|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р |

Единая система защиты от коррозии и старения
МЕТАЛЛЫ, СПЛАВЫ,
ПОКРЫТИЯ
МЕТАЛЛИЧЕСКИЕ
Методы удаления продуктов коррозии
после коррозионных испытаний
ISO 8407:1991
Corrosion
of metals - Removal of corrosion
products from corrosion test
specimens
(MOD)
|
|
Москва |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Протектор», Институтом физической химии и электрохимии им. Фрумкина Российской академии наук на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 214 «Защита изделий и материалов от коррозии»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 сентября 2007 г. № 247-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8407:1991 «Коррозия металлов и сплавов. Удаление продуктов коррозии с образцов для испытаний» (ISO 8407:1991 «Corrosion of metals - Removal of corrosion products from corrosion test specimens») путем:
- изменения его структуры. Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении В;
- введения дополнительных положений, фраз и слов для учета потребностей национальной экономики Российской Федерации и особенностей российской национальной стандартизации, выделенных в тексте настоящего стандарта курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Переиздание (по состоянию на август 2008 г.)
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежегодно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
|
8 Протокол (отчет) по удалению продуктов коррозии. 7 Приложение А Растворы для удаления продуктов коррозии. 8 |
ГОСТ Р 9.907-2007
(ИСО 8407:1991)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Единая система защиты от коррозии и старения
МЕТАЛЛЫ, СПЛАВЫ, ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ
Методы удаления продуктов коррозии после коррозионных испытаний
Unified system of corrosion and ageing protection.
Metals, alloys, metallic coatings.
Methods for removal of corrosion products after corrosion tests
Дата введения - 2009-01-01
1 Область применения
Настоящий стандарт устанавливает методы удаления продуктов коррозии с образцов металлов, сплавов, металлических покрытий (далее - образцы) после коррозионных испытаний, применяемые при определении коррозионных потерь по изменению массы образцов.
Методы удаления продуктов коррозии, установленные настоящим стандартом, предназначены для удаления всех продуктов коррозии без значительного удаления основного металла. Это позволяет точно определить потерю массы металла после нахождения в коррозивной среде.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51652-2000 Спирт этиловый ректификованный из пищевого сырья. Технические условия
ГОСТ 9.008-82 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 61-75 Кислота уксусная. Технические условия
ГОСТ 83-79 Натрий углекислый. Технические условия
ГОСТ 201-76 Тринатрийфосфат. Технические условия
ГОСТ 1277-75 Серебро азотнокислое. Технические условия
ГОСТ 1381-73 Уротропин технический. Технические условия
ГОСТ 2603-79 Ацетон. Технические условия
ГОСТ 3117-78 Аммоний уксуснокислый. Технические условия
ГОСТ 3118-77 Кислота соляная. Технические условия
ГОСТ 3652-69 Кислота лимонная моногидрат и безводная. Технические условия
ГОСТ 3760-79 Аммиак водный. Технические условия
ГОСТ 3773-72 Аммоний хлористый. Технические условия
ГОСТ 3776-78 Хрома (VI) оксид. Технические условия
ГОСТ 3777-76 Барий азотнокислый. Технические условия
ГОСТ 4172-76 Натрий фосфорнокислый двузамещенный 12-водный. Технические условия
ГОСТ 4200-77 Кислота йодисто-водородная. Технические условия
ГОСТ 4204-77 Кислота серная. Технические условия
ГОСТ 4234-77 Калий хлористый. Технические условия
ГОСТ 4237-76 Натрий двухромовокислый 2-водный. Технические условия
ГОСТ 4328-77 Натрия гидроокись. Технические условия
ГОСТ 4461-77 Кислота азотная. Технические условия
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 5208-81 Спирт бутиловый нормальный технический. Технические условия
ГОСТ 5272-68 Коррозия металлов. Термины
ГОСТ 5841-74 Гидразин сернокислый
ГОСТ 5860-75 Кислота аминоуксусная. Технические условия
ГОСТ 6053-77 Натрий сернокислый кислый. Технические условия
ГОСТ 6344-73 Тиомочевина. Технические условия
ГОСТ 6552-80 Кислота ортофосфорная. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия
ГОСТ 9285-78 (ИСО 992-75, ИСО 995-75, ИСО 2466-73) Калия гидрат окиси технический. Технические условия
ГОСТ 10484-78 Кислота фтористо-водородная. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 12601-76 Порошок цинковый. Технические условия
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 19627-74 Гидрохинон (парадиоксибензол). Технические условия
ГОСТ 20490-75 Калий марганцовокислый. Технические условия
ГОСТ 21240-89 Скальпели и ножи медицинские. Общие технические требования и методы испытаний
ГОСТ 22180-76 Кислота щавелевая. Технические условия
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены термины по ГОСТ 5272, ГОСТ 9.008 и [1].
4 Общие положения
4.2 Если по способу, указанному в 4.1, продукты коррозии не удаляются, то используют один из следующих методов:
а) химический;
б) электрохимический;
в) механический.
Для полного удаления продуктов коррозии независимо от используемого метода может появиться необходимость повторной обработки поверхности. Степень удаления продуктов коррозии определяют визуально. Использование микроскопа (увеличение от 7´ до 30´) особенно пригодно для поверхности, покрытой раковинами, так как в них могут скапливаться продукты коррозии.
4.3 Идеальный метод удаления продуктов коррозии должен позволять удалять только продукты коррозии и не приводить к удалению основного металла. Для подтверждения этого могут быть использованы два способа. При одном способе (способ А) используют контрольный образец (4.3.1), при другом (способ Б) - испытуемый образец, требующий определенного числа циклов удаления продуктов коррозии (далее - травление) с прокорродировавшей поверхности (4.3.2).
Контрольные образцы должны быть идентичными (химически, металлургически и геометрически) испытуемым образцам, должны быть очищены таким же методом, что и испытуемые образцы. По взвешиванию контрольного образца до и после травления (взвешивание проводят с точностью до 0,00001 г - для образцов массой до 70 г и с точностью 0,001 г - для образцов массой более 70 г) определяют потерю массы металла. Потеря массы контрольного образца будет отражать потерю массы испытуемого образца, вызванную процедурой удаления продуктов коррозии.
Для определения потери массы металла контрольных образцов проводят контрольное травление на образцах, не подвергавшихся коррозионным испытаниям. Количество контрольных образцов - не менее трех.
Перед травлением контрольные образцы выдерживают в эксикаторе с влагопоглотителем в течение 24 ч и взвешивают.
На одном и том же контрольном образце проводят травление в определенном растворе и при определенном режиме (приложение Б) три раза. После каждого травления определяют величину потери массы контрольного образца. Вычисляют среднеарифметическое значение потери массы контрольного образца в результате трех травлений.
Потерю массы контрольных образцов учитывают при определении коррозионных потерь.
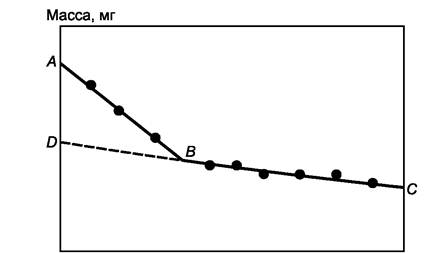
После удаления продуктов коррозии с поверхности прокорродировавшего испытуемого образца операцию его травления повторяют несколько раз. Строят график зависимости потери массы образца от числа равных циклов травления (рисунок 1), где точка А представляет массу прокорродировавшего образца до начала удаления продуктов коррозии (травления). В большинстве случаев будет иметь место линейная зависимость значений массы образца, полученных в циклах травления (после удаления продуктов коррозии), от числа циклов его травления. Получают две линии АВ и ВС. Линия АВ характеризует удаление продуктов коррозии и может быть не всегда видима. Линия ВС характеризует удаление основного металла после того, как удалены продукты коррозии. Экстраполяцией линии ВС на ось ординат мы получим точку D, которая характеризует массу образца при нулевом количестве циклов удаления продуктов коррозии (травления). В некоторых случаях зависимость может быть нелинейной и тогда следует сделать наиболее приемлемую экстраполяцию.
Число циклов травления
Рисунок 1 - График
зависимости изменения массы прокорродировавшего образца после повторяющихся
циклов
удаления продуктов коррозии (травления)
Наиболее близкая к исходной (истинная) масса образца после удаления продуктов коррозии будет между точками В и D в зависимости от степени возможного осаждения металла на поверхности образца из растворенных продуктов коррозии и (или) из материала анода во время удаления продуктов коррозии (травления).
4.3.3 Предпочтительным методом удаления продуктов коррозии будет тот, который:
а) обеспечивает эффективное (полное) удаление продуктов коррозии;
б) обеспечивает минимальную (потеря массы контрольного образца не превышает 0,005 % массы нетравленого образца) или нулевую потерю массы контрольного образца (4.3.1);
в) обеспечивает кривую массы как функцию числа циклов удаления продуктов коррозии (травления), которая близка к горизонтали, когда число циклов взято как абсцисса (4.3.2).
- в сушильном шкафу и дают остыть до комнатной температуры;
- погружением в раствор этилового спирта по ГОСТ Р 51652 (или ацетона по ГОСТ 2603), затем обдувом ручным воздушным вентилятором;
- фильтровальной бумагой по ГОСТ 12026 с последующим помещением в эксикатор по ГОСТ 25336 с влагопоглотителем в течение 24 ч.
После этого образец взвешивают.
5 Химический метод
Сущность метода состоит в удалении продуктов коррозии с поверхности образцов химическим растворением продуктов коррозии в растворах (пастах) определенного состава.
5.1 Для удаления продуктов коррозии с поверхности образцов химическим методом применяют:
- емкости для травильного раствора, изготовленные из инертных материалов (например стекла, винипласта);
- растворы для удаления продуктов коррозии (травильные растворы); пасты (составы) для удаления продуктов коррозии.
5.2 Состав раствора и режим травления выбирают по таблице А.1 приложения А; пасты (составы) для удаления продуктов коррозии применяют в соответствии с требованиями технических документов на конкретный материал (состав).
В зависимости от условий образования и состава продуктов коррозии допускается применять другие растворы и режимы травления при соблюдении требований 4.3.
Не допускается применять растворы и режимы травления, указанные в таблице А.1 приложения А, а также пасты (составы), если после коррозионных испытаний металлов нарушена сплошность покрытия образцов, в том числе и для многослойных покрытий.
Для эффективного (более полного) удаления продуктов коррозии рекомендуется использовать ультразвуковую очистку.
6. Электрохимический метод
Сущность метода состоит в удалении продуктов коррозии с поверхности образца под действием постоянного электрического тока в электролите определенного состава.
6.1 Для удаления продуктов коррозии с поверхности образца электрохимическим методом применяют:
- емкости для проведения электролиза, изготовленные из инертных материалов (например стекла, винипласта);
- источник постоянного тока, обеспечивающий плотность тока не менее 20 А/дм2;
- растворы для удаления продуктов коррозии (травильные растворы).
6.3 Состав растворов и режимы электрохимической обработки выбирают по таблице А.2 приложения А. При этом образец загружают в емкость для проведения электролиза в качестве катода.
7. Механический метод
Сущность метода состоит в механическом удалении продуктов коррозии с поверхности образцов.
7.1 Механический метод предусматривает удаление продуктов коррозии:
- щеткой (металлической или волосяной);
- абразивной шкуркой мелкой зернистости (до 10 мкм);
- резинкой (чернильной или карандашной);
- соскабливанием;
- вибрационным способом в металлических ситах;
- ультразвуковым способом;
- механическим ударом;
- импульсным обдуванием (песком или водяной струей).
Струйную обработку мягким абразивом или взвесью абразив/дистиллированная вода можно также использовать для удаления продуктов коррозии.
Примечание - Грубая механическая очистка может привести к удалению основного металла, поэтому действовать надо осторожно.
7.2 Механические методы часто используют для удаления прочно сцепленных с металлом продуктов коррозии.
7.3 Механические методы должны использоваться только тогда, когда остальные методы не дали положительных результатов при удалении продуктов коррозии. Как и в других методах, рекомендуется коррекция на потерю массы металла вследствие очистки.
7.4 Прилагаемые усилия, используемые при механической очистке, должны быть постоянными.
8 Протокол (отчет) по удалению продуктов коррозии
Протокол (отчет) по удалению продуктов коррозии должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- металл образца или покрытия; площадь поверхности образца;
- метод удаления продуктов коррозии;
- для химического метода: обозначение способа травления; состав травильного раствора с указанием концентрации примененных реактивов (для паст - марку и НД на нее), температуру и длительность обработки (травления);
- для электрохимического метода: обозначение способа травления; состав травильного раствора с указанием концентрации примененных реактивов, режим обработки (материал анода, силу тока, температуру и длительность обработки (травления);
- для механического метода: примененный механический метод (мягкая щетка, деревянный скребок, шпатель или скальпель по ГОСТ 21240 и т.д.), абразивные смеси и длительность очистки;
- при использовании многократных процедур травления - соответствующие подробности каждого метода и последовательность применения методов;
- результаты контрольного травления (4.3.1) или повторяющихся циклов травления (4.3.2), использованных для определения истинной массы образца во избежание удаления основного металла при травлении;
- потерю массы образца вследствие коррозии (4.3.3).
Приложение А
(рекомендуемое)
Растворы для удаления продуктов коррозии
А.1 В таблицах А.1 и А.2 приведены различные химические и электрохимические методы удаления продуктов коррозии (травления). Выбор метода травления для конкретного материала зависит от многих факторов, включая имеющийся предыдущий опыт использования конкретной операции травления.
Для всех приведенных методов травления предполагается, что поверхность, очищаемая от продуктов коррозии, располагается вертикально. Это минимизирует удержание всех газов, выделяющихся при травлении на горизонтальных поверхностях.
Указанное в таблицах время (длительность) травления представляет собой рекомендации по определению потерь массы в соответствии с рисунком 1 и 4.3.1. Однако когда операцию травления применяют с другой целью (например, очистка сложнопрофилированных поверхностей для обычной проверки), длительность обработки может быть увеличена.
Предупреждение - при работе с опасными веществами (такими как цианид, триоксид хрома, цинковая пыль) должны быть предприняты все меры безопасности.
А.2 Растворы и режимы обработки для химического метода удаления продуктов коррозии приведены в таблице А.1.
Таблица А.1
|
Металл |
Состав травильного раствора |
Длительность травления |
Температура |
Примечание |
|
|
С.1.1а) |
Алюминий и его сплавы, покрытия горячие и металлизационные |
50 см3 ортофосфорной кислоты (Н3РO4, ρ = 1,69 г/см3), 20 г хрома (VI) оксида (СrO3), до 1000 см3 дистиллированной воды |
5 - 10 мин |
От 80 °C до |
Если продукты коррозии остались в виде пленки, то травление проводят в азотной кислоте |
|
С.1.2 |
Алюминий и его сплавы, покрытия горячие и металлизационные |
Азотная кислота (HNO3, ρ = 1,42 г/см3), дистиллированная вода в соотношении 1:1 |
1 - 5 мин |
От 20 °C |
Во избежание реакций, которые могут привести к значительному удалению основного металла, удаляют отложения и объемные продукты коррозии |
|
С.2.1 |
Медь и ее сплавы; покрытия |
500 см3 соляной кислоты (HCl, ρ = 1,19 г/см3), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
Деаэрация раствора азотом минимизирует удаление основного металла |
|
С.2.1.1 |
Медь и ее сплавы; покрытия |
100 см3 соляной кислоты (HCl, ρ = 1,19 г/см3), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
Деаэрация раствора азотом минимизирует удаление основного металла |
|
С.2.3 |
Медь и ее сплавы; покрытия |
100 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
Удаляют объемные продукты коррозии для минимизации повторных отложений на поверхности образца |
|
С.2.4 |
Медь и ее сплавы; покрытия |
120 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), 30 г двухромовокислого 2-водного натрия (Na2Cr2O7 · 2Н2O), до 1000 см3 дистиллированной воды |
5 - 10 с |
От 20 °C |
Удаляют повторно отложенную медь благодаря воздействию на образцы серной кислоты |
|
С.2.5 |
Медь и ее сплавы; покрытия |
54 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), до 1000 см3 дистиллированной воды |
30 - 60 мин |
От 40 °C |
Деаэрируют раствор азотом. Если продукты коррозии предварительно удалены с образцов с помощью щеток, то химическую обработку рекомендуется проводить 3 - 4 с. Для удаления плотных продуктов коррозии рекомендуется применять предварительную обработку (разрыхление) в растворе гидроокиси натрия массовой концентрацией 400 - 650 г/дм3 |
|
С.3.1а) |
Железо, сталь, чугун |
1000 см3 соляной кислоты (HCl, ρ = 1,19 г/см3), 20 г оксида сурьмы (III) (Sb2O3), 50 г двухлористого олова (II) (SnCl2) |
1 - 25 мин |
От 20 °C |
Раствор сильно потрясти или образец очистить. В некоторых случаях может потребоваться большее время |
|
С.3.2 |
Железо, сталь, чугун |
50 г гидроокиси натрия (NaOH), 200 г гранулированного цинка или кусочков цинка, до 1000 см3 дистиллированной воды |
30 - 40 мин |
От 80 °C |
При применении цинка необходимо соблюдать меры по предотвращению образования цинковой пыли, поскольку возможно ее самопроизвольное возгорание на воздухе |
|
С.3.3 |
Железо, сталь, чугун |
200 г гидроокиси натрия (NaOH), 20 г гранулированного цинка или кусочков цинка, до 1000 см3 дистиллированной воды |
30 - 40 мин |
От 80 °C |
При применении цинка необходимо соблюдать меры по предотвращению образования цинковой пыли, поскольку возможно ее самопроизвольное возгорание на воздухе |
|
С.3.4 |
Железо, сталь, чугун |
200 г лимоннокислого двузамещенного аммония [(NH4)2HC6H5O7], до 1000 см3 дистиллированной воды |
20 мин |
От 75 °C |
- |
|
С.3.5 |
Железо, сталь, чугун |
500 см3 соляной кислоты (HCl, ρ =1,19 г/см3), 3,5 г уротропина (гексаметилен-тетраамина, C6H12N4), до 1000 см3 дистиллированной воды |
10 мин |
От 20 °C |
В некоторых случаях может потребоваться большее время |
|
С.3.6 |
Стали низколегированные и среднелегированные |
100 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), 5 г ингибитора (тиомочевина или b-нафтол хинолиновый), до 1000 см3 дистиллированной воды |
10 - 30 мин |
20 °С |
- |
|
С.4.1 |
Свинец и его сплавы, покрытия |
10 см3 уксусной кислоты (СН3СООН, ρ = 1,05 г/см3), до 1000 см3 дистиллированной воды |
5 мин |
Кипячение |
- |
|
С.4.2 |
Свинец и его сплавы, покрытия |
50 г уксуснокислого аммония (CH3COONH4), до 1000 см3 дистиллированной воды |
10 мин |
От 60 °C |
- |
|
С.4.3 |
Свинец и его сплавы, покрытия |
250 г уксуснокислого аммония (CH3COONH4), до 1000 см3 дистиллированной воды |
5 мин |
От 60 °C |
- |
|
С.4.4 |
Свинец и его сплавы, покрытия |
1500 г уксуснокислого аммония (CH3COONH4), до 1000 см3 дистиллированной воды (насыщенный раствор) |
5 мин |
От 20 °C |
- |
|
С.4.5 |
Свинец и его сплавы, покрытия |
10 см3 уксусной кислоты (СН3СООН, ρ = 1,05 г/см3, 10 г хромовокислого серебра (Ag2CrO4), до 1000 см3 дистиллированной воды |
5 мин |
Кипячение |
- |
|
С.4.6 |
Свинец и его сплавы, покрытия |
80 г гидроокиси натрия (NaOH), 50 г маннита [НОСН2(СНОН)4СН2ОН], 0,65 г сернокислого гидразина (N2H6SO4), до 1000 см3 дистиллированной воды |
30 мин |
Кипячение |
- |
|
С.5.1а) |
Магний и его сплавы |
100 г оксида хрома (VI) (СrO3), 10 г хромовокислого серебра (Ag2CrO4), до 1000 см3 дистиллированной воды |
1 мин |
Кипячение |
Присутствующее серебро выпадает в осадок в виде хлорида |
|
С.5.2а) |
Магний и его сплавы |
200 г оксида хрома (VI) (CrO3), 10 г азотнокислого серебра (AgNO3), 20 г азотнокислого бария [Ba(NO3)2], до 1000 см3 дистиллированной воды |
1 мин |
От 20 °C |
Присутствующий барий выпадает в осадок в виде сульфата |
|
С.5.3а) |
Магний и его сплавы |
200 г оксида хрома (VI) (CrO3), до 1000 см3 дистиллированной воды |
1 мин |
От 20 °C |
- |
|
С.5.4а) |
Магний и его сплавы |
200 г оксида хрома (VI) (CrO3), 10 г азотнокислого серебра (AgNO3), до 1000 см3 дистиллированной воды |
1 мин |
От 20 °C |
- |
|
Никель и его сплавы, покрытия |
100 см3 соляной кислоты (HCl, ρ = 1,19 г/см3), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
- |
|
|
С.6.2 |
Никель и его сплавы, покрытия |
100 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
- |
|
С.7.1 |
Коррозионно-стойкие стали |
100 см3 азотной кислоты (HNO3, ρ = 1,42 г/см3), до 1000 см3 дистиллированной воды |
20 мин |
60 °C |
- |
|
С.7.2 |
Коррозионно-стойкие стали |
150 г лимоннокислого двузамещенного аммония [(NH4)2HC6H5O7], до 1000 см3 дистиллированной воды |
10 - 60 мин |
70 °C |
- |
|
С.7.3 |
Коррозионно-стойкие стали |
100 г лимонной кислоты (С6Н8O7), 50 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), 2 г ингибитора (тиомочевина или b-нафтол хинолиновый), до 1000 см3 дистиллированной воды |
5 мин |
60 °C |
- |
|
С.7.4 |
Коррозионно-стойкие стали |
200 г гидроокиси натрия (NaOH), 30 г марганцевокислого калия (KMnO4), 100 г лимоннокислого двузамещенного аммония [(NH4)2HC6H5O7], до 1000 см3 дистиллированной воды |
5 мин |
Кипячение |
- |
|
С.7.5б) |
Коррозионно-стойкие стали |
100 см3 азотной кислоты (HNO3, ρ = 1,42 г/см3), 20 см3 фтористо-водородной кислоты [HF, ρ = 1,155 г/см3 (47 % HF до 53 % HF)], до 1000 см3 дистиллированной воды |
5 - 20 мин |
От 20 °C |
- |
|
С.7.6 |
Коррозионно-стойкие стали |
200 г гидроокиси натрия (NaOH), 50 г цинкового порошка, до 1000 см3 дистиллированной воды |
20 мин |
Кипячение |
При применении цинка необходимо соблюдать меры по предотвращению образования цинковой пыли, поскольку возможно ее самопроизвольное возгорание на воздухе |
|
С.7.7 |
Коррозионно-стойкие стали |
200 см3 азотной кислоты (HNO3, ρ = 1,42 г/см3), до 1000 см3 дистиллированной воды |
60 мин |
От 20 °С
|
Начинают при комнатной температуре. При необходимости нагревают до 60 °C |
|
С.7.8 |
Коррозионно-стойкие стали |
100 г щавелевой кислоты (Н2С2O4 · 2Н2O), 900 см3 дистиллированной воды |
120 мин |
От 20 °C |
Начинают при комнатной температуре. При необходимости нагревают до 40 °C |
|
С.7.9 |
Коррозионно-стойкие стали |
100 г щавелевой кислоты (Н2С2O4 · 2Н2O), 900 см3 дистиллированной воды |
60 мин |
40 °C |
|
|
С.7.10 |
Коррозионно-стойкие стали |
От 300 до 350 см3 ортофосфорной кислоты (Н3РO4, ρ = 1,69 г/см3), 10 г гидрохинона [C6H4(OH)2], 50 г спирта бутилового нормального технического (С4Н9ОН), 200 г спирта этилового ректификованного (С2Н5ОН), до 1000 см3 дистиллированной воды |
10 - 20 мин |
20 °C |
- |
|
С.7.11 |
Коррозионно-стойкие стали |
От 300 до 350 см3 ортофосфорной кислоты (Н3РO4, ρ = 1,69 г/см3), 5 г гидрохинона [C6H4(OH)2], 5 г вспомогательного вещества ОП-7 или ОП-10 [C8H17C6H4O(CH2CH2O)n-1 - СН2СН2ОН, где: n = 7 для ОП-7, n - 10 для ОП-10], до 1000 см3 дистиллированной воды |
10 - 20 мин |
20 °C |
- |
|
С.7.12 |
Коррозионно-стойкие стали |
500 см3 ортофосфорной кислоты (Н3РO4, ρ = 1,69 г/см3), до 1000 см3 дистиллированной воды |
60 мин |
От 20 °C |
- |
|
С.8.1 |
Олово и его сплавы, покрытия |
150 г фосфорнокислого 12-водного натрия (тринатрий-фосфат) (Na3PO4 · 12H2O), до 1000 см3 дистиллированной воды |
10 мин |
Кипячение |
- |
|
С.8.2 |
Олово и его сплавы, покрытия |
50 см3 соляной кислоты (HCl, ρ = 1,19 г/см3), до 1000 см3 дистиллированной воды |
1 - 3 мин |
20 °C |
- |
|
С.9.1а) |
Цинк и его сплавы, оцинкованная сталь; кадмий и кадмированная сталь |
150 см3 гидроокиси аммония (NH4OH, ρ = 0,90 г/см3) Затем: 50 г оксида хрома (VI) (CrO3), 10 г азотнокислого серебра (AgNO3), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
Обработку проводят последовательно в двух растворах |
|
15 - 20 с |
Кипячение |
||||
|
С.9.2 |
Цинк и его сплавы, оцинкованная сталь; кадмий и кадмированная сталь |
100 г хлористого аммония (NH4Cl), до 1000 см3 дистиллированной воды |
2 - 5 мин |
70 °C |
- |
|
С.9.3а) |
Цинк и его сплавы, оцинкованная сталь; кадмий и кадмированная сталь |
200 г оксида хрома (VI) (CrO3), до 1000 см3 дистиллированной воды |
1 мин |
80 °C |
Необходимо избегать загрязнений раствора хромовой кислоты хлоридами в виде солей продуктов коррозии, чтобы предотвратить удаление цинка до основного металла |
|
С.9.4 |
Цинк и его сплавы, оцинкованная сталь; кадмий и кадмированная сталь |
85 г йодисто-водородной кислоты (HJ, ρ = 1,56 - 1,71 г/см3), до 1000 см3 дистиллированной воды |
15 с |
От 20 °C |
- |
|
С.9.5 |
Цинк и его сплавы, оцинкованная сталь; кадмий и кадмированная сталь |
100 г персульфата аммония [(NH4)2S2O8], до 1000 см3 дистиллированной воды |
5 мин |
От 20 °C |
Рекомендуется для стали с гальваническими покрытиями |
|
С.9.6 |
Цинк и его сплавы, оцинкованная сталь; кадмий и кадмированная сталь |
100 г уксуснокислого аммония (CH3COONH4), до 1000 см3 дистиллированной воды |
2 - 5 мин |
70 °C |
- |
|
С.9.7 |
Цинк и его сплавы, оцинкованная сталь; кадмий и кадмированная сталь |
250 г глицина (аминоуксусная кислота) (NH2CH2COOH), до 1000 см3 дистиллированной воды (насыщенный раствор) |
1 - 10 мин |
От 20 °C |
- |
|
а) Раствор является опасной средой и при работе с ним не следует допускать попадания его на руки. б) Необходимо соблюдать осторожность и правила безопасности при обращении с фтористо-водородной кислотой, так как кислота при контакте вызывает разъедание и повреждения кожи и глаз. Примечание - Из-за токсичности цианида натрия в таблицу не включен состав С.2.2, рекомендованный в таблице А.1 ИСО 8407, в составе С.6.1 изменен объем соляной кислоты 150 см3 на 100 см3. |
|||||
А.3 Растворы и режимы обработки для электрохимического метода удаления продуктов коррозии приведены в таблице А.2.
Таблица А.2
|
Металл |
Состав травильного раствора |
Длительность травления |
Температура |
Примечание |
|
|
Е.1.1 |
Железо, чугун, сталь, коррозионностойкие стали |
75 г гидроокиси натрия (NaOH), 25 г сернокислого натрия (Na2SO4), 75 г углекислого натрия (Na2CO3), до 1000 см3 дистиллированной воды |
20 - 30 мин |
От 20 °C |
Катодную обработку проводят при плотности тока от 100 до 200 А/м2. Применяют графитовый или платиновый анод или анод из нержавеющей стали |
|
Е.1.2 |
Железо, чугун, сталь, коррозионностойкие стали |
28 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), 0,5 г ингибитора (тиомочевина или b-нафтол хинолиновый), до 1000 см3 дистиллированной воды |
3 мин |
75 °C |
Катодную обработку проводят при плотности тока 2000 А/м2. Применяют графитовый, платиновый или свинцовый анод |
|
Е.1.3 |
Железо, чугун, сталь, коррозионностойкие стали |
100 г лимоннокислого двузамещенного аммония [(NH4)2HC6H5O7], до 1000 см3 дистиллированной воды |
5 мин |
От 20 °C |
Катодную обработку проводят при плотности тока 100 А/м2. Применяют графитовый или платиновый анод |
|
Е.1.4 |
Железо, чугун, сталь, коррозионностойкие стали |
100 г гидроокиси натрия (NaOH), до 1000 см3 дистиллированной воды |
20 - 40 мин |
20 °C |
Катодную обработку проводят при плотности тока от 100 до 200 А/м2. Применяют графитовый или платиновый анод или анод из нержавеющей стали |
|
Е.1.5 |
Железо, чугун, сталь, коррозионностойкие стали |
50 см3 серной кислоты (H2SO4, ρ = 7,84 г/см3), 5 - 10 г уротропина (гексаметилен-тетраамина, C6H12N4), до 1000 см3 дистиллированной воды |
5 мин |
От 20 °C |
Катодную обработку проводят при плотности тока от 10 до 15 А/м2. Применяют графитовый, платиновый или свинцовый анод |
|
Е.1.6 |
Хромоникелевые аустенитные и хромистые стали |
50 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), 5 г ингибитора (тиомочевина или b-нафтол хинолиновый), до 1000 см3 дистиллированной воды |
1 - 3 мин |
20 °C |
Катодную обработку проводят при плотности тока 500 А/м2. Применяют графитовый, платиновый или свинцовый анод |
|
Е.2.1 |
Свинец и его сплавы |
28 см3 серной кислоты (H2SO4, ρ = 1,84 г/см3), 0,5 г ингибитора (тиомочевина или b-нафтол хинолиновый), до 1000 см3 дистиллированной воды |
3 мин |
75 °C |
Катодную обработку проводят при плотности тока 2000 А/м2. Применяют графитовый, платиновый или свинцовый анод |
|
Е.3.1 |
Медь и ее сплавы, покрытия |
7,5 г хлористого калия (KCl), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
Катодную обработку проводят при плотности тока 100 А/м2. Применяют графитовый или платиновый анод |
|
Е.3.2 |
Медь и ее сплавы, покрытия |
7,5 г гидрат окиси калия (KOH), до 1000 см3 дистиллированной воды |
1 - 3 мин |
От 20 °C |
Катодную обработку проводят при плотности тока 100 А/м2. Применяют графитовый или платиновый анод или анод из нержавеющей стали |
|
Е.3.3 |
Медь и ее сплавы, покрытия |
50 см3 серной кислоты (H2SO4, ρ = 7,84 г/см3), до 1000 см3 дистиллированной воды |
1 - 2 мин |
От 20 °C |
Катодную обработку проводят при плотности тока от 10 до 15 А/м2. Применяют графитовый, платиновый или свинцовый анод |
|
Е.4.1 |
Цинк, кадмий и их сплавы, сталь с цинковым и кадмиевым покрытием |
50 г фосфорнокислого двузамещенного натрия (Na2HPO4), до 1000 см3 дистиллированной воды |
5 мин |
70 °C |
Катодную обработку проводят при плотности тока 110 А/м2. Предварительно обрабатывают образцы из стали. Применяют графитовый или платиновый анод или анод из нержавеющей стали |
|
Е.4.2 |
Цинк, кадмий и их сплавы, сталь с цинковым и кадмиевым покрытием |
100 г гидроокиси натрия (NaOH), до 1000 см3 дистиллированной воды |
1 - 2 мин |
От 20 °C |
Катодную обработку проводят при плотности тока 100 А/м2. Предварительно обрабатывают образцы из стали. Применяют графитовый или платиновый анод или анод из нержавеющей стали |
|
Е.4.3 |
Цинк, кадмий и их сплавы, сталь с цинковым и кадмиевым покрытием |
10 см3 уксусной кислоты (СН3СООН, ρ =1,05 г/см3), до 1000 см3 дистиллированной воды |
2 - 3 мин |
25 °C |
Катодную обработку проводят при плотности тока от 10 до 15 А/м2. Применяют графитовый, платиновый или свинцовый анод |
Приложение Б
(справочное)
Стандарты на применяемые реактивы
Б.1 Реактивы, применяемые для химического и электрохимического методов удаления продуктов коррозии, и стандарты на них приведены в таблице Б.1
Таблица Б.1
|
Обозначение стандарта |
|
|
Аммиак водный |
|
|
Аммоний уксуснокислый |
|
|
Аммоний хлористый |
|
|
Барий азотнокислый |
|
|
Вещества вспомогательные ОП-7 и ОП-10 |
|
|
Вода дистиллированная |
|
|
Гидразин сернокислый |
|
|
Гидрохинон (парадиоксибензол) |
|
|
Калий марганцовокислый |
|
|
Калий хлористый |
|
|
Калия гидрат окиси технический |
|
|
Кислота азотная |
|
|
Кислота аминоуксусная |
|
|
Кислота лимонная моногидрат и безводная |
|
|
Кислота йодисто-водородная |
|
|
Кислота ортофосфорная |
|
|
Кислота серная |
|
|
Кислота соляная |
|
|
Кислота уксусная |
|
|
Кислота фтористо-водородная |
|
|
Кислота щавелевая |
|
|
Натрия гидроокись |
|
|
Натрий двухромовокислый 2-водный |
|
|
Натрий сернокислый кислый |
|
|
Натрий фосфорнокислый двузамещенный 12-водный |
|
|
Натрий углекислый |
|
|
Серебро азотнокислое |
|
|
Сода кальцинированная техническая |
|
|
Спирт этиловый ректификованный |
|
|
Спирт бутиловый нормальный технический |
|
|
Стекло натриевое жидкое |
|
|
Тиомочевина |
|
|
Тринатрийфосфат |
|
|
Уротропин технический |
|
|
Хрома (VI) оксид |
|
|
Цинк (порошок) |
Приложение В
(справочное)
В.1 Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в таблице В.1
Таблица В.1
|
Структура настоящего стандарта |
|||||
|
Раздел 1 |
Раздел 1 |
||||
|
Подразделы |
Пункты |
Подпункты |
Разделы |
Подразделы |
Пункты |
|
1.1 |
- |
- |
1-й абзац |
||
|
1.2 |
- |
- |
2-й абзац |
||
|
1.3 |
- |
- |
1-й абзац |
||
|
Раздел 2 |
- |
||||
|
Подразделы |
Пункты |
Подпункты |
Разделы |
Подразделы |
Пункты |
|
2.1 |
2.1.1 |
- |
- |
||
|
2.1.2 |
- |
- |
|||
|
2.1.3 |
- |
- |
|||
|
- |
2.1.3.1 |
- |
|||
|
- |
2.1.3.2 |
- |
4.3.2 (1-й абзац) |
||
|
- |
2.1.3.3 |
- |
4.3.2 (2-й абзац) |
||
|
2.1.4 |
- |
- |
|||
|
2.1.5 |
- |
- |
|||
|
2.1.6 |
- |
- |
|||
|
2.2 |
2.2.1 |
- |
- |
||
|
2.2.2 |
- |
- |
|||
|
2.2.3 |
- |
- |
|||
|
2.3 |
- |
- |
|||
|
2.4 |
- |
- |
|||
|
Раздел 3 |
Раздел 8 |
||||
|
Приложение |
А |
Приложение |
|||
|
Примечание - Указанное в настоящей таблице изменение структуры национального стандарта относительно структуры примененного в нем международного стандарта обусловлено приведением в соответствие с требованиями ГОСТ Р 1.5. Пункт А.1 ИСО 8407 содержит справочную информацию о том, что «данные, включенные в приложение А, суммируют результаты обзора источников и консультаций», поэтому в национальном стандарте данный пункт отсутствует. |
|||||
Библиография
[1] ИСО 8044:1986 Коррозия металлов и сплавов. Термины и определения
Ключевые слова: защита от коррозии, металлы, сплавы, металлические покрытия, коррозионные испытания, продукты коррозии, методы удаления