса для данного кода объема выборки и предельно допустимого уровня несоответствий (3.6), при котором возможно выполнение критерия приемки объединенного контроля с двумя границами поля допуска при любой жесткости контроля (нормальном, усиленном послабленном контроле), когда дисперсия процесса известна.
[ИСО 3534-2]
Примечание 1 - MPSD зависит от того, какой тип контроля применяют (объединенный, индивидуальный или сложный), но не зависит от жесткости контроля.
Примечание 2 - Адаптированное определение по ИСО 3534-2.
3.17 правило переключения (switching rule): Установленное в схеме статистического приемочного контроля правило перехода от одного плана контроля к другому с большей или меньшей жесткостью на основании истории качества продукции.
Примечание - Нормальный, усиленный, ослабленный контроль или прекращение контроля являются примерами жесткости контроля. [ИСО 3534-2]
3.18 измерение (measurement): Определение значения величины.
[ИСО 3534-2]
3.19 запас по качеству (leeway): Величина, определяемая по результатам измерений характеристики качества единицы продукции.
Примечание - В случае единственной нижней границы поля допуска и двух границ поля допуска запас по качеству получают, вычитая значения нижней границы поля допуска из результата измерений характеристики качества. В случае единственной верхней границы поля допуска запас по качеству получают, вычитая результат измерений характеристики качества из верхней границы поля допуска.
3.20 кумулятивный запас по качеству (cumulative leeway): Суммарное значение запасов по качеству всех единиц продукции, подвергнутых контролю.
3.21 кумулятивный объем выборки (cumulative sample size): Суммарное количество всех единиц продукции, подвергнутых контролю.
3.22 приемочное значение для последовательного плана выборочного контроля (acceptance value for sequential sampling): Функция параметров плана контроля и кумулятивного объема выборки.
Примечание - Решение о приемке партии принимают по результатам сравнения кумулятивного запаса по качеству с приемочным значением.
3.23 браковочное значение для последовательного плана выборочного контроля (rejection value for sequential sampling): Функция параметров плана контроля и кумулятивного объема выборки, используемая для принятия решения об отклонении партии.
Примечание - Решение об отклонении партии принимают по результатам сравнения кумулятивного запаса по качеству с браковочным значением.
3.24 уполномоченная сторона (responsible authority): Контролирующий орган независимо от того, относится он к первой, второй или третьей стороне.
Примечание 1 - Уполномоченной стороной может быть:
a) служба качества организации-поставщика (первая сторона);
b) поставщик или покупатель (вторая сторона);
c) независимая организация по проверке или сертификации (третья сторона);
4. Обозначения
В настоящем стандарте применены следующие обозначения:
A - приемочное значение для последовательного плана выборочного контроля;
At - приемочное значение, соответствующее усеченному значению кумулятивного объема выборки;
fs - коэффициент, приведенный в таблицах В.1 и В.2, который связывает максимальное стандартное отклонение процесса с U и L;
g - множитель кумулятивного объема выборки, который используют при вычислении приемочного и браковочного значений (угловой коэффициент линий приемки и отклонения);
hА - константа, используемая для определения приемочных значений (свободный член линии приемки);
hR - константа, используемая для определения браковочных значений (свободный член линии отклонения);
L - нижняя граница поля допуска (нижний или верхний индекс соответствует значению в точке L);
N - объем партии (количество единиц продукции в партии);
n - объем выборки (количество единиц продукции в выборке);
ncum - кумулятивный объем выборки;
п0 - объем выборки соответствующего одноступенчатого плана;
пt - усеченное значение кумулятивного объема выборки (nt = 1,5n0);
Pа - вероятность приемки;
R - браковочное значение для последовательного плана выборочного контроля;
U - верхняя граница поля допуска (верхний или нижний индекс соответствует значению в точке U);
x - результат характеристики качества единицы продукции;
у - запас по качеству:
для единственной верхней границы поля допуска y = (U - x),
для единственной нижней границы поля допуска y = (х - L),
для двух границ поля допуска y = (х - L);
Y - кумулятивный запас по качеству равный сумме запасов по качеству всех проверенных единиц продукции;
µ - среднее процесса (истинное);
s - стандартное отклонение процесса в состоянии статистической управляемости;
smax - максимальное стандартное отклонение процесса.
Примечание - s2 квадрат стандартного отклонения процесса или дисперсия процесса.
5. Предельно допустимый уровень несоответствий (AQL)
5.1. Принцип работы
AQL - уровень качества (несоответствий), представляющий собой наихудшую допустимую долю несоответствующих единиц продукции процесса, если на статистический приемочный контроль представлена непрерывная серия партий. Хотя отдельные партии с уровнем несоответствий, равным AQL, могут быть приняты с довольно высокой вероятностью, предельно допустимый уровень несоответствий не является желаемым уровнем качества. Схемы выборочного контроля, приведенные в настоящем стандарте вместе с правилами переключения и прекращения выборочного контроля, стимулируют поставщиков к постоянной поддержке доли несоответствующих единиц продукции процесса менее соответствующего AQL. В противном случае существует высокий риск, что нормальный контроль будет переключен на контроль, при котором критерии приемки партии становятся более жесткими. Усиленный контроль сохраняется, пока не предприняты действия по улучшению процесса. В ожидании такого улучшения может вступить в силу правило по прекращению выборочного контроля.
5.2. Применение
AQL вместе с кодом объема выборки применяют для индексирования планов выборочного контроля, приведенных в настоящем стандарте.
5.3. Назначение AQL
Используемое значение AQL должно быть установлено в технических условиях на продукцию, контракте или решением уполномоченной стороны. В случае установления верхней и нижней границ поля допуска рассматривают два случая:
- объединенный AQL, применяемый при объединенном контроле двух границ поля допуска;
- индивидуальный AQL, применяемый при индивидуальном контроле одной из границ поля допуска.
5.4. Предпочтительный AQL
В настоящем стандарте использовано 16 значений AQL от 0,01 % до 10 % (несоответствующих единиц продукции), которые наиболее предпочтительны для применения. Настоящий стандарт не применим, если требуется иное значение AQL (см. 13.2).
5.5. Предостережение
Из определения AQL следует, что желательная защита потребителя может быть достигнута только тогда, когда на контроль представляют непрерывную последовательность партий.
5.6. Ограничение
Назначение AQL не подразумевает, что поставщик имеет право сознательно поставлять несоответствующие единицы продукции.
6. Правила переключения для нормального, усиленного и ослабленного контроля
6.1. Общие положения
Правила переключения не позволяют изготовителю работать с уровнем качества выше AQL. Настоящий стандарт устанавливает переключение на усиленный контроль, если результаты контроля указывают на превышение AQL. Далее стандарт требует прекращения контроля в целом, если усиленный контроль не стимулирует изготовителя к быстрому улучшению процесса производства.
Усиленный контроль и правило прекращения контроля являются неотъемлемой частью процедуры выборочного контроля, если требуется обеспечить качество продукции не хуже AQL.
Настоящий стандарт предусматривает возможность переключения на ослабленный контроль, если результаты контроля указывают, что уровень несоответствий продукции устойчив и меньше AQL. Эта практика, однако, является дополнительной на усмотрение уполномоченной стороны.
Если в соответствии с настоящим стандартом статистический приемочный контроль был прекращен, он не должен быть возобновлен, пока не будут предприняты действия по улучшению качества продукции.
Более детально правила переключения установлены в 6.2 и 6.3.
6.2. Стандартные правила переключения
6.2.1. Нормальный контроль
Нормальный контроль применяют в начале контроля (если не установлено иначе) и продолжают, пока не возникнет необходимость перехода на усиленный или ослабленный контроль.
6.2.2. Усиленный контроль
Усиленный контроль должен быть установлен, если две из пяти или меньшего количества партий при первоначальном нормальном контроле отклонены.
6.2.3. Ослабление усиленного контроля
Усиленный контроль должен быть прекращен и восстановлен нормальный контроль, если пять последовательных партий при первом предъявлении были приняты при усиленном контроле.
6.2.4. Установление ослабленного контроля
Ослабленный контроль устанавливают после того, как десять последовательных партий приняты при нормальном контроле, если:
a) кумулятивный объем выборки для каждой партии не превышает 0,5nt;
b) производство находится в состоянии статистической управляемости;
c) уполномоченная сторона считает ослабленный контроль предпочтительным.
6.2.5. Прекращение ослабленного контроля и восстановление нормального контроля
Ослабленный контроль должен быть прекращен и восстановлен нормальный контроль, если при первом предъявлении произойдет хотя бы одно из следующих событий:
a) партия отклонена;
b) производство вышло из состояния статистической управляемости;
c) уполномоченная сторона больше не считает ослабленный контроль предпочтительным.
6.3. Прекращение и возобновление контроля
Если общее количество непринятых партий в последовательности при первоначальном усиленном контроле достигнет 5, то процедуры контроля должны быть прекращены.
Контроль не должен быть возобновлен, пока поставщиком не предприняты действия по улучшению качества продукции или услуг. При возобновлении контроля должен быть установлен усиленный контроль в соответствии с 6.2.2.
7. Планирование
Выбор соответствующего плана контроля по количественному признаку, если он существует, требует опыта, анализа и некоторого знания статистики и особенностей продукции. Информация, которая может быть использована при выборе плана контроля, приведена в разделах 8 - 9 настоящего стандарта. В этих разделах указаны факторы, которые должны быть учтены при выборе плана контроля по количественному признаку из соответствующих стандартных планов.
8. Выбор между контролем по количественному и альтернативному признакам
При выборе плана контроля сначала необходимо определить, какой план контроля - по количественному или альтернативному признаку следует использовать. При этом необходимо учесть следующее:
a) с экономических позиций следует сравнить общую схему выборочного контроля относительно большого количества единиц продукции при применении схемы контроля по альтернативному признаку с более сложной в общем случае процедурой контроля по количественному признаку, которая требует много времени и больших затрат;
b) контроль по количественному признаку позволяет получить более точную информацию о качестве продукции. Он обеспечивает более раннее обнаружение снижения качества;
c) схема контроля по альтернативному признаку может быть более понятной и приемлемой. Например, на первых порах может быть трудно признать, что при контроле по количественному признаку партия может быть отклонена на основе результатов измерений элементов выборки, которая не содержит несоответствующих единиц продукции.
d) контроль по количественному признаку хорошо согласуется с использованием контрольных карт;
e) выборочный контроль по количественному признаку имеет существенное преимущество, когда процесс контроля является дорогостоящим, например, в случае разрушающих испытаний;
f) схема контроля по количественному признаку становится относительно более сложной при увеличении количества измерений на каждой единице продукции. Настоящий стандарт не применим для двух или более характеристик качества;
g) настоящий стандарт применим только в случае, когда можно считать, что распределение результатов измерений характеристики качества является нормальным. В иной ситуации необходимо согласование с уполномоченной стороной.
Примечания
1. Процедуры проверки отклонений от нормальности приведены в ИСО 5479.
2. Проверка наличия отклонений от нормальности описана в ИСО 2854, раздел 2, где приведены примеры использования графических методов для проверки предположения о нормальности распределения данных.
9. Выбор уровня контроля и AQL
На выбор уровня контроля и AQL влияют многие факторы, но главным является баланс между общими затратами на проведение контроля и последствиями, связанными с несоответствующей продукцией, поставленной потребителю.
Для стандартного плана выборочного контроля на основе уровня контроля, объема партии и AQL определяют объем выборки и управляют жесткостью контроля. Соответствующая кривая ОС (см. приложение М ИСО 3951-1) показывает степень риска для такого плана.
Одним из факторов, влияющих на выбор уровня контроля и AQL, является баланс между общей стоимостью контроля и затратами на обслуживание несоответствующих единиц продукции.
В обычном случае необходимо использовать уровень контроля II, если специально не указано, что предпочтительным является другой уровень.
10. Предварительные действия
До начала контроля по количественному признаку необходимо проверить следующее:
a) является ли непрерывным производство и можно ли считать нормальным распределение характеристики качества.
Примечание - Если до проведения статистического приемочного контроля из партии были удалены несоответствующие единицы продукции, то распределение будет усеченным и настоящий стандарт не применим.
b) определен ли используемый уровень контроля (в противном случае необходимо использовать уровень контроля II);
c) равную значимость несоответствий вне каждой границы поля допуска для характеристики качества с двумя границами поля допуска (в этом случае используют процедуру объединенного контроля);
d) значение AQL определено и является одним из предпочтительных AQL в соответствии с настоящим стандартом (в противном случае таблицы не применимы). Это относится к каждому AQL в случае индивидуального контроля двух границ поля допуска;
е) определено ли значение стандартного отклонения s (см. ИСО 3951-1, приложение J).
11. Планы выборочного контроля
11.1. Уровень контроля
Уровень контроля указывает относительный объем контроля. Три общих уровня контроля I, II и III приведены в разделе 14 (таблица 3). Если иначе не установлено, должен быть использован уровень II. Уровень I может быть использован, когда необходима меньшая степень различия продукции (меньшие разрешающие свойства контроля). Уровень III может быть использован, когда требуются большие разрешающие свойства плана. В таблице 3 также приведены четыре дополнительных специальных уровня S-1 - S-4, которые могут быть использованы при относительно малых объемах выборки и больших допустимых рисках контроля.
Необходимый уровень контроля должен быть установлен уполномоченной стороной. Это позволяет в некоторых случаях применить контроль с большими разрешающими свойствами, а в других - наоборот.
Правила переключения должны действовать на каждом уровне контроля. Выбор уровня контроля не зависит от жесткости контроля. Таким образом установленный уровень контроля должен быть сохранен при переключениях между нормальным, усиленным и ослабленным контролем.
При использовании уровней контроля S-1 - S-4 следует избегать значений AQL, противоречащих этим уровням контроля. Например, код для S-3 должен быть не более Н, для которого самый низкий AQL составляет 1,0 %. Таким образом, назначение S-3 невозможно, если AQL £ 0,65 %.
Количество информации о качестве партии, полученной в результате контроля, зависит от абсолютного объема выборки, а не от отношения объема выборки к объему партии, если выборка мала относительно контролируемой партии.
Несмотря на это имеется три причины для изменения объема выборки в соответствии с объемом партии:
a) если потери, вызванные ошибочным решением, высоки, более важно принять верное решение;
b) для большой партии может быть отобран объем выборки, который был бы неэкономным для маленькой партии;
c) случайный отбор выборки является относительно более сложным, если выборка мала по отношению к партии.
11.2. Код объема выборки
Объем выборки определяют на основе кода объема выборки. По таблице 3 определяют код объема выборки для конкретного объема партии и заданного уровня контроля.
Примечание - В таблицах и в тексте вместо термина «код объема выборки» иногда использован термин «код».
11.3. Получение плана выборочного контроля
План выборочного контроля определяют по таблицам А.1, А.2 или А.3 на основе AQL и кода объема выборки. Для указанного AQL и заданного объема партии при определении плана выборочного контроля для нормального, усиленного и ослабленного контроля должен быть использован один и тот же код объема выборки.
Если для данной комбинации AQL и кода объема выборки нет плана выборочного контроля, стрелки в таблицах указывают на необходимость выбора другого кода. План выборочного контроля при этом имеет новый код объема выборки. Если процедура приводит к различным значениям усеченного объема выборки для различных классов несоответствий, по согласованию с уполномоченной стороной для всех классов несоответствий может быть использован код объема выборки, соответствующий наибольшему значению.
Для некоторых комбинаций AQL и кода объема выборки в таблице поставлен знак сноски (*). Это означает, что решение не может быть принято прежде чем кумулятивный объем выборки достигнет объема выборки, соответствующего одноступенчатому плану. В таком случае последовательный план выборочного контроля не имеет преимуществ перед одноступенчатым планом и пользователю лучше применять более простой одноступенчатый план по ИСО 3951-1 вместо более сложного последовательного плана контроля.
11.4. Выполнение последовательного плана контроля
11.4.1. Требования к плану
Перед выполнением последовательного плана выборочного контроля контролер должен внести установленные значения hА, hR, g и nt в документ в соответствии с принятой на предприятии формой.
11.4.2. Отбор контролируемых единиц продукции
Как правило, элементы (единицы продукции) выборки должны быть отобраны из партии случайным образом и проконтролированы один за другим в порядке их отбора. Если элементы выборки отбирают последовательно, то случайным должен быть порядок контроля элементов выборки.
11.4.3. Запас по качеству и кумулятивный запас по качеству
После контроля каждой единицы продукции делают запись результата контроля x и текущего значения ncum (кумулятивного объема выборки).
Вычисляют запас по качеству y для этой единицы продукции. В случае объединенного контроля двух границ поля допуска или единственной нижней границы поля допуска
y = (x - L).
В случае единственной верхней границы поля допуска
y = (U - x).
Делают запись кумулятивного запаса по качеству Y как суммы запасов по качеству для данной выборки из партии.
11.4.4. Выбор между численным и графическим методами
В настоящем стандарте установлены численный и графический методы последовательного выборочного контроля.
Численный метод использует таблицу приемки и является точным, что позволяет избежать разногласий о приемке или отклонении партии. Таблица приемки после заполнения также может быть использована как отчет о контроле.
Графический метод использует график зоны приемки и является наглядным. На графике ломаной линией отображают результаты контроля, а решение принимают при ее пересечении с границами зоны приемки. Однако этот метод является менее точным из-за погрешностей, связанных с составлением графика.
В случае двух границ поля допуска графики зоны приемки для последовательных планов выборочного контроля в соответствии с настоящим стандартом не очень удобны из-за их ограниченности (см. рисунки 2 и 3). В таком случае следует использовать оба метода одновременно.
Численный метод является стандартным методом. Если применяют численный метод, рекомендуется выполнить необходимые вычисления и подготовить таблицу приемки, используя соответствующее программное обеспечение.
11.4.5. Численный метод для единственной границы поля допуска
11.4.5.1. Приемочное и браковочное значения
При использовании численного метода должны быть выполнены следующие вычисления и подготовлена таблица приемки.
Для каждого значения кумулятивного объема выборки пcum, меньшего усеченного значения кумулятивного объема выборки, вычисляют приемочное и браковочное значения А и R
А = g · s · ncum + hА · s, (1)
R = g · s · ncum - hR · s. (2)
Вычисляют приемочное значение At, соответствующее усеченному объему выборки пt
At = g · s · nt. (3)
Значения A и R, вычисленные по формулам (1) и (2), должны быть записаны, причем количество знаков после запятой должно быть на один больше, чем у результата контроля.
11.4.5.2. Правило принятия решения
Записывают запас по качеству и кумулятивный запас по качеству в таблицу приемки, подготовленную в соответствии с 11.4.5.1, после контроля каждой единицы продукции.
Сравнивают кумулятивный запас по качеству Y с соответствующим приемочным значением A и браковочным значением R. Правила принятия решения указаны в перечислениях а) - с).
a) Если кумулятивный запас по качеству Y больше или равен приемочному значению A для кумулятивного объема выборки ncum, то партию принимают, а контроль прекращают.
b) Если кумулятивный запас по качеству Y меньше или равен браковочному значению R для кумулятивного объема выборки ncum, то партию отклоняют, а контроль прекращают.
c) Если ни одно из условий a) и b) не выполняется, то должна быть отобрана и проконтролирована следующая единица продукции.
Если кумулятивный объем выборки достиг значения nt, партию принимают, если Y ³ At, в противном случае партию отклоняют.
11.4.6. Графический метод для единственной границы поля допуска
11.4.6.1. Приемочная карта
При использовании графического метода должна быть подготовлена приемочная карта. Горизонтальной осью на приемочной карте является ncum, а вертикальной осью кумулятивный запас по качеству Y. На карте проводят две параллельные линии с одним и тем же угловым коэффициентом gs, соответствующие приемочному и браковочному значениям A и R [см. формулы (1) и (2)]. Нижняя линия со свободным членом hR является линией отклонения, а верхняя линия со свободным членом hА является линией приемки. Проводят на графике линию усеченного объема выборки ncum = nt.
В результате на карте можно выделить три зоны.
- зона приемки - зона выше линии приемки, включая линию приемки и часть линии усеченного объема выборки выше точки (nt, At) и эту точку (nt, At);
(Поправка).
- зона отклонения - зона ниже линии отклонения, включая линию отклонения и часть линии усеченного объема выборки ниже точки (nt, At);
- зона неопределенности - полоса между линиями приемки и отклонения левее линии усеченного объема выборки.
Пример графика показан на рисунке 1.
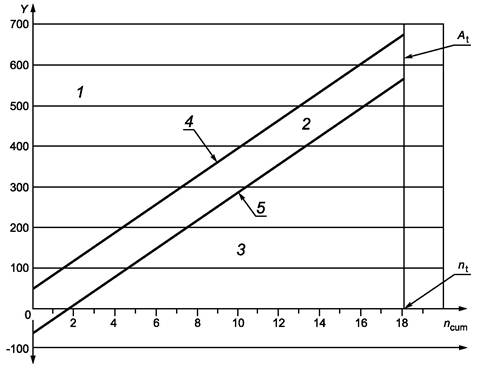
1 - зона приемки; 2 - зона неопределенности; 3 - зона отклонения;
4 - линия приемки; 5 - линия отклонения
Рисунок 1 - Приемочная карта для последовательного плана выборочного контроля и единственной границы поля допуска
11.4.6.2. Правило принятия решения
При использовании графического метода необходимо выполнять следующие процедуры.
Отмечать точки (ncum, Y) на графике приемки, подготовленном в соответствии с 11.4.6.1, после контроля каждой единицы продукции. При этом:
a) если точка лежит в зоне приемки, партию принимают, а контроль прекращают;
b) если точка лежит в зоне отклонения, партию отклоняют, а контроль прекращают;
c) если точка лежит в зоне неопределенности, отбирают и контролируют следующую единицу продукции.
Последовательные точки на графике приемки необходимо соединить отрезком прямой для выявления тенденции изменения результатов контроля.
ПРЕДОСТЕРЕЖЕНИЕ - Если точка находится близко к линиям приемки или отклонения, для принятия решения необходимо использовать численный метод.
11.4.7. Численный метод для объединенного контроля двух границ поля допуска
11.4.7.1. Максимальное значение стандартного отклонения процесса
В случае объединенного контроля двух границ поля допуска последовательный контроль применяют только в том случае, когда стандартное отклонение процесса s существенно меньше (U - L). Предельное значение стандартного отклонения процесса определяет MPSD (smax)
smax=(U - L)fs.
где fs определяют по таблице В.1 в соответствии с AQL.
Если при объединенном контроле двух границ поля допуска s больше MPSD (smax), то партия должна быть отклонена без отбора выборки.
11.4.7.2. Приемочное и браковочное значения
При использовании численного метода должны быть выполнены следующие вычисления и подготовлена таблица приемки.
Для каждого значения кумулятивного объема выборки ncum, меньшего усеченного значения объема выборки, определяют два приемочных и два браковочных значения: верхнее приемочное значение AU, нижнее приемочное значение AL, верхнее браковочное значение RU, нижнее браковочное значение RL
АU = (U - L - g · s)ncum - hA · s, (4)
AU = g · s · ncum + hA · s, (5)
RU = (U - L - g · s)ncum + hR · s, (6)
RL = g · s · ncum - hR · s. (7)
Если значение AU меньше значения AL, кумулятивный объем выборки недостаточен для приемки партии.
Вычисляют приемочные значения At,u и At,L, соответствующие усеченному объему выборки
At,U = (U - L - g · s)nt. (8)
At,L = g · s · nt. (9)
Приемочные и браковочные значения должны быть записаны, причем количество знаков после запятой должно быть на один больше, чем у результатов контроля.
11.4.7.3. Правило принятия решения
Запас по качеству и кумулятивный запас по качеству записывают в таблицу приемки, подготовленную в соответствии с 11.4.7.2, после контроля каждой единицы продукции.
Сравнивают кумулятивный запас по качеству Y с соответствующими верхними и нижними приемочными значениями АU, AL, RU, RL. Решение принимают в зависимости от полученных результатов.
a) Если для кумулятивного объема выборки ncum < nt, кумулятивный запас по качеству Y больше или равен нижнему приемочному значению AL и меньше или равен верхнему приемочному значению АU, то партию принимают, а контроль прекращают.
b) Если для кумулятивного объема выборки ncum < пt, кумулятивный запас по качеству Y меньше или равен нижнему браковочному значению RL, или больше или равен верхнему браковочному значению RU то партию отклоняют, а контроль завершают.
c) Если для кумулятивного объема выборки ncum < nt и ни одно из условий a) и b) не выполняется, должна быть отобрана и проконтролирована следующая единица продукции.
Если кумулятивный объем выборки достиг значения nt, партию принимают, если Аt,L £ Y < At,U, в противном случае партию отклоняют.
11.4.8. Графический метод для объединенного контроля двух границ поля допуска
11.4.8.1. Приемочная карта
При использовании графического метода должна быть подготовлена приемочная карта. На приемочной карте горизонтальной осью является ncum, а вертикальной осью кумулятивный запас по качеству Y. На карте проводят две параллельные линии с одним и тем же угловым коэффициентом (U - L - g · s), соответствующие приемочному и браковочному значениям AU и RU, рассчитанным по формулам (4) и (6), и две параллельные линии с одним и тем же угловым коэффициентом gs, соответствующие нижним приемочному и браковочному значениям AL и RL, рассчитанным по формулам (5) и (7). Проводят вертикальную линию усеченного объема выборки ncum = nt.
Верхняя линия [RU = (U - L - g · s)ncum + hR · s] называется верхней линией отклонения. Прямая [AU = (U - L - g · s)ncum - hR · s] называется верхней линией приемки. Самая нижняя прямая [RL = g · s · ncum - hR · s] называется нижней линией отклонения. Прямая [AL = g · s · ncum + hR · s] называется нижней линией приемки.
На приемочной карте можно выделить несколько зон:
- зона приемки, имеющая форму треугольника, ограниченного сверху верхней линией приемки, снизу нижней линией приемки, а справа линией усеченного объема выборки. Зона приемки включает в себя обе линии приемки и часть линии усеченного объема выборки между точками (nt, At,U) и (nt, At,L), принадлежащую зоне приемки;
- верхняя зона отклонения, расположенная выше верхней линии отклонения, включая верхнюю линию отклонения и часть линии усеченного объема выборки выше точки (nt, At,U);
- нижняя зона отклонения, расположенная ниже нижней линии отклонения, включая нижнюю линию отклонения и часть линии усеченного объема выборки ниже точки (nt, At,L);
- зона неопределенности, расположенная между зонами приемки и отклонения левее линии усеченного объема выборки.
Пример приемочной карты приведен на рисунке 2.
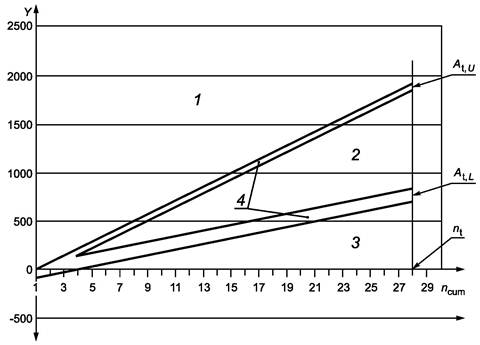
1 - верхняя зона отклонения; 2 - зона приемки; 3 - нижняя зона отклонения;
4 - зона неопределенности (продолжения контроля)
Рисунок 2 - Приемочная карта для последовательного плана объединенного контроля двух границ поля допуска
11.4.8.2. Правила принятия решения
При использовании графического метода необходимо выполнить следующие процедуры.
На приемочную карту, подготовленную в соответствии с 11.4.8.1, наносят точку (ncum, Y) после контроля каждой единицы продукции. Решение принимают в зависимости от полученных результатов.
a) Если точки лежат в зоне приемки, партию принимают, а контроль завершают.
b) Если точки лежат в любой из зон отклонения, партию отклоняют и контроль завершают.
c) Если точки лежат в зоне неопределенности, отбирают и контролируют следующую единицу продукции.
Последовательные точки результатов контроля на приемочной карте необходимо соединить отрезками прямой для выявления тенденций изменения результатов контроля.
ПРЕДОСТЕРЕЖЕНИЕ - Если точка находится близко к линиям приемки или отклонения, для принятия решения необходимо использовать численный метод.
11.4.9. Численный метод для индивидуального контроля двух границ поля допуска
11.4.9.1. Максимальное значение стандартного отклонения процесса
В случае объединенного контроля двух границ поля допуска последовательный контроль применяют только в том случае, когда стандартное отклонение процесса s существенно меньше (U - L). Предельное значение стандартного отклонения процесса определяет MPSD (smax).
smax = (U - L)fs,
где fs определяют по таблице В.2 в соответствии с AQL.
Если при индивидуальном контроле двух границ поля допуска s больше MPSD (smax), то партия должна быть отклонена без отбора выборки.
11.4.9.2. Приемочное и браковочное значения
При использовании численного метода должны быть выполнены следующие вычисления и подготовлена таблица приемки.
Для каждого значения кумулятивного объема выборки ncum, меньшего усеченного значения объема выборки nt, определяют два приемочных и два браковочных значения: верхнее приемочное значение AU, нижнее приемочное значение AL, верхнее браковочное значение RU, нижнее браковочное значение RL.
AU = (U - L - gU · s)ncum - hA,U · s, (10)
AL = g · s · ncum + hA,L · s, (11)
RU = (U - L - gU · s)ncum + hR,U · s, (12)
RL = g · s · ncum - hR,L · s. (13)
Кроме того, определяют приемочные значения At,U и At,L, соответствующие усеченному объему выборки:
At,U = (U - L - gU · s)nt, (14)
At,L = gL · s · nt. (15)
Приемочные и браковочные значения должны быть записаны, причем количество знаков после запятой должно быть на один больше, чем у результатов контроля.
11.4.9.3. Правила принятия решения
Запас по качеству и кумулятивный запас по качеству записывают в таблицу приемки, подготовленную в соответствии с 11.4.7.2, после контроля каждой единицы продукции.
Для принятия решения о приемке или отклонении партии следует использовать критерии приемки в соответствии с 11.4.9.3.1 и 11.4.9.3.2. Партию принимают, а контроль завершают, если решение о приемке справедливо для обеих границ поля допуска в соответствии с 11.4.9.3.1 а) и 11.4.9.3.2 а).
11.4.9.3.1. Правило принятия решения для верхней границы поля допуска
Сравнивают кумулятивный запас по качеству Y с соответствующими приемочным значением AU и браковочным значением RL. Решение принимают в зависимости от полученных результатов.
a) Если кумулятивный запас по качеству Y меньше или равен приемочному значению AU для кумулятивного объема выборки ncum < nt, то партию считают приемлемой относительно верхней границы поля допуска, а контроль для этой границы поля допуска завершают.
b) Если кумулятивный запас по качеству Y больше или равен браковочному значению RU для кумулятивного объема выборки ncum < nt, то партию считают неприемлемой, а контроль для обеих границ поля допуска должен быть завершен.
с) Если ни одно из условий a) и b) не выполняется для ncum < nt, должна быть отобрана и проконтролирована следующая единица продукции.
Если кумулятивный объем выборки достиг значения nt, партию отклоняют, если Y > At,U, а контроль завершают.
Если кумулятивный объем выборки достиг значения nt и Y £ Аt,U, партию считают приемлемой относительно верхней границы поля допуска. Если партия уже признана приемлемой относительно нижней границы поля допуска или если Y ³ At,L, партию принимают, а контроль завершают, в противном случае партию отклоняют, а контроль завершают.
11.4.9.3.2. Правило принятия решения для нижней границы поля допуска
Сравнивают кумулятивный запас по качеству Y с соответствующими приемочным AL и браковочным RL значениями. Решение принимают в зависимости от полученных результатов.
a) Если кумулятивный запас по качеству Y больше или равен приемочному значению AL для кумулятивного объема выборки ncum < nt, то партию считают приемлемой относительно нижней границы поля допуска, а контроль относительно этой границы поля допуска завершают.
b) Если кумулятивный запас по качеству Y меньше или равен браковочному значению RL для кумулятивного объема выборки ncum < nt, то партию считают неприемлемой, а контроль относительно обеих границ поля допуска завершают.
Если ни одно из условий a) и b) для ncum < nt не выполняется, должна быть отобрана и проконтролирована следующая единица продукции.
Если кумулятивный объем выборки достиг значения nt и если Y £ At,L, партию отклоняют, а контроль завершают.
Если кумулятивный объем выборки достиг значения nt и Y > At,L, партию считают приемлемой относительно нижней границы поля допуска. Если партия уже признана приемлемой относительно верхней границы поля допуска или если Y £ At,U, партию принимают, а контроль завершают, в противном случае партию отклоняют, а контроль завершают.
11.4.10. Графический метод для индивидуального контроля двух границ поля допуска
11.4.10.1. Приемочная карта
При использовании графического метода должна быть подготовлена приемочная карта. На приемочной карте горизонтальной осью является ncum, а вертикальной осью кумулятивный запас по качеству Y. На карте чертят две параллельные линии с одним и тем же угловым коэффициентом (U - L - gU · s), соответствующие верхним приемочному и браковочному значениям AU и RU, рассчитанным по формулам (10) и (12) и две параллельные линии с одним и тем же угловым коэффициентом g · s, соответствующие нижним приемочному и браковочному значениям AL и RL, рассчитанным по формулам (11) и (13). Проводят вертикальную линию усеченного объема выборки ncum = nt.
Верхняя линия [RU = (U - L - gU · s)ncum + hR,U · s] называется верхней линией отклонения. Прямая [AU = (U - L - gU · s)ncum - hA,U · s] называется верхней линией приемки. Самая нижняя прямая [RL = g · s · ncum - hR,l · s] называется нижней линией отклонения. Прямая [AL = gL · s · ncum - hR,l · s] называется нижней линией приемки.
На приемочной карте можно выделить несколько зон.
- зона приемки для верхней границы поля допуска (зона ниже линии приемки для верхней границы поля допуска, включая саму линию, вместе с частью линии усеченного объема выборки ниже точки (nt, At,U) и эту точку);
- зона отклонения для верхней границы поля допуска (зона выше линии отклонения для верхней границы поля допуска, включая саму линию вместе с частью линии усеченного объема выборки выше точки (nt, At,U));
- зона неопределенности для верхней границы поля допуска (полоса между линиями) приемки и отклонения для верхней границы поля допуска, левее линии усеченного объема выборки;
- зона приемки для нижней границы поля допуска (зона выше линии приемки для нижней границы поля допуска, включая саму линию вместе с частью линии усеченного объема выборки выше точки (nt, At,L) и эту точку);
- зона отклонения для нижней границы поля допуска (зона ниже линии отклонения для нижней границы поля допуска, включая саму эту линию вместе с частью линии усеченного объема выборки ниже точки (nt, At,L) и эту точку);
- зона неопределенности для нижней границы поля допуска (полоса между линиями приемки и отклонения для нижней границы поля слева от линии усеченного объема выборки).
Пример приемочной карты показан на рисунке 3.
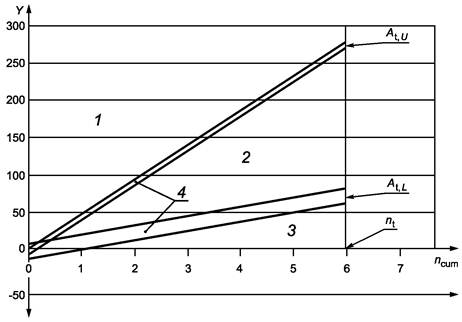
1 - зона отклонения для верхней границы поля допуска; 2 - зона приемки;
3 - зона отклонения для нижней границы поля допуска; 4 - зона неопределенности
Рисунок 3 - Приемочная карта для последовательного плана индивидуального контроля двух границ поля допуска
ПРЕДОСТЕРЕЖЕНИЕ - Если точка находится близко к линиям приемки или отклонения, для принятия решения необходимо использовать численный метод.
11.4.10.2. Правила принятия решения
11.4.10.2.1. Общие положения
При использовании графического метода должны быть выполнены следующие действия.
На приемочную карту, подготовленную в соответствии с 11.4.8.1, наносят точку (ncom, Y) после контроля каждой единицы продукции.
Для принятия решения о приемке или отклонении партии следует использовать критерии приемки в соответствии с 11.4.10.2.2 и 11.4.10.2.3. Партию принимают, а контроль завершают, если партия является приемлемой относительно обеих границ поля допуска в соответствии с 11.4.10.2.2 а) и 11.4.10.2.3 а).
Последовательные точки результатов контроля на приемочной карте должны быть соединены отрезками прямой для выявления тенденции изменений результатов контроля.
11.4.10.2.2. Правила принятия решений для верхней границы поля допуска
a) Если точка лежит в зоне приемки для верхней границы поля допуска, партию считают приемлемой относительно верхней границы поля допуска, а контроль относительно этой границы поля допуска завершают.
b) Если точка лежит в зоне отклонения для верхней границы поля допуска, партию считают неприемлемой относительно верхней границы поля допуска, а контроль относительно обеих границ поля допуска завершают.
c) Если точка лежит в зоне неопределенности для верхней границы поля допуска, отбирают и контролируют относительно верхней границы поля допуска следующую единицу продукции.
11.4.10.2.3. Правила принятия решения для нижней границы поля допуска
a) Если точка лежит в зоне приемки нижней границы поля допуска, партию считают приемлемой относительно нижней границы поля допуска, а контроль относительно этой границы поля допуска прекращают.
b) Если точка лежит в зоне отклонения для нижней границы поля допуска, партию считают неприемлемой относительно нижней границы поля допуска, а контроль относительно обеих границ поля допуска прекращают.
с) Если точка лежит в зоне неопределенности для нижней границы поля допуска, отбирают и контролируют относительно нижней границы поля допуска следующую единицу продукции.
12. Дальнейшая информация
12.1. Кривые оперативных характеристик (ОС)
Кривая оперативной характеристики для нормального и усиленного контроля показывает долю партий, которые в среднем будут приняты в соответствии с планом выборочного контроля и данным качеством процесса. Планы контроля, приведенные в настоящем стандарте, разработаны таким образом, что их оперативные характеристики (ОС) максимально близки к кривым ОС соответствующих планов контроля ИСО 3951-1 и ИСО 2859-1. Кривые ОС для планов выборочного контроля могут быть вычислены по формуле, приведенной в приложении М ИСО 3951-1. Значения риска изготовителя, когда среднее процесса равно AQL, приведены в таблицах L.2, L.4, и L.6 ИСО 3951-1.
12.2. Использование индивидуальных планов
Настоящий стандарт предназначен для применения системы, использующей усиленный, нормальный и ослабленный контроль на последовательной серии партий, обеспечивающей защиту потребителя и гарантирующей изготовителю высокую вероятность приемки, если качество продукции лучше AQL (количество несоответствий меньше AQL).
Иногда отдельные планы настоящего стандарта используют без правил переключения. Например, покупатель может использовать планы только в целях верификации. Это применение не предусмотрено настоящим стандартом и не должно упоминаться как контроль в соответствии с настоящим стандартом. В этом случае настоящий стандарт представляет набор индивидуальных последовательных планов выборочного контроля на основе AQL. Кривые оперативных характеристик и другие свойства в этом случае должны быть рассчитаны индивидуально по таблицам ИСО 3951-1.
13. Примеры
Пример 1 - Минимальный предел текучести для определенной марки стали равен 400 Н/мм2. На контроль представлена партия из 500 единиц продукции. Уровень контроля II, нормальный контроль AQL = 1,5 %, s = 21 Н/мм2.
В соответствии с таблицей 3 код объема выборки - Н. В соответствии с таблицей А.1 AQL = 1,5 %, параметры последовательного плана: hA = 2,135, hR = 3,063, g = 1,665, и nt = 18.
Результаты контроля: 431; 417; 469; 407; 450; 452; 427; 411; 429; 420; 400.
|
Необходимая информация |
Полученное значение |
|
|
Угловой коэффициент линии приемки и отклонения |
g |
1,665 |
|
Свободный член линии приемки |
hA |
2,135 |
|
Свободный член линии отклонения |
hR |
3,063 |
|
Значение усеченного объема выборки |
nt |
18 |
|
Известное стандартное отклонение |
s |
21 Н/мм2 |
|
Нижняя граница поля допуска |
L |
400 Н/мм2 |
Таблица 1 - Данные выполнения последовательного плана контроля в случае единственной границы поля допуска
|
Кумулятивный объем выборки ncum |
Результат контроля x, Н/мм2 |
Запас по качеству y |
Браковочное значение R |
Кумулятивный запас по качеству Y |
Приемочное значение A |
|
1 |
431 |
31 |
-29,358 |
31 |
79,8 |
|
2 |
417 |
17 |
5,607 |
48 |
114,765 |
|
3 |
469 |
69 |
40,572 |
117 |
149,73 |
|
4 |
407 |
7 |
75,537 |
124 |
184,695 |
|
5 |
450 |
50 |
110,502 |
174 |
219,66 |
|
6 |
452 |
52 |
145,467 |
226 |
254,625 |
|
7 |
427 |
27 |
180,432 |
253 |
289,59 |
|
8 |
411 |
11 |
215,397 |
264 |
324,555 |
|
9 |
429 |
29 |
250,362 |
293 |
359,52 |
|
10 |
420 |
20 |
285,327 |
313 |
394,485 |
|
11 |
400 |
0 |
320,292 |
313 |
429,45 |
|
Партия отклонена |
|||||
Оценка среднего не удовлетворяет критерию приемки, поэтому партию отклоняют.
Пример 2 - Требования к сопротивлению резистора имеют вид: 520 ± 50 Ом. Резисторы изготавливают в партиях по 2500 единиц продукции. Уровень контроля II, нормальный контроль, единственный AQL используют для двух границ поля допуска (470 и 570), AQL = 4 %, s = 21,0.
В соответствии с таблицей 3 для заданного объема партии и уровня контроля код объема выборки - K. В соответствии с таблицей А.1 для AQL = 4 % параметры последовательного плана: hA = 2,764, hR = 3,895, g = 1,383, u nt = 27.
Результаты контроля: 515; 491; 479; 507; 543; 521;...
|
Необходимая информация |
Полученное значение |
|
|
Коэффициент, определяемый по таблице В.1 |
fa |
0,223 |
|
Угловой коэффициент линий приемки и отклонения g |
1,383 |
|
|
Свободный член линии приемки |
hA |
2,764 |
|
Свободный член линии отклонения |
hR |
3,895 |
|
Значение усеченного объема выборки |
nt |
27 |
|
Известное стандартное отклонение |
s |
21 Ом |
|
Нижняя граница поля допуска |
L |
470 Oм |
|
Верхняя граница поля допуска |
U |
570 Om |
|
Максимальное стандартное отклонение процесса MPSD: |
(U - L.)fs |
22,3 Ом |
|
Так как s меньше MPSD, выборку можно контролировать. |
||
Таблица 2 - Данные последовательного объединенного контроля двух границ поля допуска
|
Кумулятивный объем выборки ncum |
Результат контроля x, Н/мм2 |
Запас по качеству y |
Браковочное значение R |
Приемочное значение AL |
Кумулятивный запас по качеству Y |
Приемочное значение AU |
Значение отклонения RU |
|
1 |
515 |
45 |
-52,752 |
87,087 |
45 |
12,913 |
152,752 |
|
2 |
491 |
21 |
-23,709 |
116,13 |
66 |
83,870 |
223,709 |
|
3 |
479 |
9 |
5,334 |
145,173 |
75 |
154,827 |
294,666 |
|
4 |
507 |
37 |
34,377 |
174,216 |
112 |
225,784 |
365,623 |
|
5 |
543 |
73 |
63,42 |
203,259 |
185 |
296,741 |
436,580 |
|
6 |
521 |
51 |
92,463 |
232,302 |
236 |
367,698 |
507,537 |
|
Партия принята |
|||||||
Поскольку данные выборки удовлетворяют критерию приемки, партию принимают.
Примечание 1 - Для соответствующего одноступенчатого плана по ИСО 3951-1 необходим объем выборки n = 18.
Примечание 2 - Если s = 25, то s превышает MPSD, и поэтому выборочный контроль не должен выполняться.
14. Таблицы
Таблица 3 предназначена для определения кода объема выборки.
Последовательные планы выборочного контроля для нормального контроля приведены в таблице А.1.
Последовательные планы выборочного контроля для усиленного контроля приведены в таблице А.2.
Последовательные планы выборочного контроля для ослабленного контроля приведены в таблице А.3.
Значения fs для вычисления максимального стандартного отклонения процесса (MPSD) при объединенном контроле двух границ поля допуска (s метод) приведены в таблице В.1.
Значения fs для вычисления максимального стандартного отклонения процесса (MPSD) при индивидуальном контроле двух границ поля допуска (s метод) приведены в таблице В.2.
Таблица 3 - Код объема выборки
|
Объем партии |
Специальные уровни |
Общие уровни контроля |
|||||
|
S-1 |
S-2 |
S-3 |
S-4 |
I |
II |
III |
|
|
2 - 8 |
В |
В |
В |
В |
В |
В |
В |
|
9 - 15 |
В |
В |
В |
В |
В |
В |
С |
|
16 - 25 |
В |
В |
В |
В |
В |
С |
D |
|
26 - 50 |
В |
В |
В |
С |
С |
D |
D |
|
51 - 90 |
В |
В |
С |
С |
С |
Е |
F |
|
91 - 150 |
В |
В |
С |
D |
D |
F |
G |
|
151 - 280 |
В |
С |
D |
Е |
Е |
G |
Н |
|
281 - 500 |
В |
С |
D |
Е |
F |
Н |
J |
|
501 - 1200 |
С |
С |
Е |
F |
G |
J |
K |
|
1201 - 3200 |
С |
D |
Е |
G |
Н |
K |
L |
|
3201 - 10000 |
С |
D |
F |
G |
J |
L |
М |
|
10001 - 35000 |
С |
D |
F |
Н |
K |
М |
N |
|
35001 - 150000 |
D |
Е |
G |
J |
L |
N |
Р |
|
150001 - 500000 |
D |
Е |
G |
J |
М |
Р |
Q |
|
500001 и более |
D |
Е |
Н |
K |
K |
Q |
R |
Приложение А
(обязательное)
Планы выборочного контроля для нормального, усиленного и ослабленного контроля
Настоящее приложение содержит таблицы последовательных планов выборочного контроля для нормального, усиленного и ослабленного контроля.
Таблица А.1 содержит параметры последовательных планов выборочного контроля, соответствующих одноступенчатым планам нормального контроля по ИСО 3951-1 (s метод).
Таблица А.2 содержит параметры последовательных планов выборочного контроля, соответствующих одноступенчатым планам усиленного контроля по ИСО 3951-1 (s метод).
Таблица А.3 содержит параметры последовательных планов выборочного контроля, соответствующих одноступенчатым планам ослабленного контроля по ИСО 3951-1 (s метод).
Таблица А.1 - Параметры последовательных планов выборочного контроля, соответствующих одноступенчатым планам s метода по ИСО 3951-1 для нормального контроля
|
Код объема выборки |
n0 |
nt |
hA |
hR |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,01 |
0,015 |
0,025 |
0,04 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
|||||
|
g |
||||||||||||||||||||
|
В |
2 |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
* |
* |
* |
|||
|
С |
3 |
5 |
0,317 |
0,875 |
1,096 |
0,946 |
0,748 |
0,517 |
||||||||||||
|
D |
4 |
6 |
0,703 |
1,340 |
1,387 |
1,239 |
1,055 |
0,851 |
0,569 |
|||||||||||
|
Е |
6 |
9 |
1,213 |
1,932 |
1,652 |
1,506 |
1,330 |
1,142 |
0,892 |
0,602 |
||||||||||
|
F |
8 |
12 |
1,579 |
2,372 |
1,885 |
1,746 |
1,581 |
1,408 |
1,185 |
0,936 |
0,628 |
|||||||||
|
G |
10 |
15 |
1,878 |
2,739 |
2,087 |
1,954 |
1,799 |
1,638 |
1,435 |
1,214 |
0,950 |
0,732 |
||||||||
|
Н |
12 |
18 |
2,135 |
3,063 |
2,275 |
2,148 |
2,001 |
1,852 |
1,665 |
1,464 |
1,231 |
1,043 |
0,823 |
|||||||
|
J |
15 |
23 |
2,459 |
3,474 |
2,457 |
2,336 |
2,197 |
2,056 |
1,882 |
1,697 |
1,486 |
1,320 |
1,129 |
0,926 |
||||||
|
K |
18 |
27 |
2,764 |
3,895 |
2,619 |
2,502 |
2,370 |
2,236 |
2,072 |
1,900 |
1,705 |
1,554 |
1,383 |
1,205 |
0,962 |
|||||
|
L |
21 |
32 |
3,026 |
4,232 |
2,778 |
2,667 |
2,540 |
2,414 |
2,258 |
2,097 |
1,916 |
1,777 |
1,622 |
1,462 |
1,250 |
↑ |
||||
|
М |
25 |
38 |
3,366 |
4,661 |
2,926 |
2,819 |
2,697 |
2,576 |
2,429 |
2,276 |
2,106 |
1,977 |
1,833 |
1,686 |
1,495 |
↑ |
||||
|
N |
32 |
48 |
3,889 |
5,379 |
3,073 |
2,969 |
2,852 |
2,736 |
2,595 |
2,451 |
2,290 |
2,168 |
2,033 |
1,898 |
1,722 |
↑ |
||||
|
Р |
40 |
60 |
4,408 |
6,095 |
3,215 |
3,115 |
3,003 |
2,891 |
2,756 |
2,618 |
2,465 |
2,350 |
2,223 |
2,097 |
1,934 |
↑ |
||||
|
Q |
50 |
75 |
4,995 |
6,886 |
3,345 |
3,248 |
3,139 |
3,031 |
2,901 |
2,768 |
2,622 |
2,513 |
2,393 |
2,273 |
2,120 |
↑ |
||||
|
R |
65 |
98 |
5,767 |
7,929 |
3,382 |
3,277 |
3,173 |
3,048 |
2,920 |
2,781 |
2,676 |
2,562 |
2,449 |
2,304 |
↑ |
|||||
|
Примечание 1 - Коды объема выборки настоящего стандарта соответствуют ИСО 3951-1. Примечание 2 - Обозначения: * Следует использовать s метод одноступенчатого плана в соответствии с таблицей С.1 ИСО 3951-1. ↓ Подходящий план отсутствует, следует использовать первый план выборочного контроля ниже стрелки. ↑ Подходящий план отсутствует, следует использовать первый план выборочного контроля выше стрелки. |
||||||||||||||||||||
Таблица А.2 - Параметры последовательных планов выборочного контроля, соответствующих одноступенчатым планам s метода по ИСО 3951-1 для усиленного контроля
|
n0 |
nt |
hA |
hR |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
||||||||||||||||
|
0,01 |
0,015 |
0,025 |
0,04 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
|||||
|
g |
||||||||||||||||||||
|
В |
2 |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
* |
* |
|||
|
С |
3 |
5 |
0,317 |
0,875 |
1,096 |
0,946 |
0,748 |
|||||||||||||
|
D |
4 |
6 |
0,703 |
1,340 |
1,387 |
1,239 |
1,055 |
0,851 |
||||||||||||
|
Е |
6 |
9 |
1,213 |
1,932 |
1,652 |
1,506 |
1,330 |
1,142 |
0,892 |
|||||||||||
|
F |
8 |
12 |
1,579 |
2,372 |
1,885 |
1,746 |
1,581 |
1,408 |
1,185 |
0,936 |
||||||||||
|
G |
10 |
15 |
1,878 |
2,739 |
2,087 |
1,954 |
1,798 |
1,638 |
1,435 |
1,214 |
0,950 |
|||||||||
|
Н |
12 |
18 |
2,135 |
3,063 |
2,275 |
2,148 |
2,001 |
1,852 |
1,665 |
1,464 |
1,231 |
0,965 |
||||||||
|
J |
15 |
23 |
2,459 |
3,474 |
2,457 |
2,336 |
2,197 |
2,056 |
1,882 |
1,697 |
1,486 |
1,251 |
1,023 |
|||||||
|
K |
18 |
27 |
2,764 |
3,895 |
2,619 |
2,502 |
2,370 |
2,236 |
2,072 |
1,900 |
1,705 |
1,492 |
1,288 |
1,058 |
||||||
|
L |
21 |
32 |
3,026 |
4,232 |
2,778 |
2,667 |
2,540 |
2,414 |
2,258 |
2,097 |
1,916 |
1,721 |
1,537 |
1,333 |
↑ |
|||||
|
М |
25 |
38 |
3,366 |
4,661 |
2,926 |
2,819 |
2,697 |
2,576 |
2,429 |
2,276 |
2,106 |
1,924 |
1,755 |
1,570 |
↑ |
|||||
|
N |
32 |
48 |
3,889 |
5,379 |
3,073 |
2,969 |
2,852 |
2,736 |
2,595 |
2,451 |
2,290 |
2,119 |
1,961 |
1,790 |
↑ |
|||||
|
Р |
40 |
60 |
4,408 |
6,096 |
3,215 |
3,115 |
3,003 |
2,891 |
2,756 |
2,618 |
2,465 |
2,303 |
2,156 |
1,997 |
↑ |
|||||
|
Q |
50 |
75 |
4,995 |
6,886 |
3,345 |
3,248 |
3,139 |
3,031 |
2,901 |
2,768 |
2,622 |
2,469 |
2,329 |
2,180 |
↑ |
|||||
|
R |
65 |
98 |
5,767 |
7,929 |
3,477 |
3,382 |
3,277 |
3,173 |
3,048 |
2,920 |
2,781 |
2,634 |
2,501 |
2,360 |
↑ |
|||||
|
Примечание 1 - Коды объема выборки настоящего стандарта соответствуют ИСО 3951-1. Примечание 2 - Обозначения: * Следует использовать а метод одноступенчатого плана в соответствии с таблицей С.2 ИСО 3951-1. ↓ Подходящий план отсутствует, следует использовать первый план выборочного контроля ниже стрелки. ↑ Подходящий план отсутствует, следует использовать первый план выборочного контроля выше стрелки. |
||||||||||||||||||||
Таблица А.3 - Параметры последовательных планов выборочного контроля, соответствующих одноступенчатым планам s метода по ИСО 3951-1 для ослабленного контроля
|
Код объема выборки |
n0 |
nt |
hA |
hR |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,01 |
0,015 |
0,025 |
0,04 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
|||||
|
g |
||||||||||||||||||||
|
В |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
↓ |
||||
|
С |
||||||||||||||||||||
|
D |
2 |
* |
* |
* |
* |
* |
||||||||||||||
|
Е |
3 |
5 |
0,317 |
0,875 |
1,096 |
1,036 |
0,946 |
0,748 |
0,517 |
0,172 |
||||||||||
|
F |
4 |
6 |
0,703 |
1,340 |
1,387 |
1,327 |
1,239 |
1,055 |
0,851 |
0,569 |
0,220 |
|||||||||
|
G |
6 |
9 |
1,213 |
1,932 |
1,652 |
1,592 |
1,506 |
1,330 |
1,142 |
0,892 |
0,602 |
0,397 |
||||||||
|
Н |
8 |
12 |
1,579 |
2,372 |
1,885 |
1,828 |
1,746 |
1,581 |
1,408 |
1,185 |
0,936 |
0,769 |
0,486 |
|||||||
|
J |
10 |
15 |
1,878 |
2,739 |
2,087 |
2,032 |
1,954 |
1,799 |
1,638 |
1,435 |
1,214 |
1,069 |
0,833 |
0,638 |
||||||
|
K |
12 |
18 |
2,135 |
3,063 |
2,275 |
2,222 |
2,148 |
2,001 |
1,852 |
1,665 |
1,464 |
1,335 |
1,130 |
0,965 |
0,823 |
|||||
|
L |
15 |
23 |
2,459 |
3,474 |
2,457 |
2,407 |
2,336 |
2,197 |
2,056 |
1,882 |
1,697 |
1,580 |
1,396 |
1,251 |
1,129 |
↑ |
||||
|
М |
18 |
27 |
2,764 |
3,895 |
2,619 |
2,570 |
2,502 |
2,370 |
2,236 |
2,072 |
1,900 |
1,791 |
1,623 |
1,492 |
1,383 |
↑ |
||||
|
N |
21 |
32 |
3,026 |
4,232 |
2,778 |
2,731 |
2,667 |
2,540 |
2,414 |
2,258 |
2,097 |
1,996 |
1,841 |
1,721 |
1,622 |
↑ |
||||
|
Р |
25 |
38 |
3,366 |
4,661 |
2,926 |
2,881 |
2,819 |
2,697 |
2,576 |
2,429 |
2,276 |
2,181 |
2,035 |
1,924 |
1,833 |
↑ |
||||
|
Q |
32 |
48 |
3,889 |
5,379 |
3,073 |
3,030 |
2,969 |
2,852 |
2,736 |
2,595 |
2,451 |
2,360 |
2,223 |
2,119 |
2,033 |
↑ |
||||
|
R |
40 |
60 |
4,408 |
6,096 |
3,173 |
3,115 |
3,003 |
2,891 |
2,756 |
2,618 |
2,532 |
2,402 |
2,303 |
2,223 |
↑ |
|||||
|
Примечание 1 - Коды объема выборки настоящего стандарта соответствуют ИСО 3951-1. Примечание 2 - Обозначения: * Следует использовать s метод одноступенчатого плана в соответствии с таблицей С.3 ИСО 3951-1. ↓ Подходящий план отсутствует, следует использовать первый план выборочного контроля ниже стрелки. ↑ Подходящий план отсутствует, следует использовать первый план выборочного контроля выше стрелки. |
||||||||||||||||||||
Приложение В
(обязательное)
Критические значения максимального стандартного отклонения
Настоящее приложение содержит таблицы для коэффициента fs, который используют при вычислении критических значений максимального стандартного отклонения.
Таблица В.1 содержит значения, используемые для вычисления максимального стандартного отклонения процесса (MPSD) при объединенном контроле двух границ поля допуска.
Таблица В.2 содержит значения fs, используемые для вычисления максимального стандартного отклонения процесса (MPSD) при индивидуальном контроле двух границ поля допуска.
Таблица В.1 - Значения fs для объединенного контроля двух границ поля допуска, s метод
|
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
|
fs |
|||||||||||||||
|
0,125 |
0,129 |
0,132 |
0,137 |
0,141 |
0,147 |
0,152 |
0,157 |
0,165 |
0,174 |
0,184 |
0,194 |
0,206 |
0,223 |
0,243 |
0,271 |
Примечание - MPSD получают умножением fs на разность между верхней и нижней границами поля допуска
MPSD = (U - L)fs.
MPSD указывает на наибольшее допустимое значение стандартного отклонения процесса при использовании объединенного контроля двух границ поля допуска, когда изменчивость процесса известна. Если стандартное отклонение процесса меньше MPSD, существует возможность (но не уверенность) приемки партии.
Таблица В.2 - Значения fs для индивидуального контроля двух границ поля допуска, s метод
|
AQL (%) для нижней границы поля допуска |
Предельно допустимый уровень несоответствий AQL, %, для верхней границы поля допуска |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
|
|
0,010 |
0,131 |
0,133 |
0,134 |
0,137 |
0,139 |
0,142 |
0,145 |
0,147 |
0,151 |
0,154 |
0,158 |
0,163 |
0,167 |
0,173 |
0,179 |
0,187 |
|
0,015 |
0,133 |
0,134 |
0,136 |
0,139 |
0,141 |
0,144 |
0,147 |
0,150 |
0,153 |
0,157 |
0,161 |
0,165 |
0,170 |
0,176 |
0,183 |
0,191 |
|
0,025 |
0,134 |
0,136 |
0,138 |
0,141 |
0,144 |
0,146 |
0,149 |
0,152 |
0,156 |
0,160 |
0,164 |
0,168 |
0,173 |
0,179 |
0,186 |
0,195 |
|
0,040 |
0,137 |
0,139 |
0,141 |
0,144 |
0,146 |
0,149 |
0,152 |
0,155 |
0,159 |
0,163 |
0,168 |
0,172 |
0,177 |
0,184 |
0,191 |
0,200 |
|
0,065 |
0,139 |
0,141 |
0,144 |
0,146 |
0,149 |
0,152 |
0,155 |
0,158 |
0,162 |
0,167 |
0,171 |
0,176 |
0,181 |
0,188 |
0,196 |
0,205 |
|
0,10 |
0,142 |
0,144 |
0,146 |
0,149 |
0,152 |
0,155 |
0,159 |
0,162 |
0,166 |
0,170 |
0,175 |
0,180 |
0,186 |
0,193 |
0,201 |
0,211 |
|
0,15 |
0,145 |
0,147 |
0,149 |
0,152 |
0,155 |
0,159 |
0,162 |
0,165 |
0,170 |
0,174 |
0,179 |
0,185 |
0,190 |
0,198 |
0,207 |
0,217 |
|
0,25 |
0,147 |
0,150 |
0,152 |
0,155 |
0,158 |
0,162 |
0,165 |
0,168 |
0,173 |
0,178 |
0,183 |
0,189 |
0,195 |
0,203 |
0,212 |
0,223 |
|
0,40 |
0,151 |
0,153 |
0,156 |
0,159 |
0,162 |
0,166 |
0,170 |
0,173 |
0,178 |
0,183 |
0,189 |
0,195 |
0,201 |
0,210 |
0,219 |
0,231 |
|
0,65 |
0,154 |
0,157 |
0,160 |
0,163 |
0,167 |
0,170 |
0,174 |
0,178 |
0,183 |
0,189 |
0,195 |
0,201 |
0,207 |
0,217 |
0,227 |
0,240 |
|
1,0 |
0,158 |
0,161 |
0,164 |
0,168 |
0,171 |
0,175 |
0,179 |
0,183 |
0,189 |
0,195 |
0,201 |
0,208 |
0,215 |
0,225 |
0,236 |
0,250 |
|
1,5 |
0,163 |
0,165 |
0,168 |
0,172 |
0,176 |
0,180 |
0,185 |
0,189 |
0,195 |
0,201 |
0,208 |
0,215 |
0,222 |
0,233 |
0,245 |
0,260 |
|
2,5 |
0,167 |
0,170 |
0,173 |
0,177 |
0,181 |
0,186 |
0,190 |
0,195 |
0,201 |
0,207 |
0,215 |
0,222 |
0,230 |
0,242 |
0,255 |
0,271 |
|
4,0 |
0,173 |
0,176 |
0,179 |
0,184 |
0,188 |
0,193 |
0,198 |
0,203 |
0,210 |
0,217 |
0,225 |
0,233 |
0,242 |
0,255 |
0,269 |
0,288 |
|
6,5 |
0,179 |
0,183 |
0,186 |
0,191 |
0,196 |
0,201 |
0,207 |
0,212 |
0,219 |
0,227 |
0,236 |
0,245 |
0,255 |
0,269 |
0,286 |
0,306 |
|
10,0 |
0,187 |
0,191 |
0,195 |
0,200 |
0,205 |
0,211 |
0,217 |
0,223 |
0,231 |
0,240 |
0,250 |
0,260 |
0,271 |
0,288 |
0,306 |
0,330 |
|
Примечание - MPSD получают умножением fs на разность U и L, т.е. MPSD = (U - L)fs. MPSD указывает на наибольшее допустимое значение стандартного отклонения процесса при индивидуальном контроле двух границ поля допуска, когда изменчивость процесса известна. Если стандартное отклонение процесса меньше MPSD, существует возможность (но не уверенность) приемки партии. |
||||||||||||||||
Приложение С
(справочное)
Статистические характеристики качества
С.1. Значения среднего объема выборки
Основным преимуществом последовательных планов выборочного контроля является сокращение среднего объема выборки. Однако у этих планов есть и недостатки (см. введение). Для вычисления возможной прибыли от сокращения объема выборки необходимо знать значение среднего объема выборки для последовательных планов выборочного контроля. К сожалению, формулы для вычисления среднего объема выборки последовательного плана контроля не существует. Таким образом, средний объем выборки для данного последовательного плана выборочного контроля и данного уровня качества в виде процента несоответствующих единиц продукции может быть найден только численными методами. В настоящем приложении приведены приближенные значения среднего объема выборки (ASN*) для последовательных планов выборочного контроля настоящего стандарта:
___________
* ASN - Average Sample Number.
в таблице С.1 приведены значения ASN, когда фактическая доля несоответствующих единиц продукции равна 0,5AQL;
в таблице С.2 приведены значения ASN, когда фактическая доля несоответствующих единиц продукции равна AQL;
в таблице С.3 приведены значения ASN, когда фактическая доля несоответствующих единиц продукции равна 2AQL;
в таблице С.4 приведены значения ASN, когда фактическая доля несоответствующих единиц продукции равна 5AQL.
Во второй колонке этих таблиц указан объем выборки соответствующего одноступенчатого плана по ИСО 3951-1. Из этого следует, что средний объем выборки для последовательных планов выборочного контроля в соответствии с настоящим стандартом значительно меньше среднего объема выборки соответствующих одноступенчатых планов относительно переменных.
С.2. Риск изготовителя
В статистическом приемочном контроле существует вероятность отклонения партий или процессов достаточно высокого качества. Вероятность отклонения, когда уровень несоответствий продукции равен AQL или меньше, называют риском изготовителя. В планах выборочного контроля, представленных в настоящем стандарте, только уровни несоответствий ниже AQL рассматривают как приемлемые. Кроме того, для данного плана выборочного контроля значение риска изготовителя увеличивается вместе с увеличением значения среднего уровня качества процесса, выраженного в долях несоответствующих единиц продукции. Таким образом, риск изготовителя, вычисленный для среднего процесса, равного AQL, является самой высокой вероятностью отклонения, когда фактический уровень качества процесса является приемлемым. Риск изготовителя, вычисленный для среднего процесса, равного AQL и планов выборочного контроля настоящего стандарта (нормальный контроль), приведен в таблице С.5. Следует заметить, что для усиленного контроля риск изготовителя соответствующих планов выборочного контроля меньше риска изготовителя для планов нормального контроля. С другой стороны, для ослабленного контроля риск изготовителя соответствующих планов выборочного контроля больше риска изготовителя для планов нормального контроля.
С.3. Таблицы
Таблица С.1 - Средний объем выборки для нормального контроля, когда среднее процесса равно 0,5AQL
|
Код объема выборки |
Объем выборки |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
||
|
В |
2 |
2 |
2 |
2 |
|||||||||||||
|
С |
3 |
1,24 |
1,25 |
1,26 |
1,24 |
||||||||||||
|
D |
4 |
1,55 |
1,59 |
1,59 |
1,59 |
1,53 |
|||||||||||
|
Е |
6 |
2,19 |
2,18 |
2,21 |
2,21 |
2,13 |
1,99 |
||||||||||
|
F |
8 |
2,81 |
2,83 |
2,77 |
2,81 |
2,73 |
2,63 |
2,39 |
|||||||||
|
G |
10 |
3,34 |
3,43 |
3,40 |
3,33 |
3,29 |
3,18 |
3,01 |
2,96 |
||||||||
|
Н |
12 |
3,87 |
3,95 |
4,00 |
3,99 |
3,78 |
3,74 |
3,56 |
3,65 |
3,56 |
|||||||
|
J |
15 |
4,49 |
4,66 |
4,70 |
4,80 |
4,62 |
4,39 |
4,29 |
4,40 |
4,50 |
4,48 |
||||||
|
K |
18 |
5,23 |
5,22 |
5,37 |
5,45 |
5,39 |
5,20 |
4,86 |
5,12 |
5,24 |
5,46 |
5,16 |
|||||
|
L |
21 |
5,96 |
6,03 |
5,93 |
6,16 |
6,06 |
6,02 |
5,73 |
5,76 |
6,07 |
6,32 |
6,29 |
|||||
|
М |
25 |
6,68 |
6,93 |
6,90 |
6,84 |
6,89 |
6,80 |
6,67 |
6,84 |
6,83 |
7,33 |
7,29 |
|||||
|
N |
32 |
7,85 |
8,08 |
8,26 |
8,31 |
7,97 |
8,07 |
7,86 |
8,32 |
8,48 |
8,61 |
8,84 |
|||||
|
Р |
40 |
8,93 |
9,37 |
7,54 |
9,87 |
9,59 |
9,22 |
0,20 |
9,70 |
10,25 |
10,65 |
10,25 |
|||||
|
Q |
50 |
10,49 |
10,53 |
10,92 |
11,21 |
11,22 |
10,94 |
10,36 |
11,19 |
11,75 |
12,67 |
12,47 |
|||||
|
R |
65 |
12,75 |
12,62 |
13,24 |
13,17 |
13,23 |
12,73 |
13,00 |
14,02 |
15,04 |
15,45 |
||||||
Таблица С.2 - Средний объем выборки для нормального контроля, когда среднее процесса равно AQL
|
Код объема выборки |
Объем выборки |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
||
|
В |
2 |
2 |
2 |
2 |
|||||||||||||
|
С |
3 |
1,35 |
1,38 |
1,40 |
1,40 |
||||||||||||
|
D |
4 |
1,80 |
1,87 |
1,90 |
1,94 |
1,88 |
|||||||||||
|
Е |
6 |
2,71 |
2,73 |
2,82 |
2,88 |
2,84 |
2,70 |
||||||||||
|
F |
8 |
3,60 |
3,67 |
3,64 |
3,79 |
3,73 |
3,68 |
3,39 |
|||||||||
|
G |
10 |
4,35 |
4,55 |
4,56 |
4,53 |
4,58 |
4,51 |
4,36 |
4,43 |
||||||||
|
Н |
12 |
5,10 |
5,30 |
5,46 |
5,52 |
5,29 |
5,35 |
5,19 |
5,55 |
5,64 |
|||||||
|
J |
15 |
5,78 |
6,36 |
6,52 |
6,81 |
6,63 |
6,35 |
6,34 |
6,78 |
7,29 |
7,63 |
||||||
|
K |
18 |
7,09 |
7,17 |
7,52 |
7,80 |
7,85 |
7,66 |
7,17 |
7,94 |
8,48 |
9,38 |
9,22 |
|||||
|
L |
21 |
8,20 |
8,42 |
8,36 |
8,91 |
8,88 |
9,04 |
8,62 |
8,91 |
9,88 |
10,84 |
11,35 |
|||||
|
М |
25 |
9,25 |
9,81 |
9,89 |
9,92 |
10,20 |
10,24 |
10,20 |
10,81 |
11,09 |
12,64 |
13,12 |
|||||
|
N |
32 |
11,02 |
11,61 |
12,13 |
12,40 |
11,89 |
12,35 |
12,18 |
13,56 |
14,29 |
15,03 |
16,28 |
|||||
|
Р |
40 |
12,58 |
13,64 |
14,18 |
15,09 |
14,74 |
14,19 |
14,46 |
16,01 |
17,85 |
19,40 |
19,06 |
|||||
|
Q |
50 |
15,04 |
15,29 |
16,33 |
17,23 |
17,55 |
17,21 |
16,16 |
18,61 |
20,60 |
23,73 |
24,09 |
|||||
|
R |
65 |
18,95 |
18,89 |
20,61 |
20,80 |
21,35 |
20,53 |
21,64 |
25,12 |
28,94 |
|||||||
Таблица С.3 - Средний объем выборки для нормального контроля, когда среднее процесса равно 2 AQL
|
Код объема выборки |
Объем выборки |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
||
|
В |
2 |
2 |
2 |
2 |
|||||||||||||
|
С |
3 |
1,51 |
1,56 |
1,60 |
1,61 |
||||||||||||
|
D |
4 |
2,15 |
2,25 |
2,31 |
2,40 |
2,39 |
|||||||||||
|
Е |
6 |
3,45 |
3,52 |
3,68 |
3,82 |
3,89 |
3,87 |
||||||||||
|
F |
8 |
4,73 |
4,88 |
4,92 |
5,19 |
5,26 |
5,38 |
5,29 |
|||||||||
|
G |
10 |
5,85 |
6,17 |
6,30 |
7,20 |
6,56 |
6,68 |
6,76 |
7,09 |
||||||||
|
Н |
12 |
6,98 |
7,33 |
7,64 |
7,82 |
7,71 |
7,99 |
8,05 |
8,61 |
8,91 |
|||||||
|
J |
15 |
8,42 |
9,05 |
9,39 |
9,87 |
9,86 |
9,72 |
10,00 |
10,70 |
11,21 |
11,27 |
||||||
|
K |
18 |
10,19 |
10,41 |
11,06 |
11,57 |
11,85 |
11,86 |
11,53 |
12,68 |
13,30 |
13,52 |
13,36 |
|||||
|
L |
21 |
11,98 |
12,44 |
12,50 |
13,43 |
13,63 |
14,03 |
13,88 |
14,46 |
15,47 |
15,77 |
15,44 |
|||||
|
М |
25 |
13,81 |
14,81 |
15,11 |
15,36 |
16,00 |
16,34 |
16,64 |
17,90 |
18,05 |
18,74 |
18,56 |
|||||
|
N |
32 |
17,05 |
18,25 |
19,31 |
19,96 |
19,56 |
20,60 |
20,81 |
22,67 |
23,45 |
23,88 |
23,75 |
|||||
|
Р |
40 |
20,06 |
22,26 |
23,50 |
25,22 |
25,13 |
24,73 |
25,71 |
28,02 |
29,56 |
29,88 |
29,82 |
|||||
|
Q |
50 |
24,90 |
25,75 |
28,19 |
30,20 |
31,27 |
31,29 |
30,14 |
34,41 |
36,53 |
37,23 |
36,92 |
|||||
|
R |
65 |
33,70 |
34,09 |
38,27 |
39,35 |
41,14 |
40,53 |
43,15 |
47,46 |
48,35 |
47,08 |
||||||
Таблица С.4 - Средний объем выборки для нормального контроля, когда среднее процесса равно 5AQL
|
Код объема выборки |
Объем выборки |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
||
|
В |
2 |
2 |
2 |
2 |
|||||||||||||
|
С |
3 |
1,71 |
1,73 |
1,73 |
1,68 |
||||||||||||
|
D |
4 |
2,56 |
2,62 |
2,63 |
2,54 |
2,41 |
|||||||||||
|
Е |
6 |
4,29 |
4,32 |
4,32 |
4,19 |
3,94 |
3,56 |
||||||||||
|
F |
8 |
5,93 |
5,95 |
5,92 |
5,73 |
5,47 |
4,97 |
4,39 |
|||||||||
|
G |
10 |
7,50 |
7,49 |
7,43 |
7,33 |
7,00 |
6,55 |
5,85 |
4,59 |
||||||||
|
Н |
12 |
9,02 |
9,03 |
8,90 |
8,69 |
8,60 |
8,05 |
7,49 |
5,99 |
4,63 |
|||||||
|
J |
15 |
11,26 |
11,25 |
11,08 |
10,64 |
10,41 |
10,23 |
9,43 |
7,88 |
6,11 |
4,65 |
||||||
|
K |
18 |
13,54 |
13,53 |
13,31 |
12,88 |
12,39 |
12,03 |
11,90 |
9,93 |
8,14 |
6,18 |
4,93 |
|||||
|
L |
21 |
15,77 |
15,66 |
15,57 |
14,92 |
14,47 |
13,70 |
13,36 |
12,15 |
9,85 |
7,88 |
6,30 |
|||||
|
М |
25 |
18,74 |
18,49 |
18,25 |
17,94 |
17,16 |
16,44 |
15,56 |
13,86 |
12,47 |
9,81 |
8,22 |
|||||
|
N |
32 |
23,94 |
23,58 |
22,86 |
22,12 |
22,05 |
20,61 |
19,71 |
16,76 |
14,73 |
12,88 |
10,59 |
|||||
|
Р |
40 |
29,88 |
29,23 |
28,28 |
26,54 |
26,07 |
25,81 |
24,03 |
20,57 |
17,20 |
14,75 |
13,61 |
|||||
|
Q |
50 |
37,13 |
36,73 |
35,11 |
33,04 |
31,34 |
30,51 |
30,67 |
25,23 |
21,36 |
17,47 |
15,18 |
|||||
|
R |
65 |
46,28 |
45,51 |
47,93 |
39,44 |
36,55 |
35,90 |
32,20 |
25,99 |
21,55 |
18,73 |
||||||
Таблица С.5 - Риск изготовителя, когда среднее процесса равно AQL (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Предельно допустимый уровень несоответствий AQL в виде процента несоответствующих единиц продукции |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10,0 |
||
|
В |
2 |
5,49 |
7,14 |
7,69 |
|||||||||||||
|
С |
3 |
6,64 |
7,77 |
8,58 |
8,62 |
||||||||||||
|
D |
4 |
4,75 |
5,95 |
6,49 |
7,26 |
6,13 |
|||||||||||
|
Е |
6 |
3,54 |
3,72 |
4,39 |
4,87 |
4,56 |
3,44 |
||||||||||
|
F |
8 |
3,13 |
3,50 |
3,32 |
4,12 |
3,79 |
3,53 |
2,27 |
|||||||||
|
G |
10 |
2,54 |
3,20 |
3,29 |
3,21 |
3,33 |
3,08 |
2,56 |
2,82 |
||||||||
|
Н |
12 |
2,25 |
2,79 |
3,25 |
3,46 |
2,75 |
2,95 |
2,47 |
3,54 |
3,91 |
|||||||
|
J |
15 |
1,68 |
2,36 |
2,68 |
3,36 |
2,92 |
2,32 |
2,29 |
3,29 |
4,72 |
5,90 |
||||||
|
K |
18 |
1,59 |
1,68 |
2,20 |
2,66 |
2,76 |
2,42 |
1,70 |
2,92 |
4,11 |
6,72 |
6,15 |
|||||
|
L |
21 |
1,58 |
1,85 |
1,75 |
2,46 |
2,45 |
2,63 |
2,08 |
2,46 |
4,18 |
6,56 |
8,13 |
|||||
|
М |
25 |
1,20 |
1,67 |
1,74 |
1,78 |
2,06 |
2,10 |
2,06 |
2,79 |
3,17 |
6,03 |
7,18 |
|||||
|
N |
32 |
0,82 |
1,12 |
1,42 |
1,61 |
1,26 |
1,56 |
1,44 |
2,57 |
3,34 |
4,29 |
6,31 |
|||||
|
Р |
40 |
0,50 |
0,80 |
1,00 |
1,42 |
1,25 |
1,00 |
1,12 |
1,95 |
3,41 |
5,12 |
4,70 |
|||||
|
Q |
50 |
0,39 |
0,43 |
0,64 |
0,87 |
0,97 |
0,86 |
0,60 |
1,35 |
2,31 |
4,72 |
5,03 |
|||||
|
R |
65 |
0,33 |
0,33 |
0,55 |
0,58 |
0,68 |
0,54 |
0,74 |
1,69 |
3,49 |
5,11 |
||||||
Приложение ДА
(справочное)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 2859-1:1999 |
IDT |
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества |
|
ИСО 3534-1:2006 |
- |
* |
|
ИСО 3534-2:2006 |
- |
* |
|
ИСО 3951-1:2005 |
IDT |
ГОСТ Р ИСО 3951-1-2007 Статистические методы. Процедуры выборочного контроля по количественному признаку. Часть 1. Требования к одноступенчатым планам на основе предела приемлемого качества для контроля последовательных партий по единственной характеристике и единственному AQL |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: IDT - идентичные стандарты. |
||
Библиография
WALD, A. Sequential Analysis, Wiley, New York, 1947
JOHNSON, N.L. Sequential analysis - A survey, J. Roy. Statist. Soc, A 124, 1961, pp. 372 - 411
GHOSH, B.K. Sequential Tests of Statistical Hypothesis, Addison-Wesley, NewYork, 1970
ISO 31-11:1992 Quantities and units - Part 11: Mathematical signs and symbols for use in the physical sciences and technology (Величины и единицы измерения. Часть 11. Математические знаки и обозначения, используемые в физике и технических и прикладных науках)*
___________
* Официальный перевод этого стандарта находится в Федеральном информационном фонде.
ISO 2854:1976 Statistical interpretation of data; Techniques of estimation and tests relating to means and variances
ISO 2859-2 Sampling procedures for inspection by attributes - Part 2: Sampling plans indexed by limiting quality (LQ) for isolated lot inspection
ISO 2859-5:2005 Sampling procedures for inspection by attributes - Part 5: System of sequential sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection
ISO 2859-10:2006 Sampling procedures for inspection by attributes - Part 10: Introduction to the ISO 2859 series of attribute sampling standards
ISO 5479:1997 Statistical interpretation of data - Tests for departure from the normal distribution (ИСО 5479:1997 Статистическое представление данных. Проверка отклонения распределения вероятностей от нормального распределения)*
___________
* Официальный перевод этого стандарта находится в Федеральном информационном фонде.
ISO 5725-2:1994 Accuracy (trueness and precision) of measurement methods and results. Part 2. Basic method for the determination of repeatability and reproducibility of a standard measurement method (ИСО 5725-2:1994 Точность (правильность и прецизионность) методов и результатов измерений. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерений)*
___________
* Официальный перевод этого стандарта находится в Федеральном информационном фонде.
ISO 7870:1993 Control charts - Part 1: General guide and introduction
ISO 8258:1991 Shewhart control charts
|
Ключевые слова: статистический приемочный контроль, план выборочного контроля, контроль по альтернативному признаку, контроль по количественному признаку, выборка, партия, приемлемый уровень качества, единица продукции, несоответствие, несоответствующая единица продукции, предельно допустимый уровень несоответствий |