МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ВСЕСОЮЗНОЕ ПРОМЫШЛЕННОЕ ОБЪЕДИНЕНИЕ СОЮЗАТОМЭНЕРГО
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ «ЭНЕРГИЯ»
ВСЕСОЮЗНЫЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПО ЭКСПЛУАТАЦИИ АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ
(ВНИИАЭС)
СОГЛАСОВАНОНачальник управления Госатомнадзора ________________ Г.Н. Гусаков 15 марта 1984 г. |
УТВЕРЖДЕНОГлавный инженер ОКО Союзатомэнерго ______________ Ю.А. Каменев 19 марта 1984 г. |
ТИПОВАЯ
ИНСТРУКЦИЯ ПО ПРОВЕДЕНИЮ ЛОКАЛЬНЫХ
ИСПЫТАНИЙ ПЛОТНОСТИ ПРОХОДОК, ЗАПОРНОЙ АРМАТУРЫ
ТЕХНОЛОГИЧЕСКИХ СИСТЕМ, ЛЮКОВ, ДВЕРЕЙ И ДРУГОГО
ГЕРМЕТИЗИРУЮЩЕГО ОБОРУДОВАНИЯ СИСТЕМ
ЛОКАЛИЗАЦИИ АВАРИЙ АЭС С РБМК-1000
ТИ-3Л-84
Первый заместитель
генерального директора НПО «Энергия»
А.А. Абагян
Заместитель директора ВНИИАЭС,
начальник отделения технических
проблем эксплуатации АЭС
Е.П. Ларин
Начальник лаборатории № 133
П.Н. Пак
Москва 1984
СОДЕРЖАНИЕ
Настоящая ТИ-ЗЛ-84 распространяется на герметизирующее оборудование (проходки, запорная арматура технологических систем, двери, люки и др.) системы локализации аварий (СЛА) на АЭС с РБМК-1000 подконтрольное Госатомэнергонадзору (ГАЭН).
Настоящая ТИ-ЗЛ-84 устанавливает объемы, способы (методы) и порядок проведения локальных испытаний плотности герметизирующего оборудования СЛА, предназначенного для предотвращения выбросов радиоактивных сред (воды, пара и газа) за пределы герметичной зоны АЭС при нормальной эксплуатации и в случае аварии.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Целью локальных испытаний герметизирующего оборудования является обнаружение мест неплотностей при условиях, соответствующих максимальной проектной аварии (МПА) и, в случае необходимости, разработка мероприятий по дополнительной герметизации.
1.2. Герметизация зоны локализации аварий обеспечивается герметичной металлооблицовкой (контроль герметичности которой проводится в соответствии с «Временными указаниями по методам и нормам контроля сварных соединений герметизирующих облицовок защитных оболочек и помещений системы локализации аварий АЭС, подконтрольных Госгортехнадзору СССР» ВУ-2С-83), а также применением герметичных люков, дверей, проходок различных видов и герметичной отсечной арматуры.
1.3. Для достижения необходимой степени герметизации необходимо:
1.3.1. Перед выдачей герметизирующего оборудования в монтаж проводить входной контроль на наличие технической документации (ТУ, паспорт, инструкция по монтажу и эксплуатации) и на соответствие оборудования технической документации по внешнему осмотру согласно п. 2.1. настоящей ТИ.
Примечание: При наличии на оборудовании контрольной полости (КП) проводить испытания в соответствии с п. 2.2.
Входной контроль проводит дирекция АЭС. По результатам входного контроля составляется акт по форме приложения 4.
1.3.2. По мере завершения монтажа герметизирующего оборудования (группы проходок, отсечной арматуры одной технологической системы, двери, люка) проводятся локальные испытания плотности в соответствии с настоящей ТИ. На данном этапе проводятся 100 % испытания плотности всего герметизирующего оборудования. Испытания проводит комиссия в составе представителей дирекции АЭС, местного органа ГАЭН, предприятия-разработчика, монтажных организаций и других заинтересованных организаций. По результатам испытаний составляется акт (по форме приложения 4) состояния и соответствия требованиям технической и проектной документации, касающимся герметичности.
1.3.3. В процессе эксплуатации локальные испытания плотности герметизирующего оборудования проводятся в соответствии с настоящей ТИ. Испытание герметичности закрытия люков и дверей должно проводиться после каждой разгерметизации, но не реже чем 1 раз в год. Остальное оборудование (проходки, отсечная арматура технологических систем, МПУ клапанов Ду300) испытывается на герметичность в случае неудовлетворительных результатов при ежегодной проверке герметичных помещений методом вакуумирования. Испытания проводятся под руководством лица, ответственного за исправное состояние и безопасное действие СЛА. Данные о проведенных испытаниях заносятся в паспорт СЛА.
1.4. Зона локализации аварий АЭС с РВМК-1000 подразделена на две самостоятельные части: прочно-плотный бокс (ППБ) и помещения нижних водяных коммуникаций (НВК). ПНБ рассчитан на максимальное избыточное давление 0,45 МПа, помещения НВК - на 0,08 МПа.
1.5. К началу испытаний на плотность необходимо иметь приборы (манометр), соответствующие требованиям Госгортехнадзору СССР и материалы согласно приложения 3.
1.6. При невозможности выполнения испытания по настоящей ТИ (изменение конструкции оборудования и др.) допускается изменение способов (методов) контроля плотности; решение об изменении должно быть согласовано с заказчиком, проектной организацией, местным органом Госатомнадзора и ВНИИ АЭС.
2. СПОСОБЫ ИСПЫТАНИЯ
В зависимости от назначения и конструктивного исполнения уплотняющих элементов оборудования для проверки его плотности применяются следующие способы:
а) внешний (визуальный) осмотр;
б) опрессовка воздухом контрольной полости с обмыливанием соединений (по падению давления и по появлению мыльных пузырьков);
в) испытание с помощью вакуум-камеры;
г) проверка плотности прилегания по краске;
д) гидравлический способ (наливом воды).
2.1. Внешний осмотр.
Внешнему (визуальному) осмотру подлежат все контролируемые на плотность поверхности герметизирующего оборудования, внешний осмотр выполняется с целью проверки соответствия изделия требованиям технической и проектной документации, правильности монтажа, наличия уплотняющих прокладок и запоров, проверки отсутствия технологических дефектов в местах уплотнения: надрывов и порезов уплотняющих прокладок, прожогов, трещин, вмятин, наплывов, сужений и перерывов в сварных швах. Количественные нормы браковки швов по внешнему осмотру принимать в соответствии с ПК 1514-72 или ВУ-2С-83 в зависимости от требований проектной документации и настоящей ТИ. Устранение дефектов производятся в соответствии с требованиями ОП 1513-72 или ВУ-2С-83.
2.2. Опрессовка воздухом контрольной полости с обмыливанием соединений (по падению давления и по появлению мыльных пузырьков).
Конструкция герметизирующего оборудования должна предусматривать контрольную полость (КП), которая предназначена для испытания герметичных соединений (сварных, паяных, с эластичным уплотнением) способом опрессовки воздухом через специальный штуцер избыточным давлением. Контрольная полость может быть образована специальным приспособлением (нащельником) или предусмотрена самой конструкцией герметизирующего оборудования. Испытания проводят с помощью приспособления по приложению 1.
2.2.1. Опрессовка воздухом КП с использованием показанного в приложении 1 приспособления выполняется следующим образом:
• приспособление подключается к контрольной полости (КП) на испытываемом оборудовании и к штатной системе сжатого воздуха с давлением не более 0,6 МПа (или к баллону со сжатым воздухом);
• вентили В1 и В2 закрыты;
• медленно открывается вентиль В1 до тех пор, пока манометр М не покажет, что достигнуто испытательное давление;
• при необходимости с помощью вентиля В2 корректируется величина давления;
• вентиль В1 закрывается и система выдерживается 10 - 20 мин;
• если не наблюдается видимое отклонение стрелки манометра, то это свидетельствует о полной герметичности КП на испытываемом оборудовании (температура окружающего воздуха в период испытания должна быть постоянной);
• если наблюдается отклонение стрелки манометра, то это свидетельствует о наличии в КП сквозных дефектов, которые необходимо обнаружить.
2.2.2. Обнаружение мест сквозных дефектов в доступных для осмотра соединениях выполняется следующим образом:
• через приспособление в КП подается воздух до испытательного давления;
• на проверяемую поверхность наносится мыльный раствор (30 г мыла на 0,5 литра воды);
• по появлению мыльных пузырьков устанавливаются места неплотностей;
• обнаруженные места неплотностей отмечаются мелом или краской.
Обмыливание поверхностей проводится небольшими участками. Обмыливание шва следует проводить дефектоскописту непосредственно перед осмотром. Большие сквозные дефекты могут быть не обнаружены, так как воздух может пройти через мыльный раствор, не образуя пузырьков. Утечку воздуха через такие дефекты можно обнаружить на слух или на ощупь.
Устранение дефектов производить в соответствии с ОП 1513-72 или ВУ-2С-83 при отсутствии давления в КП. После устранения дефектов испытания повторяются.
Критерием плотности КП является отсутствие мыльных пузырьков и видимого отклонения стрелки манометра.
Допускается применение, наряду с обмыливанием, метода акустического течеискания.
2.2.3. Перед началом каждого испытания приспособление для опрессовки воздухом и места соединения приспособления с КП и со штатной системой сжатого воздуха должны быть проверены на герметичность. Для этого все возможные места неплотностей проверяются способом обмыливания при давлении воздуха в приспособлении 0,5 МПа (0,15 МПа). Появление мыльных пузырьков не допускается. Приспособление устанавливается на уровне глаз наблюдателя. Необходимо обеспечить свободный доступ к приспособлению и хорошую освещенность.
2.3. Испытание с помощью вакуум-камеры.
Способ вакуумного испытания применяется для выявления мест неплотностей с помощью мыльных пузырьков в герметизирующем оборудовании, в котором не предусмотрена полость для опрессовки воздухом и имеется возможность установки вакуум-камеры. Вакуум-камера, имеющая смотровое окно, помещается над испытываемым участком уплотнения с нанесенным на него мыльным раствором, прижимается и из нее откачивается, с помощью насоса, воздух для создания некоторого перепада давления. Величина разрежения в камере до 0,6 ата. Наличие мест утечки определяется по образованию пузырьков, видимых через смотровое окно. Время испытания не менее 2-х минут. Соединение считается плотным, если не наблюдается появление мыльных пузырьков.
2.4. Проверка плотности прилегания по краске.
Этот способ контроля применяется для определения мест неплотностей герметичных соединений, в которых используются эластичные (резиновые) прокладки.
Проверка герметичности рассматриваемым способом выполняется следующим образом: на всю уплотняющую поверхность прокладки или ответной детали наносится тонкий, ровный слой краски (мела или синьки). Уплотняющие поверхности прижимаются путем равномерной затяжки всех затворов или болтов. Затем уплотняющие поверхности разъединяются и осматривается поверхность, на которую мел или синька не наносились. В местах плохого прилегания отпечатка мела или синьки не будет.
Соединение считается плотным, если во всех местах имеется отпечаток краски не менее, чем на 60 % ширины уплотняющей поверхности.
2.5. Гидравлический способ (наливом воды).
Гидравлическому испытанию подлежат места уплотнений (уплотнение ГЦН), имеющие доступ с двух сторон и возможность налива воды до определенного уровня. Для гидравлического испытания должна применяться вода. Время выдержки под наливом воды должно быть не менее 1 часа. Уплотнение считается выдержавшим испытание, если в результате последнего не обнаружено разрывов, течи, потения.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Проведение локальных испытаний проходок.
3.1.1. Технологические (трубные) проходки.
3.1.1.1. Технологические проходки предназначены для пропуска через защитные ограждения технологических трубопроводов, импульсных линий, воздуховодов и др.
Схемы технологических проходок даны на рис.1, 2, 3. Проведение локальных испытаний проходок, установленных в ППБ рис. 1 и 2, сводится к следующему:
• произвести внешний осмотр в соответствии с п. 2.1., обратить основное внимание на сварной шов приварки корпуса проходки к закладной детали (проверить наличие акта на проведение цветной дефектоскопии), шов должен соответствовать требованиям ПК 1514-72;
• по результатам осмотра составляется акт (приложение 4) о соответствии данного изделия (группы проходок) техническим требованиям и пригодности к эксплуатации. Проведение локальных испытаний проходок, установленных в НВК рис. 3, сводится к следующему:
o произвести внешний осмотр в соответствии с п. 2.1.;
o произвести опрессовку КП воздухом c избыточным давлением 0,15 МПа с обмыливанием всех соединений, влияющих на герметичность в соответствии с п. 2.2.;
o по результатам испытаний составляется акт (приложение 4) о соответствии данного изделия (группы проходок) техническим требованиям и пригодности к эксплуатации.
3.1.1.2. Для испытания резервных проходок (согласно проекта) необходимо заглушить и приваркой фланцев (заглушек), рассчитанных на избыточное давление 0,5 МПа для ППБ (0,15 МПа - для НВК), с двух сторон к корпусу закладной детали и выполнить биологическую защиту (засыпку чугунной дроби). Установить штуцер на одном из фланцев для опрессовки воздухом.
Схема резервной проходки дана на рис. 4.
Испытание резервных проходок сводится к контролю плотности сварных швов соединения фланцев (заглушек) с корпусом проходки в соответствии с п.п. 2.1. и 2.2.
СХЕМА ТЕХНОЛОГИЧЕСКОЙ (ТРУБНОЙ) ПРОХОДКИ
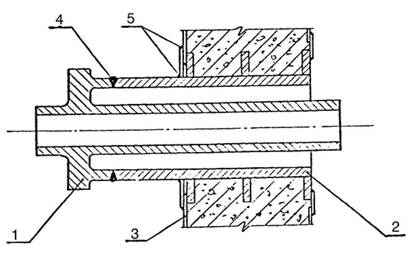
1 - корпус проходки,
2 - закладная труба,
3 - герметичная облицовка,
4 - контролируемый шов,
5 - сварные швы, проверяемые по ВУ-2С-83.
СХЕМА ПРОХОДКИ ИМПУЛЬСНЫХ ЛИНИЙ
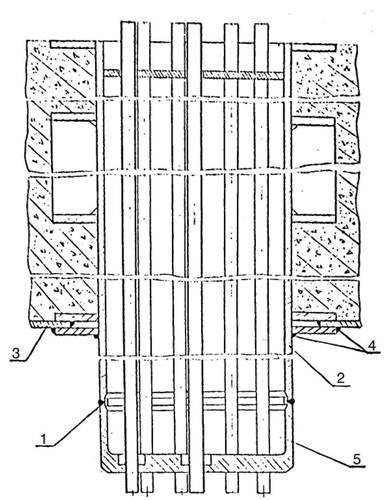
1 - контролируемый сварной шов,
2 - закладная деталь,
3 - герметичная облицовка,
4 - сварные швы, проверяемые по ВУ-2С-83,
5 - трубная доска.
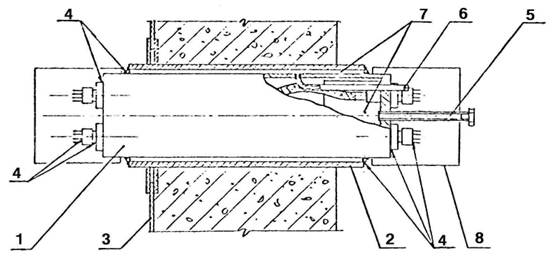
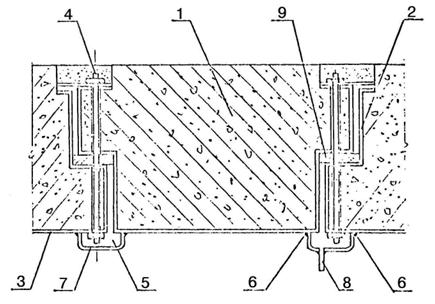
СХЕМА ТЕХНОЛОГИЧЕСКОЙ ПРОХОДКИ
(помещения НВК)
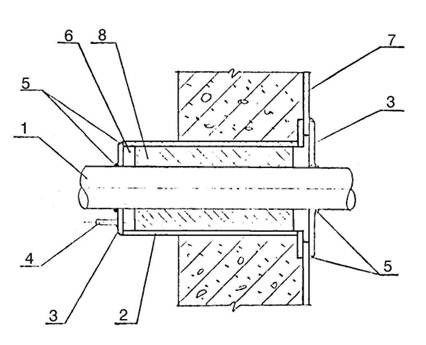
1 - трубопровод,
2 - закладная труба,
3 - фланец,
4 - штуцер,
5 - контролируемые швы,
6 - контрольная полость (КП),
7 - герметичная облицовка,
8 - асбестовый шнур.
СХЕМА РЕЗЕРВНОЙ ПРОХОДКИ
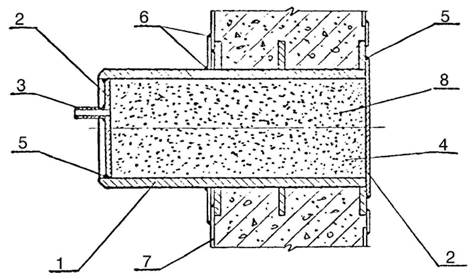
1 - закладная труба,
2 - фланец (заглушка),
3 - штуцер,
4 - контрольная полость (КП),
5 - контролируемые швы,
6 - сварные швы проверяемые по ВУ-2С-83,
7 - герметичная облицовка,
8 - биологическая защита (чугунная дробь).
По результатам испытаний составляется акт (приложение 4) о соответствии данного изделия (группы проходок) техническим требованиям и пригодности к эксплуатации.
3.1.2. Электрические проходки предназначены для ввода (вывода) через защитные герметичные ограждения специальных силовых, контрольных, термоэлектродных, радиочастотных и др.кабелей.
Схемы силовых и контрольных кабельных проходок даны на рис. 5 и 6.
Согласно схем проходок проверке на герметичность подлежат заводские и монтажные соединения такие, как: уплотнение различными прокладками, уплотнение проводов заливкой герметика стопорного устройства, сальниковое уплотнение, сварные и паяные швы, болтовые соединения. Все эти соединения проверяются на герметичность опрессовкой воздухом давлением 0,5 МПа (0,15 МПа) конструктивно образованных контрольных полостей КП.
Проведение локальных испытаний плотности сводится к следующему:
• произвести внешний осмотр в соответствии с п. 2.1;
• провести опрессовку КП воздухом с обмыливанием всех соединений, влияющих на герметичность в соответствии с п. 2.2;
• по результатам испытаний составляется акт (приложение 4) о соответствии данного изделия (группы проходок) техническим требованиям и пригодности к эксплуатации.
СХЕМА КОНТРОЛЬНОЙ КАБЕЛЬНОЙ ПРОХОДКИ
1 - корпус проходки,
2 - закладная труба,
3 - герметичная облицовка,
4 - места нанесения мыльного раствора,
5 - штуцер для контроля герметичности проходки,
6 - штуцер для контроля герметичности кольцевого зазора,
7 - контрольная полость (КП),
8 - кожух (тепловой экран).
СХЕМА ЭЛЕКТРИЧЕСКОЙ ПРОХОДКИ
(помещения НВК)
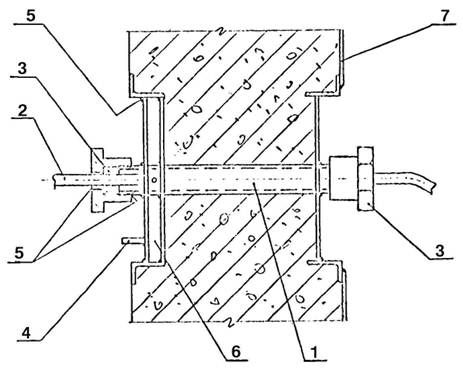
1 - проходка (закладная),
2 - кабель,
3 - сальник,
4 - штуцер,
5 - контролируемые соединения,
6 - контрольная полость (КП),
7 - герметичная облицовка.
Проверка герметичности электрических проходок проводится по специальным наряд-допускам на обесточенных проходках до установки тепловых экранов.
Резервные электрические проходки испытываются аналогично п. 3.1.1.2. для технологических проходок.
3.1.3. Штоковые проходки.
Штоковые проходки предназначены для управления запорной арматурой, находящейся в не обслуживаемом помещении, из соседнего обслуживаемого помещения.
Схема штоковой проходки дана на рис. 7.
Испытание штоковой проходки на герметичность проводится опрессовкой воздухом избыточным давлением 0,5 МПа (0,15 МПа) с помощью приспособления (приложение 2), создающего КП.
3.1.3.1. Последовательность проведения испытаний:
а) произвести внешний осмотр в соответствии с п. 2.1 с целью проверки соответствия изделия его чертежам и правильности монтажа, произвести внешний осмотр и измерения всех сварных швов, влияющих на герметичность, швы сварных соединений должны соответствовать требованиям ПК 1514-72, убедиться в отсутствии закраски уплотнения;
СХЕМА ИСПЫТАНИЯ ШТОКОВОЙ ПРОХОДКИ
1 - приспособление (приложение 2),
2 - резиновое уплотнение,
3 - место нанесения мыльного раствора,
4 - вал штоковой проходки,
5 - закладная деталь проходки,
6 - контрольная полость (КП),
7 - сальниковое уплотнение.
б) установить приспособление (приложение 2) со штатной прокладкой на фланец испытываемой проходки для образования КП;
в) подсоединить приспособление для опрессовки воздухом (приложение 1) к штуцеру на приспособлении по приложению 2 и к штатной системе сжатого воздуха (или к баллону со сжатым воздухом);
г) произвести опрессовку (надув) КП воздухом до избыточного давления 0,5 МПа (0,15 МПа) в соответствии с п. 2.2;
д) во время опрессовки по периметру соединения приспособления для образования КП с фланцем проходки нанести мыльным раствор в соответствии с п. 2.2 и по появлению мыльных пузырьков определить места неплотностей и устранить их;
е) прокручивая вал с частотой вращения 20 - 60 об/мин (вращать за свободный конец вала), следить за показаниями манометра. Видное отклонение стрелки манометра за 5 - 10 мин не допускается. В противном случае необходимо произвести уплотнение сальника (7);
ж) после окончания испытаний приспособление для опрессовки отключить от источника сжатого воздуха и отсоединить от КП, приспособление для образования КП отсоединить от проходки, результаты испытаний анализируются и составляется акт (приложение 4) о соответствии данного изделия техническим требованиям и пригодности к эксплуатации.
3.2. Проведение локальных испытаний дверей.
Герметичные двери устанавливаются в стенах помещений на границе зоны локализации аварий АЭС и предназначены для пропуска людей и транспортировки оборудования через них при ППР. Перечень дверей, подлежащих локальным испытаниям на герметичность, оговаривается в проектной документации.
Схема герметичной двери представлена на рис. 8.
Контроль герметичности дверей осуществляется способом опрессовки воздухом КП избыточным давлением 0,5 МПа (0,15 МПа).
CХЕМА ГЕРМЕТИЧНОЙ ДВЕРИ
1 - полотно двери,
2 - закладная рама,
3 - уплотняющая прокладка,
4 - запор,
5 - контрольная полость (КП),
6 - пробка.
Проведение испытаний производить в следующей последовательности:
а) произвести внешний осмотр (по п. 2.1.) полотна двери и закладной рамы с целью проверки правильности монтажа, наличия уплотняющей прокладки и запоров, проверки отсутствия технологических дефектов в местах уплотнения, а также проверить их не плоскость. Прокладка должна быть без надрывов и надрезов, а поверхности полотна и рамы без вмятин и трещин. На уплотняющих поверхностях не допускается наличие масляной краски;
б) произвести проверку плотности прилегания по краске в соответствии с п. 2.4, при обнаружении неплотного прилегания установить дополнительные (или заменить на новые) прокладки и повторить испытания;
в) произвести опрессовку КП двери воздухом до избыточного давления 0,5 МПа (0,15 МПа) в соответствии с п. 2.2, предварительно вывернув из полотна двери пробку, установить штуцер и присоединить приспособление (приложение 1);
г) после окончания испытаний приспособление для опрессовки отключить от источника сжатого воздуха и от двери, отверстие для опрессовки КП двери заглушить пробкой; результаты испытаний анализируются и составляется акт (приложение 4) о соответствии данного изделия техническим требованиям и пригодности к эксплуатации.
3.3. Проведение локальных испытаний люков.
Герметичные люки устанавливаются в перекрытиях помещений на границе зоны локализации аварии АЭС и предназначены для транспортировки через них оборудования при ремонте и ревизии.
Схема герметичного люка дана на рис. 9.
Контроль герметичности люков осуществляется способом опрессовки воздухом КП до избыточного давления 0,5 МПа. Перечень люков, подлежащих локальным испытаниям на герметичность, оговаривается в проектной документации.
Последовательность проведения испытаний аналогична п. 3.2, т.е.:
а) внешний осмотр в соответствии с п. 2.1;
б) проверка плотности прилегания по краске в соответствии с п. 2.4;
в) опрессовка воздухом КП в соответствии с п. 2.2.
СХЕМА ЛЮКА НА ОТМ. 12.5
1 - крышка люка,
2 - обрамление люка,
3 - герметичная облицовка,
4 - шпилька,
5 - контрольная полость (КП),
6 - контролируемые швы,
7 - накладка (нащельник),
8 - штуцер,
9 - резиновое уплотнение.
3.4. Испытание уплотнения ГЦН и проходок фундаментных шпилек ГЦН.
3.4.1. Испытание уплотнения ГЦН сводится к проверке на плотность сварных швов соединений мембраны с баком ГЦН и с кольцом, кольца - с закладкой деталью.
Схема уплотнения ГЦН дана на рис. 10.
Последовательность проведения испытаний:
а) произвести внешний осмотр в соответствии с п. 2.1 и измерения всех сварных швов, влияющих на герметичность; швы сварных соединений должны соответствовать требованиям ВУ-2С-83;
б) провести испытание гидравлическим способом в соответствии с п. 2.5, залить воду в зазор между закладной деталью и баком ГЦН до верхней образующей закладной детали, со стороны помещения баков ГЦН контролировать визуально отсутствие течей или отпотеваний на вышеуказанных швах, при обнаружении течей или отпотеваний устранить дефекты сварных швов и повторить испытание; по результатам испытаний составляется акт (приложение) о пригодности данного уплотнения к эксплуатации.
3.4.2. Испытание проходки фундаментных шпилек ГЦН сводится к проверке на плотность сварных швов соединения колпака с закладной деталью.
Схема проходки фундаментных шпилек ГЦН дана на рис. 10.
Последовательность проведения испытаний:
а) произвести внешний осмотр в соответствии с п. 2.1 и измерения сварных швов, влияющих на герметичность; швы сварных соединений должны соответствовать требованиям ВУ-2С-83;
б) провести испытания опрессовкой воздухом КП избыточным давлением 0,5 МПа с обмыливанием мест сварных соединений в соответствии с п. 2.2, при обнаружении течей устранить дефекты сварных швов и повторить испытания;
с) после окончания испытаний штуцер на колпаке заглушить; по результатам испытаний составляется акт (приложение 4) о пригодности данного уплотнения к эксплуатации.
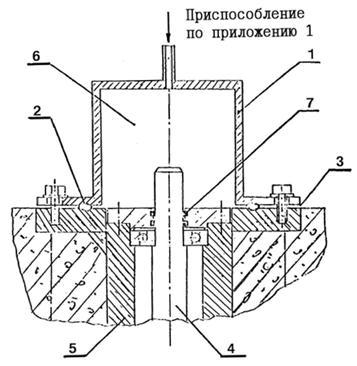
СХЕМА УПЛОТНЕНИЯ ГЦН И ПРОХОДОК ФУНДАМЕНТНЫХ ШПИЛЕК
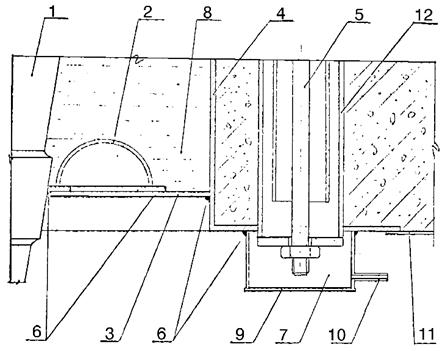
1 - ГЦН,
2 - мембрана,
3 - уплотнительное кольцо,
4 - закладная деталь,
5 - шпилька фундаментная,
6 - контролируемые швы,
7 - контрольная полость (КП),
8 - вода,
9 - колпак,
10 - штуцер для подачи воздуха,
11 - герметичная облицовка,
12 - проходка.
3.5. Проведение локальных испытаний изолирующей (отсечной) арматуры.
Испытанию на герметичность подлежат следующие виды изолирующей арматуры:
• задвижки;
• вентили.
Перечень изолирующей арматуры каждого вида подлежащей испытанию, оговаривается в проектной документации АЭС.
При проведении испытаний необходимо соблюдать правила эксплуатации арматуры, указанные в паспорте и ТУ на соответствующей вид арматуры.
Задвижки и вентили устанавливаются на технологических трубопроводах, выходящих (входящих) из (в) зоны (у) локализации аварий АЭС.
Проведение локальных испытаний сводится к следующему:
• произвести внешний осмотр с целью определения правильности монтажа, отсутствия технологических дефектов, отсутствия закраски уплотняющих поверхностей в соответствии с п. 2.1;
• на основании актов о гидравлических испытаниях технологических систем, на которых установлена данная изолирующая (отсечная) арматура, внешнего осмотра и проверки работоспособности приводов (ручного, электрического, пневматического) делается заключение (по форме приложения 4) о соответствии данного изделия техническим требованиям и пригодности к эксплуатации.
3.6. Проведение локальных испытаний мембранных предохранительных устройств (МПУ) клапанов Ду300.
Предохранительные клапаны Ду300 устанавливаются на границе зоны локализации аварий в ППБ и срабатывают при повышении давления в ППБ до 4,5 ати.
Схема предохранительного клапана и схема испытания его на герметичность даны на рис. 11.
В качестве контрольного объема при испытании на герметичность используется установленный на стойки металлический бак, входящий в установку (стенд) для проверки работоспособности клапана.
Проверке на герметичность подлежит место закрепления мембраны.
Последовательность проведения испытаний аналогична п. 3.4.2.
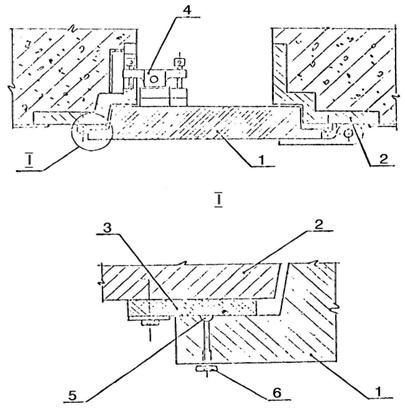
а) СХЕМА ПРЕДОХРАНИТЕЛЬНОГО КЛАПАНА
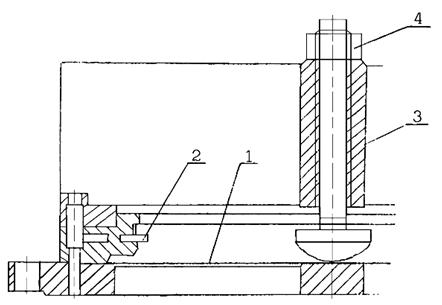
1 - мембрана, 2 - кольцевой срезывающий нож, 3 - резьбовой упор, 4 - контргайка.
б) СХЕМА КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ПРЕДОХРАНИТЕЛЬНОГО КЛАПАНА
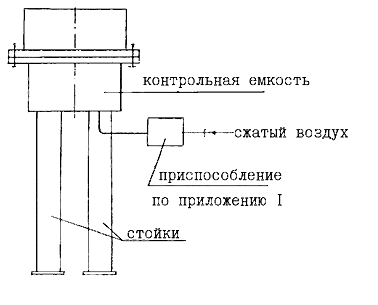
Клапан устанавливается на металлический бак и закрепляется на нем при помощи опорного фланца по инструкции для сбора установки (стенда) для испытания работоспособности клапана.
С целью сохранения целостности мембраны при испытании клапана на герметичность необходимо при помощи контргайки установить резьбовой упор клапана в положение, обеспечивающее срез мембраны при давлении большем, чем испытательное давление, равное 0,45 МПа.
После окончания испытаний клапан привести в рабочее состояние.
4. ПОРЯДОК ДОПУСКА К ОСМОТРУ, РЕМОНТУ И ИСПЫТАНИЯМ
4.1. Все экспериментальные и испытательные работы на герметичном оборудовании производятся по графикам, утвержденным главным инженером АЭС.
4.2. Допуск к осмотру или ремонту производится по указанию или разрешению НС АЭС.
4.3. Все ремонтные работы производятся по нарядам-допускам с соблюдением требований РБ и ТБ.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. При испытании на плотность руководствоваться «Правилами техники безопасности при испытании теплосилового оборудования электростанций».
5.2. При проведении испытаний необходимо соблюдать правила эксплуатации оборудования и приборов в соответствии с их техническими требованиями.
5.3. Повышение и сброс давления при опрессовке производить плавно.
5.4. При испытании на плотность необходимо вывесить плакаты, предупреждающие о ходе испытаний.
5.5. При наличии давления в КП не допускается выполнять работы по устранению дефектов.
5.6. При осмотре необходимо пользоваться переносным светильником напряжением не выше 12 В. Светильники должны иметь защитную сетку и исправный провод.
5.7. Измерительная и предохранительная аппаратура должна быть исправной, опломбированной с непросроченным сроком очередной Госпроверки и должна быть установлена в доступных и хорошо освещенных местах.
5.8. К проведению испытаний герметизирующего оборудования допускаются лица, изучившие конструкцию испытываемого оборудования, техническое описание и инструкцию по эксплуатации, инструкцию по проведению локальных испытаний, прошедшие инструктаж по технике безопасности и усвоившие безопасные приемы ведения работ.
5.9. Персонал проводящий работы на герметизирующем оборудовании, должен быть аттестован в соответствии с требованиями Госатомнадзора.
5.10. При испытании на плотность руководствоваться также «Правилами ядерной безопасности атомных электростанций» и «Правилами радиационной безопасности».
ПРИЛОЖЕНИЕ 1
СХЕМА ПРИСПОСОБЛЕНИЯ ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ
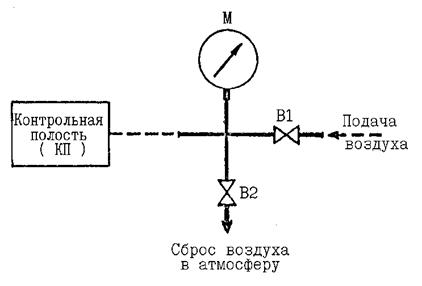
M - манометр образцовый, класс точности 0.4, рабочий диапазон 0 ¸ 0,6 (0,2) МПа для регистрации давления.
В1 - вентиль игольчатый для герметичного перекрытия магистрали подачи воздуха.
В2 - вентиль игольчатый для сброса воздуха в атмосферу.
ПРИЛОЖЕНИЕ 2
ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЙ ШТОКОВЫХ ПРОХОДОК
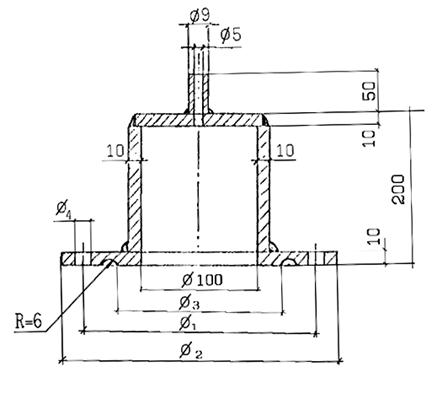
|
Æ1 |
Æ2 |
Æ3 |
Æ4 |
кол-во отв. Æ4 |
|
|
М = 67 |
180 |
230 |
146 |
18 |
6 |
|
М = 250 |
280 |
330 |
240 |
22 |
6 |
|
КМА |
310 |
370 |
260 |
29 |
4 |
Примечания: изготовить 3 приспособления; размеры каждого даны в таблице; все отверстия Æ4 под болты на равном расстоянии друг от друга.
ПРИЛОЖЕНИЕ 3
ПЕРЕЧЕНЬ НЕОБХОДИМЫХ ПРИБОРОВ И МАТЕРИАЛОВ
(на один комплект приспособления)
1. Манометр образцовый до 6,0 кгс/см2 .............................. 1 шт.
2. Манометр образцовый до 2,0 кгс/см2 .............................. 1 шт.
3. Вентиль ............................................................................... 2 шт.
4. Шланг для подвода воздуха 10 ÷ 14 мм .......................... 10 м
5. Кисть малярная .................................................................. 3 шт.
6. Мыло хозяйственное ......................................................... 2 кг
7. Мел (синька) ....................................................................... 1 кг
8. Фонари карманные ............................................................ 2 шт.
9. Лампа переносная 12 В ..................................................... 1 шт.
10. Лестница (стремянка) 3 м ............................................... 1 шт.
11. Набор слесарного инструмента (ключ разводной,
газовый, плоскогубцы и др.) ................................................ 1 комплект.
ПРИЛОЖЕНИЕ 4
АКТ
о проведении испытаний на плотность
|
1. |
|
2. |
|
3. |
|
о том, что согласно инструкции были испытаны на плотность |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
Испытания проводились способом _____________________________________________ |
|
___________________________________________________________________________ |
|
При этом получены следующие результаты: _____________________________________ |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
По результатам можно сделать вывод __________________________________________ |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
Подписи: |
СПИСОК ЛИТЕРАТУРЫ
1. Временные указания по надзору за сооружением и эксплуатацией систем локализации аварии АЭС, АТЭЦ и АСТ - Госгортехнадзор СССР, 1982 г.
2. Основные положения по сварке и наплавке узлов и конструкций атомных электростанций, опытных и исследовательских ядерных реакторов и установок - ОП 1513-72.
3. Правила контроля сварных соединений и наплавки узлов и конструкций атомных электростанций, опытных и исследовательских ядерных реакторов и установок - ПК 1514-72.
4. Временные указания по методам и нормам контроля сварных соединений герметизирующих облицовок, защитных оболочек и помещений системы локализации аварии АЭС, подконтрольных Госгортехнадзору СССР - ВУ-2С-83, Оргэнергострой.
5. Правила устройства и безопасной эксплуатации системы локализации аварии АЭС, АТЭЦ и АСТ - первая реакция, 1983 г.
6. Испытания на плотность проходок в строительных конструкциях и сварных швов металлооблицовки помещений зоны локализации аварии 1 блока Смоленской АЭС, методика и рабочая программа - ЮжВТИ, 1980 г.
7. Программа испытаний гермоконтура 3 блока Курской АЭС на локальную герметичность - ПО Союзтехэнерго, 1982 г.