![]()
ОТРАСЛЕВЫЕ НОРМЫ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ПРЕДПРИЯТИЙ АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
Цехи холодной листовой штамповки металла
Дата введения 1995-07-01
ВНЕСЕНЫ Гипроавтопромом
СОГЛАСОВАНЫ с Глававтопромом Роскоммаша протокол от 27.02.95 г., с Главгосэкспертизой России: заключение № 3-1/5-30-II от 21.06.94 г.
УТВЕРЖДЕНЫ Роскоммашем 13 апреля 1995 г.
ВЗАМЕН
![]()
Настоящие
«Отраслевые нормы технологического проектирования предприятий автомобильной
промышленности. Цехи холодной листовой штамповки металла» ![]() являются пересмотром
действующих общесоюзных норм
являются пересмотром
действующих общесоюзных норм ![]() .
.
Нормы выполнены Головной проектно-технологической организацией автомобильной промышленности Гипроавтопром (г. Москва), архивный № 20201.
Пересмотр норм выполнен на основании:
договора № 92.04.03 от 17.03.92 на создание научно-технической продукции между Департаментом автомобильной промышленности Министерства промышленности Российской Федерации и Гипроавтопромом;
технического задания на разработку «Нормы технологического проектирования предприятий автомобильной промышленности. Цехи холодной листовой штамповки металла» (пересмотр ОНТП 04-86).
Настоящие нормы согласованы также со Службой противопожарных и аварийно-спасательных работ МВД РФ (заключение № 20/16/1213 от 14 июля 1993 г.).
В работе принимали участие сотрудники Гипроавтопрома: Архипкина В.А. (складское хозяйство), Кузнецов В.А. (защита от шума и вибрации, техника безопасности) и Мурашкин Е.И. (пожаро- и взрывобезопасность).
С
введением в действие настоящих норм в автомобильной промышленности утрачивают
силу «Общесоюзные нормы технологического проектирования предприятий
машиностроения, приборостроения и металлообработки. Цехи холодной листовой
штамповки металла» ![]() .
.
1. ОБЩАЯ ЧАСТЬ
1.1. Основные положения
«Нормы технологического проектирования» должны применяться при разработке технологической части проектов на строительство новых, реконструкцию, расширение и техническое перевооружение действующих цехов (участков) холодной листовой штамповки металла.
Действие настоящих норм распространяется на определение основных параметров цехов (участков): количества производственного оборудования, численности работающих, объемно-планировочных решений.
Проекты цехов (участков) холодной листовой штамповки металла, разрабатываемые на основании настоящих норм, должны учитывать последние достижения науки и техники, включать прогрессивные технологические процессы, оборудование, средства механизации и автоматизации, формы управления производством, обеспечивать рациональное использование здания цеха, материальных ресурсов, энергоносителей, безопасные и комфортные условия труда работающих, охрану окружающей среды.
Допускаются отклонения от норм, учитывая конкретные технические и экономические условия.
Кроме настоящих норм при проектировании следует руководствоваться также действующими нормами, инструкциями и правилами проектирования промышленных предприятий.
1.2. Рекомендации по организации производства.
Цехи (корпуса, участки) холодной листовой штамповки металла являются основными (производственными) цехами в составе завода и относятся к группе заготовительных цехов.
Цехи (корпуса, участки) холодной листовой штамповки металла следует, как правило, проектировать в следующем составе:
а/ производственные подразделения;
б/ вспомогательные подразделения.
Производственные подразделения предназначены для непосредственного осуществления технологического процесса изготовления листовых штамповок.
К вспомогательным относятся: ремонтные службы, мастерские по приготовлению технологических смазок, участки пакетирования листовых отходов и др.; склады металла, заготовок, штампов, штампованных деталей, вспомогательных материалов и др.; цеховые службы - технического контроля, лаборатории, конторско-бытовые помещения, энергетические и сантехнические устройства.
Цехи различаются по характеру и габаритам выпускаемой продукции (табл. 1), серийности производства (табл. 2, 3) и применяемому оборудованию (табл. 2, 4).
Классификация листовых деталей по размерам представлена в таблице 1.
|
Толщина исходного материала, мм |
Площадь детали в плане, м2 |
Масса детали, кг (для стали) |
|
|
Крупная и особо крупная: |
|||
|
тонколистовая |
менее 4 |
2,5 - 9,0 |
4,0 - 30,0 |
|
толстолистовая |
более 4 |
2,5 - 10,0 |
4,0 - 200,0 |
|
Средняя: |
|||
|
тонколистовая |
менее 4 |
0,6 - 2,5 |
0,3 - 4,0 |
|
толстолистовая |
более 4 |
0,6 - 2,5 |
0,3 - 5,0 |
|
Мелкая и особо мелкая: |
|||
|
тонколистовая |
менее 4 |
до 0,6 |
до 1,5 |
|
толстолистовая |
более 4 |
до 0,6 |
до 4,0 |
Типовые признаки серийности цехов холодной листовой штамповки металла представлены в табл. 2
|
Тип производства |
|||||||
|
массовый |
крупносерийный |
среднесерийный |
мелкосерийный |
единичный |
|||
|
Характер производства |
поточное, непрерывное |
поточное, крупными партиями |
поточное, средними партиями |
групповая штамповка |
|||
|
Типы оборудования |
автоматические и поточно-механизированные линии, специальные автоматы |
переналаживаемые автоматизированные и поточно-механизированные автоматы |
поточные линии универсальные прессы, полуавтоматы |
универсальное оборудование |
универсальное оборудование, специальное формовочное и разделительное оборудование |
||
|
робототехнические комплексы (РТК) |
гибкие производственные системы (ГПС) или их элементы; производственные комплексы (ГПК), линии (ГПЛ), автоматизированные производства (ГАП) |
||||||
|
Ориентировочный годовой выпуск, тыс. шт. |
|||||||
|
Тип детали: |
|||||||
|
Особо крупная и крупная |
≥ 400 |
≥ 50 |
≥ 10 |
||||
|
Средняя |
≥ 400 |
≥ 100 |
≥ 10 |
≥ 1 |
единицы, десятки, сотни |
||
|
Мелкая и особо мелкая |
≥ 2000 |
≥ 200 |
≥ 50 |
||||
Тип производства цеха может характеризоваться также в зависимости от числа закрепленных за единицей (линией) оборудования детале-операций и представлен в табл. 3.
|
Число закрепленных за единицей (линией) оборудования детале-операций |
|
|
Массовый |
до 5 (включительно) |
|
Крупносерийный |
до 20 (-»-) |
|
Среднесерийный |
до 50 (-»-) |
|
Мелкосерийный |
свыше 50 |
|
Единичный |
неограничено |
Классификация прессового оборудования по группам представлена в табл. 4.
|
Прессы усилием, кН |
|||||||
|
Механические |
Автоматы листоштамповочные многопозиционные |
Винтовые |
Гидравлические |
||||
|
однокривошипные |
двух-, четырехкривошипные |
одностоечные |
рамные простого действия |
колонные |
|||
|
Особо мелкие |
до 250 |
- |
до 1600 |
- |
до 250 |
- |
- |
|
Мелкие |
400 - 1600 |
- |
2500 - 6000 |
400 - 1600 |
400 - 1600 |
- |
- |
|
Средние |
2000 - 6300 |
1000 - 2500 |
10000 - 20000 |
2000 - 6300 |
2000 - 6300 |
2500 - 6300 |
- |
|
Крупные |
6000 - 16000 |
3150 - 6300 |
20000 - 40000 |
до 10000 |
- |
- |
до 16000 |
|
Особо крупные |
до 20000 |
8000 - 20000 |
- |
- |
- |
- |
до 25000 |
|
Специальные |
- |
св. 20000 |
св. 40000 |
- |
- |
- |
св. 25000 |
Примечание. Прессы двойного действия относить к каждой группе по усилию вытяжного ползуна.
1.3. Фонды времени работы оборудования, рабочих и рабочих мест.
Эффективные
годовые фонды времени работы оборудования, рабочих и рабочих мест принимать по ![]() «Фонды времени работы оборудования и рабочих».
«Фонды времени работы оборудования и рабочих».
Цехи холодной листовой штамповки металла следует проектировать на двухсменный режим работы, кроме уникального (для данного производства) оборудования, автоматических линий и РТК, которые следует проектировать на трехсменный режим работы.
Продолжительность рабочей недели, ч - 40.
Количество рабочих дней в году - 253.
2. НОРМЫ ДЛЯ РАСЧЕТА КОЛИЧЕСТВА ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ.
2.1. Методика расчета количества производственного оборудования.
Расчетное количество производственного оборудования должно быть определено по формуле (1)
![]() (1)
(1)
где Тр - расчетная станкоемкость по каждой группе оборудования (определяется по маршрутным ведомостям или картам технологических процессов), ст. ч;
Тп - продолжительность наладки каждой группы оборудования в рабочие смены (определяется по табл. 6 - 10), ч;
Фэ - эффективный годовой фонд времени работы оборудования (см. раздел 1.3.), ч.
Принятое количество оборудования следует определять округлением расчетного до ближайшего целого числа (в сторону увеличения).
Средний коэффициент загрузки оборудования определяется делением расчетного количества на принятое.
Пример расчета количества и загрузки оборудования представлен в приложении 1.
Для укрупненных расчетов на стадии ТЭО оптимальную партию штампованных деталей следует определять, исходя из соотношения производительности прессового оборудования к потребности в других технологических переделах (табл. 5).
|
Отношение суточной производительности оборудования к суточному потреблению деталей |
Величина оптимальной партии, раб. день |
|
3 |
10 |
|
6 |
15 |
|
12 |
25 |
|
24 |
35 |
|
48 |
50 |
2.2. Нормы времени на наладку оборудования.
Нормы времени на наладку автоматических линий холодной листовой штамповки (замена штампов, регулирование, пробная штамповка, контроль, замена и наладка средств автоматизации и механизации) представлены в табл. 6.
|
средняя продолжительность наладки (ч) при количестве прессов в линии, ед. |
||||||||||
|
2 |
3 |
4 |
5 - 7 |
|||||||
|
количество наладчиков, чел. |
||||||||||
|
4 |
6 |
2 |
4 |
6 |
2 |
4 |
6 |
4 |
6 |
|
|
Мелкой штамповки |
- |
- |
1,0 |
0,6 |
- |
2 |
1 |
- |
- |
- |
|
Средней штамповки |
- |
- |
- |
2,0 |
1 |
6 |
4 |
2 |
5 |
3 |
|
Крупной штамповки |
- |
- |
- |
- |
- |
- |
4 |
3 |
7 |
5 |
|
Специальная |
5 |
3 |
- |
6,0 |
4 |
- |
- |
- |
- |
- |
Примечания: 1. Время наладки учитывает оснащение линий механизмами и устройствами для быстрой смены оснастки.
2. Время на наладку в рабочие смены принимать по табл. 8.
3. Количество наладчиков по одному и тому же виду линии определять, исходя из условия оптимальной загрузки оборудования в соответствии с данными табл. 11.
Нормы времени на наладку поточно-механизированных линий холодной листовой штамповки металла (замена штампов, регулирование, пробная штамповка, контроль, замена и наладка средств механизации и автоматизации) представлены в табл. 7.
|
Средняя продолжительность наладки (ч)при количестве прессов в линии, ед. |
|||||||||
|
2 |
3 |
4 |
5 - 7 |
||||||
|
Количество наладчиков, чел. |
|||||||||
|
2 |
4 - 5 |
2 |
4 - 5 |
2 |
4 |
6 |
4 |
6 |
|
|
Мелкой штамповки |
0,5 |
- |
0,6 |
- |
0,8 |
0,4 |
- |
- |
- |
|
Средней штамповки |
- |
- |
1,6 |
0,8 |
- |
1,0 |
- |
1,5 |
1 |
|
Крупной штамповки |
- |
- |
- |
- |
- |
2,5 |
2 |
2,5 |
2 |
|
Специальная |
- |
4 |
- |
3,0 |
- |
- |
- |
- |
- |
Примечания: 1. Для линий, прессы в которых не оснащены механизмами для быстрой смены штампов, время наладки следует увеличить на 40 - 50 %.
2. Время на наладку в рабочие смены принимать по табл. 8.
3. См. также примечание 3 к табл. 6.
Нормы времени на наладку линий холодной листовой штамповки при укрупненных расчетах в % от эффективного годового фонда времени работы оборудования приведены в табл. 8.
|
Количество наименований деталей, закрепленных за линией, шт. |
Время наладки в рабочие смены от общего времени на наладку, % |
||
|
до 10 |
более 10 |
||
|
Автоматическая: |
|||
|
мелкой штамповки |
5 |
7 |
100 |
|
средней штамповки |
10 |
15 |
100 |
|
крупной штамповки |
18 - 20 |
- |
100 |
|
специальная |
25 |
- |
100 |
|
Поточно-механизированная: |
|||
|
мелкой штамповки |
3 |
5 |
70 |
|
средней штамповки |
5 |
7 |
50 |
|
крупной штамповки |
5 - 6 |
7 - 8 |
50 |
|
специальная |
20 |
- |
30 |
Примечание. Для линий, прессы в которых не оснащены механизмами для быстрой смены штампов, время наладки следует увеличить на 40 %.
Нормы времени на наладку заготовительного оборудования, прессов-автоматов, отдельных прессов и другого специального оборудования (замена инструмента, замена и наладка средств механизации и автоматизации, регулировка, пробная штамповка и контроль) представлены в табл. 9.
|
Средняя продолжительность наладки (ч) при количестве наладчиков, чел. |
|||
|
1 |
2 |
4 |
|
|
Автоматическая линия: |
|||
|
вырубки заготовок из широкого рулона |
- |
2,0 |
1,0 |
|
поперечной резки заготовок из широкого рулона |
- |
1,0 |
- |
|
продольной резки широкого рулона |
- |
2,0 |
1,0 |
|
Ножницы листовые (для листа до 4∙2000 мм) |
0,2 |
0,1 |
- |
|
то же (для листа св. 4∙2000 мм) |
0,5 |
0,3 |
- |
|
то же, с автоподачей листа |
1,0 |
0,5 |
- |
|
ножницы многодисковые |
- |
1,0 |
- |
|
Прессы особо мелкие и мелкие |
0,5 |
- |
- |
|
то же, средние |
0,8 |
0,5 |
- |
|
-»- крупные |
- |
1,5 |
0,7 |
|
-»- специальные |
- |
3,0 |
2,0 |
|
прессы вырубные |
2,0 |
1,0 |
- |
|
прессы особо мелкие и мелкие с автоподачей |
1,0 |
0,5 |
- |
|
то же, средние |
1,2 |
0,6 |
- |
|
прессы-автоматы особо мелкие и мелкие |
- |
1,0 |
- |
|
то же, средние |
- |
1,2 |
0,6 |
|
-»- крупные |
- |
2,0 |
1,0 |
|
-»- специальные |
- |
- |
0,5 - 3,0 |
|
прессы листогибочные |
- |
0,1 |
- |
|
то же, с программным управлением |
- |
0,2 - 0,5 |
- |
|
машины листогибочные трех-четырехвалковые |
0,8 - 1,6 |
0,4 - 0,8 |
- |
|
ножницы вибрационные и роликовые |
0,1 - 0,3 |
- |
- |
|
прессы дыропробивные |
0,5 |
- |
- |
|
то же, с программным управлением |
- |
0,1 - 1,0 |
- |
Примечание. Меньшие значения принимать для более мелкого оборудования.
Нормы времени на наладку заготовительного оборудования, прессов-автоматов и отдельных прессов при укрупненных расчетах от эффективного годового фонда времени работы оборудования (%) представлены в табл. 10.
|
Количество наименований деталей, закрепленных за единицей оборудования, шт. |
Время на наладку в рабочие смены от общего времени на наладку, % |
||
|
до 10 |
более 10 |
||
|
Автоматическая линия: |
|||
|
вырубки заготовок |
- |
10 |
100 |
|
поперечной резки заготовок |
- |
10 |
100 |
|
продольной резки рулона |
- |
10 |
100 |
|
прессы вырубные |
- |
10 |
60 |
|
ножницы листовые |
- |
4 |
70 |
|
то же, с автоподачей листа |
- |
6 |
60 |
|
ножницы многодисковые |
- |
10 |
50 |
|
прессы особо мелкие и мелкие |
4 |
8 |
80 |
|
то же, средние |
5 |
10 |
30 - 80 |
|
-»- крупные |
15 |
20 |
20 - 70 |
|
-»- специальные |
20 |
30 |
20 - 60 |
|
прессы особо мелкие и мелкие с автоподачей |
5 |
10 |
60 |
|
то же, средние |
8 |
12 |
30 - 50 |
|
прессы-автоматы особо мелкие и мелкие |
5 |
10 |
50 |
|
то же, средние |
15 |
20 |
100 |
|
-»- крупные |
20 |
25 |
100 |
|
-»- специальные |
- |
30 |
100 |
|
прессы листогибочные |
- |
5 |
80 |
|
то же, с программным управлением |
- |
10 |
100 |
|
машины листогибочные трех-четырехвалковые |
- |
12 |
80 |
|
ножницы вибрационные и роликовые |
- |
7 |
80 |
|
прессы дыропробивные |
- |
4 |
80 |
|
то же, с программным управлением |
- |
10 |
100 |
3. НОРМЫ И ПОКАЗАТЕЛИ ДЛЯ РАСЧЕТА РАБОТАЮЩИХ.
3.1. Общие понятия.
В соответствии с «Общесоюзным классификатором профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР)», введенных в действие с 01.01.87 г., работающие в цехах холодной листовой штамповки металла делятся на следующие категории:
1. Рабочие, в том числе:
1.1. Основные рабочие, непосредственно занятые выполнением технологических операций, в том числе наладчики и установщики штампов на автоматических линиях и РТК.
1.2. Вспомогательные рабочие, в том числе:
1.2.1. Рабочие, непосредственно связанные с производством - наладчики и установщики штампов (кроме оговоренных в категории 1.1.), распределители работ, кладовщики ИРК.
1.2.2. Рабочие вспомогательного производства (службы ремонта оборудования и оснастки).
1.2.3. Рабочие транспортные и складские.
1.2.4. Рабочие прочие (в том числе бывшие МОП) - уборщики отходов основного и вспомогательного производства, уборщики производственных, конторских и бытовых помещений, курьеры, гардеробщики.
2. Служащие (ранее ИТР и СКП), в том числе:
руководители;
специалисты;
другие служащие.
В эту группу входят руководители всех рангов, специалисты, работающие как непосредственно в цехе, так и в его технологических планово-диспетчерских бюро, лабораториях, эксплуатационных службах, в штате СТК, работники бухгалтерии, конторские работники технологических и планово-диспетчерских бюро и складов, табельщики.
3. Рабочие-контролеры основного производства (штат СТК).
3.2. Методика определения численности основных рабочих.
Количество основных рабочих (категория 1.1.) следует определять по формуле (2):
 (2)
(2)
где Mi - годовое количество детале-операций, закрепленное за каждым типоразмером оборудования (линией), шт. (тыс. шт.);
Zо - средняя производительность оборудования (принимается по нормам производительности), детале-операция;
g - плотность бригады, чел. (по табл. 13, 14);
Фр - эффективный годовой фонд времени рабочего, ч;
Ni - годовая станкоемкость без наладки, ст. ч;
Т - технологическая трудоемкость годовой программы, чел. ч.
Пример расчета технологической трудоемкости годовой программы дан в приложении 1.
3.3. Методика определения численности вспомогательных рабочих.
Нормы расчета численности вспомогательных рабочих (категория 1.2.) представлены в табл. 12.
|
Определение численности рабочих |
|
|
Рабочие категории 1.2.1. |
|
|
Наладчики и установщики штампов |
По трудоемкости наладок |
|
Распределители работ |
Принимать по 1 чел. в смену на 30 - 50 ед. оборудования |
|
Кладовщики ИРК |
Принимать по 1 чел. на 100 - 120 основных рабочих |
|
Рабочие категории 1.2.2. |
|
|
Рабочие ремонтных баз механика и энергетика, мастерских обслуживания и ремонта оснастки |
Определяются по соответствующим нормам технологического проектирования |
|
Рабочие категории 1.2.3. |
|
|
Рабочие транспортные: |
|
|
Крановщики |
Принимать по 1 чел. в смену на 1 кран |
|
Стропальщики |
Принимать по 1 чел. в смену на 1 кран |
|
Водители колесного транспорта |
Принимать по 1 чел. в смену на каждое колесное средство |
|
Рабочие на складах: |
|
|
Рабочие на складах металла и материалов |
Принимать по 1 чел. в смену на 50 тыс. т материалов в год |
|
Распаковщики материалов |
То же на 10 тыс. т материалов в год |
|
Учетчики заготовок |
То же на 15 тыс. т заготовок в год |
|
Учетчики готовой продукции |
То же на 20 тыс. т готовой продукции в год |
|
Кладовщики основного производства |
Принимать по 1 чел. на 100 - 120 основных рабочих |
|
Рабочие категории 1.2.4. |
|
|
Уборщики производственных помещений (механизированная уборка) |
Принимать по 1 чел. в смену на 4500 - 5000 м2 общей площади цеха* |
|
Машинисты пакетировочных прессов |
Принимать по 1 чел. в смену на 1 пресс |
|
Рабочие по обслуживанию транспортеров системы уборки листовых отходов |
Принимать по 1 чел. в смену на 350 - 400 м длины транспортера |
|
Уборщики конторских и бытовых помещений, курьеры, гардеробщики |
Принимать в количестве 1 - 2 % от числа основных рабочих, но не менее 3-х человек в смену |
Примечания: 1. Количество вспомогательных рабочих, определенное расчетом, не может быть выше количества их, определенного в процентном отношении от основных рабочих, как указано в табл. 15.
2. * Для цехов общей площадью свыше 10 тыс. м2, кроме расположенных в отдельно стоящих корпусах.
3. Рабочие категорий 1.2.3. и 1.2.4. могут рассчитываться в целом по корпусам (заводу) и не включаться в состав цеха.
Рабочие-контролеры (категория 3)
Количество рабочих-контролеров (категория 3) принимать из расчета: 1 чел. на 20 - 30 основных рабочих.
Нормы плотности бригад при работе на линиях холодной листовой штамповки металла приведены в табл. 13.
Нормы плотности бригад при работе на холодно-листоштамповочном оборудовании приведены в табл. 14.
|
Количество основных рабочих на единицу оборудования, чел. |
|||
|
ручная подача и съем |
ручная подача и механизированный съем |
механизированная подача и съем |
|
|
Ножницы листовые |
2 - 3 |
1 - 2 |
- |
|
то же, с автоподачей |
- |
- |
1 |
|
ножницы многодисковые |
2 - 3 |
1 - 2 |
1 |
|
Прессы вырубные |
1 - 3 |
1 - 2 |
1 |
|
прессы особо мелкие и мелкие |
1 |
1 |
- |
|
прессы средние |
1 - 3 |
1 - 2 |
- |
|
то же, крупные |
2 - 4 |
2 - 3 |
- |
|
-»- специальные |
2 - 4 |
2 - 3 |
- |
|
прессы особо мелкие и мелкие с автоподачей |
- |
- |
0,3 - 1,0 |
|
то же, средние |
- |
- |
1,0 |
|
-»- крупные |
- |
- |
1,0 - 2,0 |
|
-»- специальные |
- |
- |
1,0 - 3,0 |
|
прессы листогибочные |
1 - 3 |
1 - 2 |
- |
|
то же, с программным управлением |
- |
- |
1,0 |
|
Машины листогибочные трех-четырехвалковые |
1 - 3 |
- |
1,0 - 2,0 |
|
Ножницы вибрационные и роликовые |
1 - 2 |
- |
- |
|
Прессы дыропробивные |
1 - 2 |
- |
- |
|
то же, с программным управлением |
- |
- |
1,0 |
Примечание. Большие значения плотности принимать для более габаритных и тяжелых деталей.
Нормы соотношения между группам работающих для укрупненных расчетов (%) приведены в табл. 15.
|
Тип производства |
||||||||||||||||
|
единичный и мелкосерийный |
среднесерийный |
крупносерийный |
массовый |
|||||||||||||
|
крупная штамповка |
средняя штамповка |
особо мелкая и мелкая штамповка |
комплексный цех |
крупная штамповка |
средняя штамповка |
особо мелкая и мелкая штамповка |
комплексный цех |
крупная штамповка |
средняя штамповка |
особо мелкая и мелкая штамповка |
комплексный цех |
крупная штамповка |
средняя штамповка |
особо мелкая и мелкая штамповка |
комплексный цех |
|
|
Вспомогательные рабочие от основных |
65,0 |
45,0 |
30,0 |
60,0 |
70,0 |
60,0 |
35,0 |
65,0 |
95,0 |
80,0 |
60,0 |
75,0 |
125,0 |
105,0 |
75,0 |
85,0 |
|
Служащие от рабочих, всего |
10,0 |
9,0 |
7,5 |
8,5 |
11,0 |
10,0 |
8,5 |
10,0 |
14,0 |
14,0 |
12,0 |
13,0 |
17,0 |
14,0 |
12,0 |
13,0 |
|
в том числе: |
||||||||||||||||
|
руководители |
4,4 |
4,0 |
3,3 |
3,7 |
5,0 |
4,6 |
4,0 |
4,7 |
6,5 |
6,5 |
5,6 |
6,0 |
7,0 |
6,0 |
5,1 |
5,5 |
|
специалисты |
4,6 |
4,1 |
3,4 |
3,9 |
4,9 |
4,4 |
3,6 |
4,3 |
6,1 |
6,1 |
5,2 |
5,7 |
8,3 |
6,6 |
5,6 |
6,1 |
|
другие служащие |
1,0 |
0,9 |
0,8 |
0,9 |
1,1 |
1,0 |
0,9 |
1,0 |
1,4 |
1,4 |
1,2 |
1,3 |
1,7 |
1,4 |
1,3 |
1,4 |
|
Штат СТК |
||||||||||||||||
|
Всего, от основных рабочих |
8,0 |
7,5 |
7,0 |
7,5 |
6,0 |
5,5 |
5,0 |
5,0 |
7,0 |
6,0 |
5,0 |
6,0 |
6,0 |
5,5 |
5,0 |
5,0 |
|
в том числе: |
||||||||||||||||
|
руководители |
1,1 |
1,2 |
1,2 |
1,2 |
0,8 |
0,8 |
0,8 |
0,8 |
1,6 |
1,6 |
1,1 |
1,6 |
1,7 |
1,7 |
1,7 |
1,7 |
|
специалисты |
0,4 |
0,3 |
0,3 |
0,3 |
0,2 |
0,2 |
0,2 |
0,2 |
0,4 |
0,4 |
0,4 |
0,4 |
0,3 |
0,3 |
0,3 |
0,3 |
|
рабочие-контролеры |
6,5 |
6,0 |
5,5 |
6,0 |
5,0 |
4,5 |
4,0 |
4,0 |
5,0 |
4,0 |
3,5 |
4,0 |
4,0 |
3,5 |
3,0 |
3,0 |
Примечания: 1. Количество вспомогательных рабочих приводится с учетом рабочих категории 1.2.2.
2. При организации корпусных централизованных ремонтных служб количество вспомогательных рабочих в цехах комплексных, крупной и средней штамповки принимать на 30 - 40 % меньше указанного в табл. 15.
3. Склады металла и готовых деталей, ремонтные службы в состав цехов особо и мелкой штамповки, как правило, не включаются.
Нормы для определения количества работающих в наибольшую смену (%) приведены в табл.16.
|
Тип производства |
||||
|
единичный и мелкосерийный |
среднесерийный |
крупносерийный |
массовый |
|
|
Основные рабочие от общего количества работающих |
60 |
50 |
40 |
30 |
|
Вспомогательные рабочие от общего количества рабочих |
40 |
50 |
60 |
70 |
|
Служащие от общего количества |
75 |
70 |
70 |
70 |
|
Служащие в конторско-бытовых помещениях от количества служащих |
60 |
60 |
60 |
60 |
|
Служащие в цехе от количества служащих в наибольшую смену |
40 |
40 |
40 |
40 |
Нормы для определения количества женщин от общего числа рабочих цеха (%) приведены в табл. 17.
|
Количество женщин от общего числа рабочих цеха, % |
|
|
Особо мелкой и мелкой штамповки |
60 - 70 |
|
Средней -»- |
20 - 30 |
|
Крупной и особо крупной штамповки |
5 - 10 |
Соотношение между категориями вспомогательных рабочих для укрупненных расчетов приведено в табл. 18.
|
Отношение к общему числу вспомогательных рабочих, % |
|
|
1.2.1. |
27 |
|
1.2.2. |
46 |
|
1.2.3. |
21 |
|
1.2.4. |
6 |
Распределение работающих цеха (участка) по группам санитарной характеристики принимать по РД 37.047.116-90.
4. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ЗДАНИЮ ЦЕХА, ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ.
Методика определения площади цеха
Площадь цеха (участка) холодной листовой штамповки подразделяется на производственную и вспомогательную, которые составляют общую площадь цеха.
К производственной относится площадь, занимаемая производственным оборудованием, средствами механизации и автоматизации, производственным инвентарем, проездами и проходами между оборудованием и элементами здания, рабочими и складочными местами у оборудования, комнатами мастеров на производственных участках.
К вспомогательной относится площадь, занимаемая складами металла, заготовок, штампованных деталей, штампов, оснастки, средств механизации и автоматизации (не задействованных в данный момент в технологическом процессе), железнодорожными вводами, пандусами, рампами, лабораториями, ремонтными службами, комнатами СТК, магистральными проездами, сантехническими и энергетическими установками и устройствами и т.п.
Определение общей площади цеха при разработке ТЭО
Производственная площадь определяется суммированием удельных производственных площадей на единицу производственного оборудования (см. табл. 20).
Вспомогательная площадь берется в процентах от производственной в зависимости от габаритов и массы деталей, изготавливаемых в цехе.
Площадь под магистральные проезды определяется при разработке компоновочного плана (схемы) корпуса. Площадь под сантехнические и энергетические устройства определяется по соответствующим нормам.
Определение общей площади цеха при разработке проекта (рабочего проекта).
При разработке проекта (рабочего проекта) общая площадь цеха (участка) определяется следующим образом:
производственная площадь, принятая на стадии ТЭО, подтверждается (уточняется) технологической планировкой;
вспомогательная площадь:
площадь складов и кладовых рассчитывается, как указано в разделе 6 «Организация цехового складского хозяйства» настоящих норм;
площади ремонтных служб и лабораторий, относящихся к цеху, рассчитывается по соответствующим нормам технологического проектирования;
расположение сантехнических и энергетических устройств, магистральных проездов уточняется планом расположения оборудования в соответствии с ранее разработанным компоновочным планом корпуса (цеха).
Ориентировочные соотношения площадей подразделений цеха для укрупненных расчетов приведены в табл. 19.
|
Площадь подразделения от общей площади цеха, % |
|||
|
особо крупная и крупная штамповка |
средняя штамповка |
особо мелкая и мелкая штамповка |
|
|
Производственная |
30 - 60 |
45 - 65 |
50 - 70 |
|
Вспомогательная |
40 - 70 |
35 - 55 |
30 - 50 |
|
в том числе: |
|||
|
склад металла |
2 - 15 |
1 - 10 |
0 - 9 |
|
склад заготовок |
5 - 10 |
4 - 8 |
3 - 7 |
|
склад деталей |
15 - 20 |
14 - 16 |
13 - 16 |
|
склад штампов, средств механизации и автоматизации, контрольной оснастки |
10 - 17 |
9 - 14 |
10 - 14 |
|
ремонтные базы |
6 |
5 |
2 |
|
Кладовые, лаборатории, прочие помещения |
2 |
2 |
2 |
Примечание. Данные табл. 19 относятся к пролету шириной 24 м.
Для пролетов другой ширины следует вводить соответствующие коэффициенты (например, понижающий для пролетов шириной 30 м и повышающий для пролетов шириной 18 м и т.д.).
Нормы размеров пролетов и грузоподъемность подъемно-транспортных средств.
Размеры пролетов (ширина и шаг колонн) вновь строящихся цехов (участков) холодной штамповки металла принимать по ГОСТ 23838-89 в зависимости от размеров выпускаемых деталей (см. табл. 1).
Для вновь строящихся зданий цехов (участков) крупной и средней штамповки, в которых устанавливаемое прессовое оборудование оснащено сменными столами, ширину пролета следует принимать равной 30 м.
Высота пролета выбирается по максимальной высоте принятого в проекте оборудования с учетом обслуживания верхним транспортом (краны, кран-балки и т.п.).
Грузоподъемность подъемно-транспортных средств выбирается исходя из технологических требований (погрузка-разгрузка и транспортирование металла, штампов, заготовок, оснастки).
Во вновь строящихся зданиях цехов (участков) ширину и высоту пролетов следует унифицировать в соответствии с требованиями главы СНиПа по проектированию производственных зданий.
Допускается по технологическим требованиям применение ширины пролета, шага колонн и высот этажей, отличающихся от установленных стандартами на здания промышленные.
Нормы удельной производственной площади на единицу оборудования для укрупненных расчетов представлены в табл. 20.
|
Удельная производственная площадь, м2 |
|
|
Ножницы листовые |
25 - 90 |
|
То же, с автоподачей материала |
50 - 180 |
|
Ножницы многодисковые |
50 - 140 |
|
Пресс вырубной |
50 - 90 |
|
Пресс особо мелкий и мелкий |
4 - 12 |
|
То же, средний |
20 - 90 |
|
-»- крупный |
30 - 160 |
|
-»- специальный |
40 - 120 |
|
Пресс особо мелкий и мелкий с автоподачей |
8 - 25 |
|
То же, средний |
40 - 180 |
|
-»- крупный |
60 - 320 |
|
Пресс специальный с автоподачей |
80 - 420 |
|
Пресс-автомат особо мелкий и мелкий |
8 - 40 |
|
То жe, средний |
55 - 65 |
|
-»- крупный |
100 - 140 |
|
-»- специальный |
180 - 420 |
|
Пресс листогибочный |
20 - 90 |
|
То же, с программным управлением |
40 - 180 |
|
Машина листогибочная трех-четырехвалковая |
25 - 80 |
|
Ножницы вибрационные и роликовые |
10 - 40 |
|
Пресс дыропробивной |
10 - 30 |
|
То же, с программным управлением |
20 - 60 |
|
Рабочее место |
5 - 6 |
|
Конторское место в цехе |
4 - 6 |
Примечание. Большие значения относятся к более крупному оборудованию и большей ширине пролета.
Классификация фундаментов под прессовое оборудование представлена на рис. 1.

Рис. 1. Классификация фундаментов
Выбор вида фундамента под прессовое оборудование зависит от размеров обращающихся в производстве деталей и типа производства.
Схема штамповочного пролета представлена на рис. 2.
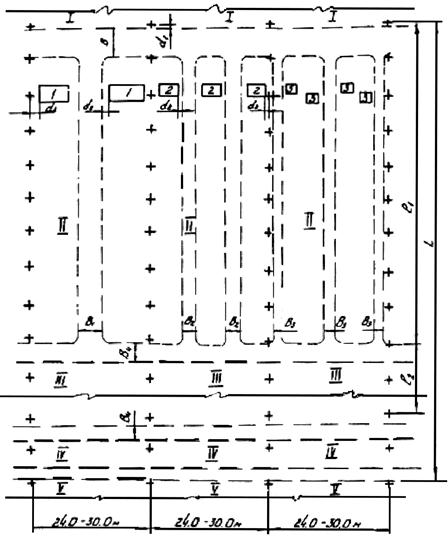
Рис. 2. Схема штамповочного пролета
I - склад заготовок; II - зона установки прессов, III - склад штампов, приспособлений и контрольной оснастки; IV - участки исправления дефектов в штамповках, вспомогательные помещения; V - склад штампованных деталей.
1, 2, 3 - крупный, средний и мелкий пресс соответственно
Нормы ширины проездов и проходов приведены в табл. 21 (рис. 2).
|
Обозначение |
Размеры, м |
|
|
Магистральный проезд: |
||
|
длиной до 200 м |
B |
5,0 |
|
длиной свыше 200 м |
B |
6,0 |
|
Проезд между линиями: |
||
|
крупных прессов |
B1 |
3,0 - 4,0 |
|
средних -»- |
B2 |
3,0 - 3,5 |
|
мелких -»- |
B3 |
2,5 - 3,0 |
|
Проезд между участками: |
||
|
при двухстороннем движении |
B4 |
4,0 - 6,0 |
|
при одностороннем движении |
B4 |
2,0 - 3,0 |
|
Проход для рабочих |
- |
1,0 - 1,2 |
|
Расстояние от границы проезда до: |
||
|
элементов здания |
d1 |
0,2 - 0,3 |
|
оборудования |
d2 |
0,1 - 0,5 |
|
Расстояние от оборудования до элементов здания |
d3 |
0,2 - 0,8 |
Примечание. Располагать оборудование у стен (в том числе со световыми проемами) следует, предусматривая проезды для механизированной очистки и промывки остекления, ремонта и обслуживания коммуникаций шириной не менее 1,5 м.
Нормы длины пролета и фундамента этажного типа для размещения крупных и средних прессов, склада штампов и вспомогательных коммуникаций приведены в табл. 22 (рис. 2)
|
Количество наименований деталей, закрепленных за одной линией, шт. |
Размеры, м, при ширине пролета |
||||||
|
А = 24 м |
А = 30 м |
||||||
|
крупной штамповки |
средней штамповки |
l1 |
l2 |
L |
l1 |
l2 |
L |
|
4 - 10 |
6 - 15 |
48 - 60 |
36 - 42 |
96 - 108 |
48 - 60 |
24 - 30 |
84 - 96 |
|
св. 10 |
св. 15 |
48 - 60 |
48 - 54 |
108 - 120 |
48 - 60 |
36 - 42 |
96 - 108 |
Примечание. Величину «L» следует принимать с учетом возможного расширения номенклатуры штампуемых деталей.
Групповой этажный фундамент представлен на рис. 3.

Рис. 3. Чертеж фундамента в разрезе (а) и плане (б)
Нормы размеров групповых этажных фундаментов подземного и наземного типов для линий крупных и средних прессов в пролетах шириной 24 и 30 м приведены в табл. 23 (рис. 3).
|
Размеры, м |
Максимальная масса пресса со штампом, т |
||||||||||
|
пролет шириной 24 м |
пролет шириной 30 м |
||||||||||
|
b1 |
b2 |
h1 |
h2 |
H* |
b1 |
b2 |
h1 |
h2 |
H* |
||
|
Крупная |
3,5 - 5,0 |
- |
1,8 - 2,6 |
- |
5,0-5,5 |
6,0 - 8,0 |
- |
1,8 - 2,6 |
- |
5,0 - 5,5 |
800,0 |
|
Средняя |
3,0 - 5,0 |
3,0 - 5,0 |
- |
1,5 - 1,8 |
3,0 - 4,0 |
- |
4,0 - 7,0 |
- |
1,5 - 1,8 |
3,0 - 4,0 |
350,0 |
Примечания: 1. * Глубина фундамента «H», больше указанной в табл. 23, допускается при соответствующем обосновании.
2. Приведенные данные пригодны для проектирования фундаментов траншейного типа.
Нормы нагрузок на полы, технологические требования к их конструкции и покрытию, отделке помещений цехов (участков) холодной листовой штамповки металла (для выдачи заданий на разработку строительной части проекта) представлены в табл. 24.
|
Воздействие на полы, требования к ним и типы покрытий |
Требования к отделке помещений |
|||||||||||
|
Нагрузка |
Безрельсовый транспорт, грузоподъемность |
Технологические требования к конструкции пола |
||||||||||
|
характер |
максимальная равномерная распределенная, кПа |
водомаслостойкость |
cтойкость к прилипанию стружки |
нескользкость |
безыскровость |
устойчивость к механическим воздействиям от безрельсового транспорта |
безпыльность |
cтойкость к щелочам и растворителям |
Тип покрытия |
|||
|
Склад металла |
Рулоны, пачки листов на подставках на полу, то же в стеллажах |
200 |
автопоезда до 20 т, погрузчики до 5 т |
+ |
+ |
+ |
- |
- |
+ |
- |
Бетон с гранитной щебенкой |
Отделка обычная гладкая светлых тонов |
|
Участок заготовительный со складом заготовок |
Пачки заготовок на полу, то же на стеллажах |
100 |
То же |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же или деревянная торцевая шашка на битуме |
То же с шумопоглощающей несгораемой облицовкой |
|
Перекрытие фундаментов |
Пачки заготовок, тара с деталями, штампы |
100 |
-"- |
+ |
+ |
+ |
+ |
+ |
+ |
- |
Деревянные щиты, пропитанные огнестойким составом, уложенные на металлические балки |
То же |
|
Проезды магистральные |
- |
100 |
То же и самоходные тележки до 50 т |
- |
+ |
+ |
- |
+ |
- |
- |
Чугунная рифленая или стальная штампованная плитка |
- |
|
Проезды между линиями прессов, пространство вокруг колонн здания в зоне установки прессов |
- |
100 |
То же |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же или деревянная торцовая шашка на битуме |
- |
|
Склад деталей |
Стеллажи |
50-150 |
То же |
+ |
- |
+ |
- |
+ |
+ |
- |
Бетон |
Отделка обычная гладкая светлых тонов с шумопоглощающей несгораемой облицовкой |
|
Штабель |
50 |
Погрузчики до 5,0 т автопоезда до 20,0 т |
+ |
- |
+ |
- |
+ |
+ |
- |
Деревянная торцовая шашка на битуме |
||
|
Склад штампов |
Штампы, средства механизации и автоматизации, контрольная оснастка |
200 |
Безрельсовая самоходная тележка до 50,0 т |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же |
То же |
|
Цехи (участки) мелкой штамповки |
Тара с заготовками, деталями, штампы |
50 |
Погрузчики до 5,0 т автопоезда до 20,0 т |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же |
То же |
|
То же, в многоэтажных зданиях |
То же |
50 |
Погрузчики до 5,0 т |
+ |
+ |
+ |
- |
+ |
+ |
- |
-»- |
-»- |
|
Полгруппового фундамента |
- |
50 |
-»- |
+ |
+ |
+ |
+ |
+ |
+ |
- |
Бетон |
-»- |
|
Участки приготовления технологических смазок, кладовые |
- |
20 |
-»- |
+ |
- |
+ |
+ |
+ |
+ |
+ |
-»- |
-»- |
|
Прочие помещения |
- |
50 |
- |
+ |
+ |
+ |
- |
+ |
+ |
- |
-»- |
-»- |
Примечания: 1. Для отдельно стоящих цехов особо мелкой и мелкой штамповки следует применять только погрузчики грузоподъемностью до 2,0 т.
2. Нагрузка 150 кПa дана для высотных стеллажных складов.
3. Статические и динамические нагрузки от оборудования указываются дополнительно.
5. МАТЕРИАЛО- И ЭНЕРГОЕМКОСТЬ.
5.1. Основные материалы, коэффициент использования металла (КИМ).
Цехи (участки) холодной листовой штамповки металла в качестве исходного материала используют прокат черных и цветных металлов в виде рулона, ленты, листа, полосы и профилей, поступающих с металлургических заводов.
Технологические требования к качеству поступающих материалов регламентируются государственными стандартами, а также техническими условиями (ТУ), действующими на предприятии - потребителе металла.
Годовой расход металла определяется по годовому выпуску цеха и коэффициенту использования металла (КИМ):
![]() (3)
(3)
где Qм - годовой расход металла, т;
Qд - годовая программа готовых деталей (выпуск), т;
КИМ - коэффициент использования металла (принимается по табл. 25 на основании отраслевых нормативов).
Средние коэффициенты использования металла приведены в табл. 25.
|
КИМ |
|
|
Автоприборы и электрооборудование |
0,55 - 0,83 |
|
Мотоциклы и велосипеды |
0,70 - 0,90 |
|
Автомобили |
0,60 - 0,82 |
5.2. Вспомогательные материалы.
К вспомогательным относятся материалы, не входящие в состав изделий (деталей): горюче-смазочные материалы, химикаты, обтирочные, упаковочные и строительные материалы.
Вспомогательные материалы применяются как для технологических целей, так и для ремонтно-эксплуатационных нужд.
5.3. Энергоносители.
Основными видами энергии, используемой в цехах холодной листовой штамповки металла являются: электроэнергия, сжатый воздух, пар. Кроме того, для исправления дефектов в штамповках в небольших количествах потребляются газы (природный, пропан-бутан, ацетилен, кислород).
Для охлаждения пневмоподушек прессов, промывки деталей и смачивания пыли в виброгалтовочных установках применяется вода.
Для создания нормируемых метеорологических условий на рабочих местах на отопление и вентиляцию расходуется пар либо горячая вода.
Расходы энергии и энергоносителей определяют по соответствующим методикам (см. приложение 3).
6. ОРГАНИЗАЦИЯ ЦЕХОВОГО СКЛАДСКОГО ХОЗЯЙСТВА.
6.1. Общие положения.
Расположение цеховых складов металла, заготовок, штамповок и оснастки должно соответствовать принципам поточного производства.
Выбор способов хранения определяется объемами и спецификой производства, характером деталей и т.д. При этом должны быть максимально использованы объемы помещения.
Хранение металла, заготовок, деталей и оснастки в цехах с массовым и крупносерийным типом производства должно осуществляться на соответствующих складах, а в цехах (участках) особо мелкой и мелкой штамповки со среднесерийным, мелкосерийным и единичным типами производства должно осуществляться в соответствующих кладовых.
Для хранения и транспортировки заготовок и деталей следует применять оборотную тару. Конструкция тары должна обеспечивать сохранность грузов, возможность эффективного использования подъемно-транспортного оборудования и многоярусного хранения в стеллажах и штабелях.
Тара должна выбираться с учетом:
габаритных размеров, массы и конфигурации хранимых грузов;
способа хранения, высоты складирования и характеристик подъемно-транспортного оборудования;
обеспечения комплексной механизации и автоматизации транспортно-складских работ.
Хранение груза на складах организуется:
в стеллажах различного типа (полочных, консольных, елочных, элеваторных и пр.);
в штабелях (в 3 - 4 яруса);
на подвесных грузонесущих и толкающих конвейерах (при соответствующем обосновании).
6.2. Оборудование складов.
Для механизации погрузо-разгрузочных и складских работ с тарно-штучными грузами применяется подъемно-транспортное оборудование, приведенное в табл. 26.
|
Виды транспорта и оборудования для подачи и выдачи грузов |
Оборудование для обслуживания складов |
Примечание |
|
|
Металла |
Железнодорожный Автомобильный Транспортеры Рольганги |
Краны мостовые крюковые и магнитные, оборудованные специальными захватами для пачек листов, рулонов и т.п. |
Один кран на 50 - 70 м длины пролета |
|
Краны полукозловые |
То же |
||
|
Краны-штабелеры для листовыx и длинномерных грузов Электропогрузчики Электротележки с подъемным грузозахватным органом для рулонов и пачек листа Кантователи рулонов Оборудование для переработки упаковочных материалов Весовое хозяйство |
-»- |
||
|
Заготовок |
Краны мостовые различного типа, тележки передаточные, транспортеры, электротранспорт |
Кран-штабелеры мостовые и стеллажные Кантователи пачек заготовок |
-»- |
|
Штампованных деталей |
Краны мостовые Транспортеры Рольганги |
Кран-штабелеры мостовые и стеллажные |
Один кран на 50 - 70 м длины пролета |
|
Конвейеры подвесные грузонесущие и толкающие Монорельсовые дороги Электропогрузчики и электротягачи |
Электропогрузчики |
||
|
Штампов |
Краны мостовые |
Краны мостовые |
То же |
|
Электротележки Рольганги транспортеры |
Кран-штабелеры мостовые и стеллажные |
||
|
Электропогрузчики |
Электропогрузчики |
Для передачи крупных штамповок на склад в массовом производстве возможно применение подвесного непрерывного транспорта. От отдельных высокопроизводительных линий отбор и передача штампованных деталей на склад возможна с помощью комплекса транспортеров и передаточных механизмов.
Склады крупных штампов следует располагать в тех же пролетах, где они используются, чтобы избежать перевалок.
6.3. Расчет площадей складов.
Расчет площадей складов производить по формуле (4).
![]() (4)
(4)
где Qм - годовое поступление материалов, т;
m - норма запаса материалов в днях: календарных - для склада металла и штампов, рабочих - для складов заготовок и штампованных деталей;
q - средняя нагрузка, кПа;
Ф - число дней в году: календарных - для склада металла, рабочих - для склада заготовок и штамповок;
Kp - коэффициент использования площади склада, учитывающий наличие проездов, проходов, приемных и отпускных площадок.
Нормы запасов материалов на цеховых складах приведены в табл. 27.
|
Запасы материалов (П), дней |
|||
|
Металла |
Заготовок |
Деталей |
|
|
Массовый |
3 |
8 - 10 |
Приникать по табл. 5 |
|
Крупносерийный |
5 |
10 - 12 |
|
|
Среднесерийный |
7 |
12 - 15 |
|
|
Мелкосерийный и единичный |
10 |
15 - 35 |
|
Примечание: В случае размещения общезаводского склада металла в одном корпусе с цехом холодной листовой штамповки металла, его следует рассчитывать по нормам технологического проектирования общезаводских складов.
6.4. Штампы и приспособления.
Фонд штампов и приспособлений состоит из начального и дублеров.
Начальный фонд штампов и приспособлений - это число штампов и приспособлений, необходимое для выполнения всех штамповочных операций по выпуску деталей, включенных в программу выпуска цеха (участка). Начальный фонд следует определять суммированием закрепленных за каждым прессом штамповочных операций на основании разработанного технологического процесса (на стадии «проект») или аналога (на стадии ТЭО).
Под дублерами следует понимать запасные штампы, которые необходимы для бесперебойного выполнения программы выпуска продукции. Количество дублеров зависит от типа производства и стойкости штампов.
Фонд штампов следует рассчитывать для определения площади склада штампов, приспособлений и контрольной оснастки, а также потребной ремонтно-инструментальной базы.
Габариты и масса штампа в зависимости от группы представлены в табл. 28.
|
Усилие пресса до, кН |
Полупериметр штампа до, мм |
Масса штампа до, кг |
|
|
Особо мелкие |
250 |
800 |
70 |
|
Мелкие |
1600 |
1800 |
450 |
|
Средние |
6300 |
3700 |
4500 |
|
Крупные |
16000 |
6900 |
25000 |
|
Особо крупные |
20000 |
8700 |
40000 |
|
Специальные |
св. 20000 |
15000 |
70000 |
Нормы расчета количества дублеров приведены в табл. 29.
|
Число дублеров от начального фонда штампов при годовой программе в тыс. компл. деталей одного наименования, % |
|||||||
|
4 |
10 |
25 |
50 |
100 |
200 |
400 и выше |
|
|
Особо мелкие |
15 |
20 |
25 |
30 |
35 |
50 |
100 |
|
Мелкие |
10 |
15 |
20 |
25 |
30 |
45 |
90 |
|
Средние |
5 |
5 |
10 |
15 |
20 |
35 |
70 |
|
Крупные |
- |
- |
5 |
10 |
15 |
25 |
50 |
|
Особо крупные |
- |
- |
- |
5 |
10 |
20 |
40 |
|
Специальные |
- |
- |
- |
- |
5 |
15 |
20 |
Годовой расход необходим для расчета стоимости расходуемых штампов, которая учитывается при определении себестоимости изготовления продукции. Под годовым расходом понимают фактический расход штампов, списанных с эксплуатации в результате поломок или износа.
Нормы годового расхода штампов приведены в табл. 30.
|
Годовой расход от стоимости фонда штампов при годовой программе в тыс. компл. деталей одного наименования, % |
|||||||
|
4 |
10 |
25 |
50 |
100 |
200 |
400 и выше |
|
|
Особо мелкие |
20 |
20 |
20 |
30 |
60 |
120 |
240 |
|
Мелкие |
20 |
20 |
20 |
25 |
50 |
100 |
200 |
|
Средние |
20 |
20 |
20 |
20 |
25 |
50 |
100 |
|
Крупные |
20 |
20 |
20 |
20 |
20 |
30 |
60 |
|
Особо крупные |
20 |
20 |
20 |
20 |
20 |
20 |
40 |
|
Специальные |
20 |
20 |
20 |
20 |
20 |
20 |
40 |
Площади складов специальных, особо крупных, крупных и средних штампов и приспособлений принимать по табл. 22, хранение на полу не более 2 - 3 штампов по высоте.
Площади складов особо мелких и мелких штампов рассчитывать, исходя из максимальной удельной площади на 1 штамп с учетом проходов, проездов и размеров ячеек стеллажа:
при обслуживании штабелером - до 0,150 м2,
при обслуживании погрузчиком - до 0,250 м2.
При этом следует учитывать возможность размещения в одной ячейке нескольких более мелких штампов и максимальное использование объема помещения склада.
6.5. Нормы расчета прочих вспомогательных помещений.
Нормы для расчета прочих вспомогательных помещений цеха приведены в табл. 31.
|
Способ хранения |
Площадь, м2 |
|
|
Контрольные пункты и участки для хранения мастер-моделей и калибров, деталь (детале-операция): |
||
|
крупной штамповки |
на полу |
15,0 |
|
средней -»- |
в стеллажах |
5,0 |
|
мелкой -»- |
то же |
0,3 |
|
Помещение для хранения эталонов, деталь (детале-операция): |
||
|
крупной штамповки |
в стеллажах |
3,0 |
|
средней -»- |
то же |
1,0 |
|
мелкой -»- |
-»- |
0,1 |
|
Кладовая смазочных и горючих материалов, участков приготовления технологических смазок, пресс: |
||
|
крупный |
в таре в стеллажах |
1,2 |
|
средний |
то же |
0,6 |
|
Кладовые, единица производственного оборудования: |
||
|
вспомогательных материалов |
в металлических шкафах |
0,3 |
|
инструмента |
в стеллажах |
0,2 |
Примечания: 1. Контрольные пункты и участки хранения мастер-моделей и калибров размещаются на складе штампов, приспособлений и контрольной оснастки.
2. В табл. 31 не учитываются вспомогательные помещения ремонтно-инструментальных служб.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ.
7.1. Классификация опасных и вредных производственных факторов.
Опасные и вредные производственные факторы, характерные для цехов холодной листовой штамповки металла, подразделяются по природе действия на две группы - физические и психофизиологические (в соответствии с ГОСТ 12.0.003-74*).
Физические факторы: движущиеся машины и механизмы; передвижные части производственного оборудования; передвигающиеся детали, заготовки, материалы; повышенный уровень шума на рабочем месте; повышенный уровень вибрации; острые кромки и заусенцы на поверхностях заготовок, деталей и инструмента.
Психофизиологические: нервно-психические перегрузки - монотонность труда.
Категория работ - средняя и тяжелая.
7.2. Требования к строительной, санитарно-технической и энергетической частям проекта.
7.2.1. Здания цехов крупной и средней штамповки допускается при соответствующем обосновании сооружать с групповым фундаментом под прессовое оборудование подземного или наземного типа (рис. 2). Здания цехов особо мелкой и мелкой штамповки допускается проектировать многоэтажными.
7.2.2. Освещение в цехе принимать в соответствии с главой СНиП на освещение промышленных зданий, разряд зрительных работ - не ниже Vб, система освещения - комбинированная.
7.2.3. Метеорологические условия на воздух в рабочей зоне следует принимать для категории средних и тяжелых работ по ГОСТ 12.1.005-88.
7.2.4. Технологическое оборудование, выделяющее вредные вещества, должно иметь встроенные местные отсосы заводского изготовления.
7.2.5. В помещении цеха должна предусматриваться эффективная вентиляция - естественная и с механическим побуждением в соответствии с требованиями СНиП 2.04.05-91.
7.2.6. Отопление помещений цеха - воздушное и местными нагревательными приборами.
У постоянно открытых проемов, а также у ворот и проемов в наружных стенах, не имеющих тамбуров и открывающихся более пяти раз или не менее, чем на 40 мин. в смену в районах с расчетной температурой наружного воздуха минус 15 °С и ниже, следует предусматривать воздушно-тепловые завесы.
7.2.7. Требования к параметрам используемой воды и стокам, получающимся в технологических процессах, а также противопожарного водопровода, следует принимать согласно главам СНиП на внутренние и наружные сети и сооружения водопровода и канализации.
7.3. Пожаро- и взрывобезопасность.
7.3.1. При проектировании цехов холодной листовой штамповки в части обеспечения их пожаро- и взрывобезопасности должны соблюдаться соответствующие требования строительных норм и правил (СНиП), ГОСТ 12.1.004-85, настоящих норм, специальных отраслевых норм технологического проектирования, а также других норм, правил и инструкций, утвержденных в установленном порядке.
7.3.2. Категории помещений и зданий цехов (участков) холодной листовой штамповки надлежит принимать по отраслевым нормам технологического проектирования или по специальным перечням помещений и зданий, устанавливающим их категории по взрывопожарной и пожарной опасности. Классы взрывоопасных и пожароопасных зон помещений необходимо определять по «Правилам устройства электроустановок» (ПУЭ).
7.3.3. Исполнение производственного оборудования, электроустановочных приборов, КИПиА и электросетей должно отвечать классам взрывоопасных и пожароопасных зон, характеристикам среды в помещении в соответствии с требованиями ПУЭ.
7.3.4. В виду возможных незначительных протечек индустриального масла типа И-20, И-50 и др. из закрытых систем смазки прессов, последние должны оснащаться специальными поддонами с периодическим их опорожнением. При необходимости для сбора протечек масла в конструкциях групповых фундаментов следует предусматривать устройство канавок (желобов) с приямками.
7.3.5. Пространство над групповыми фундаментами следует отделять от рабочей зоны прессов и перекрывать его деревянными щитами, подвергнутыми глубокой пропитке антипиренами в целях повышения их огнестойкости. Допускается взамен деревянных щитов применять нестандартные железобетонные плиты.
Для удаления листовых отходов из цеха необходимо применять металлические пластинчатые конвейеры. Применение для этих целей ленточных резиновых транспортеров не допускается.
7.3.6. Автоматические установки пожаротушения и пожарной сигнализации следует предусматривать в соответствии с отраслевыми перечнями помещений, подлежащих оборудованию средствами противопожарной автоматики, утвержденными в установленном порядке.
Средствами извещения о пожаре в помещениях категории Г и Д могут служить электрические кнопочные пожарные извещатели или телефоны внутриобъектной и городской телефонной сети, обеспечивающие прямую связь с пожарной охраной.
Помещения, не подлежащие оборудованию автоматическими установками пожаротушения, следует оснащать другими стационарными или передвижными средствами пожаротушения по ГОСТ 12.1.009-83.
7.3.7. Цехи холодной листовой штамповки должны обеспечиваться первичными средствами пожаротушения (огнетушителями и др.) и пожарным инвентарем по «Типовым правилам пожарной безопасности для промышленных предприятий».
7.3.8. Противопожарные требования к пожароопасным вспомогательным помещениям (кладовым, лабораториям, ремонтным службам, сантехническим, энергетическим установкам) принимаются на основании соответствующих глав СНиП и ПУЭ.
7.4. Защита от шума и вибрации.
На постоянных рабочих местах и в рабочих зонах в производственных помещениях (цехах) уровни звукового давления (дБ) в октавных полосах частот, уровни звука и эквивалентные уровни звука (дБА), не должны превышать допустимых значений по санитарным нормам № 3223-85.
Защиту от шума, воздействующего на человека на рабочих местах и в рабочих зонах, следует осуществлять комплексом мер, включающим:
технические средства борьбы с шумом (уменьшение шума оборудования в источнике - тщательная статическая и динамическая балансировка движущихся деталей, применение принудительной смазки трущихся поверхностей и др.);
замену шумного оборудования малошумным;
применение штампов со скошенными режущими кромками;
применение глушителей шума на выхлопе воздуха из пневмоприспособлений оборудования и инструмента, использующих сжатый воздух, а также на пневмошлангах сжатого воздуха, используемого при сдуве деталей отходов из рабочей зоны штампов;
дистанционное управление шумными машинами;
нанесение на металлические поверхности оборудования и тары вибро- и шумопоглощающих покрытий;
строительно-акустические мероприятия в соответствии с требованиями главы СНиП и справочников проектировщика по защите от шума;
средства индивидуальной защиты от шума по ГОСТ 12.4.051-87;
организационные мероприятия (сокращение времени нахождения в шумных условиях, лечебно-профилактические и др. мероприятия).
Шумовые характеристики оборудования должны отвечать требованиям ГОСТ 23941-79 и определяться по «Каталогу шумовых характеристик технологического оборудования».
На постоянных рабочих местах в производственных помещениях (цехах) среднеквадратичные значения виброскорости, м/с (или уровни виброскорости, дБ, в октавных полосах частот) общей и локальной вибрации не должны превышать допустимых значений по ГОСТ 12.1.012-90.
В целях защиты людей от общей и локальной вибраций в проектах следует осуществлять комплекс мер, предусматривающий применение:
вибробезопасных машин и оборудования;
средств виброзащиты, снижающих вибрацию на путях ее распространения, в соответствии с рекомендациями руководства по проектированию виброизоляции;
проектировочных решений технологических процессов и цехов в соответствии с требованиями главы СНиП по проектированию фундаментов машин с динамическими нагрузками;
средств индивидуальной защиты от вибрации по ГОСТ 12.1.002-74, ГОСТ 12.4.027-78*;
организационных мероприятий (улучшение организации рабочих мест, качества используемого виброопасного инструмента и оборудования, улучшение санитарно-гигиенического и лечебно-профилактического обслуживания рабочих).
7.5. Техника безопасности.
Настоящие нормы учитывают требования техники безопасности и производственной санитарии.
Высокий уровень механизации и автоматизации производственных процессов позволяет ограничить или полностью исключить участие человека в выполнении технологических операций (кроме наблюдения), исключая тем самым травматизм.
Работающее оборудование следует закрывать защитными решетками, экранами, оснащать руко- и корпусоотводчиками, прессы должны иметь двух- и четырехкнопочное включение, а также другие средства безопасной работы.
Расстояния между оборудованием и элементами здания, ширина проходов и проездов, размеры пролетов, площади под оборудование и рабочие места, закладываемые в нормы, обеспечивают безопасные и комфортные условия труда.
Технологическое оборудование, выделяющее вредные вещества, следует оснащать местными отсосами или размещать в изолированных помещениях.
В цехах следует предусматривать механизированную уборку полов и остекления.
8. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ.
8.1. Сбор, хранение и переработка отходов производства.
Образующиеся в цехах холодной листовой штамповки металла металлоотходы делятся на деловые (вторично используемые) и неделовые (неиспользуемые далее в технологическом цикле).
В условиях крупносерийного и массового типов производства сортировка металлоотходов на деловые и неделовые обеспечивается технологией без участия рабочего-оператора.
В условиях серийного и единичного типов производства сортировка металлоотходов является технологической операцией.
Деловые отходы собираются в тару и направляются на участок подготовки к повторному использованию.
Неделовые отходы подразделяются на пакетируемые и непакетируемые. К непакетируемым отходам относятся листовые отходы в виде мелких обрезков (длиной до 100 мм) и высечек, а также материалы толщиной свыше 4 мм.
Отходы от цветных металлов и легированных сталей собираются и сортируются по видам и маркам и отправляются на заводскую скрапо-базу.
Пакетируемые отходы (преимущественно листовые) собираются либо в тару, либо системой пластинчатых конвейеров доставляются к месту переработки.
Отходы вспомогательных материалов собираются в специальную тару в местах образования и отправляются на общезаводскую площадку сбора и регенерации вспомогательных материалов.
8.1.1. Участки подготовки деловых отходов к повторному использованию.
Состав и размеры участка зависят от годового количества отходов, образующихся в основном производстве.
Производственная площадь участка рассчитывается по аналогии с заготовительными участками основного производства. Вспомогательная площадь рассчитывается по табл. 32.
|
Поставка |
Способ хранения |
Средняя нагрузка при полной высоте укладки, кН/м2 |
Максимальная высота хранения, м |
Коэффициент использования общей площади, Кисп. |
|
|
До подготовки |
В таре |
В штабелях |
10 - 12 |
4 |
0,35 - 0,45 |
|
После подготовки |
То же |
То жe |
20 - 30 |
4 |
0,35 - 0,45 |
|
Стопами на поддонах |
-»- |
60 - 80 |
4 |
0,35 - 0,45 |
Нормы запасов хранения деловых отходов приведены в табл. 33.
|
Запасы хранения, дни |
||
|
до подготовки |
после подготовки |
|
|
Массовый и крупносерийный |
5 |
4 |
|
Серийный и единичный |
6 |
5 |
Состав и количество оборудования, численность работающих рассчитываются по аналогии с заготовительными участками.
8.1.2. Участки пакетирования отходов.
Нормы выбора системы уборки пакетируемых отходов приведены в табл. 34.
|
Система уборки при среднем количестве отходов на 1 пресс в час, кг |
||
|
напольным транспортом в таре |
механизированным транспортом |
|
|
Крупной штамповки |
до 50 |
свыше 50 |
|
Средней -»- |
до 75 |
свыше 75 |
|
Особо мелкой и мелкой штамповки |
до 100 |
свыше 100 |
Пакетирование металлоотходов осуществляется на специальных пакетировочных прессах, различных по усилию и конструкции.
При немеханизированной уборке применяются прессы периодического действия, при механизированном - непрерывного действия.
Количество пакетировочных прессов следует определять по формуле (5):
![]() (5)
(5)
где N - количество пакетировочных прессов, шт.;
П - годовое количество пакетируемых отходов, т;
q - часовая производительность пресса по паспорту, т/ч;
Фэ - эффективный фонд времени работы оборудования, ч;
Кзагр. - допустимый коэффициент загрузки пресса.
Для прессов периодического действия Кзагр. = 0,80 - 0,85, непрерывного действия Кзагр. = 0,45 - 0,50.
В условиях массового и крупносерийного типов производства наиболее приемлемой является механизированная система уборки с применением пластинчатых конвейеров.
Расположение и количество линейных пластинчатых транспортеров зависит от типа штамповочных линий, ширина транспортера определяется количеством, характером отходов, скоростью транспортирования.
При определении зоны размещения участка должны учитываться следующие факторы: количество пакетируемых отходов, условия генплана завода, компоновочно-планировочные решения корпуса, в котором размещается цех холодной листовой штамповки металла. Во всех случаях участок следует располагать в зонах, достаточно удаленных от основного производства.
При годовом количестве отходов до 7000 т участок пакетирования допускается размещать в корпусе основного производства, где он блокируется с участком подготовки деловых отходов.
Во всех остальных случаях участок пакетирования следует размещать в отдельно стоящем здании, которое должно быть оборудовано мостовыми кранами достаточной грузоподъемности.
Габариты здания участка (высота и сетка колонн) зависят от типа пакетировочных прессов, способа их загрузки отходами и эвакуации пакетов и определяются отдельно в каждом конкретном случае.
Вариант размещения системы уборки листовых отходов представлен на рис. 4.

Рис. 4. Схема размещения пластинчатых конвейеров для уборки листовых отходов в плане (вариант)
I - склад металла; II - заготовительный участок; III - участок крупной штамповки; IV - участок средней штамповки
1, 2, 3 - линейный, собирающий и главный конвейер соответственно
Количество собирающих конвейеров определяется положением пакетировочного участка по отношению к корпусу и размерами последнего.
8.2. Охрана атмосферного воздуха.
Воздух, выбрасываемый в атмосферу из системы местных отсосов, содержащий загрязняющие вещества, следует очищать в газопылеулавливающих устройствах.
Концентрации в атмосферном воздухе остаточных количеств вредных веществ следует определять расчетом рассеивания в соответствии с ГОСТ 17.2.3.02-78 и действующими нормативами.
8.3. Охрана водного бассейна.
В цехе холодной листовой штамповки вода на технологические нужды используется для охлаждения крупных прессов и для промывки деталей и заготовок.
При этом образуется два вида стоков:
категория «а» - нагретая чистая вода;
категория «б» - нагретая вода, загрязненная окалиной и маслами.
В целях предотвращения загрязнения водоемов от сбрасываемых стоков и экономичного использования воды предусматриваются следующие мероприятия:
стоки категории «а» заключаются в замкнутый оборотный цикл и многократно используются после охлаждения;
стоки категории «б» очищаются на очистных сооружениях и используются вновь.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Пример расчета количества, загрузки оборудования и технологической трудоемкости годовой программы
|
Оборудование |
Метод расчета |
||||
|
автоматические линии крупной штамповки |
Поточномеханизированная линия средней штамповки |
пресс-автомат многопозиционный, усилие 10000 кН |
пресс открытый простого действия, усилие 630 кН |
||
|
Расчет количества и загрузки оборудования |
|||||
|
1. Количество детале-операций на годовую программу, шт. (тыс. шт.) |
- |
- |
- |
- |
Итоговые данные по «Ведомости маршрутного технологического процесса» или технологическим картам |
|
2. Средняя производительность оборудования опер./ч |
- |
- |
- |
- |
По отраслевым нормам производительности оборудования |
|
3. Эффективная загрузка, ст. ч |
2020,0 |
2780,00 |
2245,00 |
6030,00 |
Деление данных поз.1 на поз. 2 |
|
4. Время на наладку, ч |
500,00 |
600,00 |
400,00 |
1300,00 |
|
|
5. В том числе в рабочие смены |
500,00 |
300,00 |
400,00 |
1040,00 |
|
|
6. Расчетная загрузка оборудования, ст. ч |
2520,00 |
3080,00 |
2645,00 |
7070,00 |
Суммирование поз. 3 и 5 |
|
7. Расчетное количество оборудования, шт. |
0,72 |
0,81 |
0,76 |
1,76 |
Деление данных поз. 6 на эффективный годовой фонд времени работы оборудования |
|
8. Принятое количество |
1,00 |
1,00 |
1,00 |
2,00 |
Округление расчетного количества оборудования до целого числа |
|
9. Коэффициент загрузки оборудования |
0,72 |
0,81 |
0,76 |
0,88 |
Деление данных поз. 7 на поз. 8 |
|
Расчет технологической трудоемкости годовой программы |
|||||
|
10. Эффективная загрузка, ст. ч |
2020,00 |
2780,00 |
2245,00 |
6030,00 |
Берется из поз.3 |
|
11. Плотность бригады, чел. |
4 |
7 |
2 |
1 |
|
|
12. Технологическая трудоемкость годовой программы, чел. ч |
8080,00 |
1946,00 |
4490,00 |
6030,00 |
Умножение данных поз. 11 на поз. 10 |
ПРИЛОЖЕНИЕ 2
Средние коэффициенты загрузки оборудования.
|
Средний коэффициент загрузки оборудования по группе, Кзагр.ср. |
|
|
Линии автоматические |
0,75 |
|
Линии поточно-механизированные |
0,80 |
|
Пресс-автоматы |
0,75 |
|
Прессы универсальные с автоподачей |
0,80 |
|
Прессы особо мелкие и мелкие |
0,90 |
|
То же, средние |
0,80 |
|
-»- крупные |
0,80 |
|
-»- специальные |
0,75 |
|
Оборудование прессовое прочее |
0,80 |
|
Оборудование заготовительное |
0,80 |
Примечание. При достаточном обосновании в каждом конкретном случае Кзагр.ср. может быть как выше, так и ниже указанного в табл. 36.
ПРИЛОЖЕНИЕ 3
ПЕРЕЧЕНЬ МАТЕРИАЛОВ, ИСПОЛЬЗОВАННЫХ ПРИ РАЗРАБОТКЕ НОРМ.
1. ![]() Общесоюзные нормы
технологического проектирования предприятий машиностроения, приборостроения и
металлообработки. Цехи холодной листовой штамповки металла.
Общесоюзные нормы
технологического проектирования предприятий машиностроения, приборостроения и
металлообработки. Цехи холодной листовой штамповки металла.
2. СНиП 1.02.01-85 Инструкция о составе, порядке разработки, согласовании и утверждении проектно-сметной документации на строительство предприятий, зданий и сооружений.
3. ![]() Фонды времени
работы оборудования и рабочих.
Фонды времени
работы оборудования и рабочих.
4. ГОСТ 12.2.003-74* Оборудование производственное. Общие требования безопасности.
5. Международная система единиц (СИ).
6. ГОСТ 12.0.003-74* Опасные и вредные производственные факторы. Классификация.
7. СНиП 2.09.02-85 Производственные здания промышленных предприятий. Нормы проектирования.
8. РД 37.047.116-90 Отраслевой номенклатурный перечень профессий работающих, Гипроавтопром, 1990 г.
9. Правила устройства электроустановок (ПУЭ).
10. СН 245-71 Санитарные нормы проектирования промышленных предприятий.
11. СНиП II-4-79 Естественное и искусственное освещение.
12. СНиП 2.01.02-85 Противопожарные нормы проектирования зданий и сооружений.
13. ![]() Определение
категорий помещений и зданий заводов автомобильной промышленности по
взрывопожарной и пожарной опасности.
Определение
категорий помещений и зданий заводов автомобильной промышленности по
взрывопожарной и пожарной опасности.
14. ГОСТ 12.1.004-85 Пожарная безопасность. Общие требования.
15. СНиП II-12-77 Защита от шума. Нормы проектирования.
16. ГОСТ 12.1.003-83 Шум. Общие требования безопасности.
17. ГОСТ 12.4.051-87 Средства индивидуальной защиты органов слуха. Общие технические условия.
18. ГОСТ 12.1.012-90 Вибрация. Общие требования безопасности.
19. ГОСТ 12.4.002-74 Средства индивидуальной защиты рук от вибрации. Общие технические требования.
20. СНиП 2.02.05-87 Фундаменты машин с динамическими нагрузками.
21. ГОСТ 12.2.3.02-78 Охрана природы. Атмосфера.
22. ГОСТ 12.1.005-88 Воздух рабочей зоны. Общие санитарные требования.
23. СНиП 2.04.05-86 Отопление, вентиляция и кондиционирование.
24. СНиП 2.04.01-85 Внутренний водопровод и канализация зданий.
25. СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения.
26. СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
27. ![]() Нормы
технологического проектирования общезаводских складов предприятий
машиностроения, приборостроения и металлообработки.
Нормы
технологического проектирования общезаводских складов предприятий
машиностроения, приборостроения и металлообработки.
28. ГОСТ 23838-89 Здания предприятий. Параметры.
29. СНиП 1.01.01-82* Общие положения. Система нормативных документов.
СОДЕРЖАНИЕ