ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р (ИСО 603-12:1999- |

КРУГИ
ЗАЧИСТНЫЕ ДЛЯ РУЧНЫХ
ШЛИФОВАЛЬНЫХ МАШИН
Технические условия
|
|
Москва Стандартинформ 2009 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184 ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - по ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября 2009 г. № 452-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов:
ИСО 603-12:1999 «Абразивная продукция на связке. Размеры. Часть 12. Круги для снятия заусенцев и зачистки на прямых шлифовальных машинах» (ISO 603-12:1999 «Bonded abrasive products - Dimensions - Part 12: Grinding wheels for deburring and fettling on a straight grinder», MOD);
ИСО 603-13:1999 «Абразивная продукция на связке. Размеры. Часть 13. Круги для снятия заусенцев и зачистки на торцовых шлифовальных машинах» (ISO 603-13:1999 «Bonded abrasive products - Dimensions - Part 13: Grinding wheels for deburring and fettling on a vertical grinder», MOD);
ИСО 603-14:1999 «Абразивная продукция на связке. Размеры. Часть 14. Круги для снятия заусенцев и зачистки на угловых шлифовальных машинах» (ISO 603-14:1999 «Bonded abrasive products - Dimensions - Part 14: Grinding wheels for deburring/snagging on an angle grinder», MOD);
ИСО 15635:2001 «Несвязанные абразивы. Круги лепестковые» (ISO 15635:2001 «Coated abrasives - Flap discs», MOD);
ИСО 13942:2000 «Абразивная продукция на связке. Предельные отклонения размеров и допуски биений» (ISO 13942:2000 «Bonded abrasive products - Limit deviations and run-out tolerances», MOD).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р 53410-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
КРУГИ ЗАЧИСТНЫЕ ДЛЯ РУЧНЫХ ШЛИФОВАЛЬНЫХ МАШИН Технические условия Grinding wheels for portable grinders. Specifications |
Дата введения - 2011 - 01 - 01
1 Область применения
Настоящий стандарт распространяется на зачистные круги на бакелитовой связке с упрочняющими элементами (BF) или без упрочняющих элементов (В), а также на зачистные лепестковые торцовые круги для прямых, угловых и торцовых ручных шлифовальных машин.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52381-2005 (ИСО 8486-1:1996, ИСО 6344-2:1998, ИСО 9138:1993, ИСО 9284:1992) Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения и методы измерения твердости
ГОСТ Р 52588-2006 (ЕН 12413:1999, ЕН 13743:2001) Инструмент абразивный. Требования безопасности»
ГОСТ Р 52710-2007 Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн
ГОСТ Р 52781-2007 (ИСО 525:1999, ИСО 603-1:1999 - ИСО 603-6:1999, ИСО 13942:2000) Круги шлифовальные и заточные. Технические условия
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3060-86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 13344-79 Шкурка шлифовальная тканевая водостойкая. Технические условия
ГОСТ 27181-86 Шкурка шлифовальная для обработки труднообрабатываемых материалов. Технические условия
ГОСТ 27595-88 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и размеры
3.1 Круги следует изготовлять следующих типов:
I - прямого профиля;
5 - с выточкой;
6 - чашечные цилиндрические;
II -чашечные конические;
27 - с утопленным центром;
28 - с утопленным центром тарельчатые;
29 - лепестковые торцовые;
35 - торцовые прямого профиля;
36 - прямого профиля с запрессованными крепежными элементами.
3.2 Размеры кругов должны соответствовать указанным на рисунках 1-11 и в таблицах 1-11.
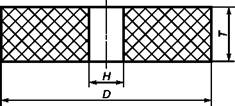
Рисунок 1 - Круги типа 1
Таблица 1
В миллиметрах
|
Т |
Н + |
|
|
32 |
10 |
8 |
|
40 |
10; 25 |
10; 13 |
|
50 |
10; 13; 20 |
10 |
|
63 |
10; 13; 16; 20; 50 |
10; 20 |
|
80 |
10; 20; 25; 32 |
13; 20 |
|
100 |
6; 8; 10; 16; 20; 25; 32; 40 |
16; 20 |
|
125 |
16; 20; 22,23; 32 |
|
|
150 |
||
|
180 |
20; 22,23; 32 |
|
|
200 |
16; 25; 32 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||
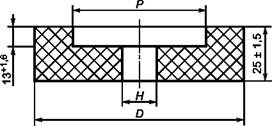
Рисунок 2 - Круги типа 5
Таблица 2
В миллиметрах
|
D |
Н + |
Р |
|
40 |
13 |
20 |
|
63 |
13 |
32 |
|
100 |
20 |
50 |
|
125 |
20; 22,23; 32 |
63 |
|
150 |
80 |
|
|
200 |
22,23; 32 |
110 |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||
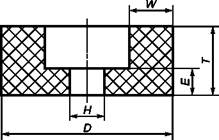
Рисунок 3 - Круги типа 6
Таблица 3
В миллиметрах
|
D |
Т |
Н |
W |
Е |
|
80 |
40 |
22,23 |
7,5 |
8 |
|
100 |
50 |
20; 22,23 |
20 |
16; 20 |
|
125 |
50; 63 |
20; 22,23; 32 |
12,5; 25; 32 |
73; 16; 20 |
|
150 |
50 |
20; 32 |
40 |
16 |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||
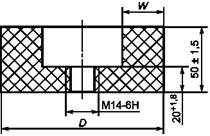
Рисунок 4 - Круги типа 6
Таблица 4
В миллиметрах
|
D |
W |
|
100 |
20 |
|
125 |
25 |
|
150 |
40 |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|
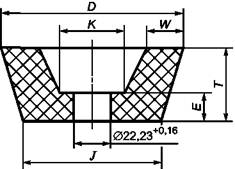
Рисунок 5 - Круги типа 11
Таблица 5
В миллиметрах
|
D |
Т |
J |
К |
W |
Е |
|
80 |
32 |
57 |
46 |
7,5 |
10 |
|
100 |
50 |
76 |
50 |
20 |
19 |
|
110 |
55 |
55 |
58 |
||
|
125 |
45; 50 |
94 |
70 |
12,5; 18,5; 25 |
|
|
150 |
50 |
120 |
96 |
30 |
|
|
180 |
63 |
140 |
120 |
41 |
20 |
|
80 |
22 |
||||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||
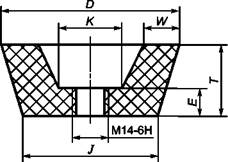
Рисунок 6 - Круги типа 11
Таблица 6
В миллиметрах
|
D |
Т |
J
|
К |
W |
Е |
|
100 |
50 |
76 |
50 |
20 |
20 |
|
125 |
50 |
94 |
70 |
25 |
|
|
150 |
50 |
120 |
96 |
30 |
|
|
180 |
63 |
140 |
120 |
40 |
|
|
80 |
120 |
100 |
41 |
25 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||
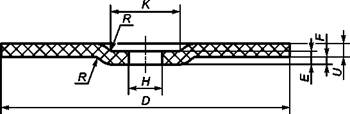
Рисунок 7 - Круги типа 27
Таблица 7
В миллиметрах
|
D |
U = E |
Н |
К |
F |
Rmax |
|
80 |
4; 6 |
10 |
23 |
4 |
6 |
|
100 |
16 |
35,5 |
4 |
||
|
115 |
22,23 |
45 |
4,6 |
8; 10 |
|
|
125 |
|||||
|
150 |
|||||
|
180 |
6; 8; 10 |
||||
|
230 |
|||||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||
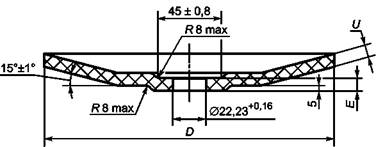
Рисунок 8 - Круги типа 28
Таблица 8
В миллиметрах
|
D |
U = E |
|
180; 230 |
6; 8 |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|
|
|
|
|
Исполнение 1 |
Исполнение 2 |
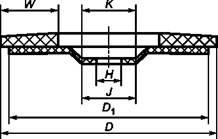

Рисунок не определяет конструкцию круга
Рисунок 9 - Круги типа 29
Таблица 9
В миллиметрах
|
D ± 3 |
Н |
D1 |
W |
K = J, |
|
100 |
16,00 |
94 |
25 |
35,5 |
|
115 |
22,23 |
105 |
45,0 |
|
|
125 |
115 |
30 |
||
|
150 |
140 |
|||
|
180 |
170 |
35 |
||
|
200 |
190 |
|||
|
230 |
220 |
40 |
||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||
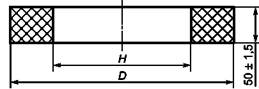
Рисунок 10 - Круги типа 35
Таблица 10
В миллиметрах
|
D |
Н |
|
200 |
127,0 |
|
250 |
152,4 |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|
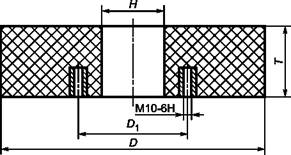
Рисунок 11 - Круги типа 36
Таблица 11
В миллиметрах
|
Т |
Н |
Крепежные элементы |
|
|
D1/Количество |
|||
|
125 |
63 |
25 |
75/4 при 90° |
|
150 |
50 |
100/4 при 90° |
|
|
200 |
63; 80 |
100 |
150/6 при 60° |
|
250 |
150 |
200/6 при 60° |
|
|
Примечание - По заказу потребителя допускается изготовлять круги отличными от указанных в таблице. |
|||
Пример условного обозначения зачистного круга типа 27 наружным диаметром D = 230 мм, высотой U = 6 мм, диаметром посадочного отверстия Н = 22,23 мм из нормального электрокорунда марки 14А, зернистостью F30, твердостью R, на бакелитовой связке с упрочняющими элементами BF, с предельной рабочей скоростью 80 м/с, для ручных шлифовальных машин Рg:
Круг зачистной 27 230 ´ 6 ´ 22,23 14А F30 R BF 80 м/с Рg ГОСТ Р 53410-2009
То же, зачистного круга типа 36 наружным диаметром D = 200 мм, высотой Т = 63 мм, с резьбой крепежных элементов М10, из белого электрокорунда марки 25А, зернистостью F24, твердостью Р, на бакелитовой связке В, с предельной рабочей скоростью 50 м/с, для ручных шлифовальных машин Рg:
Круг зачистной 36 200 ´ 63 ´ М10 25А F24 Р В 50 м/с Рg ГОСТ Р 53410-2009
То же, зачистного круга типа 29 исполнения 1 наружным диаметром D = 125 мм, диаметром посадочного отверстия Н = 22,23 мм, из белого электрокорунда марки 25А, зернистостью Р60 из шлифовальной шкурки по ГОСТ 5009 с предельной рабочей скоростью 80 м/с, для ручных шлифовальных машин Рg:
Круг зачистной 29-1 125 ´ 22,23 25А Р60 2 80 м/с Рg ГОСТ Р 53410-2009
Примечание - В условном обозначении кругов типа 29 межгосударственные стандарты на шлифовальную шкурку должны обозначаться цифрами: 2 - по ГОСТ 5009, 4 - по ГОСТ 13344, 5 - по ГОСТ 27181.
Шлифовальная шкурка по другой технической документации должна обозначаться в соответствии с требованиями изготовителя.
4 Технические требования
4.1 Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Круги могут быть изготовлены из электрокорундовых (А), в том числе из циркониевого электрокорунда (Z), а также карбидкремниевых (С) абразивных материалов.
4.3 Круги следует изготовлять зернистостями F12-F36 и Р24-Р80 по ГОСТ Р 52381.
4.4 Лепестковые торцовые круги изготовляют из тканевой шлифовальной шкурки по ГОСТ 5009, ГОСТ 13344, ГОСТ 27181 и другой технической документации.
4.5 Точность изготовления кругов (кроме типа 29) должна соответствовать нормам, указанным в таблице 12.
Таблица 12
В миллиметрах
|
Пред. откл. |
||
|
для F36 и мельче |
Для F30 и крупнее |
|
|
Наружный диаметр D: |
||
|
до 50 включ. |
± 1,2 |
± 2,0 |
|
Св. 50 » 125 » |
± 2,0 |
± 2,5 |
|
» 125 |
± 3,2 |
± 3,6 |
|
Высота Т; U: |
||
|
до 6 включ. |
0,4 |
± 0,8 |
|
Св. 6 » 16 » |
0,8 |
± 1,2 |
|
»16 » 50 » |
1,5 |
± 1,8 |
|
»50 |
2,0 |
± 2,5 |
|
Диаметр выточки Р: |
||
|
до 20 включ. |
+ 1,2 |
+ 1,8 |
|
Св. 20 » 50 » |
+ 2,0 |
+ 2,5 |
|
» 50 |
+ 3,2 |
+ 4,0 |
|
Ширина W: |
||
|
до 20 включ. |
± 0,8 |
± 1,0 |
|
Св. 20 » 32 » |
± 1,2 |
± 1,5 |
|
»32 |
± 1,6 |
± 2,0 |
|
Толщина Е: |
||
|
до 16 включ. |
+ 1,2 |
+ 1,5 |
|
Св. 16 |
+ 1,8 |
+ 2,0 |
4.6 Допуск радиального и торцового биений кругов (кроме типа 29) не должен превышать значений, указанных в таблице 13.
Таблица 13
В миллиметрах
|
D |
Допуск |
||||
|
радиального биения |
торцового биения |
||||
|
для F36 и мельче |
для F30 и крупнее |
для F36 и мельче |
для F30 и крупнее |
||
|
1,5 |
До 125 включ. |
0,3 |
0,5 |
0,2 |
0,4 |
|
Св. 125 |
0,4 |
0,8 |
0,3 |
0,5 |
|
|
6, 11 |
До 125 включ. |
0,2 |
0,4 |
||
|
Св. 125 |
0,5 |
0,8 |
0,3 |
0,6 |
|
|
27, 28, 35, 36 |
До 125 включ. |
0,6 |
0,4 |
0,6 |
|
|
Св. 125 |
0,8 |
1,0 |
0,6 |
0,8 |
|
4.7 Допуск параллельности и перпендикулярности торцов кругов (кроме типов 28, 29) не должен превышать 0,2 мм - для F36 и мельче; 0,3 мм - для F30 и крупнее.
4.8 Классы неуравновешенности кругов по ГОСТ 3060, не более:
1 - для кругов с предельной рабочей скоростью свыше 63 м/с;
2 - для кругов с предельной рабочей скоростью до 63 м/с.
4.9 Круги (кроме типа 29) изготовляют твердостями от М doZno ГОСТ Р 52587 и звуковыми индексами от 31 до 41 по ГОСТ Р 52710.
4.10 Внешний вид кругов (кроме типа 29) - по ГОСТ Р 52781.
4.11 Допускается изготовлять круги типа 5 с максимальным радиусом закругления внутренних торцовой и боковой поверхностей выточки, равным 3,2 мм; типов 6, 11 с максимальным радиусом закругления внутренних торцовой и боковой поверхностей, равным 5 мм; максимальной фаской на наружной боковой поверхности кругов типа 11, равной 2 мм.
4.12 Требования надежности
Надежность кругов (кроме типа 29) определена коэффициентом шлифования (отношение объема снятого металла к объему изношенной части круга); кругов типа 29 - режущей способностью (отношение объема снятого материала к времени обработки).
4.13 Маркировка
4.13.1 Маркировка кругов - в соответствии с требованиями ГОСТ Р 52588.
Примечания
1 Не маркируют тип круга, буквы F, Р в обозначении зернистости.
2 Допускается вместо марки абразивного материала маркировать вид абразивного материала для кругов типа 29.
4.13.2 Место нанесения маркировки
Маркировку наносят:
- на этикетку круга диаметром от 50 мм в соответствии с перечислениями а, b, с, е, f, g, h, k, l по ГОСТ P 52588;
- на групповую потребительскую тару с кругами диаметрами не более 50 мм в соответствии с перечислениями а - т по ГОСТ Р 52588.
4.13.3 Остальные требования к маркировке - по ГОСТ Р 52781.
4.14 Упаковка
4.14.1 В качестве групповой потребительской тары используют коробки, пакеты или другие виды тары, предохраняющие круги от повреждений.
В групповую потребительскую тару упаковывают круги одного размера, одной характеристики и одной партии.
4.14.2 На групповую потребительскую тару наклеивают этикетку со сведениями по ГОСТ Р 52588. На этикетке групповой потребительской тары дополнительно указывают количество упакованных кругов.
4.14.3 Круги в групповой потребительской таре плотно укладывают в транспортную тару. При укладке в транспортную тару должны быть приняты меры, предохраняющие круги от атмосферных осадков, а также исключающие их перемещение и повреждение.
В качестве транспортной тары используют деревянные ящики, поддоны или специальные поддоны. В качестве транспортной тары для кругов типа 29 используют деревянные ящики или картонные короба.
4.14.4 Масса брутто транспортной тары с кругами не должна превышать 60 кг.
Примечание - Масса брутто транспортной тары, поддона с кругами при загрузке и выгрузке электропогрузчиком (транспортной тележкой-подъемником) не должна превышать 1 т.
5 Требования безопасности
5.1 Механическая прочность круга должна обеспечивать его работу с предельными рабочими скоростями vs, указанными в таблице 14.
Таблица 14
|
Связка |
Предельная рабочая скорость vs, м/с |
|
|
1,5 |
В |
32, 35, 40 |
|
6, 11, 35, 36 |
32, 40, 50 |
|
|
1 |
BF |
50, 63, 80 |
|
5 |
50,63 |
|
|
27, 28, 29 |
63,80 |
5.2 Остальные требования безопасности - по ГОСТ Р 52588, ГОСТ 30513.
6 Правила приемки
6.1 Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль по ГОСТ 15.309.
6.2 Объем выборки должен составлять:
100 % - по 4.10, 4.13.2; 10 % от партии, но не менее 5 шт., - по 3.2, 4.5-4.7, 4.9; 5% от партии, но не менее 5 шт., - по 4.8; по 5.1 - в соответствии с ГОСТ Р 52588.
7 Методы контроля
7.1 Контроль размеров кругов проводят с применением универсальных или специальных мер и средств измерений.
7.2 Радиус закругления поверхностей кругов типов 5, 6 и 11 и фаска на наружной боковой поверхности круга типа 11 определены оснасткой и не контролируют.
7.3 Контроль по 4.10, 4.13.2 проводят визуально.
7.4 Контроль твердости - по ГОСТ Р 52587, ГОСТ Р 52710.
7.5 Контроль неуравновешенности - по ГОСТ 3060.
Примечание - Контроль неуравновешенности кругов типов 6, 11, 29, 35, 36 допускается не проводить.
7.6 Контроль радиального и торцового биений проводят по техническому документу, утвержденному в установленном порядке.
7.7 Испытания на механическую прочность - по ГОСТ Р 52588, ГОСТ 30513.
8 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 27595.
9 Гарантии изготовителя
Изготовитель должен гарантировать соответствие кругов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
Ключевые слова: зачистные круги, ручные шлифовальные машины, бакелитовая связка, зернистость, твердость, класс неуравновешенности, механическая прочность