МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ
|
ГОСТ |
ПРОКАТ
СОРТОВОЙ СТАЛЬНОЙ
ГОРЯЧЕКАТАНЫЙ ПОЛОСОВОЙ
Сортамент
(EN 10058:2003, NEQ)
|
|
Москва Стандартинформ 2009 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом «УкрНИИМет» Украинского государственного научно-технического центра «Энергосталь»; Межгосударственным техническим комитетом по стандартизации МТК 327 «Прокат сортовой, фасонный и специальные профили»
2 ВНЕСЕН Государственным комитетом Украины по вопросам технического регулирования и потребительской политики
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 30 от 7 декабря 2006 г.)
За принятие стандарта проголосовали:
|
Краткое
наименование страны |
Код
страны |
Сокращенное
наименование национального органа |
|
Азербайджан |
AZ |
Азстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт соответствует региональному стандарту ЕН 10058:2003 «Горячекатаные плоские прутки из стали общего назначения. Размеры и предельные отклонения по форме и размерам» (EN 10058:2003 «Hot rolled flat steel bars for general purposes - Dimensions and tolerances on shape and dimensions») в части требований к сортаменту.
Степень соответствия - неэквивалентная (NEQ)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 18 декабря 2008 г. № 445-ст межгосударственный стандарт ГОСТ 103-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2009 г.
6 ВЗАМЕН ГОСТ 103-76
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ГОСТ 103-2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОКАТ СОРТОВОЙ СТАЛЬНОЙ ГОРЯЧЕКАТАНЫЙ ПОЛОСОВОЙ Сортамент Hot-rolled steel strips. Dimensions |
Дата введения - 2009-07-01
1 Область применения
Настоящий стандарт распространяется на сортовой стальной горячекатаный полосовой прокат (далее - прокат) общего назначения и стальной полосовой прокат для гаек толщиной от 4 до 80 мм включительно и шириной от 10 до 200 мм включительно.
2 Классификация. Основные параметры и размеры
2.1 Прокат подразделяют:
- по назначению: общего - ОН;
для горячей штамповки гаек - ГШГ; для холодной штамповки гаек - ХШГ;
- поточности прокатки: по толщине:
повышенной - БТ1, БТ2, БТЗ; обычной- ВТ1, ВТ2, ВТЗ;
по ширине:
повышенной - БШ1, БШ2, БШЗ;
обычной - ВШ1, ВШ2, ВШЗ;
подлине:
мерной - МД;
мерной с немерной длиной - МД11);
кратной мерной - КД;
кратной мерной с немерной длиной - КД11);
немерной - НД;
ограниченной в пределах немерной - ОД;
ограниченной с немерной длиной - ОД11);
__________
1) При поставке проката мерной с немерной длиной (МД1), кратной мерной с немерной длиной (КД1) и ограниченной с немерной длиной (ОД1) допускается наличие проката немерной длины в количестве не более 5 % массы партии.
в рулонах - РД;
- по предельным отклонениям по длине проката мерной и кратной мерной длины по группам: БД и ВД;
- по притуплению углов на группы: БУ иВУ;
- по требованию к серповидности:
высокое - АС;
повышенное - БС;
обычное - ВС;
- по виду плоскостности:
особо высокой - ПО;
высокой - ПВ;
нормальной - ПН.
2.2 Форма поперечного сечения, толщина, ширина и масса 1 м длины проката должны соответствовать указанным на рисунке 1 и в таблице 1.
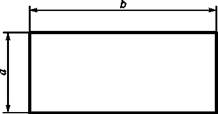
Рисунок 1
Таблица 1
|
Ширина |
Масса 1 м длины проката, кг при толщине а, мм |
||||||||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
14 |
15 |
16 |
18 |
|
|
10 |
- |
0,393 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
0,377 |
0,471 |
0,565 |
- |
0,754 |
- |
- |
- |
- |
- |
- |
- |
- |
|
14 |
- |
- |
0,659 |
- |
0,879 |
- |
- |
- |
- |
- |
- |
- |
- |
|
15 |
- |
0,589 |
0,707 |
- |
0,942 |
- |
1,178 |
- |
- |
- |
- |
- |
- |
|
16 |
0,502 |
0,628 |
0,754 |
0,879 |
1,005 |
1,130 |
1,256 |
1,382 |
1,507 |
1,758 |
- |
- |
- |
|
18 |
0,565 |
0,707 |
0,848 |
0,989 |
1,130 |
1,272 |
1,413 |
1,554 |
1,696 |
1,978 |
- |
2,260 |
- |
|
20 |
0,628 |
0,785 |
0,942 |
1,099 |
1,256 |
1,413 |
1,570 |
1,727 |
1,884 |
2,198 |
2,355 |
2,512 |
- |
|
22 |
0,691 |
0,864 |
1,036 |
1,209 |
1,382 |
1,554 |
1,727 |
1,900 |
2,072 |
2,418 |
- |
2,763 |
3,109 |
|
25 |
0,785 |
0,981 |
1,178 |
1,374 |
1,570 |
1,766 |
1,963 |
2,159 |
2,355 |
2,748 |
2,944 |
3,140 |
3,533 |
|
28 |
0,879 |
1,099 |
1,319 |
1,539 |
1,758 |
1,978 |
2,198 |
2,418 |
2,638 |
3,077 |
- |
3,517 |
3,956 |
|
30 |
0,942 |
1,178 |
1,413 |
1,649 |
1,884 |
2,120 |
2,355 |
2,591 |
2,826 |
3,297 |
3,533 |
3,768 |
4,239 |
|
32 |
1,005 |
1,256 |
1,507 |
1,758 |
2,010 |
2,261 |
2,512 |
2,763 |
3,014 |
3,517 |
- |
4,019 |
4,522 |
|
35 |
1,100 |
1,374 |
1,649 |
- |
2,198 |
- |
2,748 |
- |
3,297 |
- |
4,121 |
- |
- |
|
36 |
1,130 |
1,413 |
1,696 |
1,978 |
2,261 |
2,543 |
2,826 |
3,109 |
3,391 |
3,956 |
- |
4,522 |
5,087 |
|
40 |
1,256 |
1,570 |
1,884 |
2,198 |
2,512 |
2,826 |
3,140 |
3,454 |
3,768 |
4,396 |
4,710 |
5,024 |
5,652 |
|
45 |
1,413 |
1,766 |
2,120 |
2,473 |
2,826 |
3,179 |
3,533 |
3,886 |
4,239 |
4,946 |
5,299 |
5,652 |
6,359 |
|
50 |
1,570 |
1,963 |
2,355 |
2,748 |
3,140 |
3,533 |
3,925 |
4,318 |
4,710 |
5,495 |
5,888 |
6,280 |
7,065 |
|
55 |
- |
2,159 |
2,591 |
3,022 |
3,454 |
3,886 |
4,318 |
4,749 |
5,181 |
6,045 |
- |
6,908 |
7,772 |
|
60 |
- |
2,355 |
2,826 |
3,297 |
3,768 |
4,239 |
4,710 |
5,181 |
5,652 |
6,594 |
7,065 |
7,536 |
8,478 |
|
63 |
- |
- |
2,967 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
- |
2,551 |
3,062 |
3,572 |
4,082 |
4,592 |
5,103 |
5,613 |
6,123 |
7,144 |
7,654 |
8,164 |
9,185 |
|
70 |
- |
2,748 |
3,297 |
3,847 |
4,396 |
4,946 |
5,495 |
6,045 |
6,594 |
7,693 |
8,243 |
8,792 |
9,891 |
Продолжение таблицы 1
|
Ширина |
Масса 1 м длины проката, кг, при толщине а, мм |
||||||||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
14 |
15 |
16 |
18 |
|
|
75 |
2,360 |
2,944 |
3,533 |
4,121 |
4,710 |
5,299 |
5,888 |
6,476 |
7,065 |
8,243 |
8,831 |
9,420 |
10,598 |
|
80 |
- |
3,140 |
3,768 |
4,396 |
5,024 |
5,652 |
6,280 |
6,908 |
7,536 |
8,792 |
9,420 |
10,048 |
11,304 |
|
85 |
- |
- |
4,004 |
4,671 |
5,338 |
6,005 |
6,673 |
7,340 |
8,007 |
9,342 |
- |
10,676 |
12,011 |
|
90 |
- |
3,533 |
4,239 |
4,946 |
5,652 |
6,359 |
7,065 |
7,772 |
8,478 |
9,891 |
10,598 |
11,304 |
12,717 |
|
95 |
- |
- |
4,475 |
5,220 |
5,966 |
6,712 |
7,458 |
8,203 |
8,949 |
10,440 |
- |
11,932 |
13,424 |
|
100 |
- |
3,925 |
4,710 |
5,495 |
6,280 |
7,065 |
7,850 |
8,635 |
9,420 |
10,990 |
11,775 |
12,560 |
14,130 |
|
105 |
- |
- |
4,946 |
5,770 |
6,594 |
7,418 |
- |
- |
- |
- |
- |
- |
- |
|
110 |
- |
- |
5,181 |
6,045 |
6,908 |
7,772 |
- |
- |
10,360 |
12,090 |
- |
- |
- |
|
120 |
- |
- |
5,652 |
6,594 |
7,536 |
- |
9,420 |
- |
11,304 |
13,190 |
14,130 |
- |
- |
|
125 |
- |
- |
5,888 |
6,869 |
7,850 |
- |
- |
- |
- |
- |
- |
- |
- |
|
130 |
- |
- |
6,123 |
7,144 |
8,164 |
9,185 |
10,205 |
- |
12,246 |
14,287 |
15,308 |
- |
- |
|
140 |
- |
- |
6,594 |
7,693 |
8,792 |
- |
10,990 |
- |
13,188 |
15,386 |
16,485 |
17,584 |
19,782 |
|
150 |
- |
- |
7,065 |
8,243 |
9,420 |
10,598 |
11,775 |
12,953 |
14,130 |
16,485 |
17,663 |
18,840 |
21,195 |
|
160 |
- |
- |
7,536 |
8,792 |
10,048 |
11,304 |
12,560 |
13,816 |
15,072 |
17,584 |
- |
20,096 |
22,608 |
|
170 |
- |
- |
- |
- |
- |
- |
- |
14,680 |
16,014 |
18,683 |
- |
21,352 |
24,021 |
|
180 |
- |
- |
- |
- |
- |
- |
- |
15,543 |
16,956 |
19,782 |
- |
22,608 |
25,434 |
|
190 |
- |
- |
- |
- |
- |
- |
- |
16,407 |
17,898 |
20,881 |
- |
23,864 |
26,847 |
|
200 |
- |
- |
- |
- |
- |
- |
15,700 |
17,270 |
18,840 |
21,980 |
- |
25,120 |
28,260 |
Окончание таблицы 1
|
Ширина |
Масса 1 м длины проката, кг, при толщине а, мм |
|||||||||||||
|
20 |
22 |
25 |
28 |
30 |
32 |
35 |
36 |
40 |
45 |
50 |
56 |
60 |
80 |
|
|
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
14 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
18 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
22 |
3,454 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
25 |
3,925 |
4,318 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
28 |
4,396 |
4,836 |
5,495 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
30 |
4,710 |
5,181 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
32 |
5,024 |
5,526 |
6,280 |
7,034 |
7,536 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
35 |
5,495 |
- |
6,869 |
- |
8,243 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
36 |
5,652 |
6,217 |
7,065 |
7,913 |
8,478 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Окончание таблицы 1
|
Ширина |
Масса 1 м длины проката, кг, при толщине а, мм |
|||||||||||||
|
20 |
22 |
25 |
28 |
30 |
32 |
35 |
36 |
40 |
45 |
50 |
56 |
60 |
80 |
|
|
40 |
6,280 |
6,908 |
7,850 |
8,792 |
9,420 |
10,048 |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
7,065 |
7,772 |
8,831 |
9,891 |
10,598 |
11,304 |
- |
12,717 |
- |
- |
- |
- |
- |
- |
|
50 |
7,850 |
8,635 |
9,813 |
10,990 |
11,775 |
12,560 |
- |
14,130 |
- |
- |
- |
- |
- |
- |
|
55 |
8,635 |
9,499 |
10,794 |
12,089 |
12,953 |
13,816 |
- |
15,543 |
- |
- |
- |
- |
- |
- |
|
60 |
9,420 |
10,362 |
11,775 |
13,188 |
14,130 |
15,072 |
16,485 |
16,956 |
18,840 |
21,195 |
23,550 |
26,376 |
- |
- |
|
63 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
10,205 |
11,226 |
12,756 |
14,287 |
15,308 |
16,328 |
- |
18,369 |
20,410 |
22,961 |
25,513 |
28,574 |
30,615 |
- |
|
70 |
10,990 |
12,089 |
13,738 |
15,386 |
16,485 |
17,584 |
19,233 |
19,782 |
21,980 |
24,728 |
27,475 |
30,772 |
32,970 |
- |
|
75 |
11,775 |
12,953 |
14,719 |
16,485 |
17,663 |
18,840 |
- |
21,195 |
23,550 |
26,494 |
29,438 |
32,970 |
35,325 |
- |
|
80 |
12,560 |
13,816 |
15,700 |
17,584 |
18,840 |
20,096 |
21,980 |
22,608 |
25,120 |
28,260 |
31,400 |
35,168 |
37,680 |
- |
|
85 |
13,345 |
14,680 |
16,681 |
18,683 |
20,018 |
21,352 |
- |
24,021 |
26,690 |
30,026 |
33,363 |
37,366 |
40,035 |
- |
|
90 |
14,130 |
15,543 |
17,663 |
19,782 |
21,195 |
22,608 |
24,728 |
25,434 |
28,260 |
31,793 |
35,325 |
39,564 |
42,390 |
- |
|
95 |
14,915 |
16,407 |
18,644 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
100 |
15,700 |
17,270 |
19,625 |
- |
23,550 |
- |
27,475 |
- |
31,400 |
- |
39,25 |
- |
47,100 |
- |
|
105 |
- |
18,134 |
20,606 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
110 |
- |
18,997 |
21,588 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
120 |
18,840 |
20,724 |
23,550 |
- |
28,260 |
- |
33,000 |
- |
37,680 |
- |
47,100 |
- |
- |
- |
|
125 |
- |
21,588 |
24,531 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
130 |
20,410 |
22,451 |
25,513 |
- |
30,615 |
- |
- |
- |
40,820 |
- |
51,025 |
- |
- |
- |
|
140 |
21,980 |
24,178 |
27,475 |
- |
32,970 |
- |
- |
- |
43,960 |
- |
54,950 |
- |
- |
- |
|
150 |
23,550 |
25,905 |
29,438 |
32,970 |
35,325 |
37,680 |
41,213 |
42,390 |
47,100 |
52,988 |
58,875 |
65,940 |
70,650 |
94,200 |
|
160 |
25,120 |
27,632 |
31,400 |
35,168 |
37,680 |
40,192 |
- |
45,216 |
50,240 |
56,520 |
62,800 |
70,336 |
75,360 |
- |
|
170 |
26,690 |
29,359 |
33,363 |
37,366 |
40,035 |
42,704 |
- |
48,042 |
53,380 |
60,053 |
66,725 |
74,732 |
80,070 |
- |
|
180 |
28,260 |
31,086 |
35,325 |
39,564 |
42,390 |
45,216 |
- |
50,868 |
56,520 |
63,585 |
70,650 |
79,128 |
84,780 |
- |
|
190 |
29,830 |
32,813 |
37,288 |
41,762 |
44,745 |
47,728 |
- |
53,694 |
59,660 |
67,118 |
74,575 |
83,524 |
89,490 |
- |
|
200 |
31,400 |
34,540 |
39,250 |
43,960 |
47,100 |
50,240 |
- |
56,520 |
62,800 |
70,650 |
78,500 |
87,920 |
94,200 |
- |
|
Примечания 1 Масса 1 м длины проката вычислена по номинальным размерам и является справочной величиной. Плотность стали принята равной 7,85 г/см3. 2 Знак «-» указывает, что данный параметр не нормируется. 3 По согласованию изготовителя с потребителем (по согласованной спецификации) прокат изготовляют промежуточных размеров по толщине и ширине и в том числе кратных 0,5 мм с предельными отклонениями по ближайшему меньшему размеру. |
||||||||||||||
2.3 По требованию потребителя (по согласованной спецификации) прокат изготовляют: толщиной 4 и 5 мм всех ширин; толщиной до 36 мм включительно и шириной 56 мм; размерами а´ b, мм:
8´17; 12´27; 13´22; 13´25; 15´25; 17´25; 17´28; 17´30; 19´25; 19´28; 19´34; 23´27; 23´36; 24´32; 24´39; 24´55; 26´36; 26´44; 27´34; 28´17; 32´39; 34´24; 34´39.
2.4 Предельные отклонения по толщине проката общего назначения и для горячей штамповки гаек не должны превышать значений, указанных в таблице 2.
|
Таблица 2 |
В миллиметрах |
|
Предельное отклонение по толщине проката при точности прокатки |
||||
|
БТ1 |
БТ21) |
ВТ1 |
ВТ21) |
|
|
От 4 до 6 включ. |
+0,2 |
± 0,25 |
+0,3 |
± 0,5 |
|
-0,3 |
-0,5 |
|||
|
Св. 6 до 16 включ. |
+0,2 |
± 0,30 |
+0,2 |
|
|
-0,4 |
-0,5 |
|||
|
Св. 16 до 20 включ. |
+0,2 |
± 0,40 |
+0,2 |
|
|
-0,6 |
-0,8 |
|||
|
Св. 20 до 25 включ. |
+0,2 |
± 0,45 |
+0,2 |
± 1 0 |
|
Св. 25 до 32 включ. |
-0,7 |
-1,2 |
||
|
Св. 32 до 40 включ. |
+0,2 |
± 0,60 |
+0,2 |
|
|
-1,0 |
-1,6 |
|||
|
Св. 40 до 50 включ. |
+0,2 |
± 0,85 |
+0,3 |
± 1,5 |
|
-1,5 |
-2,0 |
|||
|
Св. 50 до 60 включ. |
+0,2 |
± 1,00 |
+0,3 |
|
|
-1,8 |
-2,4 |
|||
|
Св. 60 до 80 включ. |
- |
- |
- |
|
|
1) По согласованию изготовителя с потребителем (по согласованной спецификации). |
||||
2.4.1 Прокат с точностью прокатки ВТ2 (таблица 2) допускается изготовлять с плюсовыми предельными отклонениями, равными сумме предельных отклонений по толщине (ВТЗ).
2.4.2 По требованию потребителя (по согласованной спецификации) прокат толщиной свыше 16 до 20 мм включительно изготовляют с предельными отклонениями по толщине ± 0,30 мм (БТЗ).
2.5 Предельные отклонения по ширине проката общего назначения и для горячей штамповки гаек не должны превышать значений, указанных в таблице 3.
|
Таблица 3 |
В миллиметрах |
|
Предельное отклонение по ширине проката при точности прокатки |
||||
|
БШ1 |
БШ21) |
ВШ1 |
ВШ21) |
|
|
От 10 до 40 включ. |
+0,3 |
± 0,60 |
+0,5 |
± 0,75 |
|
Св. 40 до 60 включ. |
-0,9 |
-1,0 |
± 1,0 |
|
|
Св. 60 до 65 включ. |
+0,3 |
± 0,70 |
+0,5 |
|
|
-1,1 |
-1,3 |
|||
|
Св. 65 до 75 включ. |
+0,3 |
± 0,80 |
+0,5 |
|
|
-1,3 |
-1,4 |
|||
|
Св. 75 до 80 включ. |
+0,5 |
± 0,85 |
+0,7 |
|
|
Св. 80 до 85 включ. |
-1,4 |
-1,6 |
± 1,5 |
|
|
Св. 85 до 95 включ. |
+0,6 |
± 1,10 |
+0,9 |
|
|
-1,6 |
-1,8 |
|||
|
Св. 95 до 100 включ. |
+0,7 |
± 1,25 |
+1,0 |
|
|
Св. 100 до 105 включ. |
-1,8 |
-2,0 |
± 2,0 |
|
|
Св. 105 до 110 включ. |
+0,8 |
± 1,40 |
+1,0 |
|
|
-2,0 |
-2,2 |
|||
|
Св. 110 до 120 включ. |
+0,9 |
± 1,55 |
+1,1 |
|
|
Св. 120 до 125 включ. |
-2,2 |
-2,4 |
± 2,5 |
|
|
Св. 125 до 150 включ. |
+1,0 |
± 1,70 |
+1,2 |
|
|
-2,4 |
-2,8 |
|||
|
Св. 150 до 180 включ. |
+1,2 |
± 1,85 |
+1,4 |
- |
|
-2,5 |
-3,2 |
|||
|
Св. 180 до 200 включ. |
+1,4 |
± 2,10 |
+1,7 |
|
|
-2,8 |
-4,0 |
|||
|
1) По согласованию изготовителя с потребителем (по согласованной спецификации). |
||||
2.5.1 Прокат с точностью прокатки ВШ2 (таблица 3) допускается изготовлять с плюсовыми предельными отклонениями, равными сумме предельных отклонений по ширине (ВШЗ).
2.5.2 По требованию потребителя (по согласованной спецификации) прокат шириной от 12 до 40 мм включительно изготовляют с предельными отклонениями по ширине ± 0,50 мм (БШЗ).
2.6 Предельные отклонения по толщине и ширине проката для холодной штамповки гаек не должны превышать значений, указанных в таблице 4.
|
Таблица 4 |
В миллиметрах |
|
Ширина проката b |
|||
|
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|
От 4 до 5 включ. |
± 0,20 |
От 12 до 36 включ. |
± 0,40 |
|
Св. 5 до 12 включ. |
± 0,30 |
||
|
Св. 12 до 16 включ. |
± 0,35 |
||
|
Св. 16 до 18 включ. |
+ 0,40 |
||
2.7 Выпуклость или вогнутость боковых граней проката не должна превышать предельных отклонений по ширине.
2.8 Прокат изготовляют длиной:
- от 2 до 12 м включительно - из углеродистой стали обыкновенного качества, низколегированной и фосфористой;
- от 2 до 6 м включительно - из углеродистой качественной и легированной стали.
По согласованию изготовителя с потребителем (по согласованной спецификации) прокат изготовляют немерной длиной в пределах от 3 до 13 м включительно, при этом 10 % прутков от массы партии могут иметь меньшую длину, но не менее 75 % минимальной длины.
2.9 Предельные отклонения на изготовляемую длину проката мерной или кратной мерной длины не должны превышать значений, указанных в таблице 5.
Таблица 5
|
Предельное отклонение, мм |
Длина проката, м |
Предельное отклонение, мм |
|
|
Группа БД |
Группа ВД1) |
||
|
До 4 включ. |
+30 |
От 3 до 13 включ. |
± 100 |
|
Св. 4 до 6 включ. |
+50 |
От 6 до 13 включ. |
± 50 |
|
Св. 6 до 12 включ. |
+70 |
До 6 |
± 25 |
|
От 2 до 12 включ. для всех длин со штрипсовых станов |
+200 |
Для всех длин1) |
Только с плюсовыми пре- дельными отклонениями2) |
|
1) По согласованию изготовителя с потребителем (по согласованной спецификации). |
|||
|
2) Плюсовые предельные отклонения по длине равны по величине сумме предельных отклонений. |
|||
2.10 По согласованию изготовителя с потребителем (по согласованной спецификации) прокат изготовляют в рулонах.
2.11 Притупление углов для проката группы ВУ не должно превышать 0,2 толщины, но не более 3 мм.
По согласованию изготовителя с потребителем (по согласованной спецификации) притупление углов для проката группы БУ толщиной свыше 4 мм не должно превышать значений, указанных в таблице 6.
|
Таблица 6 |
В миллиметрах |
|
Притупление углов группы БУ, не более |
|
|
12 |
1,0 |
|
Св. 12 до 20 включ. |
1,5 |
|
Св. 20 до 30 включ. |
2,0 |
|
Св. 30 до 50 включ. |
2,5 |
|
Св. 50 до 200 включ. |
3,0 |
2.12 Серповидность проката не должна превышать значений, указанных в таблице 7.
Таблица 7
|
Допускаемая серповидность, % длины, не более |
|||
|
АС1) |
БС |
ВС |
|
|
До 1000 |
0,2 |
0,40 |
0,5 |
|
1000 и более |
0,25 |
||
|
1) По требованию потребителя (по согласованной спецификации). |
|||
|
Примечание - Площадь поперечного сечения вычисляют по номинальным размерам. |
|||
2.13 Отклонение от плоскостности проката толщиной свыше 12 мм не должно превышать значений, указанных в таблице 8.
|
Таблица 8 |
В миллиметрах |
|
Отклонение от плоскостности на 1 м длины проката |
|||
|
особо высокой плоскостности (ПО)1) |
высокой плоскостности (ПВ) |
(ПН) |
|
|
не более |
|||
|
Св. 12 до 36 включ. |
2 |
5 |
20 |
|
Св. 36 до 80 включ. |
10 |
||
|
1) По согласованию изготовителя с потребителем (по согласованной спецификации). |
|||
Отклонение от плоскостности проката толщиной до 12 мм включительно не нормируют и не контролируют.
2.14 Форму поперечного сечения определяют двумя способами: разностью диагоналей или отклонением от прямого угла. Способ контроля выбирает изготовитель и указывает в документе о качестве.
2.14.1 Разность диагоналей в одном сечении не должна превышать удвоенной суммы предельных отклонений по ширине проката до 20 мм включительно, свыше 20 мм - суммы предельных отклонений по ширине проката.
2.14.2 Отклонение от прямого угла и (рисунок 2) для проката толщиной от 40 до 80 мм включительно и шириной от 10 до 200 мм включительно не должно превышать значений, указанных в таблице 9.
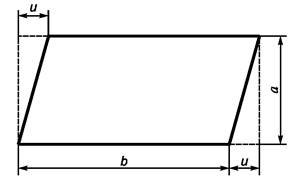
Рисунок 2
|
Таблица 9 |
В миллиметрах |
|
Допустимое отклонение от прямого угла и |
|
|
40 |
1,0 |
|
Св. 40 до 80 включ. |
1,5 |
2.15 Размеры, притупление углов и серповидность проката измеряют на расстоянии не менее 100 мм от торца, а проката в рулонах - в любом месте, кроме первого и последнего витков.
2.15.1 По согласованию изготовителя с потребителем (по согласованной спецификации) размеры, притупление углов и серповидность проката измеряют на расстоянии не менее 150 мм от торца.
2.15.2 Длину измеряют по наибольшей грани проката.
2.15.3 Серповидность измеряют на длине изготовляемого проката, ноне менее 1 м.
2.15.4 Отклонение от плоскостности проката измеряют на участке длиной 1 м на расстоянии не менее 1 мот торца.
Отклонение от плоскостности проката в рулонах не проверяют.
Ключевые слова: прокат полосового сечения, параметры и размеры, точность изготовления, предельные отклонения, притупление углов, серповидность, плоскостность, разность диагоналей, отклонение от прямого угла
СОДЕРЖАНИЕ