ОТРАСЛЕВОЙ СТАНДАРТ
|
АВТОМАТИЗИРОВАННАЯ СИСТЕМА Документация контроля весовых
|
ОСТ 1 00273-78 На 71 странице Введен впервые |
Распоряжением Министерства от 28 июня 1978 г. № 087-16 срок введения установлен с 1 июля 1979 г.
Настоящий стандарт устанавливает основные положения; взаимосвязанные правила по составлению, получению и циркуляции документации, необходимой для автоматизированного контроля массы, массово-инерционных и центровочных характеристик изделий (без расходуемых масс), разрабатываемых в отрасли; формы, размеры и содержание документов с информацией, предназначенной для ввода в ЭВМ при определении массы, массово-инерционных и центровочных характеристик изделий; формы и содержание документов с итоговыми результатами расчета, выводимых с любой заданной периодичностью для печати на алфавитно-цифровое печатающее устройство (АЦПУ); правила записи информации в формы документов автоматизированного контроля; структуру функционирования контроля массы и массово-инерционных характеристик на предприятии.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Основное назначение автоматизированной системы весового контроля (АСВК) - обеспечить высокий уровень весового совершенства разрабатываемых изделий.
1.2. Основной задачей стандартизации документов АСВК является установление в организациях и на предприятиях единых правил контроля массы и массово-инерционных характеристик изделий, обеспечивающих:
а) охват 100 % массы деталей изделия;
б) определение центровочных и массово-инерционных характеристик изделий с точностью:
- положение центра тяжести 1 - 3 % диапазона допустимых центровок;
- моментов инерции 3 - 5 %;
в) проведение контроля массы и массово-инерционных и центровочных характеристик на всех стадиях проектирования и изготовления изделия;
г) контроль и максимальную помехоустойчивость на всех этапах прохождения документации от исполнителя до памяти ЭВМ;
д) прямую преемственность с существующей системой формирования и прохождения конструкторской и производственной информации в опытном конструкторском бюро и на производстве.
1.3. АСВК обязательна для всех головных ОКБ, разрабатывающих основные изделия (летательные аппараты и двигатели), и предприятий-смежников, указанных головными ОКБ в форме 1 ОСТ 1 00274-78 с информацией об установленных лимитных массах комплектующих изделий.
2. ДОКУМЕНТЫ С ИНФОРМАЦИЕЙ, ВВОДИМОЙ В ЭВМ
2.1. Заглавный лист (ЗЛ) документа на сборочную единицу составляют по форме 1. Основные надписи и дополнительные графы выполняются в соответствии с требованиями ГОСТ 2.104-68.
2.1.1. ЗЛ содержит:
- наименование системы (поле 1);
- обозначение документа и наименование сборочной единицы;
- общее количество листов документа, выпущенных на данную сборочную единицу вновь и по извещениям об изменениях;
- отметки о проверке правильности ввода информации;
- систему координат, принятую для данной сборочной единицы, и параметры ее положения относительно базовых плоскостей или осей этой сборочной единицы (поле 2);
- таблицу изменений (поле 3).
2.1.2. В графах ЗЛ указывают:
- в графе 41 - фамилию лица, осуществившего ввод в ЭВМ информацию на данную сборочную единицу;
- в графе 42 - подпись лица, фамилия которого указана в графе 41;
- в графе 43 - дату подписи документа.
Графы 1, 2, 4, 7, 8 - 23 заполняют согласно требованиям ГОСТ 2.104-68.
2.2. Таблицу с информацией об основном изделии и его сборочных единицах составляют по форме 2.
2.2.1. Таблица содержит:
- параметры положения систем координат сборочных единиц уровня 1 в системе координат основного изделия (понятие уровней указано в обязательном приложении 1);
- значения лимитных масс основного изделия и сборочных единиц уровня 1.
2.2.2. В графах указывают:
- в графах 44, 48 - обозначение изделия;
- в графе 45 - наименование или шифр основного изделия;
- в графе 46 -лимитную массу основного изделия;
- в графе 47 - признак стирания «С» для изделий, изменяемых или изымаемых по извещению об изменении;
- в графе 49 - признак симметричности установки сборочных единиц: «правая» - (1), «левая» - (2), «правая - левая» - (3) (симметрично);
- в графе 50 - лимитную массу изделия;
- в графах 51 - 53 - координаты начала системы координат сборочной единицы в системе координат основного изделия;
- в графах 54 - 59 - значения плоскостных углов поворота системы координат данной сборочной единицы относительно системы координат основного изделия (правила записи углов поворота приведены в п. 4.3);
- в графе 61 - номер формы и, в случае необходимости, признак стирания «С».
Графа 60 необходима для продолжения таблицы с изменениями.
Графы 62 и 63 необходимо резервировать из-за специфики перфорирования.
Графы 2, 7, 14 - 23 заполняют согласно требованиям ГОСТ 2.104-68.
2.3. Таблицу с информацией о сборочной единице любого уровня составляют по форме 3.
2.3.1. Таблица содержит:
- параметры положений системы координат сборочной единицы любого уровня в системе координат ближайшей сборочной единицы вышестоящего уровня;
- значения лимитной и чертежной массы сборочной единицы.
2.3.2. В графах указывают:
- в графах 44, 48 - обозначение сборочной единицы;
- в графе 45 - наименование или шифр сборочной единицы;
- в графе 47 - признак стирания «С»;
- в графе 49 - признак симметричности установки сборочных единиц: «правая» - (1), «левая» - (2), «правая - левая» - (3) (симметрично);
- в графе 50 - лимитную массу сборочной единицы (если на сборочную единицу не была выдана лимитная масса, то эта графа не заполняется; прочерк не допускается);
- в графах 51 - 53 - координаты начала системы координат данной сборочной единицы в системе координат ближайшей вышестоящей сборочной единицы;
- в графах 54 - 59 значения плоскостных углов поворота системы координат сборочной единицы относительно системы координат вышестоящей сборочной единицы (правила записи углов поворота приведены в п. 4.3);
- в графе 60 - примечание (содержимое графы служит справочной информацией и в память ЭВМ не вводится);
- в графе 62 - номер формы и, в случае необходимости, признак стирания «С».
Графа 61 необходима для продолжения таблицы с изменениями.
Графы 63 и 64 необходимо резервировать из-за специфики перфорирования.
Графы 2, 7, 14 - 23 заполняют согласно требованиям ГОСТ 2.104-68.
2.4. Таблицу с информацией об изделиях (деталях, сборочных единицах, комплектующих изделиях) в случаях, когда они рассматриваются как сосредоточенные массы составляют по форме 4.
2.4.1. Таблица содержит:
- чертежную массу и положение центров тяжести изделий (включая комплектующие изделия) в системе координат данной сборочной единицы;
- перечень сборочных единиц, входящих в данную сборочную единицу, на которые отдельно заполнялась документация.
2.4.2. В графах указывают;
- в графах 44, 48 - обозначение, изделия;
- в графе 45 - наименование или шифр изделия;
- в графе 47 - признак стирания «С» для изделий, изменяемых или изымаемых по извещению об изменении;
- в графе 49 - признак симметричности установки изделия: «правая» - (1), «левая» - (2), «правая - левая» - (3) (симметрично);
- в графе 60 - примечание (содержание графы служит справочной информацией и в память ЭВМ не вводится);
- в графе 61 - чертежную массу изделий (деталей или частей детали, в случае, когда она условно делится на части);
- в графах 62 - 64 - координаты центра тяжести изделия (детали, части детали), группы крепежа в системе координат сборочной единицы;
- в графе 65 - порядковый номер части, в случае условного деления изделия (детали) на части;
- в графе 67 - номер формы и, в случае необходимости, признак стирания «С».
Графа 66 необходима для продолжения таблицы с изменениями.
Графу 68 необходимо резервировать из-за специфики перфорирования.
Графы 2, 7, 14 - 23 заполняются согласно требованиям ГОСТ 2.104-68.
2.5. Форма 3-4 объединяет в себе две формы (3 и 4) для уменьшения количества документации вводимой информации.
2.6. Таблицу с информацией о комплектующих изделиях, сборочных единицах и деталях, входящих в данную сборочную единицу, в случае, когда учитываются собственные моменты инерции, составляют по форме 5.
2.6.1. Таблица содержит:
- массовые и инерционные характеристики комплектующих изделий, сборочных единиц и крупногабаритных деталей, входящих в данную сборочную единицу, и параметры положения их систем координат в системе координат данной сборочной единицы. Начало систем координат указанных изделий обязательно должны помещаться в их центрах тяжести, а направления осей - совмещаться с осями, принятыми при определении собственных моментов инерции.
Данные для крупногабаритных деталей записываются в том случае, если не требуется определение распределенных массовых и массово-инерционных характеристик.
2.6.2. В графах указывают:
- в графах 44, 48 - обозначение изделия;
- в графе 45 - наименование или шифр изделии;
- в графе 47 - признак стирания «С» для изделий, изменяемых или изымаемых по извещению об изменении;
- в графе 49 - признак симметричности установки изделий: «правая» - (1), «левая» - (2), «правая - левая» - (3) (симметрично);
- в графе 50 - массу изделия;
- в графах 51 - 53 - координаты начала системы координат изделия в системе координат данной сборочной единицы;
- в графах 54 - 59 - значения плоскостных углов поворота собственной системы координат относительно системы координат данной сборочной единицы;
- в графах 65 - 70 - значения собственных моментов инерции изделия;
- в графе 72 - номер формы и, в случае необходимости, признак стирания «С».
Графа 71 необходима для продолжения таблицы с изменениями.
Графу 73 необходимо резервировать из-за специфики перфорирования.
Графы 2, 7, 14 - 23 заполняются согласно требованиям ГОСТ 2.104-68.
2.7. Документация по формам 1 - 5 составляется на каждую установленную для заполнения сборочную единицу независимо от того выпущен на нее индивидуальный чертеж или групповой (табличный). Исключения составляют сборочные единицы «отраженного вида», устанавливаемые симметрично (понятие симметрии указано в п. 4.2). В этом случае документы составляются только на одну из двух симметрично расположенных единиц (желательно правую). Остальные сборочные единицы учитываются как сосредоточенные массы (определяются весовым подразделением).
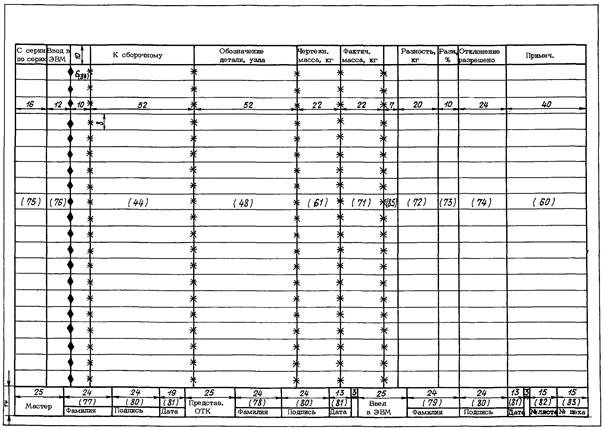
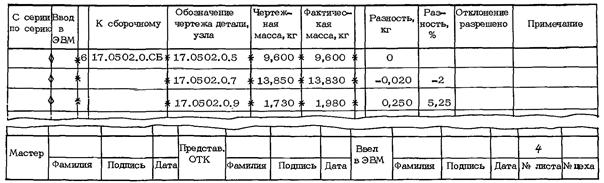
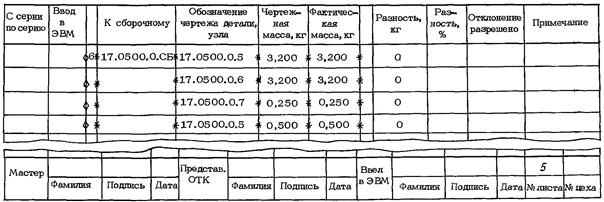
2.8. Таблицу с информацией о фактической массе изделий составляют по форме 6.
2.8.1. Таблица содержит:
- фактическую массу деталей, сборочных единиц и комплектующих изделий.
2.8.2. В графах указывают:
- в графах 44, 48 - обозначение изделия;
- в графе 60 - примечание;
- в графе 61 - чертежную массу изделия (одной единицы), указанного в графе 48;
- в графе 71 - фактическую массу этого же изделия;
- в графах 72, 73 - разность между фактической и чертежной массой;
- в графе 74 - подпись лица, разрешившего указанное весовое отклонение (в случае превышения допуска на отклонение массы);
- в графе 75 - номер серии, на которую идет изделие, указанное в графе 44;
- в графе 76 - признак того, что данная строка не перфорируется. Таким признаком может служить символ «H» (не вводить);
- в графе 77 - фамилию мастера цеха-изготовителя;
- в графе 78 - фамилию представителя ОТК (БЦК);
- в графе 79 - фамилию лица, осуществившего ввод информации в ЭВМ;
- в графе 80 - подписи лиц, фамилии которых указаны в графах 77 - 79 соответственно;
- в графе 81 - дату подписания;
- в графе 82 - порядковый номер листа по данному цеху;
- в графе 83 - номер цеха-изготовителя (сборочного цеха);
- в графе 84 - номер формы.
Графу 85 необходимо резервировать из-за специфики перфорирования.
В ЭВМ вводится только содержимое граф 44, 48, 61, 71.
2.9. Строки форм 2 - 6 содержат символы ♦ и *, необходимые при перфорировании числового материала.
2.10. В конструкторских подразделениях составляется документация по формам 1 - 5 на все выпущенные вновь сборочные единицы и все последующие их уточнения в производстве - по форме 6 на детали и сборочные единицы, подлежащие взвешиванию, - по мере изготовления их в производстве.
2.11. Информация форм 2 - 6 вводится в ЭВМ.
Форма заглавного листа
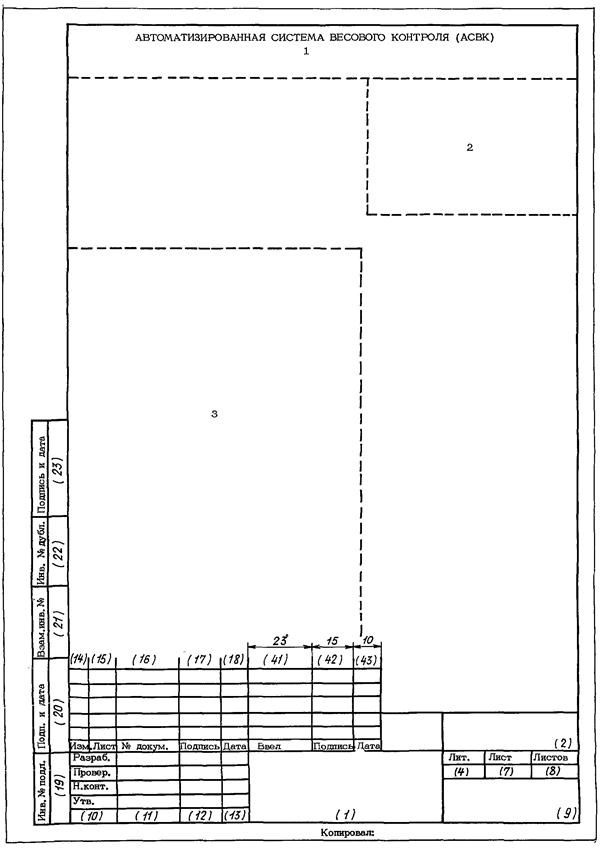
Таблица с информацией об основном изделии
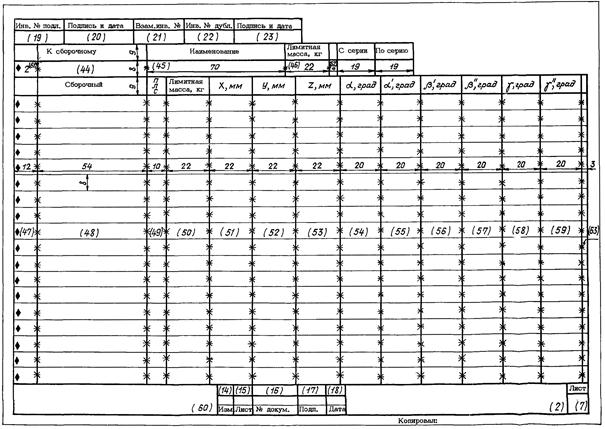
Таблица с информацией о сборочной единице
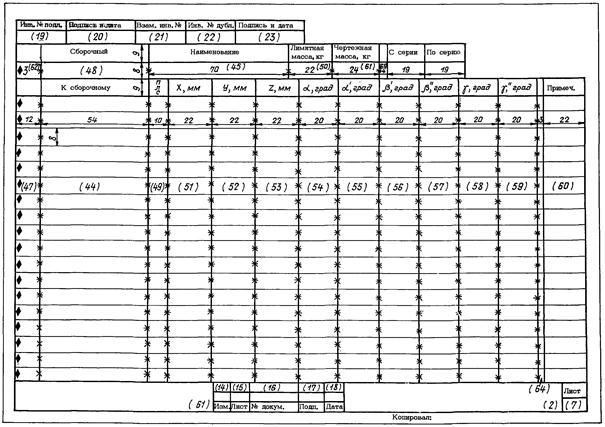
Таблица с информацией о деталях сборочной единицы
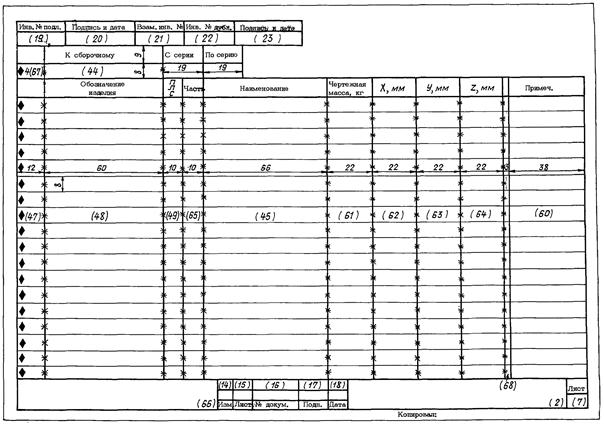
Таблица с информацией о сборочной единице и входящих в нее деталях
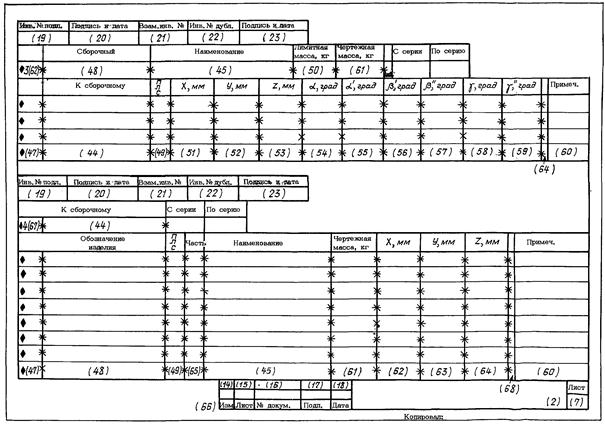
Таблица с информацией о комплектующих изделиях
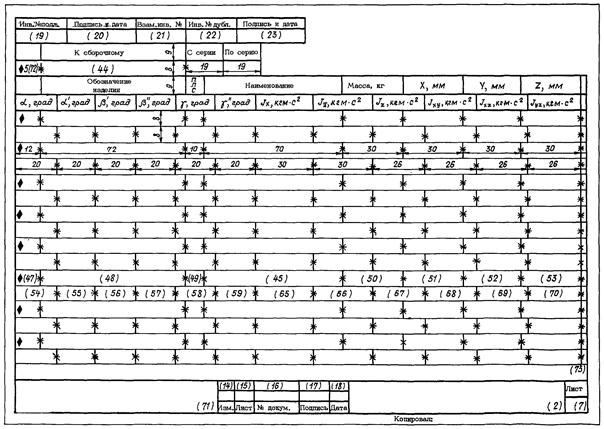
Таблица с информацией о фактической массе изделий
3. ИТОГОВАЯ ДОКУМЕНТАЦИЯ
3.1. Итоговый документ массовых характеристик сборочных единиц
3.1.1. Итоговый документ контроля массовых характеристик содержит информацию о результатах расчета массы сборочных единиц любого уровня и печатается на АЦПУ в виде таблицы (пример печати таблицы приведен в обязательном приложении 2 табл. 1).
3.1.2. Графы таблицы содержат:
- графа 1 - признак симметричности установки сборочной единицы (символ «П» - правая; символ Л - левая);
- графа 2 - символ, указывающий порядок сборочной единицы. Порядок отмечается количеством символов (звездочек); сборочные единицы, обозначенные большим количеством символов, входят в сборочные единицы, обозначенные меньшим количеством символов (количество символов не определяет номер уровня 1, 2 и т.д.);
- графа 3 - обозначение документа;
- графа 4 - наименование сборочной единицы;
- графы 5 - 11 - значение массы, кг:
графа 5 - лимитной Gлим;
графа 6 - чертежной Gчерт;
графа 7 - чертежно-контрольной Gч.контр;
графа 8 - текущей Gтек;
графа 9 - текущей фактической Gф.тек;
графа 10 - фактической Gфакт;
графа 11 - значение разности масс между текущей фактической и текущей чертежной Gф.-ч.
Термины и определения масс приведены в справочном приложении 3.
3.2. Итоговый документ центровочных и массово-инерционных характеристик сборочных единиц
3.2.1. Итоговый документ центровочных и массово-инерционных характеристик содержит результаты расчета массы, местоположения центра тяжести и моментов инерции сборочных единиц и печатается на АЦПУ в виде таблицы с двухстрочечной записью (пример печати таблицы приведен в обязательном приложении 2 табл. 2).
3.2.2. Графы таблицы содержат:
а) строка первая:
- графа 1 - признак симметричности установки сборочной единицы;
- графа 2 - символ, указывающий порядок сборочной единицы;
- графа 3 - обозначение сборочной единицы;
- графа 4 - наименование сборочной единицы;
- графа 9 - значение текущей массы сборочной единицы Gтек (кг);
- графы 11, 13, 14 - координаты XYZ (мм) (соответственно) центра тяжести сборочной единицы относительно осей координат сборочной единицы, обозначенной одной звездочкой «*»;
б) строка вторая:
- графы 5 - 8, 10, 12 - значения осевых (IХХ, IYY, IZZ) и центробежных (IХY, IXZ, IYZ) моментов инерции сборочной единицы относительно осей координат сборочной единицы, обозначенной одной звездочкой «*» кг ∙ м ∙ с2).
3.2.3. Результаты расчета только текущей массы (Gтек) и местоположения центра тяжести сборочных единиц могут печататься в виде таблицы, являющейся модификацией таблицы, описанной в пп. 3.2.1 и 3.2.2 (пример печати таблицы приведен в справочном приложении 2 табл. 3).
3.3. Итоговый документ распределения массово-инерционных характеристик по отсекам сборочных единиц
3.3.1. Итоговый документ распределения массы и массово-инерционных характеристик содержит результаты расчета массы, местоположения центра тяжести, моментов инерции произвольно назначенных отсеков сборочных единиц и печатается на АЦПУ в виде таблицы с двухстрочечной записью (пример печати таблицы приведен в обязательном приложении 2 табл. 4).
Дополнительно на поле листа в начале таблицы печатается наименование документа и координатная сетка сечений сборочной единицы на отсеки.
3.3.2. Графы таблицы содержат:
а) строка первая:
- графа 1 - признак симметричности установки сборочной единицы;
- графа 2 - символ, указывающий порядок сборочной единицы;
- графа 3 - обозначение сборочной единицы;
- графа 4 - наименование сборочной единицы;
б) строка вторая:
- графа 5 - порядковый номер отсека;
- графа 6 - значение массы отсека;
- графа 7 - значение распределенной массы отсека (кг/м);
- графы 8 - 13 - моменты инерции (кг ∙ м ∙ с2), отсека данной сборочной единицы относительно осей выбранной системы координат;
- графы 14, 15, 16 - координаты XYZ (мм) центра тяжести отсека сборочной единицы относительно осей выбранной системы координат.
3.4. Итоговый документ массовых характеристик основного изделия в целом
3.4.1. Итоговый документ массовых характеристик содержит результаты изменения массы основного изделия по времени проектирования (изготовления) и показывает соответствие фактической массы лимитной и печатается на АЦПУ в виде двух дискретных графиков и табличных данных к ним.
3.4.2. Первый дискретный график показывает изменение фактической Gфакт, чертежно-контрольной Gчерт и текущей Gтек массы основного изделия по времени (см. обязательное приложение 2 табл. 5).
3.4.2.1. Графы таблицы содержат:
- графа 1 - дату проведения подсчета массы;
- графа 2 - значение фактической массы Gфакт (символ ×);
- графа 3 - значение чертежно-контрольной массы Gчерт (символ *);
- графа 4 - значение текущей массы Gтек (символ +).
Значение лимитной массы Gлим (символ 0) печатается в верхней строке таблицы. Символы печатаются на поле графика.
3.4.3. Второй дискретный график показывает результаты сравнения значений чертежной и фактической массы с лимитной и фактической массы с чертежно-контрольной для основного изделия по времени (см. обязательное приложение 2 табл. 6).
3.4.3.1. Графы таблицы содержат:
- графа 1 - дату проведения подсчета;
- графа 2 - разность между чертежно-контрольной и лимитной массой - Δ черт-лим (символ ×);
- графа 3 - разность между фактической и чертежно-контрольной массой - Δ факт-черт (символ *);
- графа 4 - разность между фактической и лимитной массой - Δ факт-лим (символ +).
Символы печатаются на поле графика.
Масштаб по оси массы и положение оси времени приняты плавающими, т.е. зависят от максимальных отклонений массы за весь текущий период времени. Это значит, что при новой выдаче информации возможно изменение масштаба.
4. ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ НА ФОРМАХ
4.1. Запись информации об изделии
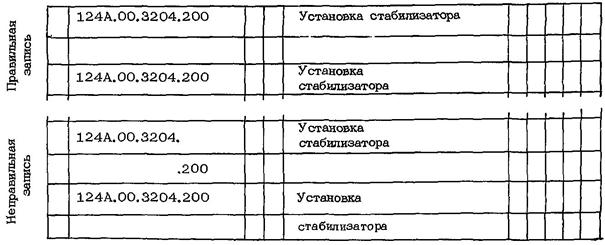
4.1.1. Для записи буквенно-цифрового материала применять только нижеперечисленные символы:
а, б, ..., я/А, Б, ..., Я/ - строчные (заглавные) буквы русского алфавита;
0, 1, ..., 9 - арабские цифры;
N - знак номера;
( ) - круглые скобки;
/ - наклонная черта;
- - тире, минус;
, - запятая;
. - точка.
Максимально допустимое число символов в наименовании (шифре) изделия, помещаемых в формах 1 - 6 (графа 45), должно быть не более 47. Для удобства чтения выходной информации желательно число символов в наименовании согласовать с числом символов в обозначении документа в соответствии с требованиями, изложенными в табл. 1. Максимально допустимое число символов в обозначении документа - не более 23.
Таблица 1
|
Количество символов в обозначении документа |
Максимальное количество символов в наименовании изделия |
|
До 11 вкл. |
29 |
|
12 - 17 |
23 |
|
18 - 23 |
17 |
Для выполнения этого условия необходимо применять сокращенные наименования.
4.1.2. В разных формах, несущих информацию об одном и том же изделии, обозначения документа должны строго совпадать с точностью до одного символа. Например:
Форма 2 графа 45 - 124А.0510.00.СБ
Форма 3 графа 45 - 124А.1510.00 СБ
В форме 3 пропущен перед «СБ» символ ∙ (точка).
4.1.3. Обозначения сборочных единиц и всех деталей (чертежных и бесчертежных) записывают полностью.
4.1.4. При заполнении строки формы все графы в ней должны быть заполнены. Исключения могут составлять:
форма 2 - графы 47, 49;
-"- 3 - -"- 47, 49, 50 и графу 61 на стадии эскизного проектирования;
-"- 4 - -"- 45, 47, 48, 49, 65;
-"- 5 - -"- 47, 49;
-"- 6 - графа 44.
Для всех форм заполнение граф (кроме графы 60 «Примечание») выполнять в одной строке (черт. 1).
Черт. 1
4.1.5. Для определения распределенной нагрузки и уменьшения погрешности определения моментов инерции изделия крупногабаритные детали делят условно на части и рассматривают каждую часть, при записи ее данных в форму 4, как самостоятельную деталь (см. рекомендуемое приложение 4).
Части нумеруют по порядку арабскими цифрами.
Обозначение детали, наименование и признак симметрии записывают только для первой части. Если все части детали не уместились на данном листе, необходимо перенести оставшиеся на следующий лист, а обозначение детали, наименование и признак симметрии следует повторить в первой строке этого листа (черт. 2).
Черт. 2
4.1.7. Всем видам крепежа, бесчертежным деталям, материалам и деталям, не подлежащим взвешиванию, присваивают номер зоны (зон), в которой они расположены на главном виде чертежа.
4.1.8. Малогабаритные сборочные единицы и комплектующие изделия (определяет весовое подразделение) разрешается записывать в форму 4 как детали (сосредоточенные массы) вышестоящей сборочной единицы. В этом случае в графе «Примечание» соответствующих строк записать шифр «Сб» (сборочный). Малогабаритные сборочные единицы, если в них есть детали, подлежащие взвешиванию, записывать согласно правилам записи сборочных единиц.
Для деталей, не подлежащих взвешиванию, в графе «Примечание» необходимо указать их обозначение. Эти детали разрешается записывать по правилам, указанным в п. 4.1.6.
4.1.9. При заполнении формы 4 на сборочную единицу после записи всех входящих в нее деталей и крепежа делают пропуск в 2 - 3 строки, ставят знак «Z» и дают перечень чертежей на входящие в нее другие сборочные единицы, на которые формы должны быть заполнены отдельно. При этом графы 49, 61 - 65 не заполняются. Информация, записанная после знака «Z», в ЭВМ не вводится.
4.1.10. При заполнении формы 6 обозначение вышестоящей сборочной единицы записывают полностью только один раз в начальной строке графы 44 (черт. 3). Прочерки в графе не допускаются. При переносе информации на другой лист в первой строке таблицы обязательно повторить номер ближайшей вышестоящей сборочной единицы (черт. 4).
Примеры заполнения форм приведены в справочном приложении 5.
Черт. 3
Черт. 4
4.2. Запись признаков симметричности установки сборочных единиц и деталей
4.2.1. Понятие симметричности
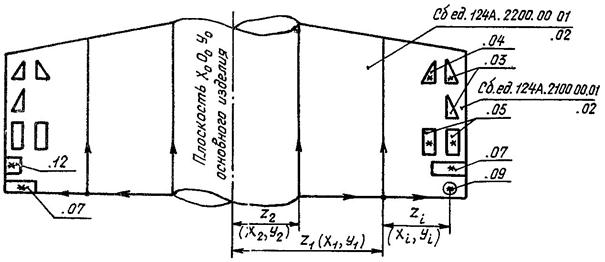
4.2.1.1. Симметричность установки сборочных единиц и деталей рассматривается только относительно плоскости симметрии Х0O0Y0 основного изделия по полету, независимо от того «правые-левые» (по чертежу) они или нет. В АСВК приняты следующие обозначения:
«правая» - сборочная единица или деталь, установленная справа от плоскости симметрии;
«левая» - сборочная единица или деталь, установленная слева от плоскости симметрии;
«правая - левая» (симметричная) - сборочная единица или деталь, имеющая на противоположной стороне от плоскости Х0O0Y0 симметрично расположенную сборочную единицу или деталь «отраженного вида».
4.2.1.2. Сборочным единицам и деталям в зависимости от их установки относительно плоскости симметрии Х0O0Y0 основного изделия в ряде случаев присваиваются признаки симметричности:
- признак «3» - «правая - левая»;
- признак «1» - «правая»;
- признак «2» - «левая».
4.2.2. Запись признаков симметричности установки сборочных единиц
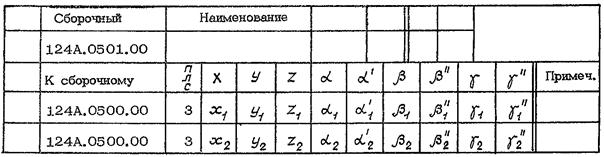
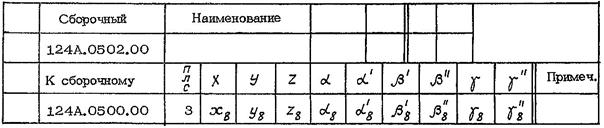
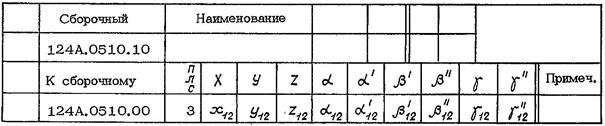
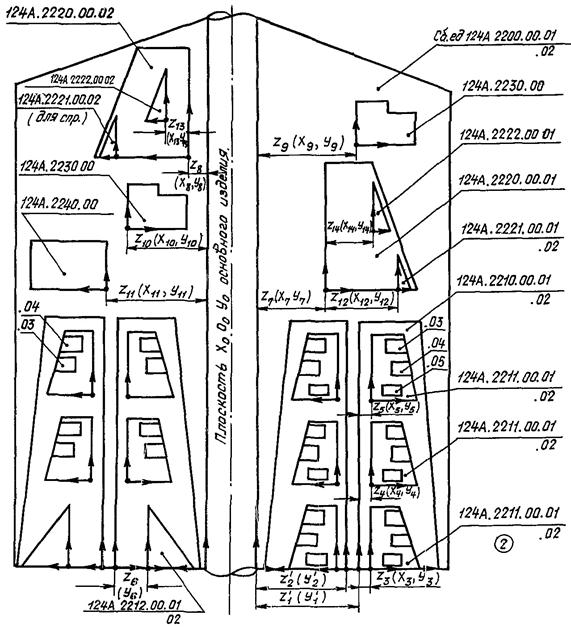
4.2.2.1. Признак симметричности «3» присваивается сборочным единицам, установленным симметрично относительно плоскости Х0O0Y0 основного изделия. В формы записывают информацию только об одной из двух симметрично установленных сборочных единиц.
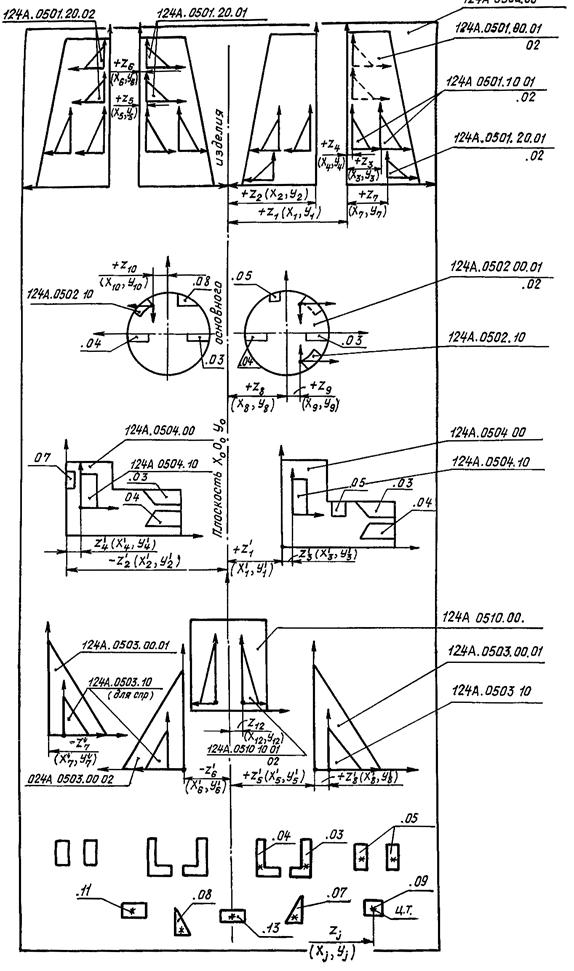
Эти сборочные единицы должны обязательно входить в вышестоящие сборочные единицы, у которых плоскость ХiOiYi системы координат лежит в плоскости симметрии Х0O0Y0 основного изделия (черт. 5, 6, 7, 8 сборочные единицы 124А.0501.00, 124А.0502.00, 124А.0510.10; черт. 9, 10, 11, 12 сборочные единицы 124А.2100.00, 124А.2200.00) или в вышестоящие симметричные сборочные единицы (черт. 13, 14, 15 сборочные единицы 124А.2210.00.01, 124А.2210.00.02, 124А.2211.00.01, 124А.2211.00.02)
Черт. 5
Черт. 6
Черт. 7
Черт. 8
Черт. 9
|
Наименование |
Лимитн. масса |
||||||||||
|
124A.0000.00 |
G0 |
||||||||||
|
Сборочный |
П Л С |
лимит. масса |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
|
124А.2100.00 |
3 |
G1 |
x1 |
y1 |
z1 |
α1 |
α'1 |
β'1 |
β"1 |
γ1 |
γ"1 |
|
124А.2200.00 |
3 |
G2 |
x2 |
y2 |
z2 |
α2 |
α'2 |
β'2 |
β"2 |
γ2 |
γ"2 |
Черт. 10
|
Наименование |
Лимитн. масса |
||||||||||
|
124A.2100.00 |
G1 |
||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0000.00 |
3 |
x1 |
y1 |
z1 |
α1 |
α'1 |
β'1 |
β"1 |
γ1 |
γ"1 |
|
Черт. 11
|
Наименование |
Лимитн. масса |
||||||||||
|
124A.2200.00 |
G2 |
||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0000.00 |
3 |
x2 |
y2 |
z2 |
α2 |
α'2 |
β'2 |
β"2 |
γ2 |
γ"2 |
|
Черт. 12
Черт. 13
|
Наименование |
||||||||||||
|
124A.2210.00 |
||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
a |
a' |
β' |
β" |
γ |
γ" |
Примеч. |
|
|
124А.2200.00 |
3 |
0 |
y'1 |
z'1 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
124А.2200.00 |
3 |
0 |
y'2 |
z'2 |
0 |
0 |
0 |
0 |
180 |
180 |
||
Черт. 14
|
Наименование |
||||||||||||
|
124A.2211.00 |
||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
|
124А.2210.00 |
3 |
х4 |
y4 |
z4 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
124А.2210.00 |
3 |
х5 |
y5 |
z5 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
124А.2210.00 |
1 |
х3 |
y3 |
z3 |
0 |
0 |
0 |
0 |
0 |
0 |
(2) |
|
Черт. 15
Информация записывается не на все симметричные сборочные единицы» а только на те, которые расположены по одну сторону от плоскости симметрии X0О0Y0 (черт. 5, 6, 7, 8 сборочные единицы 124А.0501.00, 124А.0502.00, 124А.0510.10; черт. 9, 10, 11, 12, 13 сборочные единицы 124А.2100.00, 124А.2200.00).
4.2.2.2. Признак симметричности «1» или «2» присваивается:
- сборочным единицам, установленным только в одной из двух идентичных (имеющих одинаковый номер чертежа, включая «правые-левые») сборочных единиц, расположенных по обе стороны от плоскости симметрии X0О0Y0 основного изделия (черт. 13, 16, 17 сборочные единицы 124А.2240.00, 124А.2212.00).
|
Наименование |
||||||||||||
|
124A.2240.00 |
||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
a |
a' |
β' |
β" |
γ |
γ" |
Примеч. |
|
|
124А.2200.00 |
2 |
х11 |
y11 |
z11 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 16
|
Наименование |
||||||||||||
|
124A.2212.00 |
||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
a |
a' |
β' |
β" |
γ |
γ" |
Примеч. |
|
|
124А.2210.00 |
2 |
х6 |
y6 |
z6 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 17
- идентичным сборочным единицам с разным расположением в системе координат вышестоящих сборочных единиц, установленных по обе стороны от плоскости симметрии X0О0Y0 основного изделия (черт. 13, 18, 19, 20 сборочные единицы 124А.2220.00, 124А.2230.00, 124А.2222.00, черт. 5, 21, 22, 23 сборочные единицы 124А.0501.20, 124А.0502.10, 124А.0504.10).
|
Наименование |
|||||||||||
|
124A.2220.00 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
a |
a' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.2200.00 |
1 |
х7 |
y7 |
z7 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
124А.2200.00 |
2 |
х8 |
y8 |
z8 |
0 |
0 |
0 |
0 |
0 |
0 |
|
Черт. 18
|
Наименование |
|||||||||||
|
124A.2222.00 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
a |
a' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.2220.00 |
1 |
х14 |
y14 |
z14 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
124А.2220.00 |
2 |
х13 |
y13 |
z13 |
0 |
0 |
0 |
0 |
0 |
0 |
|
Черт. 19
|
Наименование |
|||||||||||
|
124A.2230.00 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
a |
a' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.2200.00 |
1 |
х9 |
y9 |
z9 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
124А.2200.00 |
2 |
х10 |
y10 |
z10 |
0 |
0 |
0 |
0 |
180 |
180 |
|
Черт. 20
|
Наименование |
|||||||||||
|
124A.0501.20 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0501.00 |
2 |
х5 |
y5 |
z5 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
124А.0501.00 |
2 |
х6 |
y6 |
z6 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
124А.0501.00 |
1 |
х7 |
y7 |
z7 |
0 |
0 |
0 |
0 |
0 |
0 |
|
Черт. 21
|
Наименование |
|||||||||||
|
124A.0502.10 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0502.00 |
1 |
х9 |
y9 |
z9 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
124А.0502.00 |
2 |
х10 |
y10 |
z10 |
0 |
0 |
180 |
180 |
0 |
0 |
|
Черт. 22
|
Наименование |
|||||||||||
|
124A.0504.10 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0504.00 |
1 |
х'3 |
y'3 |
z'3 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
124А.0504.00 |
2 |
х'4 |
y'4 |
z'4 |
0 |
0 |
0 |
0 |
0 |
0 |
|
Черт. 23
4.2.2.3. Сборочные единицы низшего уровня, одинаково расположенные в вышестоящих сборочных единицах, имеющих один и тот же номер чертежа, записываются по каждому месту их установки без признака симметрии и только для одной из вышестоящих сборочных единиц (черт. 5, 24, 25 сборочные единицы 124А.0501.10, 124А.0503.10, черт. 13, 26 сборочная единица 124А.2221.00). Сборочную единицу 124А.0501.10 можно записать и с признаком «3» (см. п. 4.2.2.1).
|
Наименование |
|||||||||||
|
124A.0501.10 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0501.00 |
х3 |
y3 |
z3 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
124А.0501.00 |
х4 |
y4 |
z4 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 24
|
Наименование |
|||||||||||
|
124A.0503.10 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0503.00 |
х'8 |
y'8 |
z'8 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 25
|
Наименование |
|||||||||||
|
124A.2221.00 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.2220.00 |
х12 |
y12 |
z12 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 26
4.2.2.4. Все остальные сборочные единицы, не указанные в пп. 4.2.2.1, 4.2.2.2, 4.2.2.3, записываются без признаков симметричности (черт. 5, 27, 28, 29, 30, 31 сборочные единицы 124А.0500.00, 124А.0510.00, 124А.0503.00, 124А.0504.00).
|
Наименование |
Лимитн. масса |
||||||||||
|
124A.0000.00 |
G0 |
||||||||||
|
Сборочный |
П Л С |
Лимитн. масса |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
|
124А.0500.00 |
G1 |
x |
y |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
Черт. 27
|
Наименование |
Лимитн. масса |
||||||||||
|
124A.0500.00 |
G1 |
||||||||||
|
Сборочный |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0000.00 |
x |
y |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 28
|
Наименование |
Лимитн. масса |
||||||||||
|
124A.0510.00 |
G1 |
||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0500.00 |
x11 |
y11 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 29
|
Наименование |
|||||||||||
|
124A.0503.00 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0500.00 |
х'5 |
y'5 |
z'5 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
124А.0500.00 |
х'6 |
y'6 |
z'6 |
0 |
0 |
0 |
0 |
180 |
180 |
||
|
124А.0500.00 |
х'7 |
y'7 |
z'7 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 30
|
Наименование |
|||||||||||
|
124A.0504.00 |
|||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|
124А.0500.00 |
х'1 |
y'1 |
z'1 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
124А.0500.00 |
х'2 |
y'2 |
-z'2 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 31
4.2.3. Запись признаков симметричности установки деталей
4.2.3.1. Признак симметричности «3» присваивается деталям, установленным симметрично относительно плоскости Х0О0Y0 основного изделия и входящим в сборочные единицы, у которых плоскость ХiОiYi системы координат совпадает с плоскостью Х0О0Y0 основного изделия. Информация записывается на детали, расположенные только по одну сторону от плоскости симметрии Х0О0Y0 (черт. 5, 32 детали 124А.0500.00.03, .04, .05).
|
124А.0500.00 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Чертеж. масса |
X |
Y |
Z |
Примеч. |
|
|
124А.0500.00.03 |
3 |
Диафрагма |
g1 |
х1 |
y1 |
z1 |
|||
|
124А.0500.00.04 |
3 |
Диафрагма |
g1 |
x1 |
y2 |
z2 |
|||
|
124А.0500.00.05 |
3 |
Стенка |
g2 |
х3 |
y3 |
z3 |
|||
|
124А.0500.00.05 |
3 |
Стенка |
g2 |
х3 |
y4 |
z4 |
|||
|
124А.0500.00.07 |
Уголок |
g3 |
x5 |
y5 |
z5 |
||||
|
124А.0500.00.08 |
Уголок |
g3 |
х6 |
y6 |
-z6 |
||||
|
124А.0500.00.09 |
Окантовка |
g4 |
x7 |
y7 |
z7 |
||||
|
124A.0500.00.11 |
Стенка |
g5 |
x8 |
y8 |
-z8 |
||||
|
124А.0500.00.13 |
Диафрагма |
g6 |
х9 |
y9 |
0 |
||||
Черт. 32
4.2.3.2. При установке нескольких идентичных сборочных единиц справа и слева от плоскости Х0О0Y0 основного изделия деталям, установленным только на сборочных (сборочной) единицах, расположенных (расположенной) по одну сторону от плоскости Х0О0Y0 (черт. 5 детали 124А.0502.00.05; 08 и детали 124А.0504.00.05; 07), и деталям одинаковым, но с разным расположением в сборочных единицах, установленных по разные стороны от плоскости Х0О0Y0 (черт. 9 детали 124А.2100.00.07), присваивается признак «1» или «2».
Для идентичных сборочных единиц информация в форме 4 (на детали) записывается только для одной сборочной единицы (черт. 5, 33, 34 детали 124А.0502.00.05.08; 124А.0504.00.05.07; черт. 9, 13, 35, 36 детали 124А.2100.00.07 - 12, 124А.2211.00.05).
|
124А.0502.00 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Чертеж. масса |
X |
Y |
Z |
Примеч. |
|
|
124А.0502.00.03 |
3 |
Диафрагма |
g1 |
х1 |
y1 |
z1 |
|||
|
124А.0502.00.04 |
3 |
Диафрагма |
g1 |
x2 |
y2 |
-z2 |
|||
|
124А.0502.00.05 |
3 |
Профиль |
g2 |
х3 |
y3 |
-z3 |
|||
|
124А.0502.00.05 |
3 |
Профиль |
g3 |
х4 |
y4 |
-z4 |
|||
Черт. 33
|
124А.0504.00 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Чертеж. масса |
X |
Y |
Z |
Примеч. |
|
|
124А.0504.00.03 |
Профиль |
g1 |
х1 |
y1 |
z1 |
||||
|
124А.0504.00.04 |
Профиль |
g1 |
x2 |
y2 |
z2 |
||||
|
124А.0504.00.05 |
1 |
Стенка |
g2 |
х3 |
y3 |
z3 |
|||
|
124А.0504.00.07 |
2 |
Диафрагма |
g3 |
х4 |
y4 |
z4 |
|||
Черт. 34
|
124А.2100.00 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Чертеж. масса |
X |
Y |
Z |
Примеч. |
|
|
124А.2100.00.03 |
Уголок |
g1 |
х1 |
y1 |
z1 |
||||
|
124А.2100.00.03 |
Уголок |
g1 |
х2 |
y2 |
z1 |
||||
|
124А.2100.00.04 |
Уголок |
g1 |
х2 |
y2 |
z2 |
||||
|
124А.2100.00.05 |
Диафрагма |
g2 |
x3 |
y3 |
z3 |
||||
|
124А.2100.00.05 |
Диафрагма |
g2 |
x4 |
y4 |
z4 |
||||
|
124А.2100.00.07 |
1 |
Профиль |
g3 |
х5 |
y5 |
z5 |
|||
|
124А.2100.00.07 |
2 |
Профиль |
g3 |
х6 |
y6 |
z6 |
|||
|
124А.2100.00.09 |
1 |
Окантовка |
g4 |
х7 |
y7 |
z7 |
|||
|
124А.2100.00.12 |
2 |
Окантовка |
g5 |
х8 |
y8 |
z8 |
|||
Черт. 35
|
124А.2211.00 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Чертеж. масса |
X |
Y |
Z |
Примеч. |
|
|
124А.2211.00.03 |
Уголок |
g1 |
х1 |
y1 |
z1 |
||||
|
124А.2211.00.04 |
Уголок |
g1 |
х2 |
y2 |
z2 |
||||
|
124А.2211.00.05 |
2 |
Окантовка |
g2 |
х3 |
y3 |
z3 |
|||
Черт. 36
4.2.3.3. Все остальные детали, не указанные в пп. 4.2.3.1, 4.2.3.2 записываются без признака симметричности (черт. 5, 32, 33, 34 детали 124А.0500.00.07 - .13, 124А.0502.00.03, .04, 124А.0504.00.03, .04; черт. 9, 13, 35, 36 детали 124А.2100.00.03 - .05, 124А.2211.00.03, .04).
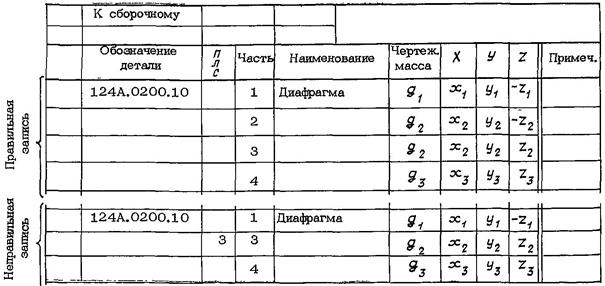
4.2.3.4. Не допускается запись частей одной детали с разными признаками симметричности. Например: деталь 124А.0200.10 (черт. 37) расположена справа и слева от плоскости симметрии Х0О0Y0 основного изделия и записывается по частям (черт. 38). При этом части 2 и 3 идентичны.
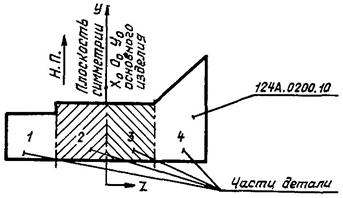
Черт. 37
Черт. 38
4.3. Запись координат и углов поворота осей координат
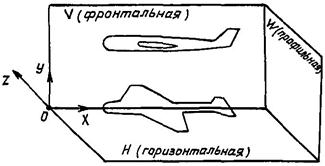
4.3.1. Плоскости проекций приняты согласно ГОСТ 2.305-68, а расположение и направление осей координат соответствуют практике самолетостроения (черт. 39).
Черт. 39
4.3.2. Положение системы, координат сборочных единиц и центров тяжести деталей (изделий) определяется в системе координат первой вышестоящей сборочной единицы (черт. 40).
Черт. 40
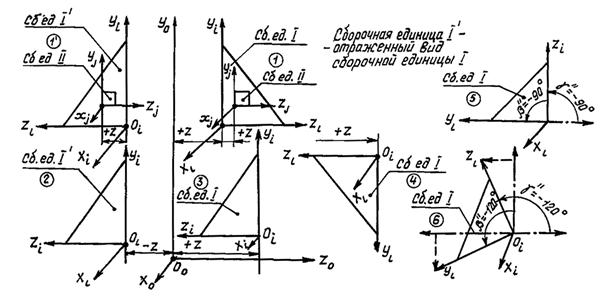
4.3.3. За основную принята левая прямоугольная координатная система. Всем сборочным единицам, независимо от их уровня и месторасположения, назначаются левые системы координат. Исключение составляют сборочные единицы «отраженного вида». У всех таких сборочных единиц независимо от их уровня система координат меняется на противоположную (правую). Это необходимо учитывать при записи углов поворота.
4.3.4. Плоскостные углы определяются в плоскостях проекций «Н», «V», «W» первой вышестоящей сборочной единицы:
α - угол между осью xi и проекцией оси xi+1 в плоскости Н
α' - -"- xi -"- xi+1 -"- V
β' - -"- yi -"- yi+1 -"- V
β" - -"- yi -"- yi+1 -"- W
γ - -"- zi -"- zi+1 -"- H
γ" - -"- zi -"- zi+1 -"- W
4.3.5. Диапазон изменения
углов ![]() . Знаки углов и координат
определяются согласно общепринятым правилам для левых и правых систем координат. Если углы измеряются в
вышестоящей левой системе координат, то положительным считается направление по часовой стрелке (с конца стрелки
оси, относительно которой вращается система координат). Если углы измеряются в
вышестоящей правой системе координат, то положительным считается направление
против часовой стрелки. Углы записываются в градусах и сотых долях градуса.
. Знаки углов и координат
определяются согласно общепринятым правилам для левых и правых систем координат. Если углы измеряются в
вышестоящей левой системе координат, то положительным считается направление по часовой стрелке (с конца стрелки
оси, относительно которой вращается система координат). Если углы измеряются в
вышестоящей правой системе координат, то положительным считается направление
против часовой стрелки. Углы записываются в градусах и сотых долях градуса.
Например: 50º30' записывается 50,50;
50º20' записывается 50,33.
В частном случае, когда угол поворота равен - 180º, знак угла можно опустить.
Пример записи углов поворота приведен на черт. 41 и в табл. 2.
Черт. 41
Таблица 2
|
Позиция |
α |
α' |
β' |
β" |
γ |
γ" |
|
|
1 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
|
1' |
2 |
0 |
0 |
0 |
0 |
180 |
180 |
|
1' |
3 |
0 |
0 |
0 |
0 |
180 |
180 |
|
1 |
4 |
0 |
0 |
180 |
180 |
180 |
180 |
|
II относительно 1 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
|
II относительно 1' |
1' |
0 |
0 |
0 |
0 |
180 |
180 |
|
1 |
5 |
0 |
0 |
0 |
-90 |
0 |
-90 |
|
1 |
6 |
О |
О |
180 |
-120 |
180 |
-120 |
4.4. Особые случаи записи информации
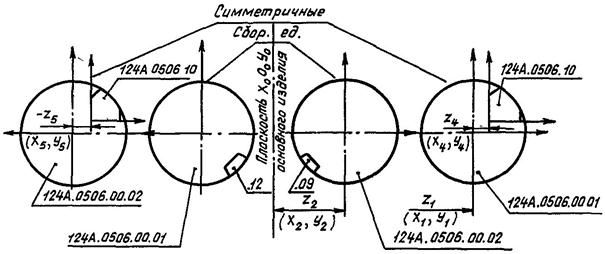
4.4.1. В случае, когда с одной стороны от плоскости Х0О0Y0 основного изделия установлены и «правая» и «левая» сборочные единицы, а с противоположной - симметрично отраженные и на одной из любых двух симметричных сборочных единиц устанавливаются дополнительные подсборки или детали (черт. 42), то в формах 3 и 4 полностью записываются номера сборочных единиц, установленных с правой стороны от плоскости Х0О0Y0 (черт. 43 - 47), а информация в форме 4 записывается отдельно на каждую сборочную единицу.
Черт. 42
|
Наименование |
|||||||||||||
|
124А.0506.00.03 |
|||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
||
|
124А.0500.00 |
3 |
x1 |
y1 |
z1 |
0 |
0 |
0 |
0 |
0 |
0 |
|||
Черт. 43
|
124А.0506.00.02 |
|||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
||
|
124А.0500.00 |
3 |
x2 |
y2 |
z2 |
0 |
0 |
0 |
0 |
0 |
0 |
|||
Черт. 44
|
124А.0506.10 |
|||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
||
|
124А.0506.00.01 |
1 |
x4 |
y4 |
z4 |
0 |
0 |
0 |
0 |
0 |
0 |
|||
|
124А.0506.00.01 |
2 |
x5 |
y5 |
-z5 |
0 |
0 |
0 |
0 |
180 |
180 |
|||
Черт. 45
|
124А.0506.00.01 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Черт. масса |
Х |
Y |
Z |
Примеч. |
|
|
124А.0506.00.03 |
- - - - - - - |
- - - |
- - - |
- - - |
- - - |
||||
|
124А.0506.00.04 |
- - - - - - - |
- - - |
- -- |
-- - |
- -- |
||||
|
и т.д. перечисляются детали, входящие в данную сборочную единицу согласно правилам заполнения. |
|||||||||
Черт. 46
|
124А.0506.00.02 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Черт. масса |
Х |
Y |
Z |
Примеч. |
|
|
124А.0506.00.03 |
- - - - - - - |
- - - |
- - - |
- - - |
- - - |
||||
|
и т.д. |
|||||||||
|
124А.0506.00.09 |
1 |
Профиль |
g9 |
x9 |
y9 |
-z9 |
|||
|
124А.0506.00.12 |
2 |
Диафрагма |
g12 |
x12 |
y12 |
-z12 |
|||
Черт. 47
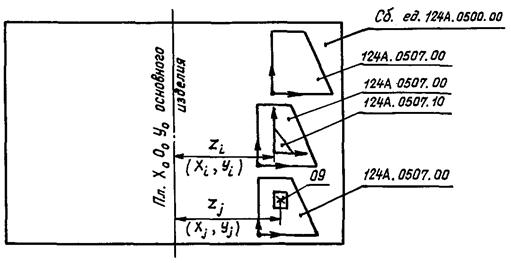
4.4.2. В случае, когда в вышестоящей сборочной единице (черт. 48 сборочная единица 124А.0500.00) установлено несколько идентичных сборочных единиц (сборочная единица 124А.0507.00), содержащих дополнительные подсборки или детали (подсборка 124A.0507.10; деталь 124А.0507.00.09), информация на последние записывается по отдельности относительно указанной вышестоящей сборочной единицы, а в графе «Примечание» форм 3 и 4 ставится признак «В» - к вышестоящей сборочной единице (черт. 49, 50). Это необходимо учитывать при определении веса таких сборочных единиц (124А.0507.00).
Черт. 48
|
124А.0507.10 |
|||||||||||||
|
К сборочному |
П Л С |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
||
|
124А.0500.00 |
xi |
yi |
zi |
0 |
0 |
0 |
0 |
0 |
0 |
||||
Черт. 49
|
124А.0500.00 |
|||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Черт. масса |
Х |
Y |
Z |
Примеч. |
|
|
124А.0507.00.09 |
Диафрагма |
g1 |
xj |
yj |
zj |
||||
Черт. 50
4.5. Внесение изменений в информацию об изделии
4.5.1. Изменения по извещениям, вносимые в сборочные единицы и детали (имеются, в виду изменения: массы, положения центра тяжести, привязки системы координат, номера сборочной единицы или детали), должны отражаться и в их информации, записанной в формах 2, 3, 4, 5. С учетом специфики ввода и дальнейшего хранения информации в ЭВМ проведение изменений несколько отличается по форме от существующего процесса при обычном ведении конструкторской документации. Если формы АСВК не переданы в ВЦ, то все изменения проводят непосредственно в ранее заполненных формах. Если формы переданы в ВЦ, изменения записываются на новых одноименных формах. В этом случае для стирания информации из банка данных необходимо полностью и точно повторить запись той строки, в которой проводится изменение, а в графе 47 у этой строки записать признак стирания «С» (исключение см. пункты 4.5.2, 4.5.3).
Графы 2, 7, 14 - 23 основных и дополнительных надписей форм 1, 2, 3, 4, 5 заполняются согласно ГОСТ 2.104-68. В графе 15 формы 1 дополнительно записывается общее количество бланков, выпущенных по извещению об изменении.
4.5.2. В форме 2: в случае изменения наименования или лимитной массы основного изделия необходимо заново на новой форме заполнить первую строку (графы 44, 45, 46) с учетом изменения (черт. 51 - первоначальная информация, 52 - измененная информация. У сборки 124A.0000.00 масса G1 - изменена на G'1). В графе 47 у этой строки (во избежание стирания всей информации формы) признака стирания «С» не ставить.
4.5.2.1. В случае изменения номера чертежа основного изделия необходимо повторить запись первой строки (графы 44, 45, 46) с признаком стирания «С» в графе 47 (черт. 53).
Во всех ранее заполненных формах 2 следует изменить номер чертежа изделия на новый и всю пачку форм отправить на перфорацию.
В случае проведения изменений, указанных в пп. 4.5.2.2 - 4.5.2.4, обязательно заполнение первой строки (графы 44, 45, 46).
4.5.2.2. В случае любых изменений в последующих строках (графы 48 - 59) необходимо полностью повторить запись той строки, в которой проводится изменение, с признаком стирания «С» и заново записать эту строку с учетом изменения (черт. 51, 52. У сборочной единицы 124А.0400.00. масса G4 изменена на Gi и координаты x4 и z4 изменены на xi и zi).
4.5.2.3. В случае изъятия какой-либо строки, необходимо полностью повторить запись этой строки с признаком стирания «С» (черт. 51, 52. Изъята сборочная единица 124А.0300.00).
4.5.2.4. В случае внесения вновь какой-либо строки, необходимо полностью записать эту строку (черт. 52. Внесена сборочная единица 124А.0100.00).
|
Наименование |
Лимитн. масса |
||||||||||||||
|
124A.0000.00 |
G1 |
||||||||||||||
|
Сборочный |
П Л С |
Лимитн. масса |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
||||
|
124А.0200.00 |
G2 |
x2 |
y2 |
z2 |
0 |
0 |
0 |
0 |
0 |
0 |
|||||
|
124А.0300.00 |
G3 |
x3 |
y3 |
z3 |
0 |
0 |
0 |
0 |
0 |
0 |
|||||
|
124А.0400.00 |
G4 |
x4 |
y4 |
z4 |
0 |
0 |
0 |
0 |
0 |
0 |
|||||
|
124А.0500.00 |
G5 |
x5 |
y5 |
z5 |
0 |
0 |
0 |
0 |
0 |
0 |
|||||
|
124А.2100.00 |
3 |
G6 |
x6 |
y6 |
z6 |
α6 |
α'6 |
β'6 |
β"6 |
γ6 |
γ"6 |
||||
Черт. 51
|
Наименование |
Лимитн. масса |
|||||||||||||||
|
124A.0000.00 |
G'1 |
|||||||||||||||
|
Сборочный |
П Л С |
Лимитн. масса |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
|||||
|
С |
124А.0400.00 |
G4 |
x4 |
y4 |
z4 |
0 |
0 |
0 |
0 |
0 |
0 |
|||||
|
124А.0400.00 |
Gi |
xi |
y4 |
zi |
0 |
0 |
0 |
0 |
0 |
0 |
||||||
|
С |
124А.0300.00 |
G3 |
x3 |
y3 |
z3 |
0 |
0 |
0 |
0 |
0 |
0 |
|||||
|
124А.0100.00 |
Gj |
xj |
yj |
zj |
αj |
α'j |
0 |
0 |
0 |
0 |
||||||
Черт. 52
|
К сборочному |
Наименование |
Лимитн. масса |
||||||||||||||
|
С |
124А.0000.00 |
(шифр изделия) |
||||||||||||||
|
Сборочный |
П Л С |
Лимитн. масса |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
|||||
Черт. 53
4.5.2.5. В случае, если надо изъять всю информацию, записанную в форме 2, необходимо на новой форме повторить запись первой строки (графы 44, 45, 46) с признаком стирания «С» (черт. 53).
4.5.2.6. Если на агрегат или систему (сборочная единица уровня 1) числовой материал введен в банк данных по форме 3, то изменения проводить согласно п. 4.5.3 (изменений формой 2 не проводить).
4.5.3. В форме 3 в случае изменения наименования, лимитной или чертежной массы необходимо заново на новом листе заполнить первую строку с учетом изменения (графы 45, 50, 61) (черт. 54 - первоначальная информация, 55 - измененная информация. У сборочной единицы 124А.0502.00 масса G1 изменена на G'1). В графе 47 у этой строки (во избежание стирания всего числового материала для этой сборочной единицы в формах 3, 4 и 5) признак стирания «С» не ставить.
4.5.3.1. В случае изменения номера чертежа сборочной единицы необходимо провести изъятие числового материала согласно п. 4.5.3.5, а во всех ранее заполненных формах 3 и 4 на эту сборочную единицу следует изменить номер сборочного чертежа на новый и всю пачку документации отправить на перфорацию.
В случае проведения изменений, указанных в пп. 4.5.3.2 - 4.5.3.4, необходимо заполнить первую строку (графы 45, 48, 50, 61).
4.5.3.2. В случае любых изменений в последующих строках (графы 44, 49, 51 - 59) необходимо полностью повторить с признаком стирания «С» запись изменяемой строки и заново записать эту строку с учетом изменения (черт. 54, 55. У сборочной единицы 124А.0500.00 координата х1 изменена на xi).
4.5.3.3. В случае изъятия какой-либо строки необходимо полностью повторить запись этой строки с признаком стирания «С» (черт. 55. Изъята сборочная единица 124А.0600.00).
|
Наименование |
Лимит, масса |
Черт, масса |
|||||||||||||
|
124А.0502.00 |
Шпангоут |
Gл |
G1 |
||||||||||||
|
К сборочному |
П Л С |
X |
У |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
||||
|
124А.0500.00 |
x1 |
y1 |
z1 |
0 |
0 |
0 |
0 |
0 |
0 |
||||||
|
124А.0600.00 |
x2 |
y2 |
z2 |
0 |
0 |
0 |
0 |
0 |
0 |
||||||
Черт. 54
Черт. 55
|
Наименование |
Лимит. масса |
Черт. масса |
||||||||||||
|
С |
124А.0502.00 |
Шпангоут |
Gл |
G1 |
||||||||||
|
К сборочному |
П Л С |
X |
У |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
Примеч. |
|||
|
С |
124А.0500.00 |
x1 |
y1 |
z1 |
0 |
0 |
0 |
0 |
0 |
0 |
||||
|
C |
124А.0600.00 |
x2 |
y2 |
z2 |
0 |
0 |
0 |
0 |
0 |
0 |
||||
Черт. 56
4.5.3.4. В случае внесения, вновь какой-либо строки необходимо полностью, записать эту строку (черт. 55. Внесена сборочная единица 124А.0400.00).
4.5.3.5. В случае изъятия всей информации на данную сборочную единицу, записанной в формах 3, 4, 5, необходимо повторить запись всех строк формы 3 на эту сборочную единицу с признаками стирания «С» (черт. 56). При такой записи в ЭВМ происходит стирание, всей информации, относящейся к данной сборочной единице.
4.5.4. В форме 4 в случае проведения изменений, указанных в пунктах 4.5.4.1 - 4.5.4.3, обязательно заполнение первой строки (графа 44).
4.5.4.1. В случае любого изменения в строке необходимо полностью повторить запись изменяемой строки с признаком стирания «С» и записать эту строку заново с учетом изменения (черт. 57 - первоначальная информация, 58 - измененная информация. У детали 124А.0502.00.05 вес g2 изменен на gi, а номер детали изменен на 124А.0502.00.06).
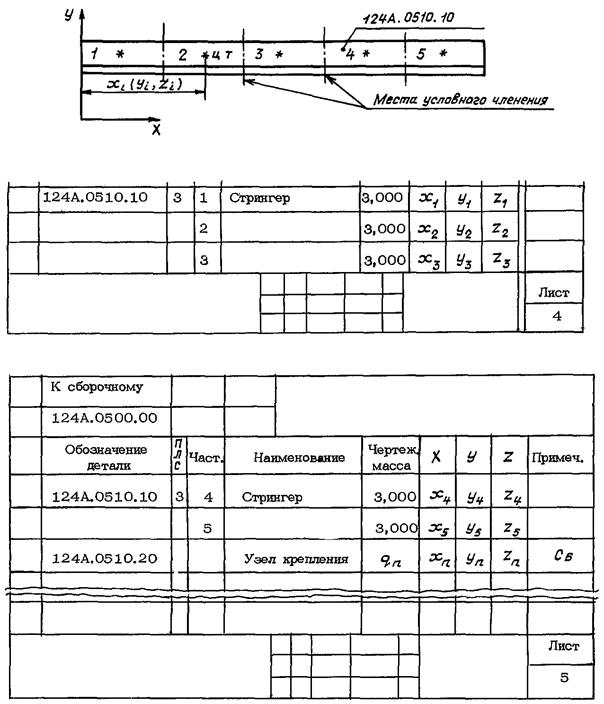
Если деталь записана по частям, необходимо стереть всю информацию и записать заново с учетом изменения (черт. 59 - первоначальная информация, 60 - измененная информация. У второй части детали 124А.0510.10 вес 3,000 кг изменен на 4,000 кг).
4.5.4.2. В случае изъятия какой-либо строки, необходимо полностью повторить запись этой строки с признаком стирания «С» (черт. 57, 58. Изъята деталь 124A.0502.00.07).
4.5.4.3. В случае внесения вновь какой-либо строки, необходимо полностью записать эту строку (черт. 58. Внесена деталь 124А.0502.00.23).
4.5.4.4. Изъятие всего числового материала формы 4 на данную сборочную единицу необходимо выполнять согласно п. 4.5.3.5 (в этом случае будет изъят и весь числовой материал формы 5 на эту сборочную единицу).
4.5.5. В форме 5 в случае проведения изменений, указанных в пп. 4.5.5.1 - 4.5.5.3, обязательно заполнение графы 44.
4.5.5.1. В случае любого изменения в строках* деталей необходимо полностью повторить запись изменяемой строки с признаком стирания «С» и записать эту строку с учетом изменения (черт. 61 - первоначальная информация, 62 - измененная информация. У изделия 124А.5510.00 момент инерции Ix1 изменен на I'x1).
_____________
* Под строкой здесь и в дальнейшем в пп. 4.5.5.2, 4.5.5.3 подразумевается двухстрочечная запись.
4.5.5.2. В случае изъятия какой-либо строки, необходимо полностью повторить запись этой строки с признаком стирания «С» (черт. 61, 62. Изъято изделие 124А.5520.00).
4.5. 5.3. В случае внесения вновь какой-либо строки, необходимо полностью записать эту строку (черт. 62. Внесено изделие 124A.5530.00).
|
124А.0502.00 |
||||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Черт. масса |
X |
Y |
Z |
Примеч. |
||
|
124А.0502.00.03 |
Уголок |
g1 |
x1 |
y1 |
z1 |
|||||
|
124А.0502.00.05 |
Профиль |
g2 |
x2 |
y2 |
z2 |
|||||
|
124А.0502.00.07 |
Профиль |
g3 |
x3 |
y3 |
z3 |
|||||
|
124А.0502.00.09 |
Стенка |
g4 |
x4 |
y4 |
z4 |
|||||
|
124A.0502.00.11 |
Уголок |
g5 |
x5 |
y5 |
z5 |
|||||
Черт. 57
|
124А.0502.00 |
||||||||||
|
Обозначение детали |
П Л С |
Часть |
Наименование |
Черт. масса |
X |
Y |
Z |
Примеч. |
||
|
С |
124А.0502.00.05 |
Профиль |
g2 |
x2 |
y2 |
z2 |
||||
|
124А.0502.00.06 |
Профиль |
gi |
x2 |
y2 |
z2 |
|||||
|
С |
124А.0502.00.07 |
Профиль |
g3 |
x3 |
y3 |
z3 |
||||
|
124А.0502.00.23 |
Стенка |
gn |
xn |
yn |
zn |
|||||
Черт. 58
Черт. 59
|
124А.0510.10 |
1 |
Стрингер |
3,000 |
x 1 |
y 1 |
z 1 |
Примеч. |
||
|
С |
2 |
3,000 |
x2 |
y2 |
z2 |
||||
|
С |
3 |
3,000 |
x3 |
y3 |
z3 |
||||
|
124А.0510.10 |
1 |
Стрингер |
3,000 |
x 1 |
y 1 |
z 1 |
|||
|
2 |
4,000 |
x2 |
y2 |
z2 |
|||||
|
3 |
3,000 |
x3 |
y3 |
z3 |
Черт. 60
Черт. 61
|
124А.5500.00 |
||||||||||||||||||
|
Обозначение детали |
П Л С |
Наименование |
Масса |
X |
Y |
Z |
||||||||||||
|
α |
α' |
β' |
β" |
γ |
γ" |
Jx |
Jy |
Jz |
Jxy |
Jxz |
Jyz |
|||||||
|
С |
124А.5510.00 |
Аккумулятор |
G1 |
x1 |
y1 |
z1 |
||||||||||||
|
0 |
0 |
0 |
0 |
0 |
0 |
Jx1 |
Jy1 |
Jz1 |
Jxy1 |
Jxz1 |
Jyz1 |
|||||||
|
124А.5510.00 |
Аккумулятор |
G1 |
x1 |
y1 |
z1 |
|||||||||||||
|
0 |
0 |
0 |
0 |
0 |
0 |
Jx1 |
Jy1 |
Jz1 |
Jxy1 |
Jxz1 |
Jyz1 |
|||||||
|
С |
124А.5520.00 |
Аккумулятор |
G2 |
x2 |
y2 |
z2 |
||||||||||||
|
0 |
0 |
0 |
0 |
0 |
0 |
Jx2 |
Jy2 |
Jz2 |
Jxy2 |
Jxz2 |
Jyz2 |
|||||||
|
124А.5530.00 |
Аккумулятор |
G3 |
x3 |
y3 |
z3 |
|||||||||||||
|
0 |
0 |
0 |
0 |
γ |
γ" |
Jx3 |
Jy3 |
Jz3 |
Jxy3 |
Jxz3 |
Jyz3 |
|||||||
Черт. 62
5. ОРГАНИЗАЦИОННАЯ СТРУКТУРА СИСТЕМЫ КОНТРОЛЯ НА ПРЕДПРИЯТИИ
5.1. Функции весового подразделения
5.1.1. На этапе эскизного и рабочего проектирования
5.1.1.1. Совместно с отделом общих видов и конструкторскими отделами:
- производит членение основного изделия (сборочная единица уровня О) в соответствии с принятой весовой классификацией на сборочные единицы, используя схему технологического членения;
- назначает систему координат для основного изделия, а также системы координат для сборочных единиц (известных на данное время);
- назначает количество частей условного членения этих сборочных единиц;
- выпускает схему членения с нанесением на нее всех вышеуказанных осей координат;
- устанавливает (или корректирует) лимитные массы комплектующих изделий и направляет их предприятиям-смежникам.
5.1.1.2. Определяет степень детализации (разбивку по уровням) для сборочных единиц и комплектующих изделий с указанием, какие сборочные единицы и комплектующие изделия учитываются как сосредоточенные массы (детали).
5.1.1.3. Полученные данные по пп. 5.1.1.1 и 5.1.1.2 и лимитные массы выдаются в соответствующие конструкторские подразделения (отделы, бригады).
В отдел общих видов выдаются данные по лимитным массам основного изделия и сборочным единицам уровня 1 для внесения их в форму 2.
Примечание. Под весовым подразделением подразумевается отдел, бригада или специально выделенная для ведения весового контроля группа лиц.
5.1.1.4. Получает из конструкторских бригад документы вводимой информации на сборочные единицы и контролирует правильность их составления и четкость написания символьных знаков.
5.1.1.5. Контролирует и регистрирует в специальном журнале прохождение документов на сборочные единицы изделия на этапах выпуска чертежей вновь и их изменений.
5.1.1.6. Учитывает и контролирует данные на сборочные единицы и комплектующие изделия, которые записываются в форму 4 (5) как сосредоточенные массы (детали).
По мере поступления информации из конструкторских бригад на сборочные единицы производит стирание соответствующих строк таблицы формы 4 (5), заполненной отделом общих видов (см. п. 5.2.1.3).
5.1.1.7. После проверки (и исправления конструкторами ошибок) ставит штамп весового контроля на поле заглавного листа данной сборочной единицы и направляет на размножение в 3-х экземплярах (при последующих изменениях заглавный лист на размножение не направлять).
5.1.1.8. По мере поступления копий документов вводимой информации после размножения обеспечивает своевременность их циркуляции между весовым подразделением и ВЦ (цикличность передачи согласовывается с ВЦ), контроль, хранение документов и работу с ними.
5.1.1.9. В весовое подразделение поступают три комплекта копий документа и оригинал на каждую сборочную единицу, на которую составлялся документ.
Один комплект является рабочим, второй (контрольный) комплект находится в весовом подразделении и в другие подразделения не выдается, а третий направляется в соответствующие конструкторские подразделения. Рабочий комплект передается в ВЦ для перфорации. После перфорации, проверки правильности перфорации и ввода в ЭВМ комплект возвращается в весовое подразделение, где на заглавном листе проверяется наличие подписи исполнителя, производившего ввод материала в ЭВМ и делается отметка о вводе информации на контрольном комплекте данной сборочной единицы (дата ввода и подпись весового подразделения на заглавном листе). При получении документов на изменения в чертежах сборочных единиц (два комплекта на каждую сборочную единицу) работник весового подразделения делает запись номеров извещений или предварительных извещений на заглавных листах соответствующих сборочных единиц в рабочем и контрольном комплекте.
Один комплект документов на изменения подшивается к контрольному комплекту соответствующих сборочных единиц. Второй комплект (рабочий) доукомплектовывается заглавными листами соответствующих сборочных единиц и направляется в ВЦ для перфорации и ввода в ЭВМ. После возвращения документов из ВЦ весовое подразделение делает отметку на заглавном листе контрольного экземпляра.
5.1.1.10. Следит за тем, чтобы информация на сборочные единицы вышестоящих уровней вводилась в ЭВМ после информации входящих в них сборочных единиц нижестоящих уровней.
5.1.1.11. Получает из ВЦ, контролирует и анализирует итоговую информацию о массе, положении центра тяжести и моментах инерции основного изделия, его сборочных единиц и отсеков.
5.1.1.12. Передает итоговые документы руководству (которое, по желанию, может получать их непосредственно из ВЦ).
Периодичность передачи на каждом этапе определяется приказом ответственного руководителя, а дополнительной передачи требованием весового подразделения.
5.1.1.13. Получает информацию от предприятий-смежников и передает ее в конструкторские подразделения.
5.1.1.14. Совместно с ВЦ работает с программным и математическим обеспечением АСВК.
5.1.2. На этапе изготовления изделия
5.1.2.1. По мере поступления с производства документов по форме 6 на детали, узлы, агрегаты, комплектующие изделия с информацией о фактической их массе, весовое подразделение регистрирует их, ставит штамп весового контроля на каждом листе документа и направляет в ВЦ для перфорации и ввода информации в ЭВМ. После этого документы возвращаются в весовое подразделение, где проверяется наличие подписи за ввод и проверку. В дальнейшем документы остаются в весовом подразделении, где ведется их учет, контроль и хранение. Периодичность передачи документов согласовывается с ВЦ.
5.1.2.2. Производит запись установленного символа в предназначенной для этого графе формы 6 в строках записи тех деталей, которые забракованы весовым подразделением из-за весовых отклонений или являются лишними.
5.1.2.3. Получает из ВЦ, контролирует и анализирует итоговую информацию о массе, положении центра тяжести, моментах инерции основного изделия, его сборочных единиц и отсеков (по фактической массе).
5.1.2.4. Передает итоговые документы руководству.
5.1.2.5. Совместно с ВЦ работает с программным и математическим обеспечением.
5.2. Функции конструкторских подразделений
5.2.1. Функции отделов общих видов
5.2.1.1. Совместно с весовым подразделением выполняет функции, указанные п. 5.1.1.1.
5.2.1.2. На стадии эскизного проектирования членит (если это возможно) сборочные единицы уровня 1 на сборочные единицы следующих уровней до уровня, указанного весовым подразделением.
5.2.1.3. По данным спецификации и чертежа составляют документы вводимой информации (по формам 1, 2, 3, 4, 5) для определения массы и массово-инерционных характеристик основного изделия и его частей. Документы составляются разработчиком сборочной единицы или другим ответственным лицом.
На этапе эскизного проектирования некоторые сборочные единицы могут быть представлены в виде сосредоточенных масс и поэтому временно записываются в форме 4 (5) с указанием положения их центра тяжести относительно системы координат первой вышестоящей сборочной единицы. В дальнейшем запись стирается весовым подразделением по мере поступления информации на эти сборочные единицы.
5.2.1.4. Заполненные формы вместе с комплектом чертежей на данную сборочную единицу передаются на контроль в весовое подразделение.
5.2.1.5. После утверждения эскизного проекта на окончательный вариант вновь заполняет на сборочные единицы уровня 1 формы 1 и 2.
5.2.2. Функции конструкторских отделов и бригад
5.2.2.1. Из весового подразделения отделы получают все исходные данные, указанные в пп. 5.1.1.1 - 5.1.1.2.
5.2.2.2. Конструкторские бригады расчленяют сборочные единицы уровня 1 на более мелкие сборочные единицы (уровня 2, 3 и т.д.), для каждой из которых назначаются соответствующие системы координат и заполняют на них (и их изменения) формы 1, 3, 4 и, при необходимости форму 5.
5.2.2.3. Заполненные формы вместе с комплектом чертежей на данную сборочную единицу передаются на контроль в весовое подразделение.
5.3. Функции вычислительного центра (ВЦ)
5.3.1. По мере поступления документов вводимой информации из весовой бригады ВЦ производит: перфорацию, проверку правильности перфорации, ввод информации в ЭВМ, организацию банка данных.
На заглавных листах соответствующих документов указывается фамилия, подпись лица, осуществившего ввод, и дата ввода. Затем все документы возвращаются в весовое подразделение с обязательной регистрацией их в журнале ВЦ.
5.3.2. По запросам весовой бригады ВЦ проводит распечатку банка данных, расчет массы, центровок и моментов инерции основного изделия, составных его частей и отсеков.
5.3.3. Итоговая информация передается в весовое подразделение или руководству.
5.4. Функции отделов технического контроля (бюро цехового контроля) на предприятиях
5.4.1. На каждую изготовленную в производстве и подлежащую взвешиванию деталь, сборочную единицу, комплектующее изделие записывается информация с результатами взвешивания (форма 6) в двух экземплярах.
5.4.2. Один экземпляр документа направляется в весовое подразделение головного ОКБ, второй экземпляр остается в БТК (бюро технического контроля) или бюро цехового контроля (БЦК) для учета, контроля и хранения.
5.4.3. Сборочные единицы, учитывающиеся как детали, должны взвешиваться целиком в сборе.
ПРИЛОЖЕНИЕ 1
Обязательное
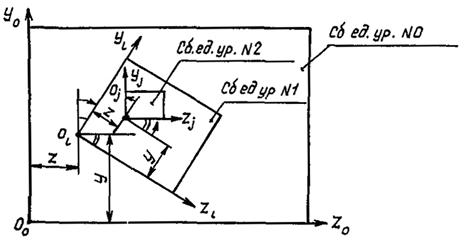
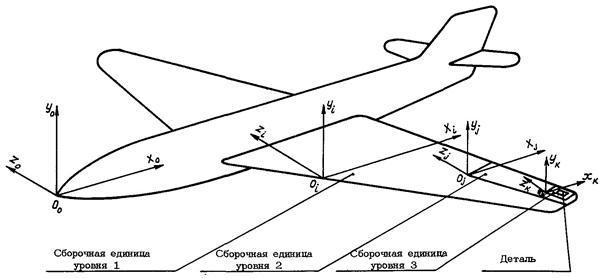
АСВК использует существующую практику членения изделия на сборочные единицы и предусматривает обязательное введение систем координат для каждой сборочной единицы. Пример условного членения изделия по уровням приведен на чертеже.
Для основного изделия устанавливается система координат O0X0Y0Z0. Основное изделие (сборочная единица уровня О) расчленяется (имеется в виду разбивка по группам и технологическое членение) на сборочные единицы уровня 1, которым назначаются системы координат O1X1Y1Z1. Сборочные единицы уровня 1 состоят из ряда деталей и более мелких сборочных единиц уровня 2, которым также назначаются системы координат O2X2Y2Z2. Сборочные единицы уровня 2 могут состоять из ряда деталей и более мелких сборочных единиц уровня 3, которым также назначаются свои системы координат O3X3Y3Z3. Если есть необходимость, можно вводить следующие уровни (4 и т.д.). Количество уровней назначается в каждом конкретном случае весовым подразделением. Если сборочные единицы любого уровня малы по габаритам, то они могут учитываться условно как детали (сосредоточенные массы) вышестоящей сборочной единицы.
Приложение 2
обязательное
ПРИМЕРЫ ПЕЧАТИ ИТОГОВОЙ ДОКУМЕНТАЦИИ
1. Пример печати итогового документа массовых характеристик сборочных единиц приведен в табл. 1.
Таблица 1
2. Пример печати итогового документа центровочных и массово-инерционных характеристик сборочных единиц приведен в табл. 2.
Таблица 2
|
(2) |
(3) ШИФР-НАИМЕНОВАНИЕ (4) |
ТЕК (9) |
ХЦТ (11) |
YЦТ (13) |
ZЦT (14) |
||||
|
JXX(5) |
JYY(6) |
JZZ(7) |
JХУ(8) |
JXZ (10) |
JYZ (12) |
||||
|
Л |
*** |
17.3400.ОСБ КИЛЬ |
47.384 |
617 |
-969 |
-3300 |
|||
|
.5841 10+02 |
.5579 10+02 |
.6889 10+01 |
-.2585 10+01 |
-.9829 10+01 |
.1545 10+02 |
||||
|
Л |
*** |
17.3300.ОСБ РУЛЬ НАПРАВЛЕНИЯ |
28.477 |
1609 |
-1359 |
-3307 |
|||
|
.3801 10+02 |
.3952 10+02 |
.1404 10+02 |
-.6286 10+01 |
-.1545+02 |
.1304+02 |
||||
|
Л |
** |
17.3000.20ОСБ ОПЕРЕНИЕ ВЕРТИКАЛЬНОЕ |
75.934 |
990 |
-1116 |
-3303 |
|||
|
.9654 10+02 |
.9532 10+02 |
.2298 10+02 |
-.8889 10+01 |
-.2531 10+02 |
.2853 10+02 |
||||
|
П |
*** |
17.3400.ОСБ КИЛЬ |
47.384 |
617 |
-969 |
3300 |
|||
|
.5841 10+02 |
.5570 10+02 |
-.2585 10+01 |
-.2585 10+01 |
.9829 10+01 |
.1545 10+02 |
||||
|
П |
*** |
17.3300.ОСБ РУЛЬ НАПРАВЛЕНИЯ |
28.477 |
1609 |
-1359 |
3299 |
|||
|
.3787 10+02 |
.3937 10+02 |
.1404 10+02 |
-.6286 10+01 |
.1541 10+02 |
.1301 10+02 |
||||
|
П |
** |
17.3000.20ОСБ ОПЕРЕНИЕ ВЕРТИКАЛЬНОЕ |
75.934 |
990 |
-1116 |
3300 |
|||
|
.9639 10+02 |
.9517 10+02 |
.2298 10+02 |
-.8889 10+01 |
.2527 10+02 |
-.2849 10+02 |
||||
|
* |
17.3000.ОСБ ОПЕРЕНИЕ |
317.218 |
1117 |
-328 |
10 |
||||
|
.5591 10+03 |
.6174 10+03 |
.1069 10+03 |
-.1782 10+02 |
.2956 10+00 |
.3873 10+01 |
||||
|
* |
17.3000.ОСБ ОПЕРЕНИЕ |
317.218 |
1117 |
-328 |
10 |
||||
|
.5591 10+03 |
.6174 10+03 |
.1069 10+03 |
-1782 10+02 |
.2956 10+00 |
.3873 10+01 |
||||
3. Пример печати итогового документа с результатом расчета только текущей массы и координат центра тяжести приведен в табл. 3 (модификация табл. 2).
Таблица 3
4. Распределение масс и моментов инерции по отсекам представлено в табл. 4.
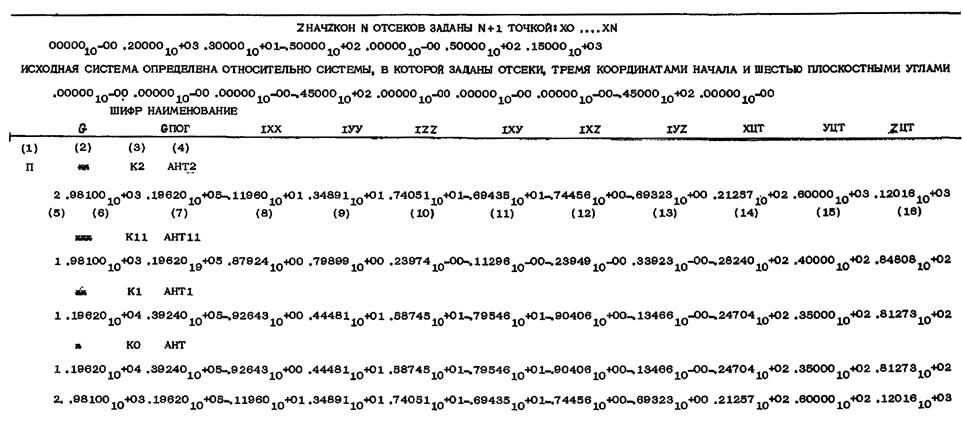
5. Пример печати документа массовых характеристик основного изделия в целом приведен в табл. 5 для первого дискретного графика и в табл. 6 для второго дискретного графика.
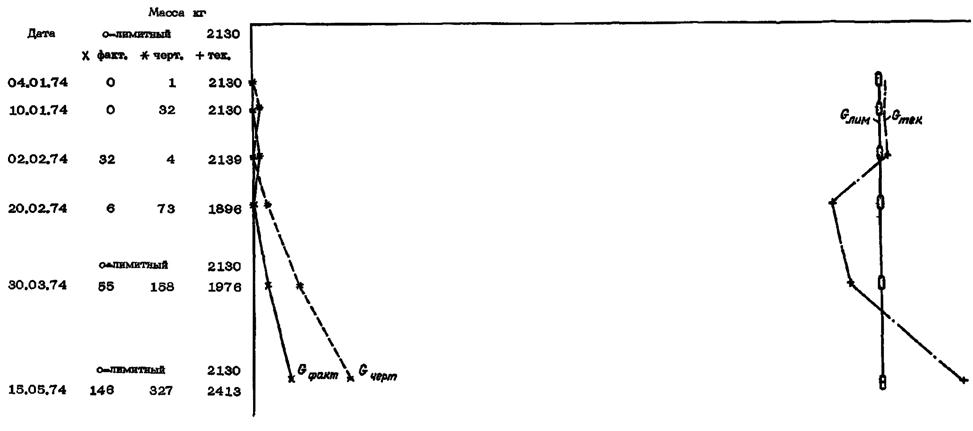
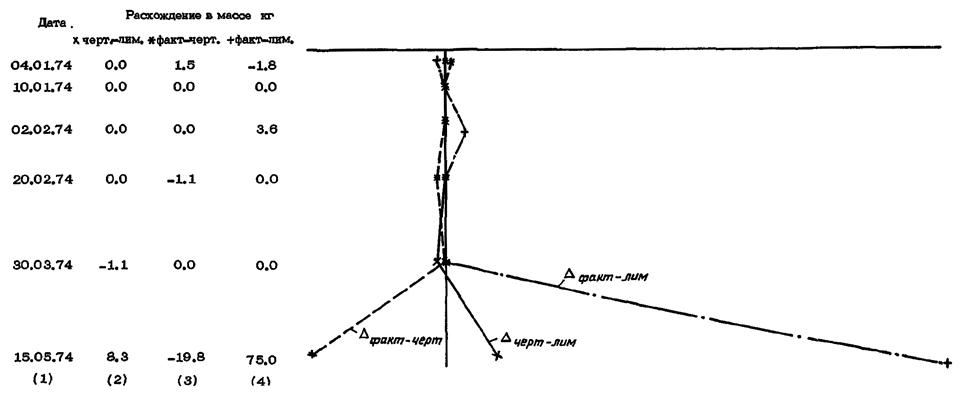
ПРИЛОЖЕНИЕ 3
Справочное
|
Обозначение |
Определение термина |
|
|
Лимитная масса изделия |
Gлим |
Максимальная масса, установленная Генеральным (Главным) конструктором, для разработки данного изделия |
|
Чертежная масса изделия |
Gчерт |
Масса, указанная в чертеже, для бесчертежных деталей в спецификации |
|
Чертежно-контрольная масса изделия |
Gч контр |
Суммарная масса всех изделий и материалов, входящих в данное специфицированное изделие, подсчитанная ЭВМ |
|
Фактическая масса изделия |
Gфакт |
Масса изделия, полностью изготовленного в соответствии с чертежом, определяемая взвешиванием |
|
Текущая фактическая масса изделия |
Gф. тек |
Суммарная фактическая масса всех изделий, входящих в данное специфицированное изделие, изготовленных и взвешенных к текущему моменту времени |
|
Текущая чертежная масса изделия |
Gч тек |
Суммарная чертежная масса всех изделий, входящих в данное специфицированное изделие, изготовленных в производстве к текущему моменту времени |
|
Текущая масса изделия |
Gтек |
Суммарная масса специфицированного изделия, состоящая из текущей фактической массы, чертежной массы неизготовленных в производстве изделий и лимитной массы изделий, на которые не выпущены чертежи |
ПРИЛОЖЕНИЕ 4
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ЗАПИСИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ
С целью уменьшения погрешности приближенного расчета моментов инерции и с целью получения распределенных массово-инерционных характеристик основного изделия крупногабаритные детали необходимо условно поделить на части и каждую часть рассматривать как самостоятельную деталь.
Количество частей условного членения определяется требованиями к определению погонных нагрузок от собственного веса конструкции и массово-инерционных характеристик ее частей.
На чертеже показана зависимость практической относительной погрешности момента инерции детали от числа членений для наиболее часто встречающихся типов распределения массы по длине детали. Зависимость для распределения массы по форме треугольника получена из предположения, что центр тяжести каждой части принимается посредине.
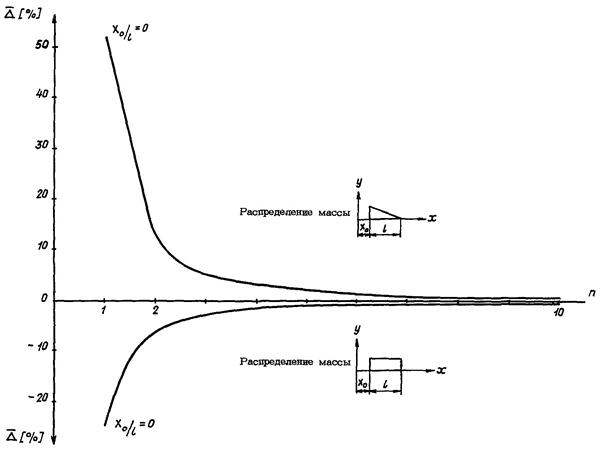
Приложение 5
справочное
ПРИМЕРЫ ЗАПОЛНЕНИЯ ФОРМ ВХОДНОЙ ДОКУМЕНТАЦИИ
1. Пример условного членения основного изделия 124A.0000.00 на уровни и размещения систем координат приведен на черт. 1
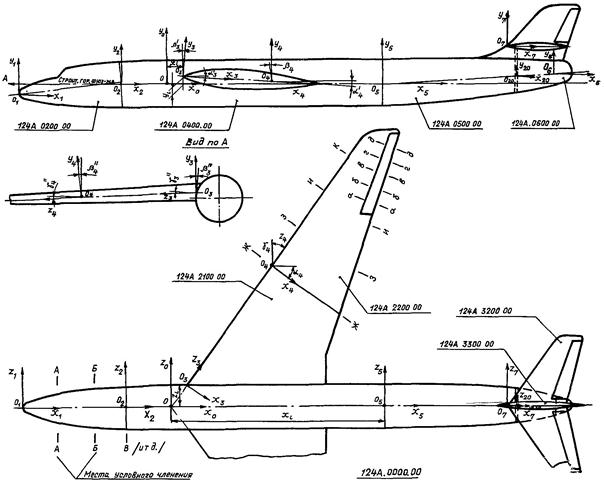
|
№ п/п |
Сборочный |
Наименование |
К сборочному |
Система координат |
Относит. системы координат |
X |
Y |
Z |
α |
α' |
β' |
β" |
γ |
γ" |
|
|
1 |
124А.0200.00 |
Носовая часть фюз-жа |
124A.0000.00 |
O1X1Y1Z1 |
|
o0x0y0z0 |
-12 000 |
-830 |
0 |
0 |
0 |
о |
0 |
0 |
0 |
|
2 |
124А.0400.00 |
Средняя часть фюз-жа |
124А.0000.00 |
O2X2Y2Z2 |
-2800 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
3 |
124А.2100.00 |
Отъемная часть крыла |
124A.0000.00 |
O3X3Y3Z3 |
-1400 |
550 |
1500 |
+30 |
-3 |
-3 |
+4 |
+30 |
+4 |
||
|
4 |
124A.2200.00 |
Отъемная часть крыла |
124A.0000.00 |
O4X4Y4Z4 |
8380 |
200 |
12000 |
+30 |
-3 |
-3 |
+4 |
+30 |
+4 |
||
|
5 |
124А.0500.00 |
Хвостовая часть фюз-жа |
124А.0000.00 |
O5X5Y5Z5 |
17500 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
||
|
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
||
|
20 |
124А.0502.00 |
Шпангоут № 102 |
124А.0500.00 |
O20X20Y20Z20 |
10500 |
550 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
Черт. 1
2. Пример заполнения заглавного листа по форме 1 на комплект документации с информацией об основном изделии 124А.0000.00 приведен на черт. 2.
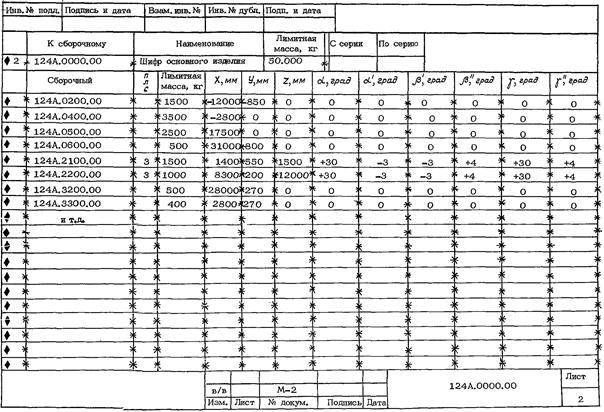
Черт. 3
4. Схематическое изображение консоли крыла (сборочная единица 124А.2200.00.01.02 с заданной системой координат O4Х4Y4Z4) приведено на черт. 4.
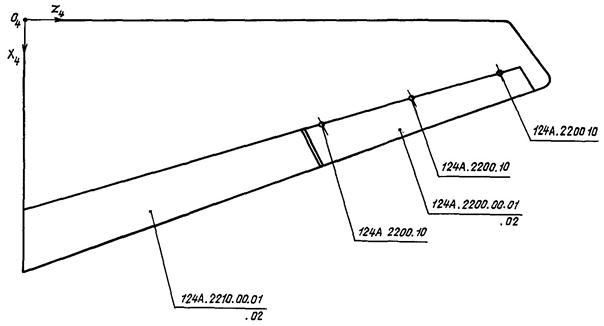
Черт. 4
5. Пример заполнения заглавного листа по форме 1 на комплект документации с информацией о консоли крыла приведен на черт. 5.
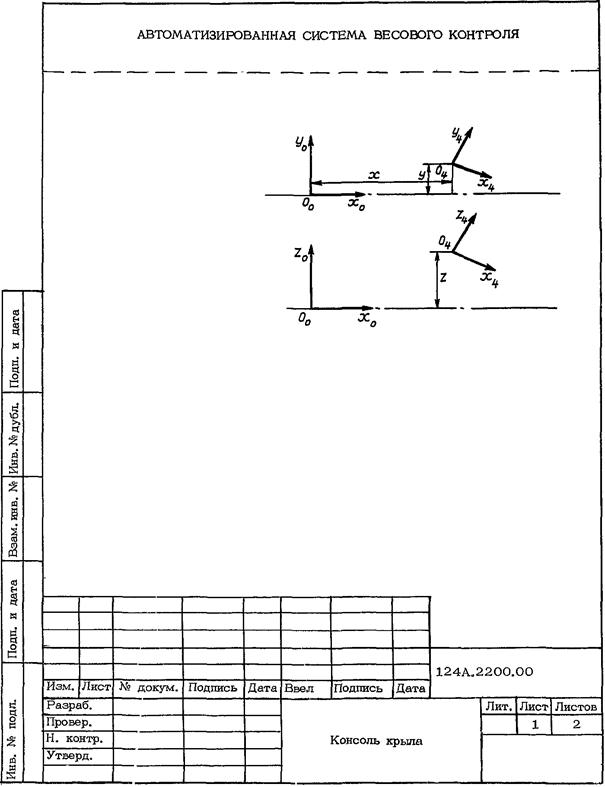
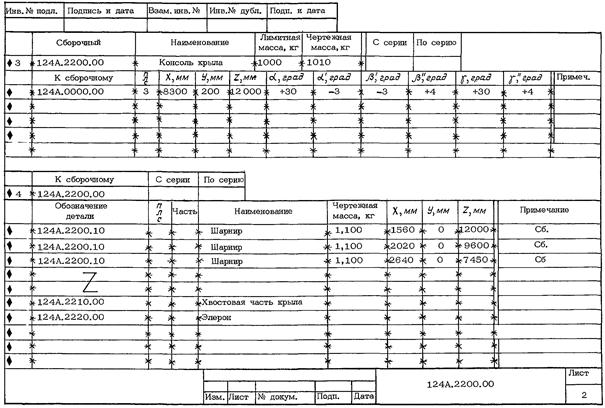
Черт. 6
7. Схематическое изображение хвостовой части фюзеляжа (сборочная единица 124A.0500.00 с заданной системой координат О5Х5Y5Z5) приведено на черт. 7.
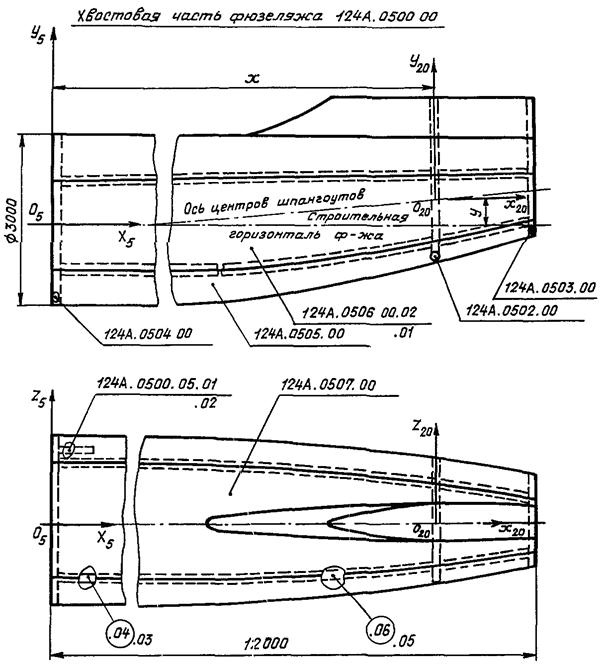
Черт. 7
8. Пример заполнения заглавного листа по форме 1 на комплект документации с информацией о хвостовой части фюзеляжа приведен на черт. 8.
Черт. 9
СОДЕРЖАНИЕ