ОТРАСЛЕВОЙ СТАНДАРТ
|
СИЛЬФОНЫ ИЗ СПЛАВА ВТI-0. ТЕХНИЧЕСКИЕ УСЛОВИЯ. |
ОСТ 26-07-2019-81 Взамен
|
Письмом организации от «2» декабря 1981 г. № 11-10-4/519 срок введения установлен с «1» июля 1983 г.*
* Снято ограничение срока действия.
Несоблюдение стандарта преследуется по закону.
Настоящий стандарт распространяется на многослойные сильфоны из сплава ВТI-0, предназначенные для работы в качестве разделителей сред, элементов уплотнения, упругих элементов, а также элементов силового узла (привода) в средах, не вызывающих коррозии материала, при температуре от 223 К (минус 50 °С) до 473 К (плюс 200 °С).
1. КОНСТРУКЦИЯ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
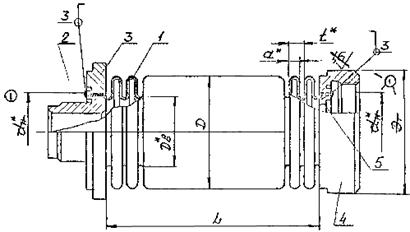
1.1. Конструкция сильфонов указана на черт. 4, 5. Сильфоны с концевыми деталями должны изготовлять в исполнениях:
с однотипными (черт. 1)
с разнотипными (черт. 2)
c одной стороны (черт. 3).
Основные размеры и параметры сильфонов должны соответствовать указанным на черт. 1 - 4 и в табл. 1 - 5; на черт. 5 и в табл. 3 - 5.
Сильфоны, изготовляемые по табл. 3, 4 во вновь проектируемых и модернизируемых изделиях не применять.
1.2. Втулки и соединительные кольца для сильфонов по ГОСТ 21557-83.
По согласованию с предприятием-изготовителем допускается изготовление концевых деталей по чертежам потребителя сильфонов.
1.3. Размеры сильфонов после срезки технологических концевых деталей должны соответствовать указанным на черт. 3, 4 и в табл. 5.
1.4. Срезку технологических концевых деталей производит потребитель сильфонов.
1.5. Расчетные значения эффективной площади, массы сильфонов, зависимости наработки сильфонов от рабочего хода и вероятности безотказной работы от гарантийной наработки приведены в справочном приложении.
1.6. Коды ОКП указаны в табл. 6.
Сильфон с однотипными концевыми деталями

* Размеры обеспечиваются инструментом.
1 - сильфон; 2 - втулка; 3 - кольцо
Сильфон с разнотипными концевыми деталями

* Размеры обеспечиваются инструментом.
1 - сильфон; 2 - втулка; 3 - кольцо; 4 - втулка; 5 - кольцо
Сильфон с концевыми деталями с одной стороны
* Размеры обеспечиваются инструментом.
1 - сильфон; 2 - втулка; 3 - кольцо
Сильфон без концевых деталей
Исполнение 1 (предпочтительное)
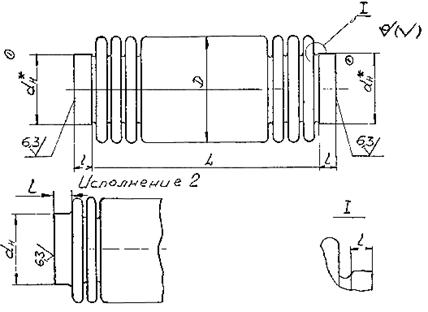
* Размеры обеспечиваются инструментом.
Сильфон без концевых деталей (с увеличенным диаметром бортика)

* Размеры обеспечиваются инструментом.
Размеры в мм
|
Число гофров n |
Число слоев z |
L (пред. откл. по УТ17/2) |
Db |
t |
a |
Трубка-заготовка |
|||
|
dн |
Толщина слоя S0 |
||||||||
|
Номин. |
Пред. откл. |
||||||||
|
28 |
8 |
2 |
33 |
18,5 |
4,0 |
3,2 |
20 |
0,16 |
±0,02 |
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
35 |
4,2 |
|||||||
|
7 |
|||||||||
|
10 |
2 |
41 |
4,0 |
||||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
43 |
4,2 |
|||||||
|
7 |
|||||||||
|
12 |
2 |
50 |
4,0 |
||||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
52 |
4,2 |
|||||||
|
7 |
|||||||||
|
16 |
2 |
66 |
4,0 |
||||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
69 |
4,2 |
|||||||
|
7 |
|||||||||
|
38 |
8 |
2 |
45 |
26 |
5,5 |
4,5 |
28 |
0,20 |
|
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
49 |
6,0 |
4,7 |
||||||
|
8 |
|||||||||
|
10 |
2 |
56 |
5,5 |
4,5 |
|||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
62 |
6,0 |
4,7 |
||||||
|
8 |
|||||||||
|
12 |
2 |
66 |
26 |
5,5 |
4,5 |
28 |
0,20 |
±0,02 |
|
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
74 |
6,0 |
4,7 |
||||||
|
8 |
|||||||||
|
16 |
2 |
89 |
5,5 |
4,5 |
|||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
98 |
6,0 |
4,7 |
||||||
|
8 |
|||||||||
|
48 |
8 |
2 |
42 |
36 |
5,2 |
3,6 |
38 |
||
|
3 |
|||||||||
|
4 |
|||||||||
|
5 |
|||||||||
|
6 |
|||||||||
|
8 |
55 |
36 |
6,8 |
5,5 |
|||||
|
10 |
2 |
52 |
36 |
5,2 |
3,6 |
||||
|
3 |
|||||||||
|
4 |
|||||||||
|
5 |
|||||||||
|
6 |
|||||||||
|
8 |
69 |
36 |
6,8 |
5,5 |
|||||
|
12 |
2 |
64 |
36 |
5,2 |
3,6 |
||||
|
3 |
|||||||||
|
4 |
|||||||||
|
5 |
|||||||||
|
6 |
|||||||||
|
8 |
83 |
36 |
6,8 |
5,5 |
|||||
|
16 |
2 |
83 |
36 |
5,2 |
3,6 |
||||
|
3 |
|||||||||
|
4 |
|||||||||
|
5 |
|||||||||
|
6 |
|||||||||
|
8 |
110 |
36 |
6,8 |
5,5 |
|||||
|
65 |
8 |
2 |
64 |
46 |
7,8 |
6,0 |
48 |
0,20 |
±0,02 |
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
8 |
76 |
9,2 |
7,0 |
||||||
|
10 |
2 |
80 |
7,8 |
6,0 |
|||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
8 |
95 |
9,2 |
7,0 |
||||||
|
12 |
2 |
96 |
7,8 |
6,0 |
|||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
8 |
112 |
9,2 |
7,0 |
||||||
|
16 |
2 |
127 |
7,8 |
6,0 |
|||||
|
3 |
|||||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
8 |
150 |
9,2 |
7,0 |
||||||
|
95 |
8 |
3 |
76 |
73 |
9,2 |
7,2 |
76 |
0,25 |
±0,03 |
|
4 |
|||||||||
|
6 |
|||||||||
|
10 |
3 |
94 |
|||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
12 |
3 |
112 |
|||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
16 |
3 |
149 |
|||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
125 |
8 |
2 |
106 |
92 |
12,9 |
8,3 |
96 |
0,30 |
±0,03 |
|
4 |
|||||||||
|
6 |
|||||||||
|
10 |
2 |
135 |
|||||||
|
4 |
|||||||||
|
6 |
|||||||||
|
12 |
2 |
160 |
|||||||
|
4 |
|||||||||
|
6 |
|||||||||
(Измененная редакция, Изм. № 1).
Пример условного обозначения сильфа с наружным диаметром D = 65 мм, числом гофров n = 12, толщиной одного слоя S0 = 0,2 мм, числом слоев z = 6 с соединительными наружными втулками и внутренними кольцами типа 1 с двух сторон:
сильфон 65-12-0,2´6-1,1 ОСТ 26-07-2019-81.
То же, с соединительными втулкой и внутренним кольцом типа 1 -с одной стороны и соединительными наружным кольцом типа 3 и внутренней втулкой типа 3А - с другой стороны:
сильфон 65-12-0,2´6-1,3А ОСТ 26-07-2019-81.
То же, с соединительными наружным кольцом типа 3 и внутренней втулкой типа 3А - с двух сторон:
сильфон 65-12-0,2´6-3А, 3A ОСТ 26-07-2019-81.
То же, с соединительными наружным кольцом типа 3 и внутренней втулкой типа 3Б - с одной стороны и соединительными внутренним кольцом типа 3 и внутренней втулкой типа 3В - с другой стороны:
Сильфон 65-12-0,2´6-3Б, 3В ОСТ 26-07-2019-81.
То же, c соединительными наружной втулкой и внутренним кольцом типа 1 - с одной стороны и без соединительных втулок и колец - с другой стороны (после срезки технологических втулок и колец типа 2):
сильфон 65-12-0,2´6-1 ОСТ 26-07-2019-81.
То же, с соединительными наружным кольцом типа 3 и внутренней втулкой типа 3А - с одной сторонни без соединительных втулок и колец - с другой стороны (после срезки технологических втулок и колец типа 2):
сильфон 65-12-0,2´6-3А ОСТ 26-07-2019-81.
То же, без соединительных втулок и колец (после срезки технологических втулок и колец типа 2):
сильфон 65-12-0,2´6 ОСТ 26-07-2019-81.
То же, с концевыми деталями, изготовленными по чертежам потребителей с двух сторон:
Номер чертежа втулки сильфон 65-12-0,2´6 ОСТ 26-07-2019-31 номер сборочного чертежа.
То же, с концевыми деталями, изготовленными по чертежам потребителя - с одной стороны и по ГОСТ 21557-83 - с другой:
Номер чертежа втулки или тип втулки сильфон 65-12-0,2´6 ОСТ 26-07-2019-81 номер сборочного чертежа.
Пример условного обозначения сильфонов (табл. 3, 4), изготовляемых согласно черт. 5
сильфон 63-15-0,16´2 ОСТ 26-07-2019-81.
основные параметры применения сильфонов
|
Число гофров n |
Толщина одного слоя S0, мм |
Число слоев z |
Жесткость Са, кН/м (кгс/мм) |
Давление наружное пробное Рпр, МПа (кгс/см2) |
Максимальное сочетание параметров применения |
Полный назначенный ресурс Трн, цикл |
||||
|
Наиб. |
Наим. |
Давление наружное рабочее Рр, МПа (кгс/см2) |
Рабочий ход (сжатие) l, мм |
Температура Т, К (°С) |
||||||
|
28 |
8 |
0,16 |
2 |
57,0 (5,70) |
19,0 (1,90) |
3,8 (38) |
2,5 (25) |
5,0 |
373 (100) |
3000 |
|
3 |
87,0 (8,70) |
29,0 (2,90) |
6,0 (6,0) |
4,0 (40) |
||||||
|
4 |
115,5 (11,55) |
38,5 (3,85) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
172,5 (17,25) |
57,5 (5,75) |
15,0 (150) |
10,0 (100) |
4,0 |
|||||
|
7 |
201,0 (20,10) |
67,0 (6,70) |
31,25 (312,5) |
25,0 (250) |
2,0 |
|||||
|
10 |
2 |
46,5 (4,65) |
15,5 (1,55) |
3,8 (38) |
2,5 (25) |
6,0 |
||||
|
3 |
70,5 (7,05) |
23,5 (2,35) |
6,0 (60) |
4,0 (40) |
||||||
|
4 |
91,5 (9,15) |
30,5 (3,05) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
138,0 (13,80) |
46,0 (4,60) |
15,0 (150) |
10,0 (100) |
5,0 |
|||||
|
7 |
160,5 (16,05) |
53,5 (5,35) |
31,25 (312,5) |
25,0 (250) |
2,5 |
|||||
|
12 |
2 |
37,5 (3,75) |
12,5 (1,25) |
3,8 (38) |
2,5 (25) |
7,5 |
||||
|
3 |
60,0 (6,00) |
20,0 (2,00) |
6,0 (60) |
4,0 (40) |
||||||
|
4 |
76,5 (7,65) |
25,5 (2,55) |
10,0 (100) |
6,8 (68) |
||||||
|
6 |
114,0 (11,40) |
38,0 (3,80) |
15,0 (150) |
10,0 (100) |
6,0 |
|||||
|
7 |
132,0 (13,20) |
44,0 (4,40) |
31,25 (312,5) |
25,0 (250) |
3,0 |
|||||
|
16 |
2 |
28,5 (2,85) |
9,5 (0,95) |
3,8 (38) |
2,5 (35) |
10,0 |
||||
|
3 |
43,5 (4,35) |
14,5 (1,45) |
6,0 (60) |
4,0 (40) |
||||||
|
4 |
58,5 (5,85) |
19,5 (1,95) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
35,5 (3,55) |
28,5 (2,85) |
15,0 (150) |
10,0 (100) |
8,0 |
|||||
|
7 |
99,0 (9,90) |
33,0 (3,30) |
31,25 (312,5) |
25,0 (250) |
4,0 |
|||||
|
38 |
8 |
0,20 |
2 |
88,5 (8,85) |
29,5 (2,95) |
3,8 (38) |
2,5 (25) |
6,0 |
||
|
3 |
132,0 (13,20) |
44,0 (4,40) |
6,0 (60) |
4,0 (40) |
||||||
|
4 |
177,0 (17,70) |
59,0 (5,90) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
265,5 (26,55) |
83,5 (8,35) |
15,0 (150) |
10,0 (100) |
||||||
|
8 |
354,0 (35,40) |
118,0 (11,80) |
31,25 (312,5) |
25,0 (250) |
3,0 |
|||||
|
10 |
2 |
69,0 (6,90) |
23,0 (2,30) |
3,8 (38) |
2,5 (25) |
7,5 |
||||
|
3 |
105,0 (10,50) |
35,0 (3,50) |
6,0 (60) |
4,0 (40) |
||||||
|
4 |
141,0 (14,10) |
47,0 (4,70) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
211,5 (21,15) |
70,5 (7,05) |
15,0 (150) |
10,0 (100) |
||||||
|
8 |
276,0 (27,60) |
92,0 (9,20) |
31,25 (312,5) |
25,0 (250) |
3,8 |
|||||
|
12 |
0,20 |
2 |
58,5 (5,85) |
19,5 (1,95) |
3,8 (38) |
2,5 (25) |
9,0 |
373 (100) |
3000 |
|
|
3 |
87,0 (8,70) |
29,0 (2,90) |
6,0 (60) |
4,0 (40) |
||||||
|
4 |
117,0 (11,70) |
39,0 (3,90) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
178,5 (17,85) |
59,5 (5,95) |
15,0 (150) |
10,0 (100) |
||||||
|
8 |
237,0 (23,70) |
79,0 (7,90) |
31,25 (312,5) |
25,0 (250) |
4,5 |
|||||
|
16 |
2 |
45,0 (4,50) |
15,0 (1,50) |
3,8 (38) |
2,5 (25) |
12,0 |
||||
|
3 |
64,5 (6,45) |
21,5 (2,15) |
6,0 (60) |
4,0 (40) |
||||||
|
4 |
88,5 (8,85) |
29,5 (2,95) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
132,0 (13,20) |
44,0 (4,40) |
15,0 (150) |
10,0 (100) |
||||||
|
8 |
175,5 (17,55) |
58,5 (5,85) |
31,25 (312,5) |
25,0 (250) |
6,0 |
|||||
|
48 |
8 |
2 |
64,5 (6,45) |
21,5 (2,15) |
2,4 (24) |
1,6 (16) |
6,5 |
|||
|
3 |
96,0 (9,60) |
32,0 (3,20) |
3,8 (38) |
2,5 (25) |
||||||
|
4 |
127,5 (12,75) |
42,5 (4,25) |
6,0 (60) |
4,0 (40) |
6,0 |
|||||
|
5 |
160,5 (16,05) |
53,5 (5,35) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
192,0 (19,20) |
64,0 (6,40) |
12,0 (120) |
8,0 (80) |
||||||
|
8 |
388,5 (38,85) |
129,5 (12,95) |
15,0 (150) |
10,0 (100) |
||||||
|
10 |
2 |
51,0 (5,10) |
17,0 (1,70) |
2,4 (24) |
1,6 (16) |
8,0 |
||||
|
3 |
78,0 (7,80) |
26,0 (2,60) |
3,8 (38) |
2,5 (25) |
||||||
|
4 |
102,0 (10,20) |
34,0 (3,40) |
6,0 (60) |
4,0 (40) |
6,5 |
|||||
|
5 |
129,0 (12,90) |
43,0 (4,30) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
153,0 (15,30) |
51,0 (5,10) |
12,0 (120) |
8,0 (80) |
||||||
|
8 |
285,0 (28,50) |
95,0 (9,50) |
15,0 (150) |
10,0 (100) |
||||||
|
12 |
2 |
43,5 (4,35) |
14,5 (1,45) |
2,4 (24) |
1,6 (16) |
10,0 |
||||
|
3 |
63,0 (6,30) |
21,0 (2,10) |
3,8 (38) |
2,5 (25) |
||||||
|
4 |
85,5 (8,55) |
28,5 (2,85) |
6,0 (60) |
4,0 (40) |
7,8 |
|||||
|
5 |
106,5 (10,65) |
35,5 (3,55) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
126,0 (12,60) |
42,0 (4,20) |
12,0 (120) |
8,0 (80) |
||||||
|
8 |
238,5 (23,85) |
79,5 (7,95) |
15,0 (150) |
10,0 (100) |
||||||
|
16 |
0,20 |
2 |
33,0 (3,30) |
11,0 (1,10) |
2,4 (24) |
1,6 (16) |
13,0 |
373 (100) |
3000 |
|
|
3 |
46,5 (4,65) |
15,5 (1,55) |
3,8 (38) |
2,5 (25) |
||||||
|
4 |
63,0 (6,30) |
21,0 (2,10) |
6,0 (60) |
4,0 (40) |
10,4 |
|||||
|
5 |
79,5 (7,95) |
26,5 (2,65) |
10,0 (100) |
6,3 (63) |
||||||
|
6 |
96,0 (9,60) |
32,0 (3,20) |
12,0 (120) |
8,0 (80) |
||||||
|
8 |
177,0 (17,70) |
59,0 (5,90) |
15,0 (150) |
10,0 (100) |
||||||
|
65 |
8 |
2 |
27,0 (2,70) |
9,0 (0,90) |
1,5 (15) |
1,0 (10) |
11,0 |
|||
|
3 |
40,5 (4,05) |
13,5 (1,35) |
2,4 (24) |
1,6 (16) |
||||||
|
4 |
54,0 (5,40) |
18,0 (1,80) |
3,8 (38) |
2,5 (25) |
10,0 |
|||||
|
6 |
81,0 (8,10) |
27,0 (2,70) |
6,0 (60) |
4,0 (40) |
||||||
|
8 |
103,0 (10,30) |
36,0 (3,60) |
10,0 (100) |
6,3 (63) |
||||||
|
10 |
2 |
21,0 (2,10) |
7,0 (0,70) |
1,5 (15) |
1,0 (10) |
13,5 |
||||
|
3 |
30,0 (3,00) |
10,0 (1,00) |
2,4 (24) |
1,6 (16) |
||||||
|
4 |
42,0 (4,20) |
14,0 (1,40) |
3,8 (38) |
2,5 (25) |
12,5 |
|||||
|
6 |
63,0 (6,30) |
21,0 (2,10) |
6,0 (60) |
4,0 (40) |
||||||
|
8 |
82,5 (8,25) |
27,5 (2,75) |
10,0 (100) |
6,3 (63) |
||||||
|
12 |
2 |
18,0 (1,80) |
6,0 (0,60) |
1,5 (15) |
1,0 (10) |
16,5 |
||||
|
3 |
25,5 (2,55) |
8,5 (0,85) |
2,4 (24) |
1,6 (16) |
||||||
|
4 |
34,5 (3,45) |
11,5 (1,15) |
3,8 (38) |
2,5 (25) |
15,0 |
|||||
|
6 |
52,5 (5,25) |
17,5 (1,75) |
6,0 (60) |
4,0 (40) |
||||||
|
8 |
69,0 (6,90) |
23,0 (2,30) |
10,0 (100) |
6,3 (63) |
||||||
|
16 |
2 |
12,0 (1,20) |
4,0 (0,40) |
1,5 (15) |
1,0 (10) |
22,0 |
||||
|
3 |
19,5 (1,95) |
6,5 (0,65) |
2,4 (24) |
1,6 (16) |
||||||
|
4 |
27,0 (2,70) |
9,0 (0,90) |
3,8 (38) |
2,5 (25) |
20,0 |
|||||
|
6 |
39,0 (3,90) |
13,0 (1,30) |
6,0 (60) |
4,0 (40) |
||||||
|
8 |
52,5 (5,25) |
17,5 (1,75) |
10,0 (100) |
6,3 (63) |
||||||
|
95 |
8 |
0,25 |
3 |
90,0 (9,00) |
30,0 (3,00) |
2,4 (24) |
1,6 (16) |
13,0 |
||
|
4 |
120,0 (12,00) |
40,0 (4,00) |
3,8 (38) |
2,5 (25) |
12,5 |
|||||
|
6 |
181,5 (18,15) |
60,5 (6,05) |
6,0 (60) |
4,0 (40) |
||||||
|
10 |
3 |
73,5 (7,35) |
24,5 (2,45) |
2,4 (24) |
1,6 (16) |
16,2 |
||||
|
4 |
97,5 (9,75) |
32,5 (3,25) |
3,8 (38) |
2,5 (25) |
15,6 |
|||||
|
6 |
144,0 (14,40) |
48,0 (4,80) |
6,0 (60) |
4,0 (40) |
||||||
|
12 |
0,25 |
3 |
60,0 (6,00) |
20,0 (2,00) |
2,4 (24) |
1,6 (16) |
19,5 |
373 (100) |
3000 |
|
|
4 |
79,5 (7,95) |
26,5 (2,65) |
3,8 (38) |
2,5 (25) |
18,8 |
|||||
|
6 |
121,5 (12,15) |
40,5 (4,05) |
6,0 (60) |
4,0 (40) |
||||||
|
16 |
3 |
45,0 (4,50) |
15,0 (1,50) |
2,4 (24) |
1,6 (16) |
26,0 |
||||
|
4 |
60,0 (6,00) |
20,0 (2,00) |
3,8 (38) |
2,5 (25) |
25,0 |
|||||
|
6 |
91,5 (9,15) |
30,5 (3,05) |
6,0 (60) |
4,0 (40) |
||||||
|
125 |
8 |
0,30 |
2 |
36,0 (3,60) |
12,0 (1,20) |
1,5 (15) |
1,0 (10) |
32,0 |
||
|
4 |
72,0 (7,20) |
24,0 (2,40) |
2,4 (24) |
1,6 (16) |
||||||
|
6 |
106,5 (10,65) |
35,5 (3,55) |
3,8 (38) |
2,5 (25) |
||||||
|
10 |
2 |
30,0 (3,00) |
10,0 (1,00) |
1,5 (15) |
1,0 (10) |
40,0 |
||||
|
4 |
60,0 (6,00) |
20,0 (2,00) |
2,4 (24) |
1,6 (16) |
||||||
|
6 |
38,5 (3,85) |
29,5 (2,95) |
3,8 (38) |
2,5 (25) |
||||||
|
12 |
2 |
25,5 (2,55) |
3,5 (0,35) |
1,5 (15) |
1,0 (10) |
43,0 |
||||
|
4 |
49,5 (4,95) |
16,5 (1,65) |
2,4 (24) |
1,6 (16) |
||||||
|
6 |
73,5 (7,35) |
24,5 (2,45) |
3,8 (38) |
2,5 (25) |
||||||
Примечание. Допускается применять сильфоны на внутреннее давление, значение которого зависит от длины сильфона: при L £ D Рвн = Рр; при L > D Рвн = 0,3Рр.
Размеры в мм
|
D (пред. откл. по h17) |
Число гофров n |
Число слоев z |
L (пред. откл. по УТ17/2) |
Db |
t |
a |
db |
Трубка-заготовка |
||
|
dн |
Толщина слоя S0 |
|||||||||
|
Номин. |
Пред. откл. |
|||||||||
|
38 |
8 |
2 |
34 |
26 |
4,1 |
3,1 |
- |
28 |
0,20 |
±0,020 |
|
4 |
||||||||||
|
10 |
2 |
42 |
||||||||
|
4 |
||||||||||
|
12 |
2 |
50 |
||||||||
|
4 |
||||||||||
|
16 |
2 |
67 |
||||||||
|
4 |
||||||||||
|
48 |
8 |
2 |
41 |
36 |
5,0 |
3,9 |
- |
38 |
||
|
4 |
43 |
5,2 |
||||||||
|
10 |
2 |
51 |
5,0 |
|||||||
|
4 |
54 |
5,2 |
||||||||
|
12 |
2 |
61 |
5,0 |
|||||||
|
4 |
64 |
5,2 |
||||||||
|
16 |
2 |
81 |
5,0 |
|||||||
|
4 |
85 |
5,2 |
||||||||
|
52* |
14 |
2 |
65 |
37 |
4,6 |
3,5 |
45 |
- |
0,16 |
±0,016 |
|
63 |
10 |
3 |
80 |
46 |
7,8 |
6,0 |
- |
48 |
0,20 |
±0,020 |
|
14 |
3 |
112 |
||||||||
|
15* |
2 |
78 |
5,2 |
3,9 |
55 |
- |
0,16 |
±0,016 |
||
|
92 |
16 |
3 |
128 |
73 |
7,9 |
6,1 |
- |
76 |
0,24 |
±0,024 |
|
18 |
3 |
140 |
||||||||
Примечания: 1. Во вновь проектируемых изделиях сильфоны не применять.
2. Типоразмеры сильфонов, обозначенные знаком «*», изготовляются без концевых деталей согласно черт. 5.
|
D, мм |
Число гофров n |
Толщина одного слоя S0, мм |
Число слоев z |
Жесткость Са, кН/м (кгс/мм) |
Параметры применения |
Вероятность безотказной работы Р (Трн) |
Гарантийная наработка Полный назначенный ресурс Трн, цикл |
||||
|
Наиб. |
Наим. |
Давление наружное МПа (кгс/см2) |
Рабочий ход (сжатие) l, мм |
Температура Т, К (°С) |
|||||||
|
Пробное Рпр |
Рабочее Рр |
||||||||||
|
38 |
8 |
0,20 |
2 |
52,50 (5,25) |
17,50 (1,75) |
2,4 (24) |
1,6 (16) |
6,0 |
373 (100) |
0,95 |
3000 |
|
4 |
105,00 (10,50) |
35,00 (3,50) |
6,0 (60) |
4,0 (40) |
|||||||
|
10 |
2 |
45,00 (4,50) |
15,00 (1,50) |
2,4 (24) |
1,6 (16) |
7,5 |
|||||
|
4 |
90,00 (9,00) |
30,00 (3,00) |
6,0 (60) |
4,0 (40) |
|||||||
|
12 |
2 |
37,50 (3,75) |
12,50 (1,25) |
2,4 (24) |
1,6 (16) |
9,0 |
|||||
|
4 |
75,00 (7,50) |
25,00 (2,50) |
6,0 (60) |
4,0 (40) |
|||||||
|
16 |
2 |
22,50 (2,25) |
7,50 (0,75) |
2,4 (24) |
1,6 (16) |
12,0 |
|||||
|
4 |
60,00 (6,00) |
20,00 (2,00) |
6,0 (60) |
4,0 (40) |
|||||||
|
48 |
8 |
2 |
60,00 (6,00) |
20,00 (2,00) |
2,4 (24) |
1,6 (16) |
6,5 |
||||
|
4 |
120,00 (12,00) |
40,00 (4,00) |
6,0 (60) |
4,0 (40) |
|||||||
|
10 |
2 |
45,00 (4,50) |
15,00 (1,50) |
2,4 (24) |
1,6 (16) |
8,0 |
|||||
|
4 |
90,00 (9,00) |
30,00 (3,00) |
6,0 (60) |
4,0 (40) |
|||||||
|
12 |
2 |
37,50 (3,75) |
12,50 (1,25) |
2,4 (24) |
1,6 (16) |
10,0 |
|||||
|
4 |
75,00 (7,50) |
25,00 (2,50) |
6,0 (60) |
4,0 (40) |
|||||||
|
16 |
2 |
30,00 (3,00) |
10,00 (1,00) |
2,4 (24) |
1,6 (16) |
13,0 |
|||||
|
4 |
60,00 (6,00) |
20,00 (2,00) |
6,0 (60) |
4,0 (40) |
|||||||
|
60,00 (6,00) |
20,00 (20,00) |
6,0 (60) |
4,0 (40) |
17,0 |
2000 |
||||||
|
52* |
14 |
0,16 |
2 |
12,00 (1,20) |
4,00 (0,40) |
1,8 (18) |
1,2 (12) |
16,0 |
423 (150) |
3000 |
|
|
12,00 (1,20) |
4,00 (4,00) |
1,2 (12) |
0,8 (8) |
0,99 |
200 |
||||||
|
63 |
10 |
0,20 |
3 |
33,00 (3,30) |
11,00 (1,10) |
3,0 (30) |
2,0 (20) |
12,0 |
373 (100) |
0,95 |
3000 |
|
10 |
33,00 (3,30) |
11,00 (1,10) |
2,4 (24) |
1,6 (16) |
16,0 |
3500 |
|||||
|
14 |
3 |
30,00 (3,00) |
10,00 (1,00) |
3,0 (30) |
2,0 (20) |
16,0 |
3000 |
||||
|
15* |
0,16 |
2 |
10,50 (1,05) |
3,50 (0,35) |
1,2 (12) |
0,8 (8) |
16,0 |
423 150) |
0,99 |
200 |
|
|
92 |
16 |
0,24 |
3 |
67,50 (6,75) |
22,50 (2,25) |
3,8 (38) |
2,5 (25) |
26,0 |
373 (100) |
0,95 |
3000 |
|
67,50 (6,75) |
22,50 (2,25) |
2,4 (24) |
1,6 (16) |
3500 |
|||||||
|
18 |
3 |
60,00 (6,00) |
20,00 (2,00) |
3,8 (38) |
2,5 (25) |
30,0 |
3000 |
||||
|
125 |
10 |
0,30 |
4 |
52,50 (5,25) |
17,50 (1,75) |
2,4 (24) |
1,6 (16) |
40,0 |
373 (100) |
0,95 |
3500 |
|
12 |
2 |
25,50 (2,55) |
8,50 (0,85) |
0,75 (7,5) |
0,6 (6) |
36,0 |
443 (170) |
0,99 |
200 |
||
Примечание. Допускается применять сильфоны на внутреннее давление, значение которого зависит от длины сильфона: при L £ D Рвн = Рр; при L > D Рвн. = 0,3Рр.
ПРИСОЕДИНИТЕЛЬНЫЕ РАЗМЕРЫ СИЛЬФОНОВ БЕЗ КОНЦЕВЫХ ДЕТАЛЕЙ
|
27* |
28 |
38 |
48 |
63* |
65 |
92* |
95 |
125 |
126* |
|
|
dн |
20 |
28 |
38 |
48 |
76 |
96 |
||||
|
l пред. откл. по УТ15/2 |
6 |
8 |
10 |
|||||||
Примечание: Сильфоны, отмеченные знаком «*», во вновь проектируемых и модернизируемых изделиях применять не рекомендуется.
|
Обозначение сильфона |
Код ОКП |
|
Силиконы с концевыми деталями |
|
|
28-8-0,16´2 |
36 9572 6801 05 |
|
28-8-0,16´3 |
36 9572 6802 04 |
|
28-8-0,16´4 |
36 9572 6803 03 |
|
28-8-0,16´6 |
36 9572 6804 02 |
|
28-8-0,16´7 |
36 9572 6805 01 |
|
28-10-0,16´2 |
36 9572 6806 00 |
|
28-10-0,16´3 |
36 9572 6807 10 |
|
28-10-0,16´4 |
36 9572 6808 09 |
|
28-10-0,16´6 |
36 9572 6809 08 |
|
28-10-0,16´7 |
36 9572 6811 03 |
|
28-12-0,16´2 |
36 9572 6812 02 |
|
28-12-0,16´3 |
36 9572 6813 01 |
|
28-12-0,16´4 |
36 9572 6814 00 |
|
28-12-0,16´6 |
36 9572 6815 10 |
|
28-12-0,16´7 |
36 9572 6816 09 |
|
28-16-0,16´2 |
36 9572 6817 08 |
|
28-16-0,16´3 |
36 9572 6818 07 |
|
28-16-0,16´4 |
36 9572 6819 06 |
|
28-16-0,16´6 |
36 9572 6821 01 |
|
28-16-0,16´7 |
36 9572 6822 00 |
|
38-8-0,2´2 |
36 9572 6609 03 |
|
38-8-0,2´3 |
36 9572 6824 09 |
|
38-8-0,2´4 |
36 9572 6611 09 |
|
38-8-0,2´6 |
36 9572 6825 08 |
|
38-8-0,2´8 |
36 9572 6826 07 |
|
38-10-0,2´2 |
36 9572 6612 08 |
|
38-10-0,2´3 |
36 9572 6827 06 |
|
38-10-0,2´4 |
36 9572 6613 07 |
|
38-10-0,2´6 |
36 9572 6828 05 |
|
38-10-0,2´8 |
36 9572 6829 04 |
|
38-12-0,2´2 |
36 9572 6614 06 |
|
38-12-0,2´3 |
36 9572 6831 10 |
|
38-12-0,2´4 |
36 9572 6615 05 |
|
38-12-0,2´6 |
36 9572 6832 09 |
|
38-12-0,2´8 |
36 9572 6833 08 |
|
38-16-0,2´2 |
36 9572 6616 04 |
|
38-16-0,2´3 |
36 9572 6835 06 |
|
38-16-0,2´4 |
36 9572 6617 03 |
|
38-16-0,2´6 |
36 9572 6836 05 |
|
38-16-0,2´8 |
36 9572 6837 04 |
|
48-8-0,2´2 |
36 9572 6618 02 |
|
48-8-0,2´3 |
36 9572 6839 02 |
|
48-8-0,2´4 |
36 9572 6619 01 |
|
48-8-0,2´5 |
36 9572 6841 08 |
|
48-8-0,2´6 |
36 9572 6843 07 |
|
48-8-0,2´8 |
36 9572 6843 06 |
|
48-10-0,2´2 |
36 9572 6621 07 |
|
48-10-0,2´3 |
36 9572 6844 05 |
|
48-10-0,2´4 |
36 9572 6623 06 |
|
48-10-0,2´5 |
36 9572 6845 04 |
|
48-10-0,2´6 |
36 9572 6846 03 |
|
48-10-0,2´8 |
36 9572 6847 02 |
|
48-12-0,2´2 |
36 9572 6623 05 |
|
48-12-0,2´3 |
36 9572 6848 01 |
|
48-12-0,2´4 |
36 9572 6624 04 |
|
48-12-0,2´5 |
36 9572 6849 00 |
|
48-12-0,2´6 |
36 9572 6851 06 |
|
48-12-0,2´8 |
36 9572 6852 05 |
|
48-16-0,2´2 |
36 9572 6625 03 |
|
48-16-0,2´3 |
36 9572 6744 08 |
|
48-16-0,2´4 |
36 9572 6626 02 |
|
48-16-0,2´5 |
36 9572 6854 03 |
|
48-16-0,2´6 |
36 9572 6855 02 |
|
48-16-0,2´8 |
36 9572 6856 01 |
|
65-8-0,2´2 |
36 9572 6858 10 |
|
65-8-0,2´3 |
36 9572 6859 09 |
|
65-8-0,2´4 |
36 9572 6632 04 |
|
65-8-0,2´6 |
36 9572 6633 03 |
|
65-8-0,2´8 |
36 9572 686104 |
|
65-10-0,2´2 |
36 9572 6862 03 |
|
65-10-0,2´3 |
36 9572 6863 02 |
|
65-10-0,2´4 |
36 9572 6634 02 |
|
65-10-0,2´6 |
36 9572 6635 01 |
|
65-10-0,2´8 |
36 9572 6864 01 |
|
65-12-0,2´2 |
36 9572 6865 00 |
|
65-12-0,2´3 |
36 9572 6866 10 |
|
65-12-0,2´4 |
36 9572 6636 00 |
|
65-12-0,2´6 |
36 9572 6637 10 |
|
65-12-0,2´8 |
36 9572 6867 09 |
|
65-16-0,2´2 |
36 9572 6868 08 |
|
65-16-0,2´3 |
36 9572 6869 07 |
|
65-16-0,2´4 |
36 9572 6638 09 |
|
65-16-0,2´6 |
36 9572 6639 08 |
|
65-16-0,2´8 |
36 9572 6871 02 |
|
95-8-0,25´3 |
36 9572 6876 08 |
|
95-8-0,25´4 |
36 9572 6643 01 |
|
95-8-0,25´6 |
36 9572 6644 00 |
|
95-10-0,25´3 |
36 9572 6877 07 |
|
95-10-0,25´4 |
36 9572 6645 10 |
|
95-10-0,25´6 |
36 9572 6646 09 |
|
95-12-0,25´3 |
36 9572 6878 06 |
|
95-12-0,25´4 |
36 9572 6647 08 |
|
95-12-0,25´6 |
36 9572 6648 07 |
|
95-16-0,25´3 |
36 9572 6879 05 |
|
95-16-0,25´4 |
36 9572 6649 06 |
|
95-16-0,25´6 |
36 9572 6651 01 |
|
125-8-0,3´2 |
36 9572 6881 00 |
|
125-8-0,3´4 |
36 9572 6882 10 |
|
125-8-0,3´6 |
36 9572 6883 09 |
|
125-10-0,3´2 |
36 9573 6884 08 |
|
125-10-0,3´4 |
36 9572 6885 07 |
|
125-10-0,3´6 |
36 9572 6886 06 |
|
125-12-0,3´2 |
36 9572 6887 05 |
|
125-12-0,3´4 |
36 9572 6655 08 |
|
125-12-0,3´6 |
36 9572 6888 04 |
|
Сильфоны без концевых деталей, исполнение 1 |
|
|
28-8-0,16´2 |
36 9572 7503 08 |
|
28-8-0,16´3 |
36 9572 7504 07 |
|
28-8-0,16´4 |
36 9572 7505 06 |
|
28-8-0,16´6 |
36 9572 7506 05 |
|
28-8-0,16´7 |
36 9572 7507 04 |
|
28-10-0,16´2 |
36 9572 7508 03 |
|
28-10-0,16´3 |
36 9572 7509 02 |
|
28-10-0,16´4 |
36 9572 7511 08 |
|
28-10-0,16´6 |
36 9572 7512 07 |
|
28-10-0,16´7 |
36 9572 7513 06 |
|
28-12-0,16´2 |
36 9572 7514 05 |
|
28-12-0,16´3 |
36 9572 7515 04 |
|
28-12-0,16´4 |
36 9572 7516 03 |
|
28-12-0,16´6 |
36 9572 7517 02 |
|
28-12-0,16´7 |
36 9572 7518 01 |
|
28-16-0,16´2 |
36 9572 7519 00 |
|
28-16-0,16´3 |
36 9573 7521 06 |
|
28-16-0,16´4 |
36 9572 7522 05 |
|
28-16-0,16´6 |
36 9572 7523 04 |
|
28-16-0,16´7 |
36 9572 7524 03 |
|
38-8-0,2´2 |
36 9572 7609 10 |
|
38-8-0,2´3 |
36 9572 7526 01 |
|
38-8-0,2´4 |
36 9572 7611 05 |
|
38-8-0,2´6 |
36 9572 7527 00 |
|
38-8-0,2´8 |
36 9572 7528 10 |
|
38-10-0,2´2 |
36 9572 7612 04 |
|
38-10-0,2´3 |
36 9572 7529 09 |
|
38-10-0,2´4 |
36 9572 7613 03 |
|
38-10-0,2´6 |
36 9572 7531 04 |
|
38-10-0,2´8 |
36 9572 7532 03 |
|
38-12-0,2´2 |
36 9572 7614 02 |
|
38-12-0,2´3 |
36 9572 7533 02 |
|
38-12-0,2´4 |
36 9572 7615 01 |
|
38-12-0,2´6 |
36 9572 7534 01 |
|
38-12-0,2´8 |
36 9572 7535 00 |
|
38-16-0,2´2 |
36 9572 7616 00 |
|
38-16-0,2´3 |
36 9572 7539 07 |
|
38-16-0,2´4 |
36 9572 7617 10 |
|
38-16-0,2´6 |
36 9572 7541 02 |
|
38-16-0,2´8 |
36 9572 7542 01 |
|
48-8-0,2´2 |
36 9572 7618 09 |
|
48-8-0,2´3 |
36 9572 7545 09 |
|
48-8-0,2´4 |
36 9572 7619 08 |
|
48-8-0,2´5 |
36 9572 7546 08 |
|
48-8-0,2´6 |
36 9572 7547 07 |
|
48-8-0,2´8 |
36 9572 7548 06 |
|
48-10-0,2´2 |
36 9572 7621 03 |
|
48-10-0,2´3 |
36 9572 7549 05 |
|
48-10-0,2´4 |
36 9572 7622 02 |
|
48-10-0,2´5 |
36 9572 7551 00 |
|
48-10-0,2´6 |
36 9572 7552 10 |
|
48-10-0,2´8 |
36 9572 7553 09 |
|
48-12-0,2´2 |
36 9572 7623 01 |
|
48-12-0,2´3 |
36 9572 7554 08 |
|
48-12-0,2´4 |
36 3572 7624 00 |
|
48-12-0,2´5 |
36 9572 7555 07 |
|
48-12-0,2´6 |
36 9572 7556 06 |
|
48-12-0,2´8 |
36 9572 7557 05 |
|
48-16-0,2´2 |
36 9572 7625 10 |
|
48-16-0,2´3 |
36 9572 7561 09 |
|
48-16-0,2´4 |
36 9572 7626 09 |
|
48-16-0,2´5 |
36 9572 7562 08 |
|
48-16-0,2´6 |
36 9572 7563 07 |
|
48-16-0,2´8 |
36 9572 7564 06 |
|
66-8-0,2´2 |
36 9572 7567 03 |
|
65-8-0,2´3 |
36 9572 7568 02 |
|
65-8-0,2´4 |
36 9572 7632 00 |
|
65-8-0,2´6 |
36 9572 7633 10 |
|
65-8-0,2´8 |
36 9572 7569 01 |
|
65-10-0,2´2 |
36 9572 7571 07 |
|
65-10-3,2´3 |
36 9572 7572 06 |
|
65-10-0,2´4 |
36 9572 7634 09 |
|
65-10-3,2´6 |
36 9572 7635 08 |
|
65-10-0,2´8 |
36 9572 7573 05 |
|
65-12-0,2´2 |
36 9572 7574 04 |
|
65-12-0,2´3 |
36 9572 7575 03 |
|
65-12-0,2´4 |
36 9572 7636 07 |
|
65-12-0,2´6 |
36 9572 7537 06 |
|
65-12-0,2´8 |
36 9572 7576 02 |
|
65-16-0,2´2 |
36 9572 7577 01 |
|
65-16-0,2´3 |
36 9572 7578 00 |
|
65-16-0,2´4 |
36 9572 7638 05 |
|
65-16-0,2´6 |
36 9572 7639 04 |
|
65-16-0,2´8 |
36 9572 7579 10 |
|
95-8-0,25´3 |
36 9572 7585 01 |
|
95-8-0,25´4 |
36 9572 7643 08 |
|
95-8-0,25´6 |
36 9572 7644 07 |
|
95-10-0,25´3 |
36 9572 7586 00 |
|
95-10-0,25´4 |
36 9572 7645 06 |
|
95-10-0,25´6 |
36 9572 7646 05 |
|
95-12-0,25´3 |
36 9572 7587 10 |
|
95-12-0,25´4 |
36 9572 7647 04 |
|
95-12-0,25´6 |
36 9572 7648 03 |
|
95-16-0,25´3 |
36 9572 7588 09 |
|
95-16-0,25´4 |
36 5572 7649 02 |
|
95-16-0,25´6 |
36 9572 7651 08 |
|
125-8-0,3´2 |
36 9572 7589 08 |
|
125-8-0,3´4 |
36 9572 7591 03 |
|
125-8-0,2´6 |
36 9572 7592 02 |
|
125-10-0,3´2 |
36 9572 7593 01 |
|
125-10-0,3´4 |
36 9572 7654 05 |
|
125-10-0,3´6 |
36 9572 7594 00 |
|
125-12-0,3´2 |
36 9572 7655 04 |
|
125-12-0,3´4 |
36 9572 7656 03 |
|
125-12-0,3´6 |
36 9572 7595 10 |
|
Сильфоны без концевых деталей, исполнение 2 |
|
|
28-8-0,16´2 |
36 9572 8503 04 |
|
28-8-0,16´3 |
36 9572 8504 03 |
|
28-8-0,16´4 |
36 9572 8505 02 |
|
28-8-0,16´6 |
36 9572 8506 01 |
|
28-8-0,16´7 |
36 9572 8507 00 |
|
28-10-0,16´2 |
36 9572 8508 10 |
|
28-10-0,16´3 |
36 9572 8509 09 |
|
28-10-0,16´4 |
36 9572 8511 04 |
|
28-10-0,16´6 |
36 9572 8512 03 |
|
28-10-0,16´7 |
36 9572 8513 02 |
|
28-12-0,16´2 |
36 9572 8514 01 |
|
28-12-0,16´3 |
36 9572 8515 00 |
|
28-12-0,16´4 |
36 9572 8516 10 |
|
28-12-0,16´6 |
36 9572 8517 09 |
|
28-12-0,16´7 |
36 9572 8518 08 |
|
28-16-0,16´2 |
36 9572 8519 07 |
|
28-16-0,16´3 |
36 9572 8521 02 |
|
28-16-0,16´4 |
36 9572 8522 01 |
|
28-16-0,16´6 |
36 9572 8523 00 |
|
28-16-0,16´7 |
36 9572 8524 10 |
|
38-8-0,2´2 |
36 9572 8609 06 |
|
38-8-0,2´3 |
36 9572 8526 08 |
|
38-8-0,2´4 |
36 9572 8611 01 |
|
38-8-0,2´6 |
36 9572 8527 07 |
|
38-8-0,2´8 |
36 9572 8528 06 |
|
38-10-0,2´2 |
36 9572 8612 00 |
|
38-10-0,2´3 |
36 9572 8529 05 |
|
38-10-0,2´4 |
36 9572 8613 09 |
|
38-10-0,2´6 |
36 9572 8531 00 |
|
38-10-0,2´8 |
36 9572 8532 10 |
|
38-12-0,2´2 |
36 9572 8614 09 |
|
38-12-0,2´3 |
36 9572 8533 09 |
|
38-12-0,2´4 |
36 9572 8615 08 |
|
38-12-0,2´6 |
36 9572 8534 08 |
|
38-12-0,2´8 |
36 9572 8535 07 |
|
38-16-0,2´2 |
36 9572 8616 07 |
|
38-16-0,2´3 |
36 9572 8539 03 |
|
38-16-0,2´4 |
36 9572 8617 06 |
|
38-16-0,2´6 |
36 9572 8541 09 |
|
38-16-0,2´8 |
36 9572 8542 08 |
|
48-8-0,2´2 |
36 9572 8618 05 |
|
48-8-0,2´3 |
36 9572 8545 05 |
|
43-8-0,2´4 |
36 9572 8619 04 |
|
48-8-0,2´5 |
36 9572 8546 04 |
|
48-8-0,2´6 |
36 9572 8547 03 |
|
48-8-0,2´8 |
36 9572 8548 02 |
|
48-10-0,2´2 |
36 9572 8621 10 |
|
48-10-0,2´3 |
36 9572 8549 01 |
|
48-10-0,2´4 |
36 9572 8622 09 |
|
48-10-0,2´5 |
36 9572 8551 07 |
|
48-10-0,2´6 |
36 9572 8552 06 |
|
48-10-0,2´8 |
36 9572 8553 05 |
|
48-12-0,2´2 |
36 9572 8623 08 |
|
48-12-0,2´3 |
36 9572 8554 04 |
|
48-12-0,2´4 |
36 9572 8624 07 |
|
48-12-0,2´5 |
36 9572 8555 03 |
|
48-12-0,2´6 |
36 9572 8556 02 |
|
48-12-0,2´8 |
36 9572 8557 01 |
|
48-16-0,2´2 |
36 9572 8625 06 |
|
48-16-0,2´3 |
36 9572 8561 05 |
|
48-16-0,2´4 |
36 9572 8626 05 |
|
48-16-0,2´5 |
36 9572 8562 04 |
|
48-16-0,2´6 |
36 9572 8563 03 |
|
48-16-0,2´8 |
36 9572 8564 02 |
|
65-8-0,2´2 |
36 9572 8567 10 |
|
65-8-0,2´3 |
36 9572 8568 09 |
|
65-8-0,2´4 |
36 9572 8632 07 |
|
65-8-0,2´6 |
36 9572 8633 06 |
|
65-8-0,2´8 |
36 9572 8569 08 |
|
65-10-0,2´2 |
36 9572 8571 03 |
|
65-10-0,2´3 |
36 9572 8571 02 |
|
65-10-0,2´4 |
36 9572 8634 05 |
|
65-10-0,2´6 |
36 9572 8635 04 |
|
65-10-0,2´8 |
36 9572 8573 01 |
|
65-12-0,2´2 |
36 9572 8574 00 |
|
65-12-0,2´3 |
36 9572 8575 10 |
|
65-12-0,2´4 |
36 9572 8636 03 |
|
65-12-0,2´6 |
36 9572 8637 02 |
|
65-12-0,2´8 |
36 9572 8576 09 |
|
65-16-0,2´2 |
36 9572 8577 08 |
|
65-16-0,2´3 |
36 9572 8578 07 |
|
65-16-0,2´4 |
36 9572 8638 01 |
|
65-16-0,2´6 |
36 9572 8639 00 |
|
65-16-0,2´8 |
36 9572 8579 06 |
|
95-8-0,25´3 |
36 9572 8585 08 |
|
95-8-0,25´4 |
36 9572 8643 04 |
|
95-8-0,25´6 |
36 9572 8644 03 |
|
95-10-0,25´3 |
36 9572 8586 07 |
|
95-10-0,25´4 |
36 9572 8645 02 |
|
95-10-0,25´6 |
36 9572 8646 01 |
|
95-12-0,25´3 |
36 9572 8587 06 |
|
95-12-0,25´4 |
36 9572 8647 00 |
|
95-12-0,25´6 |
36 9572 8648 10 |
|
95-16-0,25´3 |
36 9572 8588 05 |
|
95-16-0,25´4 |
36 9572 8649 09 |
|
95-16-0,25´6 |
36 9572 8651 04 |
|
125-8-0,3´2 |
36 9572 8589 04 |
|
125-8-0,3´4 |
36 9572 8591 10 |
|
125-8-0,3´6 |
36 9572 8592 09 |
|
125-10-0,3´2 |
36 9572 8593 08 |
|
125-10-0,3´4 |
36 9572 8654 01 |
|
125-10-0,3´6 |
36 9572 8594 07 |
|
125-12-0,3´2 |
36 9572 8655 00 |
|
125-12-0,3´4 |
36 9572 8656 09 |
|
125-12-0,3´6 |
36 9572 8595 08 |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сильфоны должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации.
2.2. Гофрированная часть сильфонов должна изготовляться из тонкостенных бесшовных или продольношовных труб-заготовок сплава ВТI-0 по ГОСТ 19807-74.
2.3. Трубки-заготовки для получения гофрированной части сильфона должны изготовляться из листа по ГОСТ 22178-76.
2.4. Содержание водорода в готовых трубках перед сборкой их в пакет должно быть 0,007 % и менее. Контроль содержания водорода должен осуществляться по действующей технической документации предприятия-изготовителя. Трубки-заготовки, материал которых имеет содержание водорода более 0,007 %, должны подвергаться вакуумному отжигу по режиму, соответствующему технологии предприятия-изготовителя сильфонов.
2.6. Все плавки металла должны иметь сертификат предприятия-изготовителя. Перед запуском в производство металл каждой плавки должен быть проверен на соответствие требованиям стандартов по химическому составу, сортаменту и качеству отделки поверхности.
2.7. Разностенность трубки-заготовки не должна превышать предельного отклонения на толщину слоя, указанного в табл. 1, 3.
Значения толщины слоя и его предельных отклонений из сварных трубок-заготовок не должны превышать соответствующих значений, установленных документацией на материал.
2.8. Поверхность трубок-заготовок перед сборкой в пакет и сильфонов должна быть гладкой, чистой, без плен, трещин, расслоений, пузырей, раковин, окалины и поверхностной коррозии. Дефекты поверхности трубок-заготовок перед сборкой их в пакет и поверхности сильфона по качеству и характеру не должны превышать дефектов, указанных в следующих контрольных образцах:
№ 1 - контрольный образец внешнего вида поверхности сильфонов на следы от разъема прессформ;
№ 2 - контрольный образец внешнего вида поверхности сильфонов на засветленные места после зачистки трубок-заготовок, риски и заяснения после накатки трубок-заготовок;
№ 3 - контрольный образец внешнего вида поверхности сильфонов на точечные и продольные вздутия слоев после сборки их в многослойные пакеты;
№ 4 - контрольный образец внешнего вида поверхности сильфонов на цвета побежалости, чешуйчатость, наплывы и неравномерность расплавленного металла сварного шва;
№ 5 - контрольный образец внешнего вида поверхности трубок-заготовок перед сборкой их в пакет с продольной гофрированностью после вытяжки;
№ 6 - контрольный образец внешнего вида поверхности сильфонов на перекос гофров;
№ 7 - контрольный образец внешнего вида наружной и внутренней поверхности сильфонов на цвета побежалости после термообработки;
№ 8 - контрольный образец состояния поверхности термообработанных сильфонов после осветления;
№ 9 - контрольный образец на деформацию гофров.
2.9. На наружной и внутренней поверхностях сильфона не допускаются риски, отпечатки инородных тел, забоины, вмятины, следы от вытравленной окалины глубиной более 0,015 мм на поверхностях впадин и глубиной более 0,030 мм на остальной поверхности гофров.
На трубках-заготовках внутренних слоев перед сборкой в пакет не допускаются риски, забоины, отпечатки инородных тел, вмятины, следы от вытравленной окалины глубиной более 20 % толщины стенки трубки-заготовки.
2.10. Не допускается наличие масла, жира, кислот, щелочей и других веществ на поверхности трубок-заготовок перед сборкой их в пакет.
2.11. Жесткость сильфонов должна соответствовать значениям, указанным в табл. 2, 4.
2.12. Сильфоны должны быть герметичными и прочными.
2.13. Концевые детали всех исполнений, необходимые для формования и последующего использования сильфонов, должны быть изготовлены в количестве на 14 % более требуемого в спецификации изделия.
При заказе малых партий сильфонов (50 штук) следует дополнительно изготовлять 7 комплектов концевых деталей.
Объем поставляемой партии сильфонов должен быть не менее 10 штук.
Документация на концевые детали должна представляться по ГОСТ 21557-83.
2.14. Приварка концевых деталей к многослойной оболочке должна производиться аргонно-дуговой сваркой неплавящимся (вольфрамовым) электродом методом оплавления элементов сопрягаемых деталей.
Допускается применять другие виды сварки, не ухудшающие коррозионной стойкости и работоспособности сильфонов.
2.15. Полный назначенный ресурс сильфонов (Трн), приведенных в табл. 1, 3, должен быть не менее указанного в табл. 2, 4.
2.16. Вероятность безотказной работы сильфонов, приведенных в табл. 1, при доверительной вероятности 0,9 не должна быть менее 0,95 при нагружении их рабочим ходом на сжатие, рабочим давлением и температурой, указанными в табл. 2 для полного назначенного ресурса Трн.
Вероятность безотказной работы сильфонов, приведенных в табл. 3 при доверительной вероятности 0,8 не должна быть менее, указанной в табл. 4 при нагружении их рабочим ходом на сжатие, рабочим давлением и температурой, указанными в табл. 4 для полного назначенного ресурса Трн.
В случае применения сильфонов по табл. 1 и 2 при температуре от 373 К (100°) до 473 К (200°) полный назначенный ресурс равен 1000 циклам.
При изменении параметров применения в сторону увеличения потребитель должен проводить дополнительные испытания сильфонов на новых параметрах по программе, установленной организацией, дающей разрешение на применение сильфонов. По результатам дополнительных испытаний оформляется протокол разрешения применения по ГОСТ 2.124-85.
2.17. Критерием отказа (предельного состояния) является разгерметизация многослойного сильфона относительно внешней среды.
2.18. Полный назначенный срок службы сильфонов - 10 лет.
2.19. Конструкция изделия, в котором применен сильфон, должна обеспечить сохранность сильфонов от механических повреждений и воздействия сред, вызывающих ускоренное старение материалов при монтаже и эксплуатации.
3. ПРАВИЛА ПРИЕМКИ.
3.1. Для проверки соответствия требованиям настоящего стандарта сильфоны должны подвергаться испытаниям: предъявительским, приемосдаточным, периодическим, типовым.
3.2. Объем проверяемых параметров и число сильфонов, подлежащих контролю, должны соответствовать указанным в табл. 7.
Последовательность контроля проверяемых параметров сильфонов устанавливает предприятие-изготовитель.
Порядок проведения испытаний всех категорий должен соответствовать ГОСТ 26964-86.
3.3. Сильфоны на испытания предъявляют партиями.
Партия должна состоять из сильфонов одного типоразмера, изготовленных по одному технологическому процессу, из одной марки материала, запущенного в производство одновременно и одновременно предъявляемых на испытания (приемку), при оценке качества которых, принимают одно общее решение.
3.4. Предъявительские и приемо-сдаточные испытания.
3.4.1. Если при испытаниях будут обнаружены сильфоны, не соответствующие требованиям, установленным в п.п. 2.8, 2.9, 2.12 настоящего стандарта, то эти сильфоны бракуют окончательно.
3.4.2. Если при испытаниях будут обнаружены сильфоны, не соответствующие требованиям, установленным в п.п. 1.1, 2.11, 2.15 настоящего стандарта, то эти сильфоны бракуют.
3.4.3. Испытания сильфонов для контроля полного назначенного ресурса Трн (п. 2.15) проводят до наработки 1,0 Трн.
Партию считают годной, если наработка каждого подвергнутого испытаниям сильфона, приведенного в табл. 1, 3 составляет не менее 1,0 Трн.
Результаты испытаний используют в качестве априорной информации при подтверждении нижней доверительной границы вероятности безотказной работы в течение полного назначенного ресурса при периодических испытаниях.
Испытания сильфонов на подтверждение полного назначенного ресурса при приемо-сдаточных и предъявительских испытаниях допускается совмещать.
3.5. Периодические испытания.
3.5.1. Периодические испытания проводят не реже одного раза в три года на сильфонах, выдержавших приемо-сдаточные испытания.
При среднегодовой программе выпуска сильфонов менее 350 шт. периодические испытания проводят один раз в четыре года.
3.5.2. Для подтверждения вероятности безотказной работы в течение полного назначенного ресурса используют априорную информацию по п. 3.4.3 за период от предыдущих периодических испытаний.
3.5.3. Вероятность безотказной работы считают подтвержденной, если суммарное количество сильфонов (N) безотказно наработавших 1,0 Трн не менее указанного в табл. 8.
Если суммарное количество сильфонов менее указанного в табл. 8, то недостающее количество необходимо испытать в соответствии с п. 3.4.3.
3.6. Типовые испытания.
3.6.1. Испытания проводят по программе и методике типовых испытаний, разработанной предприятием-изготовителем сильфонов и согласованной с предприятием-разработчиком.
3.6.2. Испытаниям подвергают партию сильфонов, изготовленную с учетом внесенных изменений, в количестве, установленном в программе типовых испытаний.
|
Номера пунктов стандарта |
Число сильфонов, подлежащих контролю при испытаниях |
||||
|
основных параметров и размеров технических требований |
методы контроля |
предъявительских |
приемо-сдаточных |
периодических |
|
|
Внешний вид сильфона |
100 % |
10 % |
- |
||
|
Конструкция и размеры сильфона |
10 % |
10 % |
- |
||
|
Жесткость |
20 % |
2 %, но не менее 2 штук |
- |
||
|
Прочность |
100 % |
10 % |
- |
||
|
Герметичность |
100 % |
10 % |
- |
||
|
Полный назначенный ресурс, Трн |
3 %, но не менее 2 и не более 5 шт. |
3 %, но не менее 2 и не более 5 шт. |
- |
||
|
Вероятность безотказной работы |
- |
- |
по п. 3.5.3 |
||
|
Полный назначенный ресурс Трн |
Вероятность безотказной работы Р (Трн) |
Доверительная вероятность |
Количество сильфонов подвергающихся испытаниям |
|
|
табл. 1 |
3000 |
0,95 |
0,9 |
45 |
|
табл. 3 |
3000 |
0,95 |
0,8 |
32 |
|
2000 |
0,95 |
0,8 |
32 |
|
|
3500 |
0,95 |
0,8 |
32 |
Примечание. Количество сильфонов, необходимых для подтверждения вероятности безотказной работы в течение полного назначенного ресурса Р (Трн) с заданной доверительной вероятностью g рассчитано в соответствии с ГОСТ 27.503-81 и ГОСТ 11.005-74.
4. МЕТОДЫ КОНТРОЛЯ.
4.1. Контроль толщины слоя трубки-заготовки (п. 2.7) проводят в процессе изготовления сильфонов в объеме 10 %.
Толщину слоя трубки-заготовки измеряют в четырех точках, равномерно расположенных по окружности измерительным инструментом с точностью, обусловленной заданными предельными отклонениями.
Разностенность трубок-заготовок определяют как разность между наибольшим и наименьшим значениями измерений толщины слоя трубки-заготовки.
Толщину стенки готового сильфона не контролируют.
Толщина стенки сильфона может быть меньше наименьшего значения толщины слоя трубки-заготовки.
4.2. Контроль внешнего вида сильфонов (п.п. 2.8, 2.9) проводят внешним осмотром и сравнением с контрольными образцами.
Контрольные образцы утверждают на предприятии-изготовителе сильфонов в установленном порядке, копии их не изготавливаются и потребителям не рассылаются.
Контроль внешнего вида сильфонов на соответствие п. 2.9 производят внешним осмотром и измерением глубины дефектов, в случае необходимости, специальным измерительным инструментом.
4.3. Контроль конструкции размеров сильфонов (п. 1.1) проводят сравнением с черт. 1 - 5 и измерением размеров при помощи измерительных инструментов, обеспечивающих требуемую в чертежах точность.
4.4. Контроль жесткости сильфонов (п. 2.11) проводят по методике, принятой на предприятии-изготовителе и согласованной с предприятием разработчиком стандарта.
Жесткость должна измеряться при сжатии сильфона на значение не более 0,6 рабочего хода и соответствовать данным, указанным в табл. 2, 4.
4.5. Контроль прочности сильфонов (п. 2.12) проводят на специальном стенде воздействием на сильфоны водой или воздухом наружным давлением Рпр, указанным в табл. 2, 4.
Продолжительность выдержки сильфона под давлением - 3 - 10 мин. При испытании сильфон должен быть предохранен от растяжения и сжатия.
Деформация гофров не должна быть более, чем у контрольного образца.
4.6. Контроль герметичности сильфонов (п. 2.12) проводят масс-спектрометрическим методом обдувом гелием при остаточном абсолютном давлении внутри сильфона не более 0,665 Па (5×10-3 и мм рт.ст.) Допустимая величина негерметичности сильфона не должна быть более 5×10-3 мм рт.ст.)
Сильфоны перед испытанием на герметичность подвергают сушке при температуре 373 - 423 К (100 - 150 °С). Режим сушки устанавливают в соответствии с технологическим процессом, действующим на предприятии-изготовителе сильфонов.
Испытания контролируют гелиевым течеискателем типов ПТИ-6, ПТИ-7, ПТИ-7А или ПТИ-10.
Испытания сильфонов на герметичность проводят после испытаний на прочность.
4.7. Контроль полного назначенного ресурса (п. 2.15) проводят испытанием сильфонов в рабочей среде (воздухе или азоте):
при наружном давлении, рабочем ходе и температуре, указанных в табл. 2 - для сильфонов по табл. 1;
при наружном давлении, рабочем ходе и температуре, указанных в табл. 4 - для сильфонов по табл. 3.
Стенд для испытания сильфонов должен обеспечивать:
ход сильфона до 3 мм с погрешностью ±0,1 мм;
ход сильфона до 20 мм с погрешностью ±0,2 мм;
ход сильфона свыше 20 мм с погрешностью ±0,5 мм;
настройку установочной длины сильфона Lу;
контроль давления рабочей среды манометром класса точности не ниже 2,5 по ГОСТ 2405-30;
температуру рабочей среды с погрешностью ±10 °С;
частоту срабатывания не более 120 циклов в минуту;
отсчет количества циклов срабатывания;
фиксацию момента наступления отказа сильфона.
4.8. Контроль вероятности безотказной работы (п. 2.16) проводят испытанием сильфонов до 1,0 Трн в рабочей среде (воздухе или азоте):
при наружном давлении, рабочем ходе и температуре, указанных в табл. 2 - для сильфонов по табл. 1;
при наружном давлении, рабочем ходе и температуре, указанных в табл. 4 - для сильфонов по табл. 3.
Стенд для испытания сильфонов для контроля вероятности безотказной работы должен соответствовать требованиям п. 4.7.
После испытаний на подтверждение полного назначенного ресурса и вероятности безотказной работы сильфоны подлежат списанию.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ.
5.1. Маркировку сильфонов, исполняемых с концевыми деталями, наносят на поверхности наружных втулок и колец по ГОСТ 21557-83.
Маркировку сильфонов, исполняемых без концевых деталей, указывают в документе, удостоверяющем качество изготовленной партии сильфонов.
Маркировку сильфонов, исполняемых с концевыми деталями, выполняют способом по ГОСТ 21557-83.
Маркировка сильфонов, исполняемых с концевыми деталями должна содержать:
условное обозначение сильфонов;
номер заводской партии, проставляемой предприятием-изготовителем.
Маркировка сильфонов, исполняемых без концевых деталей, должна содержать:
условное обозначение сильфонов;
номер заводской партии.
Пример маркировки сильфона:
с концевыми деталями:
65-12-0,2´6-1,1 ОСТ 26-07-2019-81 П87-81.
То же, без концевых деталей:
65-12-0,2´6 ОСТ 26-07-2019-81 П89-81.
Маркировка должна оставаться прочной и разборчивой в течение всего гарантийного срока хранения.
5.2. Каждый сильфон должен быть завернут в гофрированный картон по ГОСТ 7376-77, длина которого должна превышать длину сильфона на 5 - 10 мм.
Сильфоны должны быть уложены рядами в деревянные ящики, изготовленные по ГОСТ 5959-80, ГОСТ 20814-75, ГОСТ 2991-85.
Вариант внутренней упаковки - ВУI по ГОСТ 9.014-78.
В ящик должны быть уложены сильфоны одного типоразмера. Укладка сильфонов должна быть плотной, исключающей возможность перемещения их при погрузочно-разгрузочных работах и при транспортировании.
Допускается упаковывать в один ящик сильфоны разных типоразмеров, с их обязательным разделением.
При условии обеспечения сохраняемости сильфонов при погрузочно-разгрузочных работах, транспортировании и хранении допускаются другие виды и способы упаковки, выполняемые по конструкторской документации (КД) на упаковку.
Сильфоны, используемые непосредственно на предприятии-изготовителе и не подлежащие длительному хранению и транспортированию, в период хранения до введения их в эксплуатацию допускается не упаковывать при условии обеспечения сохранности сильфонов.
5.3. Маркировка транспортной тары должна соответствовать требованиям ГОСТ 14192-77 и КД на упаковку.
На ящиках по ГОСТ 20814-75 маркировку по ГОСТ 14192-77 допускается не наносить.
На ящике должны быть нанесены основные и дополнительные надписи, предупредительные знаки: «Осторожно, хрупкое», «Боится сырости», «Открывать здесь».
Масса ящика с сильфонами не должна превышать 50 кг.
5.4. В каждый ящик должен быть вложен упаковочный лист, который должен содержать следующие данные:
товарный знак или наименование предприятия-изготовителя;
условное обозначение и число сильфонов;
фамилию или номер контролера и упаковщика;
номер ящика;
дату изготовления сильфонов.
5.5. В каждой изготовленной партии сильфонов одного типоразмера должен быть приложен документ, удостоверяющий соответствие сильфонов требованиям настоящего стандарта.
5.6. Документ должен содержать следующие данные:
товарный знак или наименование предприятия-изготовителя;
марку материала;
номер сертификата на материал;
количество сильфонов в партии;
дату выпуска;
заключение по результатам приемо-сдаточных испытаний.
5.7. Транспортирование сильфонов, упакованных в соответствии с требованиями п.п. 5.2 - 5.4, может осуществляться автомобильным, железнодорожным, авиационным и речным транспортом на закрытых площадках.
Погрузка осуществляется в соответствии с маркировкой и знаками на таре.
Крепление транспортной тары в средствах железнодорожного транспорта и транспортирование сильфонов на них осуществляется в соответствии с требованиями «Правил перевозок грузов В2-Х4/МПС СССР», издательство «Транспорт», Москва, 1983 г.
Крепление транспортной тары в средствах автомобильного транспорта и транспортирование сильфонов на них осуществляется в соответствии с «Правилами перевозки грузов автотранспортом», издательство «Транспорт», Москва, 1984 г.
Крепление транспортной тары в средствах гражданской авиации и транспортирование сильфонов на них осуществляется в соответствии с «Правилами перевозки пассажиров, багажа и грузов», утвержденными Приказом № 401 от 2 августа 1971 г. по Министерству гражданской авиации СССР.
Крепление транспортной тары в средствах речного транспорта и транспортирование сильфонов на них осуществляется в соответствии с «Правилами перевозок грузов», утвержденными Приказом № 144 от 14 августа 1978 г. по Министерству речного флота СССР.
5.8. Условия хранения сильфонов должны соответствовать группе I (Л) по ГОСТ 15150-69.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ.
6.1. Изготовитель гарантирует соответствие сильфонов требованиям настоящего стандарта при соблюдении потребителем условий применения, транспортирования и хранения, установленных настоящим стандартом.
6.2. Гарантийный срок хранения сильфонов устанавливается - 10 лет со дня изготовления.
Гарантийный срок эксплуатации - 5 лет со дня ввода в эксплуатацию.
Гарантийная наработка сильфонов равна полному назначенному ресурсу, указанному в табл. 2, 4.
Приложение
Справочное
СПРАВОЧНЫЕ ДАННЫЕ
1. Расчетные зависимости наработки N от рабочего хода сильфонов l и вероятности безотказной работы от гарантийной наработки сильфонов Nг приведены в табл. 1, 2.
2. Фактические значения
эффективной площади сильфонов, определяемой при расчете по формуле ![]() , находят в
интервале, обусловленном предельными отклонениями наружного диаметра D.
, находят в
интервале, обусловленном предельными отклонениями наружного диаметра D.
Номинальные значения эффективной площади сильфонов Fэфф и расчетная масса сильфонов приведены в табл. 3, 4.
Зависимость наработки сильфонов от рабочего хода (l)
|
Рабочий ход сильфона l, мм |
Наработка N, циклы |
|
N |
|
|
0,9l |
1,07N |
|
0,85l |
1,33N |
|
0,80l |
1,76N |
|
0,75l |
2,16N |
|
0,70l |
3,00N |
|
0,65l |
4,00N |
|
0,60l |
5,60N |
|
0,55l |
8,00N |
|
0,50l |
11,65N |
Зависимость вероятности безотказной работы от гарантийной наработки сильфонов
|
Гарантийная наработка Nг циклы |
Вероятность безотказной работы Р (N) |
|
1,79N |
0,88 |
|
1,61N |
0,89 |
|
1,46N |
0,90 |
|
1,30N |
0,91 |
|
1,19N |
0,92 |
|
1,10N |
0,93 |
|
1,04N |
0,94 |
|
1,00N |
0,95 |
|
0,96N |
0,96 |
|
0,93N |
0,97 |
|
0,90N |
0,98 |
|
0,87N |
0,99 |
РАСЧЕТНЫЕ ЗНАЧЕНИЯ
эффективной площади и массы сильфонов из сплава ВТI-0
|
D, мм |
Эффективная площадь Fэфф., см2 |
Число слоев z |
Число гофров n |
Масса 100 шт., кг, при толщине одного слоя S0, мм |
|||
|
0,16 |
0,20 |
0,25 |
0,30 |
||||
|
28 |
4,15 |
2 |
8 |
0,942 |
- |
- |
- |
|
10 |
1,174 |
||||||
|
12 |
1,414 |
||||||
|
16 |
1,881 |
||||||
|
3 |
8 |
1,412 |
- |
- |
- |
||
|
10 |
1,761 |
||||||
|
12 |
2,120 |
||||||
|
16 |
2,821 |
||||||
|
4 |
8 |
1,638 |
- |
- |
- |
||
|
10 |
2,043 |
||||||
|
12 |
2,459 |
||||||
|
16 |
3,272 |
||||||
|
6 |
8 |
2,827 |
- |
- |
- |
||
|
10 |
3,534 |
||||||
|
12 |
4,241 |
||||||
|
16 |
5,654 |
||||||
|
7 |
8 |
3,296 |
- |
- |
- |
||
|
10 |
4,110 |
||||||
|
12 |
4,948 |
||||||
|
16 |
6,584 |
||||||
|
38 |
8,04 |
2 |
8 |
- |
2,284 |
- |
- |
|
10 |
2,850 |
||||||
|
12 |
3,376 |
||||||
|
16 |
4,435 |
||||||
|
3 |
8 |
- |
3,061 |
- |
- |
||
|
10 |
3,819 |
||||||
|
12 |
4,457 |
||||||
|
16 |
5,854 |
||||||
|
38 |
8,04 |
4 |
8 |
- |
4,093 |
- |
- |
|
10 |
5,130 |
||||||
|
12 |
5,894 |
||||||
|
16 |
7,741 |
||||||
|
6 |
8 |
- |
7,473 |
- |
|||
|
10 |
9,394 |
||||||
|
12 |
10,579 |
||||||
|
16 |
12,563 |
||||||
|
8 |
8 |
- |
9,986 |
- |
|||
|
10 |
12,529 |
||||||
|
12 |
13,765 |
||||||
|
16 |
16,747 |
||||||
|
48 |
13,20 |
2 |
8 |
- |
2,970 |
- |
- |
|
10 |
3,870 |
||||||
|
12 |
4,412 |
||||||
|
16 |
5,672 |
||||||
|
3 |
8 |
- |
4,401 |
- |
- |
||
|
10 |
5,417 |
||||||
|
12 |
6,565 |
||||||
|
16 |
8,464 |
||||||
|
4 |
8 |
- |
5,854 |
- |
- |
||
|
10 |
7,205 |
||||||
|
12 |
8,732 |
||||||
|
16 |
11,257 |
||||||
|
5 |
8 |
- |
6,565 |
- |
- |
||
|
10 |
6,774 |
||||||
|
12 |
9,750 |
||||||
|
16 |
12,557 |
||||||
|
48 |
13,20 |
6 |
8 |
- |
8,732 |
- |
- |
|
10 |
9,006 |
||||||
|
12 |
12,967 |
||||||
|
16 |
16,701 |
||||||
|
13,68 |
8 |
8 |
- |
13,011 |
- |
- |
|
|
10 |
13,329 |
||||||
|
12 |
19,191 |
||||||
|
16 |
24,717 |
||||||
|
65 |
23,75 |
2 |
8 |
- |
5,267 |
- |
- |
|
10 |
6,481 |
||||||
|
12 |
8,014 |
||||||
|
16 |
10,220 |
||||||
|
3 |
8 |
- |
7,005 |
- |
- |
||
|
10 |
8,620 |
||||||
|
12 |
10,659 |
||||||
|
16 |
13,593 |
||||||
|
4 |
8 |
- |
10,442 |
- |
- |
||
|
10 |
12,922 |
||||||
|
12 |
15,892 |
||||||
|
16 |
21,278 |
||||||
|
6 |
8 |
- |
14,581 |
- |
- |
||
|
10 |
18,023 |
||||||
|
12 |
21,432 |
||||||
|
16 |
27,070 |
||||||
|
8 |
8 |
- |
22,241 |
- |
- |
||
|
10 |
27,468 |
||||||
|
12 |
32,690 |
||||||
|
16 |
43,497 |
||||||
|
95 |
55,39 |
3 |
8 |
- |
15,471 |
- |
- |
|
10 |
18,686 |
||||||
|
12 |
23,014 |
||||||
|
16 |
29,271 |
||||||
|
4 |
8 |
- |
- |
20,577 |
- |
||
|
10 |
24,352 |
||||||
|
12 |
30,609 |
||||||
|
16 |
38,931 |
||||||
|
6 |
8 |
- |
- |
30,620 |
- |
||
|
10 |
38,076 |
||||||
|
12 |
45,201 |
||||||
|
16 |
59,394 |
||||||
|
125 |
92,41 |
2 |
8 |
- |
- |
- |
47,400 |
|
10 |
55,588 |
||||||
|
12 |
63,458 |
||||||
|
4 |
8 |
- |
- |
- |
64,638 |
||
|
10 |
77,406 |
||||||
|
12 |
90,174 |
||||||
|
6 |
8 |
- |
- |
- |
77,919 |
||
|
10 |
103,854 |
||||||
|
12 |
127,680 |
||||||
Таблица 4
РАСЧЕТНЫЕ
ЗНАЧЕНИЯ
эффективной площади и массы сильфонов из сплава ВTI-0
|
Эффективная площадь Fэфф., см2 |
Число слоев z |
Число гофров n |
Масса 100 шт., кг, при толщине одного слоя S0, мм |
|||
|
0,16 |
0,20 |
0,24 |
||||
|
38 |
8,04 |
2 |
8 |
- |
2,07 |
- |
|
4 |
3,61 |
|||||
|
2 |
10 |
- |
2,55 |
|||
|
4 |
4,44 |
|||||
|
2 |
12 |
- |
3,01 |
- |
||
|
4 |
5,25 |
|||||
|
2 |
16 |
- |
3,95 |
- |
||
|
4 |
6,90 |
|||||
|
48 |
13,85 |
2 |
8 |
- |
2,97 |
- |
|
4 |
5,90 |
|||||
|
2 |
10 |
- |
3,64 |
- |
||
|
4 |
7,23 |
|||||
|
2 |
12 |
- |
4,31 |
- |
||
|
4 |
8,56 |
|||||
|
2 |
16 |
- |
5,64 |
- |
||
|
4 |
11,23 |
|||||
|
52 |
15,55 |
2 |
14 |
4,52 |
- |
- |
|
63 |
23,32 |
3 |
10 |
- |
9,35 |
- |
|
3 |
14 |
- |
12,93 |
- |
||
|
2 |
15 |
7,45 |
- |
- |
||
|
92 |
53,43 |
3 |
16 |
- |
- |
29,92 |
|
3 |
18 |
- |
- |
33,48 |
||
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта, перечисления, приложения |
|
|
п. 2.17 |
|
|
п. 5.3 |
|
|
п. 5.2 |
|
|
ГОСТ 7376-77 |
п. 5.2 |
|
п. 5.3 |
|
|
ГОСТ 11.005-74 |
|
|
п. 5.3 |
|
|
п. 5.8 |
|
|
ГОСТ 19807-77 |
п. 2.2 |
|
ГОСТ 20814-75 |
п. 5.3 |
|
п. 2.10 |
|
|
ГОСТ 26964-86 |
п. 3.2 |
|
ГОСТ 27.401-84 |
п. 4.8 |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Номер листов (страниц) |
Номер документа |
Подпись |
Дата |
Срок введения изменений |
||||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
1 |
1; 2 ¸ 8 10 ¸ 13; 15; 16; 27; 28; 38; 39 |
9; 14 20 ¸ 37 |
9а; 30а 31а; 32а 36а; 46а |
Изм. № 1 |
27.11.87 |
|||
|
2 |
1 |
Изм. № 2 |
3.6.94 |
|||||
|
* |
1 |
Письмо № 21/2-2-373 от 13.06.96 из Управления по развитию химического и нефтяного машиностроения, 17.04.97. |
||||||
СОДЕРЖАНИЕ
|
1. Конструкция. Основные параметры и размеры.. 1 |