|
УТВЕРЖДАЮ Главный инженер Союзпромарматуры ________________________ Зак А.А. «__»____________ 1975 г. |
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
|
Технология герметизации катушек электромагнитов |
РТМ 26-07-201-75 |
Приказом Союзпромарматуры от «18» декабря 1975 г.
№ 146 срок введения установлен с «1» сентября 1976 г.
* Снято ограничение срока действия.
Настоящий руководящий технический материал (РТМ) распространяется на катушки электромагнитов и устанавливает технологии герметизации катушек прессовочными материалами (премиксами) ПСК-1, ПСК-2, ПСК-5.
1. МАТЕРИАЛЫ
1.1. Для герметизации катушек электромагнитов применяются прессовочный материал (премикс) марки ПСК-1, ПСК-2 или ПСК-5 по ТУ 6-11-96-79, смазка силиконовая в аэрозольной упаковке Si-15-02 по ТУ 6-15-542-83 или смазка ЦИАТИМ-221 по ГОСТ 9433-80.
1.2. Материалы должны отвечать требованиям указанных технических условий и стандарта.
2. ОБОРУДОВАНИЕ
2.1. Для опрессовки катушек электромагнитов необходимо следующее оборудование и технологическая оснастка.
а) гидравлический пресс с обогреваемыми плитами, обеспечивающий нагрев 145 ± 50 °C и удельное давление от 100 до 200 кгс/см2,
б) нагревательное устройство, обеспечивающее нагрев прессформы до температуры 145 ± 5 °С,
в) прессформа для опрессовки катушек (см. рисунок),
г) весы технические с пределом взвешивания до 5 кг,
д) набор слесарного инструмента для зачистки прессформ и обрезки литников.
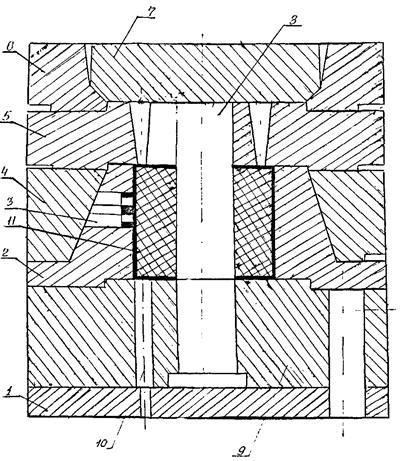
Рисунок.
1 - плита, 2 - матрица, 3 - знак,
4 - обойма, 5 - плита литниковая, 6 - камера загрузочная,
7 - пуансон, 8 - знак, 9 - основание, 10 - выталкиватель, 11 - катушка.
3. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПРЕССФОРМЕ
3.1. Прессформа изготавливается по чертежам, утвержденным в установленном порядке.
3.2. Формующие детали прессформы должны иметь твердость не менее HRC 52 ... 56.
3.3. Формующие поверхности прессформы выполнять с шероховатостью поверхности не ниже по ГОСТ 2789-73.
3.4. Поверхности прессформы, соприкасающиеся с прессовочным материалом следует хромировать.
3.5. Литниковая система прессформы должна иметь площадь сечения не менее 0,8 см2.
3.6. Диаметр загрузочной камеры прессформы должен быть не менее 65 мм.
4. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КАТУШКАМ
4.1. Катушки, поступающие на опрессовку, изготавливаются по чертежам, утвержденным в установленном порядке.
4.2. Перед опрессовкой катушки должны быть испытаны согласно требованиям сборочного чертежа.
4.3. Материал каркасов катушек и изоляция обмоточных проводов должны выдерживать рабочие параметры опрессовки катушек.
5. ТЕХНОЛОГИЯ ОПРЕССОВКИ КАТУШЕК
5.1. Отвесить на весах необходимую навеску прессматериала.
5.2. Нагреть прессформу до температуры 145 ± 5 °С.
5.3. Смазать рабочие поверхности прессформы и выводы катушек тонким равномерным слоем одной из смазок по п. 1.1
5.4. Установить катушку в нагретую прессформу.
5.5. Загрузить навеску премикса в загрузочную камеру прессформы.
5.7. Опрессовку производить на прессе при температуре плит 145 ± 5 °C и удельном давлении от 100 до 200 кгс/см2.
5.8. После заполнения прессформы премиксом давление снять и выдержать катушку в прессформе из расчета 1,5 ÷ 2 мин на 1 мм толщины отвергаемого премикса.
5.9. Затем прессформу снять, разобрать и извлечь катушку.
5.10. Очистить прессформу и катушку от облоя.
6. КОНТРОЛЬ КАЧЕСТВА
6.1. Качество опрессованных катушек контролируется визуально.
6.2. На поверхности катушек не должно быть вздутий, раковин, расслоений и трещин на боковой поверхности.
6.3. Допускается наличие волнистости высотой до 0,2 мм по всей поверхности катушки, пористость диаметром до 1 мм на площади до 3 см2, единичных трещин длиной до 10 мм, не более 4 штук на каждом торце.
6.4. Дефекты, выходящие за пределы, указанных в п.п. 6.3 заделать эпоксидным компаундом типа К-115.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. Участок для проведения работ по опрессовке катушек должен быть оборудован приточно-вытяжной вентиляцией.
7.2. К работе с премиксами допускаются лица, прошедшие соответствующий инструктаж по требованиям безопасности.
7.3. Работу по опрессовке катушек производить в спецодежде и хлопчатобумажных перчатках.
7.4. На участке запрещается принимать пищу, курить.
7.5. По окончании работы очистить спецодежду, вымыть с мылом лицо, руки.
Генеральный директор
ППОА «Знамя труда» им. И.И. Лепсе С.И. Косых
Главный инженер М.Г. Сарайлов
Заведующий отделом № 161 П.Ф. Перов
Заведующий отделом № 134 М.Г. Громыко
Руководитель темы М.А. Каминский
Ответственный исполнитель Я.В. Никитина
СОДЕРЖАНИЕ
|
3. Требования, предъявляемые к прессформе. 2 4. Требования, предъявляемые к катушкам.. 2 |