Министерство труда и социального развития
Российской Федерации
Управление нормативов по труду
НИИ труда социального страхования
МЕЖОТРАСЛЕВЫЕ
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА ШЛИФОВАЛЬНЫХ СТАНКАХ
(Единичное и мелкосерийное производство)
Москва, 2004
Межотраслевые укрупненные нормативы времени на работы, выполняемые на шлифовальных станках (Единичное и мелкосерийное производство) утверждены постановлением Министерства труда и социального развития Российской Федерации от 19 июня 2002 г. № 43.
Нормативы разработаны Центральным бюро нормативов по труду Министерства труда и социального развития Российской Федерации совместно с Южно-Уральским Государственным университетом Министерства образования Российской Федерации с учетом мнения Федерации Независимых профсоюзов России и Российского союза промышленников и предпринимателей.
Нормативы времени содержат карты подготовительно-заключительного времени, на обслуживание рабочего места, отдых и личные потребности, вспомогательного времени на установку и снятие деталей, неполного штучного времени на работы, выполняемые на станках: круглошлифовальных, бесцентрово-шлифовальных, внутришлифовальных, плоскошлифовальных, резьбошлифовальных, шлицешлифовальных, а также на абразивную отрезку заготовок вулканитовыми кругами, профильное шлифование на станках: плоскошлифовальных, круглошлифовальных и резьбошлифовальных, координатно-шлифовальных и на оптических профилешлифовальных.
Нормативами предусмотрена обработка серого чугуна, стали конструкционной углеродистой, легированной, нержавеющей, коррозионно-стойкой, жаропрочной, быстрорежущей, медных и алюминиевых сплавов.
В нормативы включены приложения, содержащие характеристики шлифовальных кругов и режимы резания, краткие характеристики применяемого оборудования и данные по обрабатываемости шлифованием различных марок материалов.
Нормативы времени предназначены для расчета норм времени на работы, выполняемые в условиях единичного и мелкосерийного типов производства машиностроительных и металлообрабатывающих организациях независимо от форм собственности и организационно-правовых форм.
Межотраслевые укрупненные нормативы времени на работы, выполняемые на шлифовальных станках (Единичное и мелкосерийное производство) разработаны коллективом авторов в составе: к.э.н. Н.А. Софинского, д.т.н. С.Н. Корчака, к.т.н. Г.И. Буторина, к.э.н. B.C. Суворова, Л.А. Филипповой, О.В. Комкина, И.В. Ильина, З.Д. Соколовой.
1. ОБЩАЯ ЧАСТЬ
1.1. Межотраслевые укрупненные нормативы времени разработаны для нормирования работ, выполняемых на шлифовальных станках в условиях мелкосерийного и единичного типов производства, и содержат нормативы подготовительно-заключительного времени, вспомогательного времени на установку и снятие детали, нормативы неполного штучного времени на операцию, переход, или рабочий ход в зависимости от структуры операции (одно- или многопереходная).
1.2. Нормативы предназначены для использования в основных и вспомогательных цехах машиностроительных и металлообрабатывающих предприятий в условиях единичного и мелкосерийного типов производства, характеризующихся по ГОСТ 14.004-83 коэффициентом закрепления операций (Кз.о):
для мелкосерийного производства 20 < Кз.о < 40;
для единичного производства Кз.о не регламентируется.
Значение коэффициента закрепления операций (Кз.о) рассчитывается для планового периода равным одному месяцу по следующей формуле:
![]() (1)
(1)
где О - число различных операций;
Р - число рабочих мест, на которых выполняются различные операции.
Единичный и мелкосерийный тип производства характеризуется широкой номенклатурой изделий при малом объеме их выпуска. Работа производится мелкими партиями, технологическая документация оформляется, в основном, в виде маршрутных или маршрутно-операционных карт.
При разработке технологических процессов и норм времени с плановыми органами предприятия заранее уточняются средние размеры партий деталей, запускаемых в производство для уточнения величины поправочного коэффициента на Тш в зависимости от размера партии деталей.
Классификация видов работ, охваченных нормативами, приведена на страницах 11 - 22.
1.3. Нормативная часть сборника состоит из типового комплекта нормативных карт для каждого вида обработки:
- группы обрабатываемости шлифованием различных марок материалов, а также точности и шероховатости обработки,
- подготовительно-заключительное время;
- вспомогательное время на установку и снятие детали,
- неполное штучное время по видам шлифования и доводки.
- поправочные коэффициенты на неполное штучное и штучное время в зависимости от измененных условий работы.
1.4. В сборник включен ряд приложений, содержащих справочный материал, необходимый при расчете норм: Характеристики шлифовальных кругов и режимы резания (приложения 1 - 20); Определение длины дуги, хорды, угла при профильном шлифовании (приложения 21 - 23); Краткие характеристики применяемого оборудования и др. (приложения 24 - 27).
1.5. При разработке нормативов, в качестве исходных данных были использованы следующие материалы:
- Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 3. Протяжные, шлифовальные и доводочные станки. Изд. 3-е. - М.: Изд-во НИИ труда, 1978. - 360 с.;
- Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство. - М.: Изд-во НИИ труда, 1995. - 100 с.;
- Результаты производственных фотохронометражных наблюдений;
- Паспортные данные металлорежущих станков;
- Результаты анализа трудовых процессов, рациональных методов труда и организации рабочего места;
- Техническая литература;
- Действующие ГОСТы;
- Федеральный закон от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации» (Собрание законодательства Российской Федерации, 1999, № 29, ст. 3702);
- Рекомендации по организации работы службы охраны труда в организации, утвержденные Постановлением Минтруда России от 8 февраля 2000 г., № 14.
1.6. Норма времени (Нвр) на выполнение станочной операции состоит из нормы подготовительно-заключительного времени (tп.з) и нормы штучного времени (Тш). Определяется по формуле
![]() (2)
(2)
где Тш - норма штучного времени, мин;
tп.з - подготовительно-заключительное время на партию деталей, мин;
n - число деталей в партии.
Норма штучного времени при пользовании настоящими нормативами определяется как сумма времени на установку и снятие детали и неполного штучного времени на обработку поверхности (одной или нескольких) и рассчитывается по следующим формулам:
при установке на станке одной детали -
Тш = (tв.у + tн.ш1 + tн.ш2 + ... + tн.шn) Кtш К; (3)
при установке на станке нескольких обрабатываемых деталей -
![]() (4)
(4)
где tв.у - время на установку и снятие деталей, мин;
tн.ш - неполное штучное время на обработку одной поверхности, мин;
q - количество деталей, одновременно устанавливаемых и обрабатываемых на станке;
Кtш - поправочный коэффициент на штучное время, в зависимости от размера партий обрабатываемых деталей для мелкосерийного и единичного производства;
К - поправочный коэффициент на штучное время в зависимости от числа обслуживаемых станков.
1.6.1. Нормативы подготовительно-заключительного времени содержат время на выполнение следующих работ:
- получение наряда, технологической документации;
- ознакомление с работой, чертежом и получение инструктажа;
- получение недостающих на рабочем месте инструментов и приспособлений;
- подготовку рабочего места, наладку и переналадку оборудования, инструментов и приспособлений;
- снятие инструментов и приспособлений со станка по окончании обработки партии деталей и другие подготовительно-заключительные работы.
Нормативы подготовительно-заключительного времени приведены в виде укрупненных комплексов постоянно встречающихся приемов работ, а также в виде дополнительных приемов подготовительно-заключительной работы, которые иногда могут иметь место.
В нормативах подготовительно-заключительного времени учтена также степень сложности подготовки к работе: простая, средней сложности и сложная.
При простой степени сложности подготовки к работе требуется ознакомление с чертежом и технологическим процессом, работа выполняется, без частичных переналадок. При средней степени сложности подготовки к работе требуется изучение чертежа и технологического процесса, необходим краткий инструктаж мастера о построении технологического процесса по переходам, о рекомендуемых режимах резания о простых крепежных приспособлениях, производится одна частичная переналадка оборудования в процессе обработки партии деталей. При сложной степени подготовки к работе требуется изучение чертежа и технологического процесса, необходим подробный инструктаж мастера о построении технологического процесса, обеспечивающего достижение высокой степени точности обработки и шероховатости обрабатываемой поверхности, о рекомендуемых режимах резания, сложных крепежных приспособлениях, производятся две-три частичные переналадки оборудования.
При выполнении однотипных операций по обработке конструктивно-сходных деталей подготовительно-заключительное время должно быть уменьшено по сравнению с нормативным на 30 - 50 %.
1.6.2. Нормативы вспомогательного времени на установку и снятие детали содержат время на все типовые способы установки, выверки и крепления детали. Время приведено на технологические комплексы приемов, в состав которых включены следующие основные приемы:
- установить деталь;
- выверить и закрепить ее;
- включить и выключить вращение шпинделя;
- открепить деталь;
- снять ее со станка;
- транспортировать деталь на место складирования;
- очистить приспособление от стружки.
Кроме перечисленных в состав комплексов включены также приемы:
- при работе с мостовым краном - вызвать кран, застропить и отстропить деталь.
Установка и снятие детали массой до 20 кг производятся вручную и свыше 20 кг с помощью подъемно-транспортного оборудования. В нормативах предусматривается применение двух видов подъемно-транспортного оборудования: мостового крана и подъемника при станке или группе станков. В нормативной карте приведено время на работу с мостовым краном, которое учитывает время на вызов крана в размере 1,5 мин. При работе с подъемником это время необходимо вычитать.
1.7. Нормативы неполного штучного времени включают:
- основное время;
- вспомогательное время, связанное с обработкой поверхности;
- время на обслуживание рабочего места, отдых и личные потребности.
Основное время определено в расчете не на конкретный станок, а на группу аналогичных по мощности станков.
Режимы резания (Приложения 1 - 20), используемые при расчете основного времени, установлены применительно к условиям обработки и характеристике абразивного инструмента на распространенном в единичном и мелкосерийном производстве универсальном оборудовании. При этом учитывались мощность оборудования, режущие свойства инструмента, жёсткость системы «станок - приспособление - инструмент - деталь» и другие факторы.
Приведенные в указанных Приложениях сборника режимы резания следует рассматривать как справочный материал, который можно использовать для инструктажа рабочих-станочников.
Неполное штучное время на обработку деталей в нормативах дано на каждый переход или рабочий ход в зависимости от размеров обработки, величины припуска и других факторов.
Вспомогательное время, связанное с обработкой поверхности, входящее в состав неполного штучного времени, содержит постоянно повторяющиеся приемы работы.
Наряду с повторяющимися приемами, учтены нерегулярно повторяющиеся приемы вспомогательного времени (изменение режима работы оборудования, смена инструмента, включение и выключение охлаждения и т.д.).
Для отличных от принятых при расчете нормативов технологических условий в картах неполного штучного времени приводятся поправочные коэффициенты.
В неполное штучное время включено время на обслуживание рабочего места, отдых и личные потребности, которое определялось в процентах от оперативного времени (Табл. 1.1).
Время на обслуживание рабочего места, отдых и личные потребности
|
Наименование станков |
Время в % от оперативного |
Наименование станков |
Время в % от оперативного |
|
|
Круглошлифовальные |
16 |
Профильное шлифование на станках |
Плоскошлифовальные |
10 |
|
Внутришлифовальные |
15 |
|||
|
Плоскошлифовальные |
11 - 13 |
Круглошлифовальные |
11 |
|
|
Шлицешлифовальные |
17 |
|||
|
Зубошлифовальные |
16 |
Резьбошлифовальные |
12 |
|
|
Бесцентровошлифовальные |
15 - 20 |
Координатно-шлифовальные |
15 |
|
|
Резьбошлифовальные |
17 |
Оптико-шлифовальные |
17 |
|
|
Абразивно-отрезной |
13 |
|||
В разделе 4 «Примеры расчета норм времени» приводятся примеры расчета норм времени: круглого наружного врезного шлифования диаметров и торцов; шлифования резьбы однониточным кругом по предварительно нарезанной резьбе; шлифования зубьев шестерни методом обката двумя тарельчатыми кругами. Остальные виды работ нормируются аналогично приведенным примерам.
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Перечень применяемого шлифовального оборудования приведен в приложении 27, в котором отражены основные модели универсального и специализированного шлифовального оборудования, встречающегося в металлообрабатывающих цехах машиностроительных предприятий.
В краткой технической характеристике приводятся основные данные о размерах обрабатываемых изделий, размере шлифовального круга, скорости, мощности и др.
2.2. В карте 2 приводятся поправочные коэффициенты на неполное штучное время в зависимости от срока работы станков.
2.3. По сравнению со сборником 1986 г. в настоящем издании добавлено 6 новых видов операций совместного шлифования диаметров и торцов ступенчатых валов и более 70 различных уточнений и поправок.
3. ОРГАНИЗАЦИЯ ТРУДА
3.1. За основу в нормативах приняты следующие организационно-технические условия:
- в производстве находятся одновременно несколько наименований машин, изделий, освоенных предприятием и выпускаемых мелкими сериями; для единичного типа производства величина партии деталей и степень освоения изделия производством не оговариваются;
- обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных, нормализованных и специальных приспособлений и инструментов;
- наряды на работу, технологическую документацию, а также предусмотренные технологией инструменты и приспособления получает сам рабочий;
- заготовки на рабочее место доставляются вспомогательным персоналом;
- станки, на которых обрабатываются тяжелые детали, обслуживаются мостовым краном или местным подъемником;
- обработка на станках выполняется на основании маршрутного технологического процесса, содержащего состав работ по операциям с указанием применяемого оборудования, инструментов и приспособлений и норм времени на заданный объем работы.
3.2. Расчетные справочные материалы для выбора характеристики абразивного инструмента и режимов резания, рекомендуемые для использования при инструктаже рабочих по настройке станков, даны в приложениях по типам оборудования.
3.3. В мелкосерийном и единичном производстве в большинстве случаев применяется такой метод организации, при котором технологический процесс выполняется на участках, специализированных по типам оборудования.
3.4. Основными факторами, влияющими на организацию рабочего места, являются степень детализации технологического процесса и организации производства. Они определяют операции на рабочем месте, систему обеспечения заданием, технической и другой рабочей документацией, систему обеспечения рабочего места материалами и заготовками, порядок передачи готовых деталей после данной операции на следующее рабочее место.
3.5. Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовых деталей планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски, с соблюдением правил техники безопасности и санитарной гигиены.
3.6. Освещение рабочего места должно быть достаточным и правильным. Рабочие места рекомендуется размещать таким образом, чтобы свет падал слева и спереди. При наличии местного освещения свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь.
3.7. Освещенность от комбинированной системы освещения (местное + общее) должна быть не менее 700 лк, освещенность рабочей поверхности от источника местного освещения должна быть не менее 400 лк.
3.8. На отдельных рабочих местах, как правило, не происходит разделение операций между однородными станками, а переналадка оборудования иногда производится в течение смены несколько раз. Система обслуживания инструментом в этих случаях обычно предусматривает хранение на рабочих местах постоянного набора инструмента, в который входят универсальные измерительные средства, часто используемые принадлежности и приспособления, а также вспомогательный инструмент. Специальный инструмент хранится на рабочем месте только во время пользования им.
3.9. Инструменты и приспособления должны располагаться на рабочем месте в определенном, удобном для пользования порядке.
3.10. Обслуживание рабочих мест предусматривается дежурное. Обслуживающий персонал цеха (транспортные и ремонтные рабочие, наладчики) вызывается на рабочее место по мере необходимости.
3.11. При планировке рабочего места необходимо учитывать характер выполняемых работ, габариты обрабатываемых заготовок, трудовые движения рабочего. Размещение на рабочем месте основного, вспомогательного оборудования и оргоснастки должно обеспечивать:
- подъезд средств внутрицехового и межоперационного транспорта;
- свободный доступ к зонам, требующим профилактического осмотра и ремонта;
- хороший обзор шкал и приборов, досягаемость органов управления;
- возможность организации многостаночного обслуживания.
3.12. При внедрении на предприятиях более прогрессивной, чем предусмотрено в настоящем сборнике, организации труда, технологии выполнения работ, более производительного оборудования, механизмов, оснастки и т.п., следует разрабатывать и вводить в установленном порядке местные нормативы времени, соответствующие более высокой производительности труда.
При установлении на предприятиях норм времени на основе настоящего сборника тарификация работ и профессий должна производиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих. Выпуск 2. Раздел «Механическая обработка металлов и других материалов», утвержденному постановлением Министерства труда и социального развития Российской Федерации от 15 ноября 1999 г. № 45.
3.13. Ниже приведены схемы планировок отдельных рабочих мест.
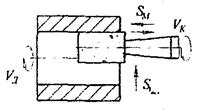
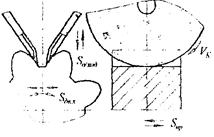
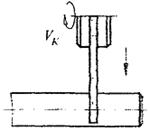
3.13.1. Рабочее место шлифовщика на круглошлифовальном станке
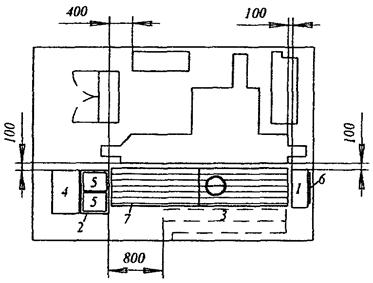
1 - столик с инструментальными ящиками; 2 - стол производственный; 3 - стеллаж елочный, столик приемный передвижной; 4 - стеллаж-подставка; 5 - тара производственная; 6 - планшет для чертежа; 7 - решетка
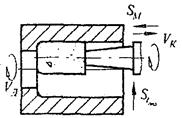
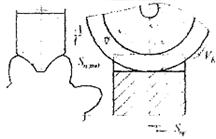
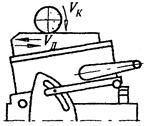
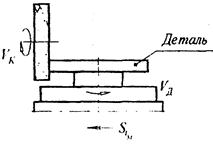
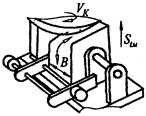
3.13.2. Рабочее место шлифовщика на плоскошлифовальном станке
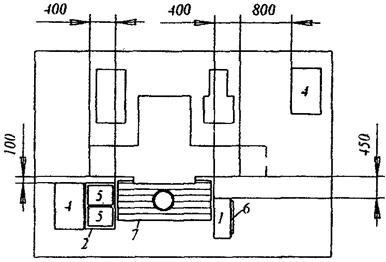
1 - столик с инструментальными ящиками; 2 - стол производственный; 4 - стеллаж-подставка; 5 - тара производственная; 6 - планшет для чертежа; 7 - решетка под ноги рабочему
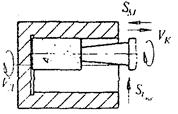
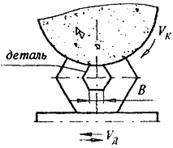
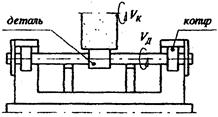
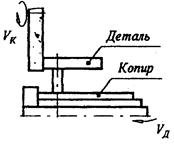
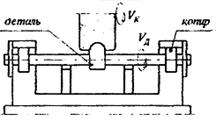
3.13.3. Рабочее место шлифовщика на зубошлифовальном станке
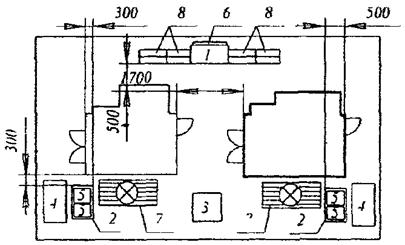
1 - столик с инструментальными ящиками; 2 - стол производственный; 3 - стеллаж елочный, столик приемный передвижной; 4 - стеллаж-подставка; 5 - тара производственная; 6 - планшет для чертежа; 7 - решетка под ноги рабочему; 8 - стеллаж для хранения оправок и сменных шестерен
Планировка рабочих мест принята в соответствии с рекомендациями работ Государственного проектно-технологического и экспериментального института «Огрстанкипром», Минский филиал.
|
Вид шлифования |
Обрабатываемая поверхность |
Рабочие поверхности круга |
Эскиз |
№ карты нормативов |
||
|
tп.з |
tв.у |
tн.ш |
||||
|
Наружное круглое шлифование с продольной подачей |
Цилиндрическая |
1 |
|
|||
|
Цилиндрическая, ограниченная галтелью или торцом с одной стороны |
1 2 |
|
||||
|
Цилиндрическая, ограниченная галтелью с двух сторон |
1 2 |
|
||||
|
Наружное круглое шлифование с радиальной подачей |
Цилиндрическая |
1 2 |
|
|||
|
Цилиндрическая, ограниченная галтелью или торцом с одной стороны |
1 2 |
|
||||
|
Цилиндрическая, ограниченная галтелью с двух сторон |
1 2 |
|
||||
|
Шлифование торцов на круглошлифовальных станках торцом круга с продольной подачей |
Торцовая |
3 |
|
|||
|
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением продольной подачей |
Торцовая |
3 |
|
|||
|
Шлифование торцов на круглошлифовальных станках торцом круга с радиальной подачей |
Торцовая |
3 |
|
|||
|
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением радиальной подачей |
Торцовая |
3 |
|
|||
|
Шлифование торцов на торцекруглошлифовалъных станках с радиальной подачей |
Торцовая |
3 |
|
|||
|
Шлифование торцов на торцекруглошлифовальных станках с продольной подачей |
Торцовая |
3 |
|
|||
|
Шлифование диаметра и торца (совместно) на торцекруглошлифовальных станках |
Торцовая |
3 |
|
|||
|
Бесцентровое шлифование с продольной подачей |
Цилиндрическая |
1 |
|
|||
|
Бесцентровое врезное шлифование |
Цилиндрическая |
1 |
|
|||
|
Шлифование отверстий на внутришлифовальных станках |
Цилиндрическая |
1 |
|
|||
|
Цилиндрическая, ограниченная галтелью или торцом с одной стороны |
|
|
||||
|
1 2 |
|
|||||
|
Торцовая |
3 |
|
||||
|
Плоское шлифование периферией круга на станках с прямоугольным столом |
Плоскость |
1 |
|
|||
|
Плоское шлифование торцом круга на станках с прямоугольным столом |
Плоскость |
3 |
|
|||
|
Плоское шлифование торцом круга на станках с круглым столом |
Плоскость |
1 |
|
|||
|
Плоское шлифование торцом круга на станках с круглым столом |
Плоскость |
3 |
|
|||
|
Резьбошлифование однониточным кругом на станках с ручной подачей |
Резьба |
3 |
|
|||
|
Шлифование ходовых винтов |
Резьба |
3 |
|
|||
|
Шлифование зубьев методом обкатки дисковым коническим кругом |
Зубья |
3 |
|
|||
|
Шлифование зубьев методом обката двумя тарельчатыми кругами |
Зубья |
3 |
|
|||
|
Шлифование зубьев методом копирования |
Зубья |
3 |
|
|||
|
Шлифование зубьев червячными кругами |
Зубья |
|
|
|||
|
Шлицешлифование |
Шлицы |
1 3 |
|
|||
|
Плоское шлифование на продольно-шлифовальных станках для направляющих |
Плоская |
- |
|
|||
|
Абразивная отрезка стальных заготовок вулканитовыми кругами |
Цилиндрическая и квадратная |
- |
|
|||
|
Профильное шлифование |
Шлифование уступов и элементов профиля «Ласточкин хвост» одной стороной профилированного круга |
2 |
|
|||
|
Шлифование периферией непрофилированного круга при установке детали в синусных приспособлениях |
1 |
|
||||
|
Шлифование многогранников |
1 |
|
||||
|
Шлифование выпуклых радиусных поверхностей торцом непрофилированного круга |
2 |
|
||||
|
Шлифование выпуклых радиусных поверхностей периферией спрофилированного круга |
1 |
|
||||
|
Шлифование криволинейных поверхностей по копиру периферией непрофилированного круга |
1 |
|
||||
|
Шлифование выпуклых криволинейных поверхностей по копиру торцом непрофилированного круга |
2 |
|
||||
|
Шлифование криволинейных поверхностей по копиру периферией профилированного круга |
1 |
|
||||
|
Шлифование криволинейных поверхностей по копиру торцом профилированного круга |
2 |
|
||||
|
Шлифование сложных профилей периферией профилированного круга |
1 |
|
||||
|
Шлифование сложных профилей периферией профилированного круга |
1 |
|
||||
|
Шлифование выпуклых и вогнутых радиусных поверхностей периферией профилированного круга |
1 |
|
||||
|
Шлифование угловых канавок профилированным кругом |
1 2 |
|
||||
|
Шлифование пазов с радиусами периферией профилированного круга |
1 |
|
||||
|
Шлифование фасок профилированным шлифовальным кругом |
2 |
|
||||
|
Шлифование криволинейных поверхностей по копиру периферией непрофилированного круга |
1 |
|
||||
|
Шлифование криволинейных поверхностей по копиру периферией профилированного круга |
1 |
|
||||
|
Шлифование выпуклых и вогнутых радиусных поверхностей периферией профилированного круга |
1 |
|
||||
|
Шлифование угловых канавок периферией профилированного круга |
1 |
|
||||
|
Шлифование сложных профильных деталей периферией профилированного круга |
1 |
|
||||
|
Шлифование прямоугольных канавок профилированным кругом |
1 |
|
||||
|
Шлифование прямых и наклонных торцовых поверхностей торцом профилированного круга |
|
|
||||
|
Шлифование сквозных отверстий |
|
|
||||
|
Шлифование глухих отверстий |
1 |
|
||||
|
Шлифование сложных контурных отверстий непрофилированным кругом |
1 |
|
||||
|
Шлифование выпуклых радиусных поверхностей периферией профилированного круга |
|
|
||||
|
Шлифование вогнутых радиусных поверхностей периферией профилированным кругом |
|
|
||||
|
Шлифование по контуру фасонного профиля на профильно-шлифовальных станках |
|
См. карту 79 |
||||



4. ПРИМЕРЫ РАСЧЕТА НОРМ ВРЕМЕНИ
|
ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ № 1 |
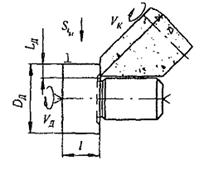
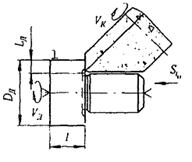
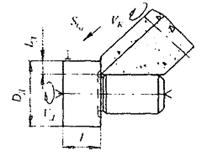
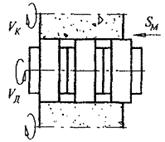
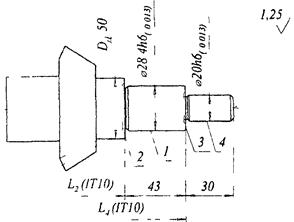
Круглое наружное шлифование диаметров с радиальной подачей (карта 7) и торцов с продольной подачей кругом с поднутрением (карта 9) |
|||
|
Исходные данные для расчета Тш |
||||
|
|
Коэффициент закрепления операций (Кз.о) |
30 |
||
|
Число деталей в партии |
20 |
|||
|
Деталь |
||||
|
Наименование |
Вертикальный валик |
|||
|
Марка материала |
Сталь 18ХНВА |
|||
|
Твердость |
HRC 22 ... 30 |
|||
|
Размер обработки L2, L4 < 100 |
Ø28,4-0,013, L2 (IT10) Ø20-0,013, L4 (IT10) |
|||
|
Станок |
Припуск на диаметры и торцы |
2ПД1 = 0,5, П2 = 0,35 2ПД3 = 0,5, П4 = 0,35 |
||
|
Наименование |
Круглошлифовальный |
Длина диаметров, длина торцов, точность расположения ступеней |
43, 30; LД2 = 11, LД4 = 2 L2 (IT10), L4 (IT10) |
|
|
Модель |
3A151 |
Способ установки детали |
В центрах с хомутиком |
|
|
Мощность электродвигателя шлифовального круга |
7,8 Квт |
Масса детали |
0,7 кг |
|
|
Срок эксплуатации |
5 лет |
Способ подвода пиноли задней бабки (с центром) |
Пневматический |
|
Расчет нормы времени
|
Расчет Тш |
Характеристика круга и режимы резания (для справок) |
||||||
|
Последовательность расчета |
Обоснование |
Принято |
Что определяется |
Обоснование |
Принято |
||
|
tн.ш1 в мин на поверхность 1 (Ø28,4h6(-0,013)) |
Карта 7, лист 1 |
1,12 |
Характеристика круга |
Приложение 1 |
24A, 14A 40 СТ1 5-6 К |
||
|
Поправочные коэффициенты на tн.ш1 в зависимости от: |
обрабатываемого материала, квалитета и шероховатости |
Карта 2 |
0,85 |
||||
|
формы поверхности и жесткости детали |
Карта 6, лист 5 |
1,2 |
|||||
|
Соотношение между толщиной стенок и диаметром (для втулок) |
1,0 |
||||||
|
Точности и жесткости станка |
Карта 3 |
1,0 |
Режимы резания |
Приложение 1, лист 2 |
Stм = 0,84 мм/мин (пов. 1) |
||
|
tн.ш1 на поверхность 1 с учетом коэффициентов |
- |
1,14 |
|||||
|
tн.ш2 на поверхность 2 (торец) для LД2 = 11 |
Карта 9 |
1,38 |
Режимы резания |
Приложение 4 |
Stм = 1,56 мм/мин (пов. 2) |
||
|
Поправочные коэффициенты на tн.ш2 в зависимости от: |
обрабатываемого материала, квалитета и шероховатости |
Карта 2 |
0,5 |
||||
|
Точности и жесткости станка |
Карта 3 |
1,0 |
|||||
|
tн.ш2 на поверхность 2 (торец) с учетом коэффициентов |
- |
0,69 |
|||||
|
tн.ш3 в мин на поверхность 3 (Ø20h6(-0,013)) |
Карта 7, лист 1 |
0,82 |
Режимы резания |
Приложение 1, лист 2 |
Stм = 1,4 мм/мин (пов. 3) |
||
|
Поправочные коэффициенты на tн.ш3 в зависимости от: |
обрабатываемого материала, квалитета и шероховатости |
Карта 2 |
0,85 |
||||
|
формы поверхности и жесткости детали |
Карта 6, лист 5 |
1,4 |
|||||
|
Соотношение между толщиной стенок и диаметром (для втулок) |
1,0 |
||||||
|
Точности и жесткости станка |
Карта 3 |
1,7 |
|||||
|
tн.ш3 на поверхность 3 с учетом коэффициентов |
- |
0,98 |
|||||
|
tн.ш4 на поверхность 4 (торец) для LД4 = 2 |
Карта 9 |
0,97 |
Режимы резания |
Приложение 4 |
Stм = 3,17 мм/мин (пов. 4) |
||
|
Поправочные коэффициенты на tн.ш4 в зависимости от: |
обрабатываемого материала, квалитета и шероховатости |
Карта 2 |
0,5 |
||||
|
Точности и жесткости станка |
Карта 3 |
1,0 |
|||||
|
tн.ш4 на поверхность 4 (торец) с учетом коэффициентов |
- |
0,49 |
|||||
|
Вспомогательное время на установку и снятие детали |
Карта 5, лист 9 |
0,42 |
|
|
|
||
|
Штучное время на деталь Тш, мин и коэффициент на Тш |
Карта 1, К = 1,07 |
(1,14 + 0,69 + 0,98 + 0,49) × 1,07 = 3,53 |
|||||
|
Подготовительно-заключительное время tп.з на одну деталь, мин |
Карта 4 |
|
|||||
|
Норма времени Т, мин |
- |
4,08 |
|||||
|
ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ № 2 |
Шлифование резьбы однониточным кругом по предварительно нарезанной резьбе |
||
|
Исходные данные для расчета Тш |
|||
|
|
Число деталей в партии |
60 шт |
|
|
Продолжительность обработки партии деталей |
0,25 смены |
||
|
Деталь |
|||
|
Наименование |
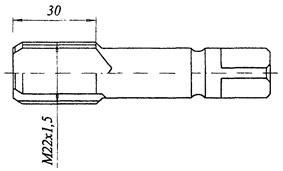
Метчик 2640-0254-Н2 ГОСТ 1604-71 |
||
|
Материал |
Сталь Р9К6 |
||
|
Станок |
Диаметр |
22 мм |
|
|
Наименование |
Резьбошлифовальный |
Шаг резьбы |
1,5 мм |
|
Модель |
MB-13 |
Длина шлифуемой резьбы |
30 мм |
|
Предел числа оборотов |
20 ... 300 об/мин |
Способ установки детали |
В центрах с хомутиком |
|
Масса детали |
До 0,5 кг |
||
Расчет нормы времени
|
Расчет Тш |
Характеристика круга и режимы резания (для справок) |
||||||
|
Последовательность расчета |
Обоснование |
Принято |
Что определяется |
Обоснование |
Принято |
||
|
tн.ш в мин без учета коэффициентов |
Карта 31, лист 1 |
5,09 |
Характеристика круга |
Приложение 16 |
25А 5-4С1 8-9 К |
||
|
Поправочные коэффициенты на tн.ш в зависимости от: |
обрабатываемого материала |
Карта 31, лист 3 |
1,2 |
||||
|
степени точности |
1,0 |
||||||
|
tн.ш с учетом коэффициентов |
- |
6,1 |
|||||
|
Время на установку и снятие детали |
Карта 30, лист 1 |
0,42 |
Режимы резания |
i |
i = 3 |
||
|
Тш, мин |
- |
6,1 + 0,42 = 6,52 |
|||||
|
Коэффициенты на Тш в зависимости от партии деталей |
Карта 1 |
0,8 |
|||||
|
Подготовительно-заключительное время на одну деталь, мин |
Карта 29 |
|
n |
n = 8 об/мин |
|||
|
Тш с учетом коэффициента |
- |
5,2 |
|||||
|
Норма времени Т, мин |
- |
5,2 + 0,62 = 5,82 |
|||||
|
ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ № 3 |
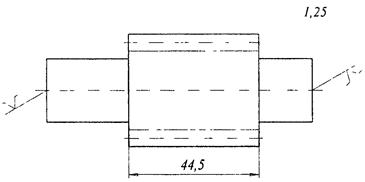
Шлифование зубьев методом обката двумя тарельчатыми кругами |
||
|
Исходные данные для расчета Тш |
|||
|
|
Размер партии и продолжительность обработки |
25 шт, 1 смена |
|
|
Деталь |
|||
|
Наименование |
Шестерня |
||
|
Марка материала |
Сталь 12Х2Н4А |
||
|
Твердость |
HRC > 58 (цементированная) |
||
|
Число зубьев |
15 |
||
|
Станок |
Величина модуля и припуска |
2,25; 0,12 |
|
|
Наименование |
Зубошлифовальный |
Длина зуба и масса детали |
44,5; 0,5 кг |
|
Модель и диаметр круга |
SS 30, до 80 мм |
Степень точности и шероховатость поверхности |
7; Ra 1,25 |
|
Мощность электродвигателя шлифовального круга |
0,3 кВт |
Способ установки детали |
В центрах с хомутиком |
Расчет нормы времени
|
Расчет Тш |
Характеристика круга и режимы резания (для справок) |
|||||||
|
Последовательность расчета |
Обоснование |
Принято |
Что определяется |
Обоснование |
Принято |
|||
|
t′н.ш в мин без учета коэффициентов |
Карта 37, лист 1 |
4,76 |
Характеристика круга |
Приложение 17 |
44А, 92А16СМ2 8-9-К |
|||
|
Поправочные коэффициенты на tн.ш в зависимости от |
обрабатываемого материала, шероховатости и степени точности |
Карта 37, лист 3 |
0,92 |
Глубина шлифования по делительной окружности, мм |
Количество проходов |
0,07 |
1 |
|
|
t′н.ш с учетом коэффициентов |
- |
4,38 |
0,02 |
1 |
||||
|
t′н.ш, мин на деталь |
t′н.ш + To (Z - 1) |
4,38 + 1,64 × 14 = 27,34 |
Подача на 1 обкат, мм |
4,7 |
1 |
|||
|
Время на установку и снятие детали tв.y, мин |
Карта 35 |
0,53 |
1 |
|||||
|
Штучное время Тш, мин |
- |
27,87 |
1,33 |
1 |
||||
|
Коэффициенты на Тш в зависимости от партии деталей |
Карта 1 |
0,85 |
Длина перебега |
35 |
||||
|
Тш с учетом коэффициентов |
- |
23,7 |
Время на деление для обработки следующего зуба, мин |
0,015 |
||||
|
Подготовительно-заключительное время на одну деталь, мин |
Карта 34 |
|
||||||
|
Норма времени Т, мин |
- |
25,06 |
Число обкатов |
200 |
||||
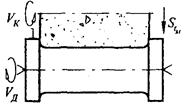
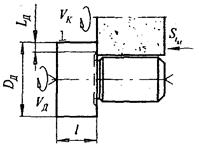
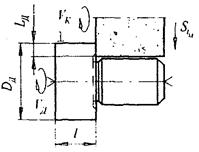
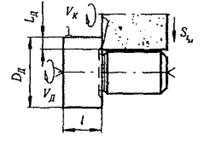
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Т - норма времени, мин;
То - основное время, мин;
Тш - штучное время, мин;
tп.з - подготовительно-заключительное время, мин;
tв.y - время на установку и снятие детали, мин;
tн.ш - неполное штучное время, мин;
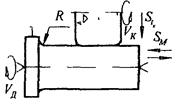
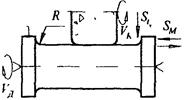
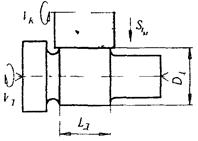
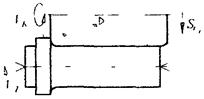
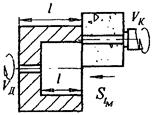
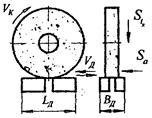
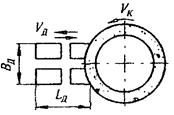
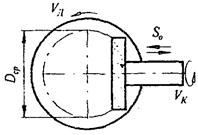
Dд - диаметр шлифования, мм;
Bд - ширина шлифования или габаритная ширина расположения шлифуемых поверхностей на столе станка, мм;
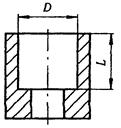
D - наибольший диаметр устанавливаемого изделия, мм;
Lд - длина шлифования или габаритная длина расположения шлифуемых поверхностей на столе станка с учетом врезания и перебега, мм;
Lс - наибольшая длина стола, мм;
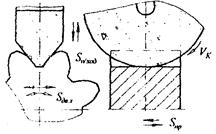
Bк - ширина шлифовального круга, радиальная ширина кольца или сегмента, мм;
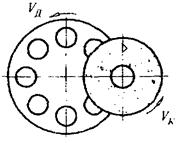
Vд - скорость вращения детали, скорость движения стола (продольная или окружная), м/мин;
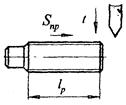
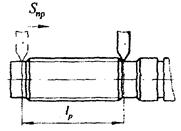
So - продольная подача, мм на один оборот детали (при наружном и внутреннем шлифовании), поперечная подача на ход стола на станках с прямоугольным столом, мм/об, мм/ход, подача на один обкат (при зубошлифовании методом обката);
S - подача на глубину на проход, мм/ход;
Sм - минутная продольная подача, мм/мин;
Stм - минутная поперечная подача, мм/мин;
Stх - поперечная подача на ход стола, мм/ход;
Sдв.х - поперечная подача на глубину на двойной ход стола (ползуна), мм/дв.ход;
Nд - частота вращения детали, мин;
I - число проходов;
П - припуск на шлифование на сторону, мм (с включением допуска на предшествующую обработку);
2П - припуск на шлифование на диаметр, мм (с включением допуска на предшествующую обработку);
q - количество одновременно обрабатываемых деталей;
Dн - наружный диаметр детали, мм;
Dв - внутренний диаметр детали, мм;
Dк - диаметр шлифовального круга, мм;
d - диаметр резьбы, мм;
Р - шаг резьбы, мм;
Bр.х - длина рабочего хода в направлении зуба, мм;
Sд.x - подача обкатки на один двойной ход штосселя (на ставках типа 5831), мм;
Z - число шлицев или зубьев (при шлицешлифовании и зубошлифовании);
Пд - допуск на сторону, отсчитанный по делительной окружности, мм;
m - модуль зуба, мм;
B - длина зуба, мм;
Do - диаметр делительной окружности зубчатого колеса, мм;
N - частота вращения детали (двойных ходов стола, штосселя), об/мин;
t - глубина шлифования по делительной окружности, мм;
tдв.х - глубина шлифования на двойной ход, мм;
Dcp - средний диаметр рабочей зоны стола, мм;
M - масса детали, кг;
L - длина детали, мм;
l - измеряемая длина, мм;
Bпр - приведенная ширина шлифования, мм;
ΣFд - суммарная площадь шлифования, мм2;
Lх - длина хода стола, мм;
N - мощность станка, кВт;
lp - длина шлифуемой резьбы, мм;
tд - толщина детали, мм;
l - длина дуги, мм.
5. НОРМАТИВНАЯ ЧАСТЬ
Карта 1. Поправочные коэффициенты на штучное время в зависимости от размера партии обрабатываемых деталей и на многостаночное обслуживание
|
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ШТУЧНОЕ ВРЕМЯ В ЗАВИСИМОСТИ ОТ РАЗМЕРА ПАРТИИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ И НА МНОГОСТАНОЧНОЕ ОБСЛУЖИВАНИЕ |
Все типы станков |
|
Карта 1 |
I. Поправочные коэффициенты на штучное время в зависимости от размера партии обрабатываемых деталей Кtш
|
№ позиции |
Штучное время, мин, до |
Количество деталей в партии, шт |
|||||||
|
1 ... 3 |
4 ... 6 |
7 ... 10 |
11 ... 15 |
16 ... 20 |
21 ... 30 |
31 ... 40 |
> 40 |
||
|
Коэффициент на штучное время Кtш |
|||||||||
|
1 |
3 |
1,4 |
1,2 |
1,10 |
1,05 |
1,0 |
0,95 |
0,90 |
0,85 |
|
2 |
15 |
1,2 |
1,10 |
1,05 |
1,0 |
0,95 |
0,90 |
0,85 |
0,80 |
|
3 |
60 |
1,10 |
1,05 |
1,0 |
0,95 |
0,90 |
0,85 |
0,80 |
0,75 |
|
4 |
300 |
1,05 |
1,0 |
0,95 |
0,90 |
0,85 |
0,80 |
0,75 |
0,7 |
|
5 |
> 300 |
1,0 |
0,95 |
0,90 |
0,85 |
0,80 |
0,75 |
0,7 |
0,65 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|
II. Поправочные коэффициенты на штучное время в зависимости от числа обслуживаемых станков К
|
№ позиции |
Число станков, обслуживаемых рабочим |
1 |
2 |
3 |
|
6 |
Коэффициент на штучное время К |
1,0 |
0,65 |
0,48 |
|
Индекс |
а |
б |
в |
|
Примечания:
1. Поправочные коэффициенты на штучное время «Ktш» следует применять при расчете норм штучного времени в процессе подготовки производства с учетом серийности работ. Тип производства характеризуется коэффициентом закрепления операций «Кз.о». Серийность работы внутри производства как фактор специализации определяется продолжительностью времени обработки одинаковых деталей на станке.
2. Продолжительность работы станка по обработке партии деталей рассчитывается с учетом трудоемкости операции и числа деталей в партии и устанавливается по согласованию с плановыми органами предприятия как средняя величина всех запусков изделий в производство в течение года.
Карта 2. Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала, квалитета и шероховатости поверхности
|
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА, КВАЛИТЕТА И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ |
Карта 2 |
||||||||||
|
Группы обрабатываемого материала (марки материала см. в Приложении 28) |
Квалитет |
||||||||||
|
5 |
6 |
7 |
8 |
9 |
грубее 9 |
||||||
|
Шероховатость поверхности Ra, мкм |
|||||||||||
|
0,63 |
1,25 |
0,63 |
1,25 |
0,63 |
1,25 |
0,63 |
1,25 |
2,5 |
> 2,5 |
||
|
Коэффициент |
|||||||||||
|
I. Стали конструкционные углеродистые, легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, а также инструментальные углеродистые |
1,5 |
1,25 |
1,2 |
1,0 |
0,95 |
0,9 |
0,85 |
0,70 |
0,60 |
0,53 |
|
|
II. Стали конструкционные, легированные хромом и никелем |
1,3 |
0,95 |
0,90 |
0,85 |
0,80 |
0,75 |
0,75 |
0,60 |
0,50 |
0,45 |
|
|
III. Стали нержавеющие, коррозионностойкие, жаропрочные |
3,0 |
2,50 |
2,40 |
2,00 |
2,00 |
1,65 |
1,60 |
1,35 |
1,10 |
0,95 |
|
|
IV. Жаропрочные никелевые сплавы и титановые сплавы |
3,45 |
2,90 |
2,75 |
2,50 |
2,50 |
1,90 |
1,80 |
1,75 |
1,45 |
1,30 |
|
|
V. Быстрорежущие стали типа Р6М5 |
5,30 |
4,50 |
4,30 |
3,50 |
3,60 |
2,95 |
2,80 |
2,35 |
1,95 |
1,70 |
|
|
VI. Быстрорежущие стали типа Р6М5К5 |
7,40 |
6,20 |
6,00 |
5,00 |
5,00 |
4,15 |
3,95 |
3,30 |
2,75 |
2,40 |
|
|
VII. Чугун и бронзы |
1,05 |
0,85 |
0,85 |
0,70 |
0,70 |
0,60 |
0,55 |
0,45 |
0,4 |
0,35 |
|
Карта 3. Поправочные коэффициенты на неполное штучное время в зависимости от жесткости и точности станков
|
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ В ЗАВИСИМОСТИ ОТ ЖЕСТКОСТИ И ТОЧНОСТИ СТАНКОВ |
Карта 3 |
||||
|
Вид шлифования |
Модель станка |
Станки, проработавшие |
|||
|
до 10 лет |
до 20 лет |
Свыше 20 лет |
|||
|
Коэффициент |
|||||
|
Кругло шлифовальные станки |
316Т; 3Б1; 3161П; 3161Т; ЗБ161; ЗБ161П; ЗА130; 313; ЗБ151; ЗЕ153, ЗМ153А; ЗА110В; ЗУ110В; ЭМ151В; ЗМ152В; ЗМ151У |
1,0 |
1,0 |
1,0 |
|
|
316, ЗБ151, ЗА151, 3153, ЗА153У, 312П, 310П, ЗМ131, ЗУ131, ЗМ132, ЗУ132В, ЗУ133, ЗУ143, У144, ЗМ173Е, ЗM162, ЗМ174, 174В, ЗМ175, ЗУ142 |
1,0 |
1,15 |
1,3 |
||
|
ЗБ15, 310, 315, ЗГ12М, ЗГ12, ЗА12, 3110, ЗБ12, ЗЕ12, ЗУ12А, ЗК12, ЗУ12УВ, ЗУ12УС |
1,15 |
1,2 |
1,3 |
||
|
Внутришлифовальные станки |
ЗА228, ЗА227В, ЗА260, ЗБ260, ЗБ260В, ВСЗ-11НЗ, ЗК228В, ЗК228А, ЗМ229В, ЗМ229А, ВСЗ-135 |
1,0 |
1,0 |
1,0 |
|
|
ЗА227, ЗБ250, ЗБ250В, ЗК227В, ЗК227Е |
1,0 |
1,1 |
1,15 |
||
|
325, 3250, ЗА225, ЗА226, ЗА229, 3240, ЗК225, 3251, ЗМ225Б, ЗМ225В, ЗМ225А, ЗК227В, К227А, ЗК227Е, ЗА225 |
1,15 |
1,2 |
1,3 |
||
|
Плоскошлифовальные станки |
3734А, 3734Т, 373, 371П, 371К, 3756, 372АМ, 3720, 3731, 3724, 30732, 3732, 39731, 375, 3510, ЗЕ711ЕВ-1, 376-2, 3763, 3772Б, ЗМ758 |
1,0 |
1,0 |
1,0 |
|
|
37727, 3772, 3742, ЗЕ740, 3701, ЗГ71, ЗБ70В |
1,0 |
1,15 |
1,3 |
||
Примечания:
1. Для бесцентровошлифовальных, резьбошлифовальных, зубошлифовальных, шлицешлифовальных и доводочных станков независимо от срока работы станка, К = 1,0.
2. В карте указаны типовые модели станков. Для моделей станков, не указанных в карте, поправочные коэффициенты на неполное штучное время устанавливаются по согласованию со службами главного механика завода.
5.1. Круглое наружное шлифование
Карта 4. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Круглошлифовальные станки |
|
Карта 4 |
I. Подготовительно-заключительное время
|
№ позиции |
Характер наладки |
Сложность подготовки к работе |
Число переходов в операции |
Наибольший диаметр устанавливаемого изделия D, мм, до |
|||||
|
400 |
600 |
800 |
400 |
600 |
800 |
||||
|
С заменой установочных приспособлений |
Без замены установочных приспособлений |
||||||||
|
Время tп.з, мин |
|||||||||
|
1 |
Без замены шлифовального круга |
Простая |
1 - 3 |
8 |
9 |
10 |
5 |
6 |
7 |
|
2 |
Средней сложности |
2 - 4 |
9 |
10 |
11 |
6 |
7 |
8 |
|
|
3 |
5 - 7 |
10 |
11 |
12 |
7 |
8 |
9 |
||
|
4 |
Сложная |
3 - 4 |
11 |
12 |
13 |
7 |
8 |
9 |
|
|
5 |
5 - 8 |
12 |
13 |
14 |
8 |
9 |
10 |
||
|
6 |
С заменой и правкой шлифовального круга |
Простая |
1 - 3 |
14 |
16 |
18 |
11 |
13 |
15 |
|
7 |
Средней сложности |
2 - 4 |
15 |
17 |
19 |
12 |
14 |
16 |
|
|
8 |
5 - 7 |
16 |
18 |
20 |
13 |
15 |
17 |
||
|
9 |
Сложная |
3 - 4 |
17 |
19 |
21 |
13 |
15 |
17 |
|
|
10 |
5 - 8 |
18 |
20 |
22 |
14 |
16 |
18 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||
II. Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплекс
|
№ позиции |
Наименование работы |
Наибольший диаметр устанавливаемого изделия D, мм, до |
|||
|
400 |
600 |
800 |
|||
|
Время tп.з, мин |
|||||
|
11 |
Установить и снять люнет |
3 |
3,5 |
4 |
|
|
12 |
Повернуть стол на угол |
3 |
4,0 |
5 |
|
|
13 |
Повернуть копировальную линейку на угол и закрепить |
- |
- |
5 |
|
|
Индекс |
а |
б |
в |
||
Карта 5. Вспомогательное время на установку и снятие детали в самоцентрирующем патроне или цанге
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ ИЛИ ЦАНГЕ |
Круглое наружное шлифование |
|||||||||||||
|
Карта 5, лист 1 |
||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Масса детали М, кг, до |
||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
||||||
|
Время tв.у, мин |
||||||||||||||
|
1 |
В патроне с креплением |
пневматическим зажимом |
0,16 |
0,19 |
0,27 |
0,32 |
0,42 |
0,53 |
- |
- |
- |
|||
|
2 |
рычагом |
0,17 |
0,23 |
0,29 |
0,37 |
0,46 |
- |
- |
- |
- |
||||
|
3 |
ключом |
без выверки |
0,26 |
0,42 |
0,63 |
0,75 |
0,97 |
1,28 |
4,9 |
5,45 |
6,15 |
|||
|
4 |
с выверкой по диаметру и торцу с точностью, мм |
0,5 |
0,64 |
0,86 |
1,14 |
1,28 |
1,5 |
1,85 |
5,45 |
6,73 |
8,93 |
|||
|
5 |
0,1 |
1,33 |
1,77 |
2,32 |
2,49 |
3,07 |
3,65 |
7,07 |
8,7 |
11,6 |
||||
|
6 |
0,05 |
1,56 |
2,15 |
2,78 |
3,01 |
3,2 |
4,4 |
8,5 |
10,4 |
13,9 |
||||
|
7 |
В патроне с поджатием задним центром без люнета |
без выверки |
0,35 |
0,47 |
0,65 |
0,74 |
0,89 |
1,1 |
- |
- |
- |
|||
|
8 |
с выверкой по диаметру с точностью 0,1 мм |
0,56 |
0,79 |
1,05 |
1,2 |
1,46 |
1,76 |
- |
- |
- |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ ИЛИ ЦАНГЕ |
Круглое наружное шлифование |
|||||||||||||||||
|
Карта 5, лист 2 |
||||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Длина детали Lд, мм, до |
Масса детали М, кг, до |
|||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
|||||||
|
Время tв.у, мин |
||||||||||||||||||
|
9 |
В патроне с поджатием задним центром |
Без люнета |
без выверки |
- |
1000 |
- |
- |
- |
|
4,5 |
4,99 |
5,8 |
6,6 |
- |
- |
- |
- |
|
|
10 |
2000 |
- |
- |
- |
- |
- |
5,57 |
6,4 |
7,4 |
8,5 |
9,7 |
11,0 |
12,8 |
|||||
|
11 |
с выверкой по диаметру, мм |
0,1 |
1000 |
- |
- |
- |
- |
5,45 |
5,9 |
6,8 |
7,8 |
- |
- |
- |
- |
|||
|
12 |
2000 |
- |
- |
- |
- |
- |
6,6 |
7,5 |
8,6 |
9,8 |
11,4 |
12,7 |
14,5 |
|||||
|
13 |
С люнетом |
без выверки |
- |
1000 |
1,09 |
1,2 |
1,41 |
1,6 |
4,9 |
53 |
6,15 |
7,07 |
- |
- |
- |
- |
||
|
14 |
2000 |
- |
- |
1,6 |
1,97 |
5,3 |
5,9 |
6,8 |
7,8 |
9,0 |
10,3 |
11,6 |
13,3 |
|||||
|
15 |
с выверкой по диаметру, мм |
0,1 |
1000 |
2,98 |
3,3 |
3,8 |
4,4 |
6,4 |
- |
- |
- |
- |
- |
- |
- |
|||
|
16 |
2000 |
- |
- |
4,5 |
5,2 |
7,4 |
8,35 |
9,8 |
11,7 |
13,8 |
16,2 |
18,9 |
22,4 |
|||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ ИЛИ ЦАНГЕ |
Круглое наружное шлифование |
|||||||||||||||
|
Карта 5, лист 3 |
||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Длина детали Lд, мм, до |
Масса детали М, кг, до |
|||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
|||||
|
Время tв.у, мин |
||||||||||||||||
|
17 |
В кулачках патрона и люнете |
без выверки |
- |
1000 |
0,86 |
1,02 |
1,3 |
1,6 |
4,06 |
4,4 |
5,2 |
- |
- |
- |
- |
- |
|
18 |
2000 |
- |
- |
1,45 |
1,8 |
4,64 |
5,2 |
6,03 |
6,96 |
8,0 |
9,3 |
10,7 |
12,2 |
|||
|
19 |
с выверкой по диаметру, мм |
0,5 |
1000 |
1,16 |
1,4 |
1,7 |
2,1 |
4,6 |
5,1 |
6,03 |
- |
- |
- |
- |
- |
|
|
20 |
2000 |
- |
- |
1,97 |
2,4 |
5,45 |
6,03 |
6,96 |
8,12 |
9,4 |
10,8 |
12,8 |
14,5 |
|||
|
21 |
0,1 |
1000 |
1,22 |
1,6 |
1,97 |
2,4 |
5,3 |
5,9 |
6,96 |
- |
- |
- |
- |
- |
||
|
22 |
2000 |
- |
- |
2,3 |
2,8 |
6,3 |
6,96 |
8,0 |
9,4 |
10,8 |
12,2 |
14,5 |
16,8 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||
Примечания:
1. При переустановке деталей вручную время по карте принимать без изменений; при переустановке деталей с применением мостового крана без выверки к табличному времени применять коэффициент К = 0,65; с выверкой с точностью 0,5 мм - К = 0,75; с выверкой с точностью до 0,1 мм - К = 0,85.
2. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ |
Круглое наружное шлифование |
||||||||||||||||||
|
Карта 5, лист 4 |
|||||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки, мм |
Длина детали Lд, мм, до |
Масса детали М, кг, до |
||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
5000 |
|||||||
|
Время 1в у, мин |
|||||||||||||||||||
|
1 |
В кулачках патрона |
С выверкой по диаметру |
0,5 |
- |
1,5 |
1,86 |
2,32 |
2,9 |
8,12 |
8,8 |
10,1 |
11,6 |
13,3 |
15,1 |
17,4 |
- |
- |
||
|
2 |
0,1 |
- |
1,86 |
2,1 |
2,7 |
3,5 |
9,86 |
11,0 |
12,8 |
13,9 |
15,1 |
16,8 |
18,6 |
- |
- |
||||
|
3 |
0,05 |
- |
2,2 |
2,5 |
3,25 |
4,2 |
11,6 |
12,8 |
14,5 |
16,2 |
17,9 |
19,7 |
22 |
- |
- |
||||
|
4 |
0,01 |
- |
2,7 |
3,01 |
3,9 |
4,98 |
13,9 |
15 |
17,4 |
19,7 |
21,4 |
23,0 |
26,7 |
- |
- |
||||
|
5 |
С выверкой по диаметру и торцу |
0,5 |
- |
2,4 |
2,78 |
3,6 |
4,64 |
12,2 |
13,9 |
15,1 |
17,4 |
19,7 |
22,0 |
24,4 |
- |
- |
|||
|
6 |
0,1 |
- |
2,9 |
3,48 |
4,4 |
5,7 |
12,8 |
14,4 |
16,2 |
17,9 |
20,8 |
23,2 |
25,5 |
- |
- |
||||
|
7 |
0,05 |
- |
3,48 |
4,2 |
5,3 |
6,7 |
15,1 |
16,8 |
19,1 |
20,8 |
24,4 |
27,8 |
30,2 |
- |
- |
||||
|
8 |
0,01 |
- |
4,2 |
4,98 |
6,4 |
8,1 |
17,9 |
20,3 |
23,3 |
25,5 |
29,0 |
33,6 |
35,9 |
- |
- |
||||
|
9 |
В патроне с поджатием задним центром |
С выверкой по диаметру |
0,5 |
1000 |
1,6 |
1,9 |
2,4 |
2,9 |
8,5 |
9,3 |
10,4 |
12,2 |
13,3 |
15,1 |
- |
- |
- |
||
|
10 |
3000 |
- |
- |
- |
- |
- |
- |
12,7 |
14,5 |
16,2 |
19,1 |
20,8 |
24,4 |
26,7 |
|||||
|
11 |
0,1 |
1000 |
1,86 |
2,2 |
2,78 |
3,48 |
10,9 |
11,6 |
13,3 |
15,1 |
17,9 |
19,7 |
- |
- |
- |
||||
|
12 |
3000 |
- |
- |
- |
- |
- |
- |
16,8 |
19,1 |
22 |
24,4 |
26,7 |
30,2 |
33,6 |
|||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ |
Круглое наружное шлифование |
|||||||||||||||||
|
Карта 5, лист 5 |
||||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки, мм |
Длина детали Lд, мм, до |
Масса детали М, кг, до |
|||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
5000 |
||||||
|
Время tв.у, мин |
||||||||||||||||||
|
13 |
В патроне с поджатием задним центром |
С выверкой по диаметру |
0,05 |
1000 |
2,32 |
2,7 |
3,4 |
4,2 |
12,7 |
13,9 |
15,9 |
17,9 |
20,8 |
23,2 |
- |
- |
- |
|
|
14 |
3000 |
- |
- |
- |
- |
- |
- |
19,7 |
22,6 |
25,5 |
29 |
31,3 |
35,9 |
39,4 |
||||
|
15 |
0,01 |
1000 |
2,8 |
3,2 |
4,1 |
4,9 |
15,1 |
16,8 |
19,1 |
21,5 |
24,9 |
27,8 |
- |
- |
- |
|||
|
16 |
3000 |
- |
- |
- |
- |
- |
- |
23,2 |
26,7 |
30 |
34,8 |
37,1 |
42,9 |
47,6 |
||||
|
17 |
В патроне с поджатием задним центром, установка детали в люнет |
0,5 |
1000 |
- |
2,32 |
2,9 |
3,48 |
10,1 |
11,0 |
14,5 |
16,2 |
179 |
- |
- |
- |
- |
||
|
18 |
3000 |
- |
- |
- |
- |
- |
- |
15,1 |
17,4 |
19,7 |
23,2 |
25,5 |
29 |
32,5 |
||||
|
19 |
0,1 |
1000 |
- |
2,7 |
3,4 |
4,2 |
12,2 |
13,9 |
16,2 |
17,9 |
21,5 |
23,8 |
- |
- |
- |
|||
|
20 |
3000 |
- |
- |
- |
- |
- |
- |
20,3 |
23,2 |
26,7 |
29 |
32,5 |
35,9 |
40,6 |
||||
|
21 |
0,05 |
1000 |
- |
3,25 |
4,06 |
4,9 |
15,1 |
16,2 |
19,1 |
21,5 |
25,5 |
27,8 |
- |
- |
- |
|||
|
22 |
3000 |
- |
- |
- |
- |
- |
- |
23,2 |
26,6 |
30,1 |
34,8 |
37,1 |
42,9 |
47,6 |
||||
|
23 |
0,01 |
1000 |
- |
3,9 |
4,9 |
6,03 |
17,9 |
20,3 |
23,2 |
25,5 |
30,2 |
33,6 |
- |
- |
- |
|||
|
24 |
3000 |
- |
- |
- |
- |
- |
- |
27,8 |
32,5 |
35,9 |
41,8 |
44,1 |
51 |
56,8 |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
|||||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ |
Круглое наружное шлифование |
|||||||||||||||||||
|
Карта 5, лист 6 |
||||||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки, мм |
Длина детали Lд, мм, до |
Масса детали М, кг, до |
|||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
5000 |
||||||||
|
Время tв.y, мин |
||||||||||||||||||||
|
25 |
В патроне с люнетом |
С выверкой по диаметру |
0,5 |
1000 |
1,8 |
2,3 |
2,9 |
3,7 |
8,8 |
9,9 |
11,6 |
13,9 |
16,2 |
49,7 |
|
|
|
|||
|
26 |
3000 |
- |
- |
- |
- |
- |
12,08 |
15,1 |
17,9 |
22 |
25,5 |
30,2 |
35,9 |
39,4 |
||||||
|
27 |
0,1 |
1000 |
2,1 |
2,5 |
3,2 |
4,2 |
9,8 |
11,4 |
13,3 |
15,6 |
18,5 |
22,6 |
- |
- |
- |
|||||
|
28 |
3000 |
- |
- |
- |
- |
- |
15,1 |
17,4 |
20,9 |
24,4 |
29 |
34,8 |
40,6 |
45,2 |
||||||
|
29 |
0,05 |
1000 |
2,5 |
3,0 |
3,9 |
4,9 |
11,6 |
13,3 |
15,6 |
18,5 |
22 |
26,7 |
- |
- |
- |
|||||
|
30 |
3000 |
- |
- |
- |
- |
- |
17,4 |
20,9 |
24,4 |
29 |
34,8 |
40,6 |
47,6 |
53,4 |
||||||
|
31 |
0,01 |
1000 |
3,0 |
3,6 |
4,7 |
5,9 |
13,9 |
16,2 |
18,5 |
22,0 |
26,7 |
32,5 |
- |
- |
- |
|||||
|
32 |
3000 |
- |
- |
- |
- |
- |
20,9 |
25,5 |
29 |
34,8 |
41,7 |
48,7 |
56,8 |
63,8 |
||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
|||||||
Примечания:
1. При переустановке деталей вручную время по карте принимать без изменений, при переустановке деталей (в пределах пролета) с применением мостового крана без выверки к табличному времени применять коэффициент К = 0,65; с выверкой с точностью до 0,5 мм - К = 0,75; с выверкой с точностью до 0,1 мм - К = 0,85; с выверкой с точностью до 0,05 мм - К = 0,95.
2. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
3. При установке деталей с применением более одного люнета на каждый люнет сверх одного добавлять 3 мин.
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА КОНЦЕВОЙ ИЛИ ЦЕНТРОВОЙ ОПРАВКЕ |
Круглое наружное шлифование |
|||||||||||
|
Карта 5, лист 7 |
||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Масса детали М, кг, до |
||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
||||
|
Время tв.у, мин |
||||||||||||
|
1 |
На концевой оправке с креплением гайкой |
с быстросъемной шайбой |
0,29 |
0,47 |
0,73 |
0,89 |
1,17 |
1,5 |
3,8 |
4,5 |
5,8 |
|
|
2 |
с простой шайбой |
0,4 |
0,66 |
1,02 |
1,25 |
1,6 |
2,2 |
4,7 |
5,7 |
7,3 |
||
|
3 |
На концевой оправке с креплением гайкой, с поджатием задним центром |
с быстросъемной шайбой |
0,57 |
0,63 |
0,89 |
1,05 |
1,4 |
1,7 |
- |
- |
- |
|
|
4 |
с простой шайбой |
0,53 |
0,79 |
1,14 |
1,3 |
1,7 |
2,1 |
- |
- |
- |
||
|
5 |
На резьбовой оправке |
без контргайки |
0,32 |
0,49 |
0,7 |
0,85 |
1,05 |
- |
- |
- |
- |
|
|
6 |
с контргайкой |
0,39 |
0,6 |
0,87 |
1,02 |
1,28 |
- |
- |
- |
- |
||
|
7 |
На концевой разжимной оправке |
центром задней бабки |
0,3 |
0,43 |
0,6 |
0,66 |
- |
- |
- |
- |
- |
|
|
8 |
болтом или гайкой |
0,35 |
0,47 |
0,65 |
0,75 |
0,92 |
1,16 |
- |
- |
- |
||
|
9 |
с гидропластом |
0,31 |
0,44 |
0,59 |
0,68 |
0,82 |
1,04 |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА КОНЦЕВОЙ ОПРАВКЕ |
Круглое наружное шлифование |
||||||||||
|
Карта 5, лист 8 |
|||||||||||
|
№ позиции |
Способ установки и крепления детали |
Масса детали М, кг, до |
|||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
|||
|
Время tв.у, мин |
|||||||||||
|
10 |
На центровой гладкой или шлицевой оправке |
при свободном надевании детали |
0,38 |
0,53 |
0,72 |
0,81 |
1,06 |
1,3 |
5,3 |
5,8 |
6,6 |
|
11 |
при тугом надевании детали |
0,64 |
0,88 |
1,14 |
1,4 |
1,7 |
2,1 |
6,4 |
6,9 |
7,8 |
|
|
12 |
На центровой оправке с креплением гайкой |
с быстросъемной шайбой |
0,59 |
0,82 |
1,1 |
1,3 |
1,57 |
2,08 |
5,9 |
6,4 |
7,5 |
|
13 |
с простой шайбой |
0,82 |
1,09 |
1,3 |
1,4 |
1,97 |
2,3 |
6,6 |
7,2 |
8,1 |
|
|
14 |
Установка на оправку каждой последующей детали |
0,16 |
0,18 |
0,22 |
0,28 |
- |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Примечания:
1. При переустановке деталей вручную время по карте принимать без изменений, при переустановке детали с применением мостового крана к табличному времени применять коэффициент К = 0,7.
2. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЦЕНТРАХ |
Круглое наружное шлифование |
||||||||||||||||||
|
Карта 5, лист 9 |
|||||||||||||||||||
|
№ позиции |
Способ установки |
Число люнетов |
Длина детали Lд, мм, до |
Масса детали М, кг, до |
|||||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
5000 |
|||||
|
Время tв.у, мин |
|||||||||||||||||||
|
1 |
С надеванием хомутика |
- |
- |
0,29 |
0,42 |
0,58 |
0,68 |
0,85 |
1,05 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
1000 |
- |
- |
- |
- |
- |
- |
- |
6,3 |
7,2 |
8,2 |
9,5 |
11,2 |
- |
- |
- |
|||
|
3 |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
8,2 |
9,5 |
10,9 |
13,9 |
15,1 |
17,4 |
- |
|||
|
4 |
3000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
11,6 |
- |
- |
- |
- |
|||
|
5 |
1 |
1000 |
0,36 |
0,52 |
0,72 |
0,86 |
1,05 |
1,4 |
6,7 |
7,5 |
8,6 |
9,8 |
11,4 |
18,6 |
- |
- |
- |
||
|
5 |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
9,8 |
11,4 |
13,3 |
15,1 |
- |
- |
- |
|||
|
7 |
3000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
13,9 |
16,2 |
18,6 |
20,8 |
- |
|||
|
8 |
Без надевания хомутика |
- |
- |
0,18 |
0,27 |
0,36 |
0,43 |
0,53 |
0,66 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
9 |
1000 |
- |
- |
- |
- |
- |
- |
- |
5,2 |
5,9 |
6,8 |
7,9 |
10,5 |
- |
- |
- |
|||
|
10 |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
6,8 |
7,9 |
9,05 |
11,6 |
12,7 |
- |
- |
|||
|
11 |
3000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,6 |
- |
- |
- |
- |
|||
|
12 |
1 |
1000 |
- |
- |
- |
- |
- |
- |
- |
6,6 |
7,1 |
8,2 |
9,6 |
- |
- |
- |
- |
||
|
13 |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
8,2 |
9,5 |
10,9 |
12,7 |
- |
- |
- |
|||
|
14 |
3000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
11,6 |
13,9 |
15,1 |
- |
- |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
||||
Примечания:
1. При переустановке детали вручную время по карте принимать без изменений; при переустановке деталей с применением мостового крана к табличному времени применять коэффициент К = 0,7.
2. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
Карта 6. Неполное штучное время. Круглое наружное шлифование с продольной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Круглое наружное шлифование с продольной подачей |
|||||||||||||||||
|
Карта 6, лист 1 |
|||||||||||||||||||
|
I. Неполное штучное время |
|||||||||||||||||||
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
||||||||||||||||
|
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
||||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||||||
|
1 |
10 |
0,2 |
0,83 |
1,12 |
1,23 |
1,46 |
1,62 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
0,3 |
1,01 |
1,20 |
1,31 |
1,55 |
1,78 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
0,5 |
1,06 |
1,28 |
1,42 |
1,70 |
1,95 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
4 |
12,5 |
0,2 |
0,93 |
1,20 |
1,30 |
1,52 |
1,76 |
1,94 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5 |
0,3 |
1,04 |
1,28 |
1,42 |
1,70 |
1,94 |
2,22 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
6 |
0,5 |
1,10 |
1,38 |
1,55 |
1,86 |
2,14 |
2,34 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
7 |
16 |
0,2 |
0,96 |
1,28 |
1,42 |
1,70 |
1,86 |
2,07 |
2,26 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
8 |
0,3 |
1,10 |
1,38 |
1,56 |
1,88 |
2,05 |
2,26 |
2,48 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
0,5 |
1,17 |
1,49 |
1,68 |
2,02 |
2,37 |
2,48 |
2,72 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
10 |
25 |
0,2 |
0,99 |
1,42 |
1,61 |
1,94 |
2,27 |
2,64 |
3,08 |
3,64 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
11 |
0,3 |
1,17 |
1,52 |
1,73 |
2,06 |
2,51 |
2,86 |
3,36 |
3,98 |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
12 |
0,5 |
1,20 |
1,63 |
1,86 |
2,23 |
2,65 |
3,10 |
3,63 |
4,24 |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
|||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Круглое наружное шлифование с продольной подачей |
|||||||||||||||||
|
Карта 6, лист 2 |
||||||||||||||||||
|
I. Неполное штучное время |
||||||||||||||||||
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||||||||||
|
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||||||||||
|
13 |
32 |
0,2 |
1,44 |
1,76 |
1,92 |
2,33 |
2,71 |
3,15 |
3,95 |
4,68 |
5,64 |
6,58 |
8,21 |
10,0 |
12,1 |
- |
- |
- |
|
14 |
0,3 |
1,50 |
1,86 |
2,10 |
2,46 |
2,88 |
3,38 |
4,28 |
5,04 |
5,94 |
7,19 |
9,06 |
10,5 |
13,4 |
- |
- |
- |
|
|
15 |
0,5 |
1,57 |
1,97 |
2,22 |
2,64 |
3,10 |
3,65 |
4,58 |
5,47 |
6,53 |
7,86 |
9,82 |
12,1 |
14,7 |
- |
- |
- |
|
|
16 |
40 |
0,2 |
1,52 |
1,86 |
2,10 |
2,46 |
2,89 |
3,38 |
4,22 |
5,04 |
5,96 |
7,17 |
9,09 |
11,0 |
13,4 |
- |
- |
- |
|
17 |
0,3 |
1,55 |
1,97 |
2,21 |
2,50 |
3,17 |
3,66 |
4,58 |
5,34 |
6,58 |
7,9 |
10,0 |
12,2 |
14,9 |
- |
- |
- |
|
|
18 |
0,5 |
1,65 |
2,10 |
2,37 |
2,84 |
3,38 |
3,95 |
4,97 |
6,08 |
7,16 |
8,64 |
10,9 |
13,4 |
16,3 |
- |
- |
- |
|
|
19 |
50 |
0,2 |
1,56 |
1,97 |
2,22 |
2,69 |
3,15 |
3,66 |
4,61 |
5,54 |
6,61 |
7,94 |
9,84 |
12,3 |
14,9 |
18,6 |
23,2 |
28,6 |
|
20 |
0,3 |
1,66 |
2,11 |
2,4 |
2,88 |
3,41 |
4,0 |
5,02 |
5,9 |
6,77 |
8,77 |
11,0 |
13,6 |
16,6 |
22,6 |
25,9 |
32,2 |
|
|
21 |
0,5 |
1,74 |
2,24 |
2,58 |
3,09 |
3,68 |
4,34 |
5,44 |
6,61 |
7,94 |
9,58 |
12,1 |
14,9 |
18,2 |
23,7 |
28,6 |
35,5 |
|
|
22 |
63 |
0,3 |
2,09 |
2,59 |
3,0 |
3,45 |
4,05 |
4,17 |
5,96 |
6,94 |
8,42 |
10,0 |
12,6 |
15,4 |
18,9 |
23,4 |
29,0 |
35,8 |
|
23 |
0,5 |
2,19 |
2,75 |
3,10 |
3,70 |
4,34 |
5,08 |
6,42 |
7,70 |
9,22 |
11,0 |
13,8 |
17,0 |
20,3 |
25,6 |
32,2 |
39,7 |
|
|
24 |
0,7 |
2,29 |
2,86 |
3,28 |
3,93 |
4,62 |
5,44 |
7,02 |
8,26 |
9,90 |
11,9 |
16,0 |
18,4 |
22,6 |
28,0 |
35,0 |
43,4 |
|
|
25 |
80 |
0,3 |
2,22 |
2,77 |
3,14 |
3,71 |
4,36 |
5,04 |
6,15 |
7,79 |
9,29 |
11,2 |
14,0 |
17,1 |
21,0 |
26,0 |
32,6 |
40,3 |
|
26 |
0,5 |
2,34 |
2,93 |
3,36 |
4,01 |
4,78 |
5,57 |
7,02 |
8,46 |
10,0 |
12,2 |
15,3 |
18,9 |
23,0 |
28,6 |
36,0 |
44,5 |
|
|
27 |
0,7 |
2,42 |
3,09 |
3,54 |
4,27 |
5,06 |
5,95 |
7,54 |
9,14 |
10,9 |
13,2 |
16,6 |
20,5 |
25,0 |
31,3 |
39,3 |
48,6 |
|
|
28 |
100 |
0,3 |
2,30 |
2,93 |
3,41 |
3,58 |
4,85 |
5,15 |
6,94 |
8,45 |
10,1 |
12,0 |
15,2 |
18,9 |
22,9 |
28,7 |
36,0 |
44,5 |
|
29 |
0,5 |
2,42 |
3,1 |
3,58 |
4,28 |
5,10 |
6,02 |
7,39 |
9,18 |
11,0 |
13,3 |
16,8 |
20,6 |
25,0 |
31,0 |
39,5 |
49,2 |
|
|
30 |
0,7 |
2,53 |
3,28 |
3,81 |
4,57 |
5,51 |
6,46 |
8,15 |
9,9 |
11,9 |
16,2 |
18,2 |
22,6 |
27,3 |
36,0 |
45,9 |
53,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Круглое наружное шлифование с продольной подачей |
|||||||||||||||||
|
Карта 6, лист 3 |
||||||||||||||||||
|
I. Неполное штучное время |
||||||||||||||||||
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||||||||||
|
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||||||||||
|
31 |
125 |
0,3 |
3,0 |
3,63 |
4,16 |
4,18 |
5,62 |
6,85 |
8,33 |
9,95 |
11,8 |
14,1 |
154 |
21,9 |
25,6 |
32,6 |
36,9 |
45,3 |
|
32 |
0,5 |
3,22 |
3,76 |
4,34 |
5,14 |
6,04 |
7,1 |
8,99 |
10,7 |
12,8 |
15,4 |
17,8 |
22,4 |
29,0 |
36,0 |
45,1 |
54,7 |
|
|
33 |
0,7 |
3,32 |
3,9 |
4,59 |
5,44 |
6,43 |
7,6 |
9,56 |
11,6 |
13,8 |
16,6 |
20,3 |
23,2 |
31,8 |
38,9 |
47,0 |
55,7 |
|
|
34 |
160 |
0,5 |
3,34 |
3,95 |
4,65 |
5,69 |
6,50 |
7,71 |
9,76 |
11,8 |
14,1 |
16,9 |
21,4 |
26,4 |
32,0 |
40,0 |
50,0 |
62,0 |
|
35 |
0,7 |
3,45 |
4,2 |
4,94 |
5,87 |
6,99 |
8,26 |
10,6 |
12,8 |
15,3 |
18,4 |
22,4 |
28,8 |
34,2 |
43,7 |
55,0 |
68,0 |
|
|
36 |
1,0 |
3,6 |
4,5 |
5,38 |
6,43 |
7,55 |
9,12 |
11,6 |
14,4 |
17,1 |
20,5 |
25,1 |
31,0 |
38,5 |
49,3 |
62,0 |
76,8 |
|
|
37 |
200 |
0,5 |
3,46 |
4,16 |
4,99 |
5,92 |
7,06 |
8,35 |
10,6 |
12,8 |
15,4 |
18,6 |
23,5 |
29,0 |
35,4 |
44,4 |
56,0 |
67,8 |
|
38 |
0,7 |
3,56 |
4,5 |
5,7 |
6,32 |
7,55 |
8,99 |
11,4 |
14,3 |
16,6 |
20,3 |
26,0 |
30,7 |
37,6 |
48,5 |
61,3 |
75,7 |
|
|
39 |
1,0 |
3,73 |
5,1 |
5,81 |
6,93 |
8,34 |
9,79 |
12,6 |
15,4 |
18,4 |
21,7 |
27,6 |
34,6 |
41,0 |
54,7 |
69,0 |
85,8 |
|
|
40 |
250 |
0,5 |
3,58 |
5,33 |
6,0 |
7,23 |
8,5 |
9,98 |
12,5 |
15,1 |
18,1 |
21,8 |
27,2 |
33,4 |
40,8 |
50,4 |
62,1 |
78,08 |
|
41 |
0,7 |
4,4 |
5,6 |
6,4 |
7,7 |
9,1 |
10,7 |
13,4 |
16,3 |
19,5 |
23,4 |
29,6 |
36,5 |
44,5 |
53,4 |
69,3 |
5,6 |
|
|
42 |
1,0 |
4,67 |
6,0 |
6,96 |
8,37 |
9,97 |
11,7 |
14,8 |
17,8 |
21,8 |
25,1 |
32,9 |
40,2 |
48,2 |
61,9 |
78,2 |
96,6 |
|
|
43 |
320 |
0,5 |
4,45 |
5,68 |
6,53 |
7,8 |
9,26 |
10,9 |
13,7 |
16,4 |
19,8 |
24,2 |
30,2 |
35,7 |
45,4 |
56,3 |
70,9 |
87,5 |
|
44 |
0,7 |
4,64 |
6,0 |
6,93 |
8,32 |
9,9 |
11,7 |
14,7 |
17,9 |
21,6 |
26,2 |
32,8 |
40,5 |
49,4 |
61,6 |
75,8 |
96,0 |
|
|
45 |
1,0 |
4,96 |
6,56 |
7,55 |
9,1 |
10,9 |
13,0 |
16,3 |
19,5 |
23,8 |
29,1 |
36,3 |
45,4 |
55,7 |
69,4 |
87,5 |
108,5 |
|
|
46 |
400 |
0,5 |
4,99 |
6,34 |
7,3 |
8,5 |
10,0 |
12,0 |
15,0 |
18,4 |
20,6 |
26,7 |
33,4 |
41,3 |
50,9 |
62,4 |
78,9 |
102 |
|
47 |
0,7 |
5,12 |
6,72 |
7,76 |
9,09 |
10,9 |
13,0 |
16,2 |
19,8 |
22,1 |
28,6 |
36,3 |
45,1 |
54,2 |
68,2 |
86,9 |
107 |
|
|
48 |
1,0 |
5,38 |
7,47 |
8,46 |
9,95 |
12,0 |
14,2 |
17,9 |
22,0 |
25,7 |
32,5 |
40,8 |
50,6 |
62,2 |
76,9 |
97,3 |
121 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Круглое наружное шлифование с продольной подачей |
||||||||||||||||||
|
Карта 6, лист 4 |
|||||||||||||||||||
|
I. Неполное штучное время |
|||||||||||||||||||
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
||||||||||||||||
|
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
600 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
||||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||||||
|
49 |
500 |
0,5 |
5,3 |
6,77 |
7,98 |
9,33 |
11,2 |
13,3 |
16,6 |
20,3 |
24,6 |
29,9 |
37,4 |
46,2 |
57,3 |
84,6 |
107,0 |
133 |
|
|
50 |
0,7 |
5,6 |
7,02 |
8,5 |
9,98 |
12,0 |
14,4 |
17,9 |
22,1 |
26,7 |
32,5 |
40,8 |
50,9 |
62,1 |
93,1 |
117,8 |
146 |
||
|
51 |
1,0 |
5,98 |
7,84 |
9,28 |
10,9 |
13,3 |
16,0 |
20,0 |
24,6 |
29,9 |
36,6 |
45,9 |
57,1 |
70,4 |
102,4 |
129,6 |
160 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
|||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Круглое наружное шлифование с продольной подачей |
|
Карта 6, лист 5 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы, в зависимости от:
1. Формы поверхности, ширины круга и жесткости детали
|
Жесткость детали (отношение Lд / Dд) |
Ширина круга Bк, мм, до |
Шлифуемая поверхность |
||||
|
цилиндрическая |
прерывистая (шлицевая) |
с галтелью |
с торцом |
|||
|
с одной стороны |
с двух сторон |
|||||
|
Коэффициент |
||||||
|
£ 10 |
40 |
1,15 |
0,90 |
1,25 |
1,40 |
1,40 |
|
50 |
1,00 |
0,80 |
1,10 |
1,20 |
1,20 |
|
|
63 |
0,85 |
0,70 |
0,95 |
1,05 |
1,05 |
|
|
75 |
0,70 |
0,55 |
0,75 |
0,85 |
0,85 |
|
|
> 10 |
40 |
1,50 |
1,20 |
1,60 |
1,80 |
1,80 |
|
50 |
1,30 |
1,05 |
1,40 |
1,55 |
1,55 |
|
|
63 |
1,10 |
0,90 |
1,20 |
1,30 |
1,30 |
|
|
75 |
0,90 |
0,75 |
1,00 |
1,10 |
1,10 |
|
2. Обрабатываемого материала, квалитета и шероховатости (см. карту 2).
3. Точности и жесткости станка (см. карту 3).
4. Партии деталей (см. карту 1).
Карта 7. Неполное штучное время. Круглое наружное врезное шлифование
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Круглое наружное врезное шлифование |
|
Карта 7, лист 1 |
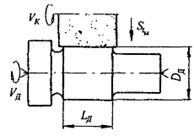
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
||||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
150 |
||||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
1 |
10 |
0,15 |
0,48 |
0,53 |
0,56 |
0,61 |
- |
- |
- |
- |
|
|
2 |
0,30 |
0,53 |
0,59 |
0,62 |
0,68 |
- |
- |
- |
- |
||
|
3 |
0,50 |
0,59 |
0,66 |
0,69 |
0,75 |
- |
- |
- |
- |
||
|
4 |
12,5 |
0,15 |
0,53 |
0,59 |
0,62 |
0,67 |
0,72 |
- |
- |
- |
|
|
5 |
0,30 |
0,59 |
0,66 |
0,69 |
0,75 |
0,80 |
- |
- |
- |
||
|
6 |
0,50 |
0,66 |
0,74 |
0,77 |
0,83 |
0,88 |
- |
- |
- |
||
|
7 |
16 |
0,15 |
0,59 |
0,66 |
0,69 |
0,75 |
0,80 |
0,85 |
- |
- |
|
|
8 |
0,30 |
0,66 |
0,74 |
0,77 |
0,83 |
0,88 |
0,94 |
- |
- |
||
|
9 |
0,50 |
0,72 |
0,82 |
0,86 |
0,93 |
0,99 |
1,06 |
- |
- |
||
|
10 |
20 |
0,15 |
0,68 |
0,72 |
0,75 |
0,80 |
0,83 |
0,89 |
0,98 |
1,04 |
|
|
11 |
0,30 |
0,77 |
0,82 |
0,86 |
0,91 |
0,96 |
1,02 |
1,17 |
1,25 |
||
|
12 |
0,50 |
0,82 |
0,91 |
0,96 |
1,04 |
1,10 |
1,18 |
1,33 |
1,44 |
||
|
13 |
25 |
0,15 |
0,74 |
0,77 |
0,82 |
0,86 |
0,90 |
0,92 |
1,04 |
1,10 |
|
|
14 |
0,30 |
0,85 |
0,88 |
0,91 |
0,98 |
1,06 |
1,09 |
1,22 |
1,33 |
||
|
15 |
0,50 |
0,93 |
0,98 |
1,04 |
1,12 |
1,22 |
1,26 |
1,41 |
1,54 |
||
|
16 |
0,70 |
0,96 |
1,04 |
1,10 |
1,17 |
1,28 |
1,33 |
1,51 |
1,63 |
||
|
17 |
32 |
0,15 |
0,83 |
0,86 |
0,90 |
0,96 |
0,98 |
1,06 |
1,18 |
1,26 |
|
|
18 |
0,30 |
0,93 |
0,96 |
1,02 |
1,09 |
1,15 |
1,25 |
1,39 |
1,50 |
||
|
19 |
0,50 |
1,02 |
1,09 |
1,12 |
1,25 |
1,33 |
1,46 |
1,62 |
1,74 |
||
|
20 |
0,70 |
1,07 |
1,20 |
1,24 |
1,31 |
1,41 |
1,54 |
1,71 |
1,87 |
||
|
21 |
40 |
0,15 |
0,98 |
1,02 |
1,06 |
1,15 |
1,18 |
1,36 |
1,42 |
1,52 |
|
|
22 |
0,30 |
1,10 |
1,14 |
1,18 |
1,31 |
1,39 |
1,57 |
1,66 |
1,72 |
||
|
23 |
0,50 |
1,20 |
1,28 |
1,34 |
1,49 |
1,58 |
1,79 |
1,92 |
2,06 |
||
|
24 |
0,70 |
1,26 |
1,33 |
1,42 |
1,55 |
1,68 |
1,89 |
2,03 |
2,19 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Круглое наружное врезное шлифование |
|
Карта 7, лист 2 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
150 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||
|
25 |
50 |
0,15 |
1,02 |
1,06 |
1,09 |
1,18 |
1,25 |
1,41 |
1,50 |
1,57 |
|
26 |
0,30 |
1,14 |
1,18 |
1,26 |
1,38 |
1,46 |
1,65 |
1,76 |
1,87 |
|
|
27 |
0,50 |
1,26 |
2,33 |
1,41 |
1,55 |
1,66 |
3,92 |
2,03 |
2,19 |
|
|
28 |
0,70 |
1,33 |
1,39 |
1,49 |
1,57 |
1,78 |
2,0 |
2,14 |
2,34 |
|
|
29 |
1,0 |
1,38 |
1,49 |
1,57 |
1,76 |
1,89 |
2,14 |
2,34 |
2,54 |
|
|
30 |
63 |
0,15 |
1,42 |
1,49 |
1,51 |
1,63 |
1,68 |
1,82 |
1,97 |
2,06 |
|
31 |
0,30 |
1,57 |
1,62 |
1,70 |
1,84 |
1,92 |
2,10 |
2,27 |
2,42 |
|
|
32 |
0,50 |
1,71 |
1,79 |
1,89 |
2,05 |
2,16 |
2,37 |
2,58 |
2,77 |
|
|
33 |
0,70 |
1,76 |
1,84 |
1,95 |
2,14 |
2,27 |
2,50 |
2,70 |
2,93 |
|
|
34 |
1,0 |
1,84 |
1,95 |
2,06 |
2,26 |
2,42 |
2,85 |
2,91 |
3,14 |
|
|
35 |
80 |
0,15 |
1,46 |
1,50 |
1,55 |
1,68 |
1,74 |
1,90 |
2,06 |
2,16 |
|
36 |
0,30 |
1,6 |
1,62 |
1,68 |
1,74 |
2,0 |
2,22 |
2,38 |
2,58 |
|
|
37 |
0,50 |
1,76 |
1,86 |
1,97 |
2,16 |
2,27 |
2,51 |
2,74 |
2,93 |
|
|
38 |
0,70 |
1,84 |
1,94 |
2,03 |
2,24 |
2,42 |
2,64 |
2,90 |
3,12 |
|
|
39 |
1,0 |
1,92 |
2,03 |
2,18 |
2,40 |
2,56 |
3,04 |
3,10 |
3,34 |
|
|
40 |
100 |
0,30 |
1,65 |
1,74 |
1,82 |
1,98 |
2,13 |
2,50 |
2,51 |
2,71 |
|
41 |
0,50 |
1,84 |
1,94 |
2,05 |
2,26 |
2,42 |
2,64 |
2,88 |
3,13 |
|
|
42 |
0,70 |
1,92 |
2,03 |
2,16 |
2,38 |
2,58 |
2,80 |
3,07 |
3,37 |
|
|
43 |
1,0 |
2,0 |
2,14 |
2,3 |
2,53 |
2,70 |
2,99 |
3,31 |
3,63 |
|
|
44 |
125 |
0,30 |
2,16 |
2,26 |
2,37 |
2,54 |
2,69 |
2,90 |
3,12 |
3,34 |
|
45 |
0,50 |
2,37 |
2,50 |
2,61 |
2,86 |
3,0 |
3,07 |
3,55 |
3,79 |
|
|
46 |
0,70 |
2,46 |
2,58 |
2,72 |
2,98 |
3,18 |
3,46 |
3,71 |
4,06 |
|
|
47 |
1,0 |
2,54 |
2,70 |
2,86 |
3,15 |
3,34 |
3,70 |
4,03 |
4,37 |
|
|
48 |
160 |
0,30 |
2,26 |
2,35 |
2,46 |
2,64 |
2,82 |
3,14 |
3,31 |
3,58 |
|
49 |
0,50 |
2,46 |
2,61 |
2,74 |
3,02 |
3,17 |
3,50 |
3,79 |
4,11 |
|
|
50 |
0,70 |
2,58 |
2,70 |
2,86 |
3,17 |
3,36 |
3,66 |
3,89 |
4,35 |
|
|
51 |
1,0 |
2,67 |
2,83 |
3,04 |
3,31 |
3,57 |
3,94 |
4,3 |
4,72 |
|
|
52 |
200 |
0,30 |
2,35 |
2,45 |
2,58 |
2,77 |
2,96 |
3,23 |
3,49 |
3,81 |
|
53 |
0,50 |
2,58 |
2,77 |
2,91 |
3,22 |
3,38 |
3,73 |
3,98 |
4,37 |
|
|
54 |
0,70 |
2,72 |
2,86 |
3,02 |
3,39 |
3,6 |
3,9 |
4,34 |
4,63 |
|
|
55 |
1,0 |
2,83 |
3,02 |
3,22 |
3,55 |
3,86 |
4,22 |
4,66 |
5,02 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Круглое наружное врезное шлифование |
|
Карта 7, лист 3 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
150 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||
|
56 |
250 |
0,50 |
3,2 |
3,39 |
3,56 |
3,99 |
4,11 |
4,38 |
4,77 |
5,25 |
|
57 |
0,70 |
3,36 |
3,52 |
3,73 |
4,10 |
4,38 |
4,66 |
5,10 |
5,54 |
|
|
58 |
1,0 |
3,50 |
3,71 |
3,94 |
4,30 |
4,62 |
5,02 |
5,46 |
5,95 |
|
|
59 |
320 |
0,50 |
3,33 |
3,54 |
3,73 |
4,11 |
4,34 |
4,66 |
5,09 |
5,65 |
|
60 |
0,70 |
3,36 |
3,68 |
3,94 |
4,34 |
4,66 |
4,85 |
5,49 |
5,97 |
|
|
61 |
1,0 |
3,66 |
3,90 |
4,14 |
4,58 |
4,91 |
5,25 |
5,98 |
6,47 |
|
|
62 |
420 |
0,50 |
3,47 |
3,71 |
3,94 |
4,34 |
4,58 |
4,93 |
5,42 |
6,03 |
|
63 |
0,70 |
3,53 |
3,87 |
3,75 |
4,58 |
4,93 |
5,15 |
5,86 |
6,4 |
|
|
64 |
1,0 |
3,86 |
4,11 |
4,37 |
4,88 |
5,25 |
5,58 |
6,43 |
6,94 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Формы поверхности и жесткости детали
|
Жесткость детали (отношение Lд/Dд) |
Шлифуемая поверхность |
||||
|
свободная |
прерывистая (шлицевая) |
с галтелью |
с торцом |
||
|
с одной стороны |
с двух сторон |
||||
|
£ 7 |
1,0 |
0,8 |
1,1 |
1,2 |
1,2 |
|
> 7 |
1,3 |
1,05 |
1,4 |
1,55 |
1,55 |
2. Обрабатываемого материала, квалитета и шероховатости (см. карту 2).
3 Точности и жесткости станка (см. карту 3).
4. Партии деталей (см. карту 1).
Карта 8. Неполное штучное время. Шлифование торцов на круглошлифовальных станках торцом круга с продольной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование торцов на круглошлифовальных станках торцом круга с продольной подачей |
|
Карта 8 |
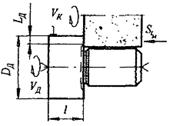
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
|||||||||||
|
32 |
50 |
80 |
125 |
200 |
||||||||||
|
Припуск на сторону П, мм, до |
||||||||||||||
|
0,17 |
0,35 |
0,17 |
0,35 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
|||||
|
Неполное штучное время tн.ш, мин |
||||||||||||||
|
1 |
6,3 |
100 |
1,17 |
1,21 |
1,25 |
1,30 |
1,36 |
1,41 |
1,43 |
1,50 |
1,54 |
1,64 |
||
|
2 |
200 |
1,54 |
1,56 |
1,60 |
1,65 |
1,71 |
1,74 |
1,79 |
1,83 |
1,88 |
1,97 |
|||
|
3 |
500 |
1,89 |
1,96 |
2,04 |
2,10 |
2,18 |
2,25 |
2,35 |
2,42 |
2,56 |
2,70 |
|||
|
4 |
8 |
100 |
1,18 |
1,23 |
1,28 |
1,33 |
1,40 |
1,46 |
1,50 |
1,55 |
1,60 |
1,72 |
||
|
5 |
200 |
1,55 |
1,58 |
1,64 |
1,67 |
1,73 |
1,78 |
1,80 |
1,88 |
1,93 |
2,05 |
|||
|
6 |
500 |
2,10 |
2,18 |
2,24 |
2,30 |
2,35 |
2,40 |
2,50 |
2,60 |
2,70 |
2,80 |
|||
|
7 |
10 |
100 |
1,45 |
1,50 |
1,59 |
1,62 |
1,70 |
1,76 |
1,80 |
1,85 |
1,92 |
2,04 |
||
|
8 |
200 |
1,57 |
1,60 |
1,67 |
1,71 |
1,77 |
1,84 |
1,86 |
1,95 |
2,02 |
2,15 |
|||
|
9 |
500 |
2,33 |
2,40 |
2,46 |
2,53 |
2,59 |
2,64 |
2,75 |
2,86 |
2,97 |
3,08 |
|||
|
10 |
16 |
100 |
- |
- |
1,67 |
1,72 |
1,80 |
1,91 |
2,03 |
2,15 |
2,21 |
2,35 |
||
|
11 |
200 |
- |
- |
1,71 |
1,80 |
1,85 |
1,97 |
2,10 |
2,21 |
2,39 |
2,58 |
|||
|
12 |
500 |
- |
- |
2,69 |
2,78 |
2,85 |
2,93 |
3,03 |
3,15 |
3,27 |
3,39 |
|||
|
13 |
25 |
100 |
- |
- |
- |
- |
1,88 |
2,03 |
2,10 |
2,29 |
2,43 |
2,67 |
||
|
14 |
200 |
- |
- |
- |
- |
1,92 |
2,10 |
2,18 |
2,36 |
2,61 |
2,85 |
|||
|
15 |
500 |
- |
- |
- |
- |
3,13 |
3,25 |
3,33 |
3,46 |
3,59 |
3,73 |
|||
|
16 |
40 |
100 |
- |
- |
- |
- |
- |
- |
2,23 |
2,5 |
2,59 |
2,84 |
||
|
17 |
200 |
- |
- |
- |
- |
- |
- |
2,26 |
2,61 |
2,79 |
3,07 |
|||
|
18 |
500 |
- |
- |
- |
- |
- |
- |
3,57 |
3,61 |
3,95 |
4,1 |
|||
|
19 |
50 |
100 |
- |
- |
- |
- |
- |
- |
2,37 |
2,62 |
2,80 |
3,10 |
||
|
20 |
200 |
- |
- |
- |
- |
- |
- |
2,47 |
2,77 |
2,96 |
3,61 |
|||
|
21 |
500 |
- |
- |
- |
- |
- |
- |
3,77 |
3,97 |
4,35 |
4,5 |
|||
|
22 |
63 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
2,97 |
3,65 |
||
|
23 |
200 |
- |
- |
- |
- |
- |
- |
- |
- |
3,14 |
4,06 |
|||
|
24 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
4,78 |
4,96 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
II. Поправочные коэффициенты на неполное штучное время для низменных условий работы в зависимости от:
1. Обрабатываемого материала точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карт 1).
Карта 9. Неполное штучное время. Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением продольной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением продольной подачей |
|
Карта 9 |
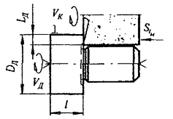
I. Неполное штучное время
|
№ позиции |
Длина шлифования Dд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
|||||||||
|
32 |
50 |
80 |
125 |
200 |
||||||||
|
Припуск на сторону П, мм, до |
||||||||||||
|
0,17 |
0,35 |
0,17 |
0,35 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||||
|
1 |
6,3 |
100 |
0,94 |
0,97 |
1,00 |
1,04 |
1,09 |
1,13 |
1,14 |
1,20 |
1,23 |
1,31 |
|
2 |
200 |
1,23 |
1,25 |
1,28 |
1,32 |
1,37 |
1,39 |
1,43 |
1,46 |
1,50 |
1,58 |
|
|
3 |
500 |
1,51 |
1,57 |
1,63 |
1,68 |
1,74 |
1,80 |
1,88 |
1,94 |
2,05 |
2,16 |
|
|
4 |
8 |
100 |
0,94 |
0,98 |
1,02 |
1,06 |
1,12 |
1,17 |
1,20 |
1,24 |
1,28 |
1,38 |
|
5 |
200 |
1,24 |
1,26 |
1,31 |
1,34 |
1,38 |
1,42 |
1,44 |
1,50 |
1,54 |
1,64 |
|
|
6 |
500 |
1,68 |
1,74 |
1,79 |
1,84 |
1,88 |
1,92 |
2,00 |
2,08 |
2,16 |
2,24 |
|
|
7 |
10 |
100 |
1,16 |
1,20 |
1,27 |
1,30 |
1,36 |
1,41 |
1,44 |
1,48 |
1,54 |
1,63 |
|
8 |
200 |
1,26 |
1,28 |
1,34 |
1,37 |
1,42 |
1,47 |
1,49 |
1,56 |
1,62 |
1,72 |
|
|
9 |
500 |
1,86 |
1,92 |
1,97 |
2,02 |
2,07 |
2,11 |
2,20 |
2,29 |
2,38 |
2,46 |
|
|
10 |
16 |
100 |
- |
- |
1,34 |
1,38 |
1,44 |
1,53 |
1,62 |
1,72 |
1,77 |
1,88 |
|
11 |
200 |
- |
- |
1,37 |
1,44 |
1,48 |
1,58 |
1,68 |
1,77 |
1,91 |
2,06 |
|
|
12 |
500 |
- |
- |
2,15 |
2,22 |
2,28 |
2,34 |
2,42 |
2,52 |
2,62 |
2,71 |
|
|
13 |
25 |
100 |
- |
- |
- |
- |
1,50 |
1,62 |
1,68 |
1,83 |
1,94 |
2,14 |
|
14 |
200 |
- |
- |
- |
- |
1,54 |
1,68 |
1,74 |
1,89 |
2,09 |
2,28 |
|
|
15 |
500 |
- |
- |
- |
- |
2,50 |
2,60 |
2,66 |
2,77 |
2,87 |
2,98 |
|
|
16 |
40 |
100 |
- |
- |
- |
- |
- |
- |
1,78 |
2,00 |
2,07 |
2,27 |
|
17 |
200 |
- |
- |
- |
- |
- |
- |
1,81 |
2,09 |
2,23 |
2,46 |
|
|
18 |
500 |
- |
- |
- |
- |
- |
- |
2,86 |
2,89 |
3,16 |
3,28 |
|
|
19 |
50 |
100 |
- |
- |
- |
- |
- |
- |
1,90 |
2,10 |
2,24 |
2,48 |
|
20 |
200 |
- |
- |
- |
- |
- |
- |
1,98 |
2,22 |
2,37 |
2,89 |
|
|
21 |
500 |
- |
- |
- |
- |
- |
- |
3,02 |
3,18 |
3,48 |
3,60 |
|
|
22 |
63 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
2,38 |
2,92 |
|
23 |
200 |
- |
- |
- |
- |
- |
- |
- |
- |
2,51 |
3,25 |
|
|
24 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
3,82 |
3,97 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
II. Поправочные коэффициенты на неполное штучное время для низменных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карту 1).
Карта 10. Неполное штучное время. Шлифование торцов на круглошлифовальных станках торцом круга с радиальной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование торцов на круглошлифовальных станках торцом круга с радиальной подачей |
|
Карта 10 |
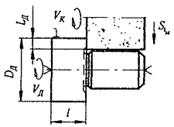
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
|||||||||
|
32 |
50 |
80 |
125 |
200 |
||||||||
|
Припуск на сторону П, мм, до |
||||||||||||
|
0,17 |
0,35 |
0,17 |
0,35 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||||
|
1 |
6,3 |
100 |
1,05 |
1,09 |
1,13 |
1,17 |
1,22 |
1,27 |
1,29 |
1,35 |
1,39 |
1,48 |
|
2 |
200 |
1,39 |
1,40 |
1,44 |
1,49 |
1,54 |
1,57 |
1,61 |
1,65 |
1,69 |
1,77 |
|
|
3 |
500 |
1,70 |
1,76 |
1,84 |
1,89 |
1,96 |
2,03 |
2,12 |
2,18 |
2,30 |
2,43 |
|
|
4 |
8 |
100 |
1,06 |
1,11 |
1,15 |
1,20 |
1,26 |
1,31 |
1,35 |
1,40 |
1,44 |
1,55 |
|
5 |
200 |
1,40 |
1,42 |
1,48 |
1,50 |
1,56 |
1,60 |
1,62 |
1,69 |
1,74 |
1,85 |
|
|
6 |
500 |
1,89 |
1,96 |
2,02 |
2,07 |
2,12 |
2,16 |
2,25 |
2,34 |
2,43 |
2,52 |
|
|
7 |
10 |
100 |
1,31 |
1,35 |
1,43 |
1,46 |
1,53 |
1,58 |
1,62 |
1,67 |
1,73 |
1,84 |
|
8 |
200 |
1,41 |
1,44 |
1,50 |
1,54 |
1,59 |
1,66 |
1,67 |
1,76 |
1,82 |
1,94 |
|
|
9 |
500 |
2,10 |
2,16 |
2,21 |
2,28 |
2,33 |
2,38 |
2,48 |
2,57 |
2,67 |
2,77 |
|
|
10 |
16 |
100 |
- |
- |
1,50 |
1,55 |
1,62 |
1,72 |
1,83 |
1,94 |
1,99 |
2,12 |
|
11 |
200 |
- |
- |
1,54 |
1,62 |
1,67 |
1,77 |
1,89 |
1,99 |
2,15 |
2,32 |
|
|
12 |
500 |
- |
- |
2,42 |
2,50 |
2,57 |
2,64 |
2,73 |
2,84 |
2,94 |
3,05 |
|
|
13 |
25 |
100 |
- |
- |
- |
- |
1,69 |
1,83 |
1,89 |
2,06 |
2,19 |
2,40 |
|
14 |
200 |
- |
- |
- |
- |
1,73 |
1,89 |
1,96 |
2,12 |
2,35 |
2,57 |
|
|
15 |
500 |
- |
- |
- |
- |
2,82 |
2,93 |
3,00 |
3,11 |
3,23 |
3,36 |
|
|
16 |
40 |
100 |
- |
- |
- |
- |
- |
- |
2,01 |
2,25 |
2,33 |
2,56 |
|
17 |
200 |
- |
- |
- |
- |
- |
- |
2,03 |
2,35 |
2,51 |
2,76 |
|
|
18 |
500 |
- |
- |
- |
- |
- |
- |
3,21 |
3,25 |
3,56 |
3,69 |
|
|
19 |
50 |
100 |
- |
- |
- |
- |
- |
- |
2,13 |
2,36 |
2,52 |
2,79 |
|
20 |
200 |
- |
- |
- |
- |
- |
- |
2,22 |
2,49 |
2,66 |
3,25 |
|
|
21 |
500 |
- |
- |
- |
- |
- |
- |
3,39 |
3,57 |
3,92 |
4,05 |
|
|
22 |
63 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
2,67 |
3,29 |
|
23 |
200 |
- |
- |
- |
- |
- |
- |
- |
- |
2,83 |
3,65 |
|
|
24 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
4,30 |
4,46 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
II. Поправочные коэффициенты на неполное штучное время для низменных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карту 1).
Карта 11. Неполное штучное время. Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением радиальной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением радиальной подачей |
|
Карта 11 |
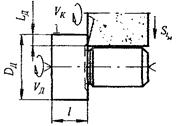
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
|||||||||
|
32 |
50 |
80 |
125 |
200 |
||||||||
|
Припуск на сторону П, мм, до |
||||||||||||
|
0,17 |
0,35 |
0,17 |
0,35 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||||
|
1 |
6,3 |
100 |
0,82 |
0,85 |
0,88 |
0,91 |
0,95 |
0,99 |
1,00 |
1,05 |
1,08 |
1,15 |
|
2 |
200 |
1,08 |
1,09 |
1,12 |
1,16 |
1,20 |
1,22 |
1,25 |
1,28 |
1,32 |
1,38 |
|
|
3 |
500 |
1,32 |
1,37 |
1,43 |
1,47 |
1,53 |
1,58 |
1,65 |
1,69 |
1,79 |
1,89 |
|
|
4 |
8 |
100 |
0,83 |
0,86 |
0,90 |
0,93 |
0,98 |
1,02 |
1,05 |
1,09 |
1,12 |
1,20 |
|
5 |
200 |
1,09 |
1,11 |
1,15 |
1,17 |
1,21 |
1,25 |
1,26 |
1,32 |
1,35 |
1,44 |
|
|
6 |
500 |
1,47 |
1,53 |
1,57 |
1,61 |
1,65 |
1,68 |
1,75 |
1,82 |
1,89 |
1,96 |
|
|
7 |
10 |
100 |
1,02 |
1,05 |
1,11 |
1,13 |
1,19 |
1,23 |
1,26 |
1,30 |
1,34 |
1,43 |
|
8 |
200 |
1,10 |
1,12 |
1,17 |
1,20 |
1,24 |
1,29 |
1,30 |
1,37 |
1,41 |
1,51 |
|
|
9 |
500 |
1,63 |
1,68 |
1,72 |
1,77 |
1,81 |
1,85 |
1,93 |
2,00 |
2,08 |
2,16 |
|
|
10 |
16 |
100 |
- |
- |
1,17 |
1,20 |
1,26 |
1,34 |
1,42 |
1,51 |
1,55 |
1,65 |
|
11 |
200 |
- |
- |
1,20 |
1,26 |
1,30 |
1,38 |
1,47 |
1,55 |
1,67 |
1,81 |
|
|
12 |
500 |
- |
- |
1,88 |
1,95 |
2,00 |
2,05 |
2,12 |
2,21 |
2,29 |
2,37 |
|
|
13 |
25 |
100 |
- |
- |
- |
- |
1,32 |
1,42 |
1,47 |
1,60 |
1,70 |
1,87 |
|
14 |
200 |
- |
- |
- |
- |
1,34 |
1,47 |
1,53 |
1,65 |
1,83 |
2,00 |
|
|
15 |
500 |
- |
- |
- |
- |
2,19 |
2,28 |
2,33 |
2,42 |
2,51 |
2,61 |
|
|
16 |
40 |
100 |
- |
- |
- |
- |
- |
- |
1,56 |
1,75 |
1,81 |
1,99 |
|
17 |
200 |
- |
- |
- |
- |
- |
- |
1,58 |
1,83 |
1,95 |
2,15 |
|
|
18 |
500 |
- |
- |
- |
- |
- |
- |
2,50 |
2,53 |
2,77 |
2,87 |
|
|
19 |
50 |
100 |
- |
- |
- |
- |
- |
- |
1,66 |
1,83 |
1,96 |
2,17 |
|
20 |
200 |
- |
- |
- |
- |
- |
- |
1,73 |
1,94 |
2,07 |
2,53 |
|
|
21 |
500 |
- |
- |
- |
- |
- |
- |
2,64 |
2,78 |
3,05 |
3,15 |
|
|
22 |
63 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
2,08 |
2,56 |
|
23 |
200 |
- |
- |
- |
- |
- |
- |
- |
- |
2,20 |
2,84 |
|
|
24 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
3,35 |
3,47 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
II. Поправочные коэффициенты на неполное штучное время для низменных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карту 1).
Карта 12. Неполное штучное время. Шлифование торцов на торце-круглошлифовальных станках с радиальной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование торцов на торце-круглошлифовальных станках с радиальной подачей |
|
Карта 12 |
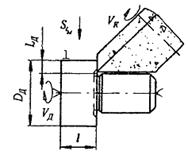
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
||||||||||||||||||
|
32 |
50 |
80 |
125 |
200 |
|||||||||||||||||
|
Припуск на сторону П, мм, до |
|||||||||||||||||||||
|
0,17 |
0,35 |
0,17 |
0,35 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
||||||||||||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||||||||
|
1 |
6,3 |
100 |
0,70 |
0,73 |
0,75 |
0,78 |
0,82 |
0,85 |
0,86 |
0,90 |
0,92 |
0,98 |
|||||||||
|
2 |
200 |
0,92 |
0,94 |
0,96 |
0,99 |
1,03 |
1,04 |
1,07 |
1,10 |
1,13 |
1,18 |
||||||||||
|
3 |
500 |
1,13 |
1,18 |
1,22 |
1,26 |
1,31 |
1,35 |
1,41 |
1,45 |
1,54 |
1,62 |
||||||||||
|
4 |
8 |
100 |
0,71 |
0,74 |
0,77 |
0,80 |
0,84 |
0,88 |
0,90 |
0,93 |
0,96 |
1,03 |
|||||||||
|
5 |
200 |
0,93 |
0,95 |
0,98 |
1,00 |
1,04 |
1,07 |
1,08 |
1,13 |
1,16 |
1,23 |
||||||||||
|
6 |
500 |
1,26 |
1,31 |
1,34 |
1,38 |
1,41 |
1,44 |
1,50 |
1,56 |
1,62 |
1,68 |
||||||||||
|
7 |
10 |
100 |
0,87 |
0,90 |
0,95 |
0,97 |
1,02 |
1,06 |
1,08 |
1,11 |
1,15 |
1,22 |
|||||||||
|
8 |
200 |
0,94 |
0,96 |
1,00 |
1,03 |
1,06 |
1,10 |
1,12 |
1,17 |
1,21 |
1,29 |
||||||||||
|
9 |
500 |
1,40 |
1,44 |
1,48 |
1,52 |
1,55 |
1,58 |
1,65 |
1,72 |
1,78 |
1,85 |
||||||||||
|
10 |
16 |
100 |
- |
- |
1,00 |
1,03 |
1,08 |
1,15 |
1,22 |
1,29 |
1,33 |
1,41 |
|||||||||
|
11 |
200 |
- |
- |
1,03 |
1,08 |
1,11 |
1,18 |
1,26 |
1,33 |
1,43 |
1,55 |
||||||||||
|
12 |
500 |
- |
- |
1,61 |
1,67 |
1,71 |
1,76 |
1,82 |
1,89 |
1,96 |
2,03 |
||||||||||
|
13 |
25 |
100 |
- |
- |
- |
- |
1,13 |
1,22 |
1,26 |
1,37 |
1,46 |
1,60 |
|||||||||
|
14 |
200 |
- |
- |
- |
- |
1,15 |
1,26 |
1,31 |
1,42 |
1,57 |
1,71 |
||||||||||
|
15 |
500 |
- |
- |
- |
- |
1,88 |
1,95 |
2,00 |
2,08 |
2,15 |
2,24 |
||||||||||
|
16 |
40 |
100 |
- |
- |
- |
- |
- |
- |
1,34 |
1,50 |
1,55 |
1,70 |
|||||||||
|
17 |
200 |
- |
- |
- |
- |
- |
- |
1,36 |
1,57 |
1,67 |
1,84 |
||||||||||
|
18 |
500 |
- |
- |
- |
- |
- |
- |
2,14 |
2,17 |
2,37 |
2,46 |
||||||||||
|
19 |
50 |
100 |
- |
- |
- |
- |
- |
- |
1,42 |
1,57 |
1,68 |
1,86 |
|||||||||
|
20 |
200 |
- |
- |
- |
- |
- |
- |
1,48 |
1,66 |
1,78 |
2,17 |
||||||||||
|
21 |
500 |
- |
- |
- |
- |
- |
- |
2,26 |
2,38 |
2,61 |
2,70 |
||||||||||
|
22 |
63 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
1,78 |
2,19 |
|||||||||
|
23 |
200 |
- |
- |
- |
- |
- |
- |
- |
- |
1,88 |
2,44 |
||||||||||
|
24 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
2,87 |
2,98 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||||||||
II. Поправочные коэффициенты на неполное штучное время для низменных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карту 1).
Карта 13. Неполное штучное время. Шлифование торцов на торце-круглошлифовальных станках с продольной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование торцов на торце-круглошлифовальных станках с продольной подачей |
|
Карта 13 |
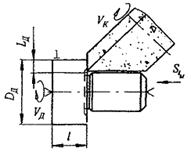
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
|||||||||||
|
32 |
50 |
80 |
125 |
200 |
||||||||||
|
Припуск на сторону П, мм, до |
||||||||||||||
|
0,17 |
0,35 |
0,17 |
0,35 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
|||||
|
Неполное штучное время tн.ш, мин |
||||||||||||||
|
1 |
6,3 |
100 |
0,82 |
0,85 |
0,88 |
0,91 |
0,95 |
0,99 |
1,00 |
1,05 |
1,08 |
1,15 |
||
|
2 |
200 |
1,08 |
1,09 |
1,12 |
1,16 |
1,20 |
1,22 |
1,25 |
1,28 |
1,32 |
1,38 |
|||
|
3 |
500 |
1,32 |
1,37 |
1,43 |
1,47 |
1,53 |
1,58 |
1,65 |
1,69 |
1,79 |
1,89 |
|||
|
4 |
8 |
100 |
0,83 |
0,86 |
0,90 |
0,93 |
0,98 |
1,02 |
1,05 |
1,09 |
1,12 |
1,20 |
||
|
5 |
200 |
1,09 |
1,11 |
1,15 |
1,17 |
1,21 |
1,25 |
1,26 |
1,32 |
1,35 |
1,44 |
|||
|
6 |
500 |
1,47 |
1,53 |
1,57 |
1,61 |
1,65 |
1,68 |
1,75 |
1,82 |
1,89 |
1,96 |
|||
|
7 |
10 |
100 |
1,02 |
1,05 |
1,11 |
1,13 |
1,19 |
1,23 |
1,26 |
1,30 |
1,34 |
1,43 |
||
|
8 |
200 |
1,10 |
1,12 |
1,17 |
1,20 |
1,24 |
1,29 |
1,30 |
1,37 |
1,41 |
1,51 |
|||
|
9 |
500 |
1,63 |
1,68 |
1,72 |
1,77 |
1,81 |
1,85 |
1,93 |
2,00 |
2,08 |
2,16 |
|||
|
10 |
16 |
100 |
- |
- |
1,17 |
1,20 |
1,26 |
1,34 |
1,42 |
1,51 |
1,55 |
1,65 |
||
|
11 |
200 |
- |
- |
1,20 |
1,26 |
1,30 |
1,38 |
1,47 |
1,55 |
1,67 |
1,81 |
|||
|
12 |
500 |
- |
- |
1,88 |
1,95 |
2,00 |
2,05 |
2,12 |
2,21 |
2,29 |
2,37 |
|||
|
13 |
25 |
100 |
- |
- |
- |
- |
1,32 |
1,42 |
1,47 |
1,60 |
1,70 |
1,87 |
||
|
14 |
200 |
- |
- |
- |
- |
1,34 |
1,47 |
1,53 |
1,65 |
1,83 |
2,00 |
|||
|
15 |
500 |
- |
- |
- |
- |
2,19 |
2,28 |
2,33 |
2,42 |
2,51 |
2,61 |
|||
|
16 |
40 |
100 |
- |
- |
- |
- |
- |
- |
1,56 |
1,75 |
1,81 |
1,99 |
||
|
17 |
200 |
- |
- |
- |
- |
- |
- |
1,58 |
1,83 |
1,95 |
2,15 |
|||
|
18 |
500 |
- |
- |
- |
- |
- |
- |
2,50 |
2,53 |
2,77 |
2,87 |
|||
|
19 |
50 |
100 |
- |
- |
- |
- |
- |
- |
1,66 |
1,83 |
1,96 |
2,17 |
||
|
20 |
200 |
- |
- |
- |
- |
- |
- |
1,73 |
1,94 |
2,07 |
2,53 |
|||
|
21 |
500 |
- |
- |
- |
- |
- |
- |
2,64 |
2,78 |
3,05 |
3,15 |
|||
|
22 |
63 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
2,08 |
2,56 |
||
|
23 |
200 |
- |
- |
- |
- |
- |
- |
- |
- |
2,20 |
2,84 |
|||
|
24 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
3,35 |
3,47 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
II. Поправочные коэффициенты на неполное штучное время для низменных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карту 1).
Карта 14. Неполное штучное время. Шлифование диаметра и торца (совместно) на торце-круглошлифовальных станках
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование диаметра и торца (совместно) на торце-круглошлифовальных станках |
|
Карта 14 |
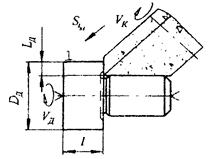
I. Неполное штучное время шлифования торца tн.ш*
|
№ позиции |
Длина шлифования Lд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
|||||||||
|
32 |
50 |
80 |
125 |
200 |
||||||||
|
Припуск на сторону П, мм, до |
||||||||||||
|
0,17 |
0,35 |
0,17 |
0,35 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||||
|
1 |
6,3 |
100 |
0,82 |
0,85 |
0,88 |
0,91 |
0,95 |
0,99 |
1,00 |
1,05 |
1,08 |
1,15 |
|
2 |
200 |
1,08 |
1,09 |
1,12 |
1,16 |
1,20 |
1,22 |
1,25 |
1,28 |
1,32 |
1,38 |
|
|
3 |
500 |
1,32 |
1,37 |
1,43 |
1,47 |
1,53 |
1,58 |
1,65 |
1,69 |
1,79 |
1,89 |
|
|
4 |
8 |
100 |
0,83 |
0,86 |
0,90 |
0,93 |
0,98 |
1,02 |
1,05 |
1,09 |
1,12 |
1,20 |
|
5 |
200 |
1,09 |
1,11 |
1,15 |
1,17 |
1,21 |
1,25 |
1,26 |
1,32 |
1,35 |
1,44 |
|
|
6 |
500 |
1,47 |
1,53 |
1,57 |
1,61 |
1,65 |
1,68 |
1,75 |
1,82 |
1,89 |
1,96 |
|
|
7 |
10 |
100 |
1,02 |
1,05 |
1,11 |
1,13 |
1,19 |
1,23 |
1,26 |
1,30 |
1,34 |
1,43 |
|
8 |
200 |
1,10 |
1,12 |
1,17 |
1,20 |
1,24 |
1,29 |
1,30 |
1,37 |
1,41 |
1,51 |
|
|
9 |
500 |
1,63 |
1,68 |
1,72 |
1,77 |
1,81 |
1,85 |
1,93 |
2,00 |
2,08 |
2,16 |
|
|
10 |
16 |
100 |
- |
- |
1,17 |
1,20 |
1,26 |
1,34 |
1,42 |
1,51 |
1,55 |
1,65 |
|
11 |
200 |
- |
- |
1,20 |
1,26 |
1,30 |
1,38 |
1,47 |
1,55 |
1,67 |
1,81 |
|
|
12 |
500 |
- |
- |
1,88 |
1,95 |
2,00 |
2,05 |
2,12 |
2,21 |
2,29 |
2,37 |
|
|
13 |
25 |
100 |
- |
- |
- |
- |
1,32 |
1,42 |
1,47 |
1,60 |
1,70 |
1,87 |
|
14 |
200 |
- |
- |
- |
- |
1,34 |
1,47 |
1,53 |
1,65 |
1,83 |
2,00 |
|
|
15 |
500 |
- |
- |
- |
- |
2,19 |
2,28 |
2,33 |
2,42 |
2,51 |
2,61 |
|
|
16 |
40 |
100 |
- |
- |
- |
- |
- |
- |
1,56 |
1,75 |
1,81 |
1,99 |
|
17 |
200 |
- |
- |
- |
- |
- |
- |
1,58 |
1,83 |
1,95 |
2,15 |
|
|
18 |
500 |
- |
- |
- |
- |
- |
- |
2,50 |
2,53 |
2,77 |
2,87 |
|
|
19 |
50 |
100 |
- |
- |
- |
- |
- |
- |
1,66 |
1,83 |
1,96 |
2,17 |
|
20 |
200 |
- |
- |
- |
- |
- |
- |
1,73 |
1,94 |
2,07 |
2,53 |
|
|
21 |
500 |
- |
- |
- |
- |
- |
- |
2,64 |
2,78 |
3,05 |
3,15 |
|
|
22 |
63 |
100 |
- |
- |
- |
- |
- |
- |
- |
- |
2,08 |
2,56 |
|
23 |
200 |
- |
- |
- |
- |
- |
- |
- |
- |
2,20 |
2,84 |
|
|
24 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
3,35 |
3,47 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
*) Определение tн.ш входящего в норму времени производится следующих образом: 1. По карте 7, лист 1 - 3 определяется tн.ш на обработку диаметра. 2. По карте 14 определяется tн.ш на обработку торца. 3. В формулу нормы времени включается наибольшая величина tн.ш (либо на диаметр, либо на торец), т.к. меньшая оказывается перекрытая.
II. Поправочные коэффициенты на неполное штучное время для низменных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карту 1).
5.2. Бесцентровое шлифование
Карта 15. Подготовительно-заключительное время на партию деталей. Бесцентровошлифовальные станки
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Бесцентровошлифовальные станки |
|
Карта 15 |
I. Подготовительно-заключительное время
|
№ позиции |
Характер наладки |
Метод шлифования |
Наибольший диаметр шлифуемой детали Dд, мм, до |
|||||
|
75 |
160 |
75 |
160 |
|||||
|
С заменой ножа |
Без замены ножа |
|||||||
|
Время tп.з, мин |
||||||||
|
1 |
Без замены шлифовального круга |
Шлифование с продольной подачей |
11 |
13 |
7 |
9 |
||
|
2 |
Шлифование с радиальной подачей |
без ограничения длины |
11 |
13 |
7 |
9 |
||
|
3 |
с установкой продольного упора |
13 |
15 |
9 |
11 |
|||
|
4 |
с установкой упора и выталкивателя |
19 |
21 |
15 |
17 |
|||
|
5 |
С заменой шлифовального круга |
Шлифование с продольной подачей |
19 |
22 |
15 |
18 |
||
|
6 |
Шлифование с радиальной подачей |
без ограничения длины |
19 |
22 |
15 |
18 |
||
|
7 |
с установкой продольного упора |
21 |
24 |
17 |
20 |
|||
|
8 |
с установкой упора и выталкивателя |
27 |
30 |
23 |
26 |
|||
|
Индекс |
а |
б |
в |
г |
||||
II. Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплексы
|
№ позиции |
Наименование работы |
Наибольший диаметр шлифуемой детали Dд, мм, до |
||
|
75 |
160 |
|||
|
Время tп.з, мин |
||||
|
9 |
Установить и снять |
шлифующий или ведущий круг |
7 |
8 |
|
10 |
лоток (подвести или отвести) |
3 |
4 |
|
|
11 |
выталкиватель |
5 |
6 |
|
|
12 |
нож |
4 |
4 |
|
|
13 |
продольный упор |
2 |
2 |
|
|
14 |
Править шлифовальный круг |
3 |
3 |
|
|
15 |
Править ведущий круг |
без настройки угла наклона оси круга |
3 |
4 |
|
16 |
с настройкой угла наклона оси круга |
7 |
8 |
|
|
Индекс |
а |
б |
||
Карта 16. Вспомогательное время на установку и снятие детали. Бесцентровошлифовальные станки
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ |
Бесцентровошлифовальные станки |
||||||||||
|
Карта 16 |
|||||||||||
|
№ позиции |
Метод шлифования |
Способ установки детали |
Длина детали Lд, мм, до |
Диаметр шлифуемой детали D, мм, до |
|||||||
|
10 |
20 |
35 |
50 |
80 |
100 |
160 |
св. 160 |
||||
|
Время tв.у, мин |
|||||||||||
|
1 |
С радиальной подачей в упор |
Установить деталь на опорный нож |
- |
0,048 |
0,066 |
0,088 |
0,096 |
0,11 |
0,13 |
0,16 |
0,18 |
|
2 |
Установить деталь на опорный нож и снять |
- |
0,084 |
0,096 |
0,12 |
0,13 |
0,15 |
0,17 |
0,19 |
0,21 |
|
|
3 |
С продольной подачей |
Установить деталь в лоток |
50 |
0,032 |
0,04 |
0,06 |
0,064 |
0,075 |
0,08 |
0,09 |
0,12 |
|
4 |
Установить деталь на опорный нож |
50 |
0,03 |
0,04 |
0,06 |
0,07 |
0,08 |
0,09 |
0,11 |
0,12 |
|
|
5 |
100 |
0,04 |
0,05 |
0,075 |
0,09 |
0,10 |
0,11 |
0,12 |
0,14 |
||
|
6 |
300 и более |
0,046 |
0,06 |
0,08 |
0,10 |
0,11 |
0,14 |
0,16 |
0,17 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||
Примечания:
1. В случае, когда время на установку детали при работе с продольной подачей (поз. 3 - 6) не превышает основного (технологического) времени, оно считается перекрываемым машинным временем и в норму штучного времени не включается для последующих деталей.
2. Время на установку и снятие детали при работе в упор (поз. 1 - 2) является не перекрываемым и учитывается при расчете нормы штучного времени на каждую деталь.
Карта 17. Неполное штучное время. Бесцентровое шлифование с продольной подачей
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Бесцентровое шлифование с продольной подачей |
|
Карта 17, лист 1 |
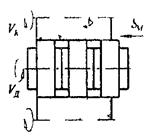
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||||||||||
|
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Неполное штучное время на поверхность* tн.ш, мин |
||||||||||||||||||
|
1 |
8 |
0,15 |
0,13 |
0,15 |
0,17 |
0,21 |
0,23 |
0,26 |
0,33 |
0,38 |
0,43 |
0,51 |
0,68 |
- |
- |
- |
- |
- |
|
2 |
0,2 |
0,14 |
0,17 |
0,18 |
0,24 |
0,26 |
0,29 |
0,37 |
0,43 |
0,48 |
0,56 |
0,75 |
- |
- |
- |
- |
- |
|
|
3 |
0,3 |
0,16 |
0,19 |
0,21 |
0,26 |
0,29 |
0,33 |
0,41 |
0,47 |
0,54 |
0,63 |
0,84 |
- |
- |
- |
- |
- |
|
|
4 |
10 |
0,15 |
0,14 |
0,17 |
0,18 |
0,24 |
0,26 |
0,29 |
0,37 |
0,43 |
0,48 |
0,56 |
0,75 |
0,88 |
1,06 |
- |
- |
- |
|
5 |
0,2 |
0,16 |
0,19 |
0,21 |
0,26 |
0,29 |
0,33 |
0,41 |
0,47 |
0,54 |
0,63 |
0,84 |
0,98 |
1,2 |
- |
- |
- |
|
|
6 |
0,3 |
0,18 |
0,21 |
0,23 |
0,29 |
0,32 |
0,36 |
0,45 |
0,53 |
0,60 |
0,70 |
0,93 |
1,1 |
1,3 |
- |
- |
- |
|
|
7 |
12,5 |
0,2 |
0,19 |
0,22 |
0,24 |
0,28 |
0,33 |
0,36 |
0,45 |
0,51 |
0,59 |
0,68 |
0,89 |
1,05 |
1,23 |
1,56 |
1,89 |
2,25 |
|
8 |
0,3 |
0,20 |
0,24 |
0,26 |
0,33 |
0,36 |
0,41 |
0,51 |
0,59 |
0,67 |
0,78 |
1,04 |
1,22 |
1,45 |
1,85 |
2,25 |
2,69 |
|
|
9 |
0,5 |
0,22 |
0,26 |
0,28 |
0,36 |
0,41 |
0,46 |
0,55 |
0,67 |
0,78 |
0,90 |
1,19 |
1,42 |
1,70 |
2,15 |
2,6 |
3,19 |
|
|
10 |
20 |
0,2 |
0,20 |
0,23 |
0,25 |
0,32 |
0,36 |
0,40 |
0,50 |
0,58 |
0,66 |
0,77 |
1,02 |
1,19 |
1,36 |
1,80 |
2,17 |
2,74 |
|
11 |
0,3 |
0,22 |
0,26 |
0,30 |
0,36 |
0,42 |
0,47 |
0,59 |
0,60 |
0,78 |
0,95 |
1,23 |
1,48 |
1,77 |
2,25 |
2,76 |
3,33 |
|
|
12 |
0,5 |
0,24 |
0,28 |
0,32 |
0,41 |
0,46 |
0,53 |
0,66 |
0,78 |
0,92 |
1,1 |
1,42 |
1,71 |
1,99 |
2,61 |
3,21 |
3,88 |
|
|
13 |
25 |
0,2 |
0,22 |
0,25 |
0,27 |
0,35 |
0,38 |
0,44 |
0,53 |
0,62 |
0,72 |
0,85 |
1,1 |
1,31 |
1,55 |
1,97 |
2,4 |
2,9 |
|
14 |
0,3 |
0,23 |
0,27 |
0,31 |
0,38 |
0,44 |
0,50 |
0,62 |
0,73 |
0,87 |
1,06 |
1,33 |
1,62 |
1,94 |
2,44 |
3,02 |
3,67 |
|
|
15 |
0,5 |
0,25 |
0,31 |
0,35 |
0,43 |
0,50 |
0,58 |
0,71 |
0,86 |
1,0 |
1,21 |
1,56 |
1,90 |
2,28 |
2,89 |
3,58 |
4,36 |
|
|
16 |
32 |
0,2 |
0,25 |
0,31 |
0,33 |
0,40 |
0,44 |
0,50 |
0,67 |
0,77 |
0,88 |
1,02 |
1,28 |
1,54 |
1,81 |
2,35 |
2,84 |
3,38 |
|
17 |
0,3 |
0,27 |
0,33 |
0,36 |
0,45 |
0,51 |
0,59 |
0,78 |
0,90 |
1,05 |
1,23 |
1,58 |
1,90 |
2,26 |
2,9 |
3,54 |
4,26 |
|
|
18 |
0,5 |
0,30 |
0,36 |
0,41 |
0,50 |
0,58 |
0,67 |
0,87 |
1,03 |
1,21 |
1,42 |
1,80 |
2,19 |
2,68 |
3,38 |
4,15 |
5,03 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
||
* Число проходов - см. Приложение 11, лист 2.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Бесцентровое шлифование с продольной подачей |
|
Карта 17, лист 2 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||||||||||
|
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
125 |
160 |
2000 |
|||
|
Неполное штучное время на поверхность* tн.ш, мин |
||||||||||||||||||
|
19 |
40 |
0,2 |
0,26 |
0,32 |
0,34 |
0,42 |
0,48 |
0,53 |
0,71 |
0,82 |
0,95 |
1,1 |
1,41 |
1,64 |
1,99 |
2,57 |
3,12 |
3,74 |
|
20 |
0,3 |
0,29 |
0,35 |
0,40 |
0,49 |
0,55 |
0,63 |
0,84 |
0,98 |
1,15 |
1,37 |
1,74 |
2,1 |
2,51 |
3,22 |
3,82 |
4,78 |
|
|
21 |
0,5 |
0,31 |
0,38 |
0,44 |
0,53 |
0,62 |
0,72 |
0,95 |
1,12 |
1,32 |
1,57 |
2,0 |
2,42 |
2,92 |
3,72 |
4,59 |
5,59 |
|
|
22 |
50 |
0,2 |
0,27 |
0,29 |
0,36 |
0,44 |
0,50 |
0,58 |
0,76 |
0,88 |
1,02 |
1,19 |
1,41 |
1,71 |
2,17 |
2,79 |
34 |
4,67 |
|
23 |
0,3 |
0,29 |
0,35 |
0,41 |
0,50 |
0,58 |
0,66 |
0,88 |
1,03 |
1,21 |
1,42 |
1,82 |
2,2 |
2,64 |
3,36 |
4,09 |
4,95 |
|
|
24 |
0,5 |
0,33 |
0,41 |
0,46 |
0,58 |
0,67 |
0,78 |
1,02 |
1,21 |
1,44 |
1,71 |
2,18 |
2,66 |
3,21 |
4,09 |
5,06 |
6,63 |
|
|
25 |
0,7 |
0,35 |
0,44 |
0,51 |
0,63 |
0,70 |
0,89 |
1,15 |
1,39 |
1,65 |
1,95 |
2,51 |
3,08 |
3,75 |
4,77 |
5,94 |
7,27 |
|
|
26 |
63 |
0,3 |
0,36 |
0,43 |
0,49 |
0,59 |
0,69 |
0,70 |
1,02 |
1,19 |
1,4 |
1,65 |
2,08 |
2,53 |
3,04 |
3,81 |
4,68 |
5,02 |
|
27 |
0,5 |
0,40 |
0,49 |
0,53 |
0,67 |
0,78 |
0,81 |
1,19 |
1,4 |
1,66 |
1,98 |
2,51 |
3,04 |
3,68 |
4,64 |
5,75 |
6,1 |
|
|
28 |
0,7 |
0,42 |
0,53 |
0,61 |
0,74 |
0,88 |
1,00 |
1,45 |
1,59 |
1,90 |
2,27 |
2,89 |
3,54 |
4,29 |
5,56 |
6,76 |
7,29 |
|
|
29 |
80 |
03 |
0,38 |
0,45 |
0,51 |
0,65 |
0,72 |
0,82 |
1,08 |
1,29 |
1,5 |
1,79 |
2,29 |
2,77 |
3,32 |
4,2 |
5,2 |
6,29 |
|
30 |
0,5 |
0,41 |
0,52 |
0,59 |
0,73 |
0,85 |
0,98 |
1,28 |
1,53 |
1,81 |
2,15 |
2,75 |
3,36 |
4,06 |
5,12 |
6,35 |
7,68 |
|
|
31 |
0,7 |
0,44 |
0,57 |
0,66 |
0,79 |
0,95 |
1,12 |
1,39 |
1,71 |
2,07 |
2,49 |
3,19 |
4,02 |
4,75 |
5,99 |
7,47 |
9,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
||
* Число проходов - см. Приложение 11, лист 2.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Бесцентровое шлифование с продольной подачей |
|
Карта 17, лист 3 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||||||||||
|
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
125 |
1600 |
2000 |
|||
|
Неполное штучное время на поверхность* tн.ш, мин |
||||||||||||||||||
|
32 |
100 |
0,3 |
0,40 |
0,50 |
0,57 |
0,68 |
0,80 |
0,95 |
1,2 |
1,45 |
1,70 |
2,02 |
2,58 |
3,15 |
3,81 |
4,75 |
5,98 |
7,3 |
|
33 |
0,5 |
0,43 |
0,55 |
0,63 |
0,77 |
0,90 |
1,06 |
1,39 |
1,65 |
1,98 |
2,36 |
3,0 |
3,67 |
4,46 |
5,59 |
6,99 |
8,59 |
|
|
34 |
0,7 |
0,49 |
0,62 |
0,68 |
1,02 |
1,06 |
1,28 |
1,51 |
2,0 |
2,40 |
2,9 |
3,68 |
4,54 |
5,68 |
7,11 |
8,84 |
10,8 |
|
|
35 |
1,0 |
0,54 |
0,72 |
0,85 |
1,05 |
1,22 |
1,51 |
1,79 |
2,38 |
2,76 |
3,51 |
4,51 |
5,51 |
6,77 |
8,51 |
10,7 |
13,1 |
|
|
36 |
125 |
0,3 |
0,46 |
0,58 |
0,66 |
0,78 |
0,92 |
1,18 |
1,41 |
1,66 |
2,0 |
2,34 |
2,92 |
3,63 |
4,37 |
5,53 |
6,84 |
8,34 |
|
37 |
0,5 |
0,51 |
0,64 |
0,74 |
0,8 |
1,04 |
1,22 |
1,59 |
1,91 |
2,26 |
2,71 |
3,45 |
4,2 |
5,11 |
6,43 |
8,0 |
9,79 |
|
|
38 |
0,7 |
0,58 |
0,72 |
0,85 |
1,16 |
1,23 |
1,45 |
1,89 |
2,28 |
2,76 |
3,3 |
4,25 |
5,13 |
6,25 |
7,91 |
9,91 |
12,2 |
|
|
39 |
1,0 |
0,63 |
0,84 |
0,98 |
1,19 |
1,43 |
1,72 |
2,03 |
2,71 |
3,27 |
3,98 |
5,04 |
6,24 |
7,51 |
9,47 |
12,1 |
14,8 |
|
|
40 |
160 |
0,3 |
0,50 |
0,62 |
0,70 |
0,85 |
0,99 |
1,29 |
1,55 |
1,82 |
2,16 |
2,58 |
3,3 |
4,01 |
4,87 |
6,14 |
7,51 |
9,33 |
|
41 |
0,5 |
0,54 |
0,69 |
0,80 |
0,96 |
1,14 |
1,34 |
1,75 |
2,11 |
2,52 |
3,0 |
3,85 |
4,72 |
5,74 |
7,22 |
9,0 |
11,1 |
|
|
42 |
0,7 |
0,60 |
0,79 |
0,92 |
1,2 |
1,36 |
1,62 |
2,06 |
2,51 |
3,05 |
3,68 |
4,83 |
5,79 |
7,09 |
8,88 |
10,6 |
13,7 |
|
|
43 |
1,0 |
0,67 |
0,90 |
1,07 |
1,28 |
1,58 |
1,90 |
2,44 |
2,99 |
3,64 |
4,43 |
5,62 |
6,98 |
8,55 |
10,8 |
13,5 |
16,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
||
* Число проходов - см. Приложение 11, лист 2.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Бесцентровое шлифование с продольной подачей |
|
Карта 17, лист 4 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Соотношения между толщиной стенок и диаметром.
|
Сплошная заготовка |
Тонкостенные детали, отношение 0,5 (D - d) / D |
||
|
0,13 ... 0,16 |
0,10 ... 0,12 |
до 0,10 |
|
|
Коэффициент |
|||
|
1,0 |
1,1 |
1,2 |
1,3 |
2. Обрабатываемого материала, квалитета и шероховатости поверхности (см. карту 2).
3. Партии деталей (см. карту 1).
Карта 18. Неполное штучное время. Бесцентровое врезное шлифование
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Бесцентровое врезное шлифование |
|
Карта 18, лист 1 |
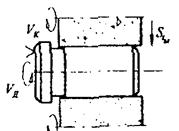
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования D, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования L, мм, до |
|||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||
|
1 |
8 |
0,10 |
0,20 |
0,21 |
0,24 |
0,26 |
0,29 |
- |
- |
- |
|
2 |
0,15 |
0,22 |
0,24 |
0,27 |
0,29 |
0,32 |
||||
|
3 |
0,30 |
0,25 |
0,27 |
0,30 |
0,32 |
0,36 |
||||
|
4 |
10 |
0,10 |
0,22 |
0,24 |
0,27 |
0,29 |
0,32 |
0,36 |
- |
- |
|
5 |
0,15 |
0,25 |
0,27 |
0,30 |
0,32 |
0,36 |
0,40 |
|||
|
6 |
0,30 |
0,28 |
0,30 |
0,34 |
0,36 |
0,40 |
0,45 |
|||
|
7 |
12,5 |
0,10 |
0,25 |
0,27 |
0,30 |
0,32 |
0,36 |
0,40 |
0,48 |
- |
|
8 |
0,15 |
0,28 |
0,30 |
0,34 |
0,36 |
0,38 |
0,42 |
0,50 |
||
|
9 |
0,30 |
0,31 |
0,33 |
0,37 |
0,40 |
0,45 |
0,50 |
0,59 |
||
|
10 |
16 |
0,15 |
0,29 |
0,32 |
0,35 |
0,38 |
0,40 |
0,43 |
0,51 |
0,58 |
|
11 |
0,30 |
0,35 |
0,37 |
0,42 |
0,45 |
0,50 |
0,56 |
0,66 |
0,72 |
|
|
12 |
0,50 |
0,40 |
0,43 |
0,46 |
0,53 |
0,59 |
0,66 |
0,69 |
0,86 |
|
|
13 |
20 |
0,15 |
0,32 |
0,34 |
0,37 |
0,40 |
0,43 |
0,46 |
0,54 |
0,61 |
|
14 |
0,30 |
0,38 |
0,40 |
0,43 |
0,48 |
0,53 |
0,59 |
0,70 |
0,75 |
|
|
15 |
0,50 |
0,42 |
0,46 |
0,51 |
0,56 |
0,62 |
0,69 |
0,85 |
0,93 |
|
|
16 |
25 |
0,15 |
0,34 |
0,35 |
0,38 |
0,43 |
0,46 |
0,50 |
0,56 |
0,62 |
|
17 |
0,30 |
0,40 |
0,42 |
0,46 |
0,51 |
0,58 |
0,61 |
0,75 |
0,85 |
|
|
18 |
0,50 |
0,45 |
0,51 |
0,54 |
0,59 |
0,67 |
0,74 |
0,91 |
1,0 |
|
|
19 |
32 |
0,15 |
0,37 |
0,42 |
0,45 |
0,48 |
0,53 |
0,58 |
0,67 |
0,74 |
|
20 |
0,30 |
0,42 |
0,53 |
0,56 |
0,61 |
0,62 |
0,74 |
0,88 |
0,94 |
|
|
21 |
0,50 |
0,54 |
0,59 |
0,67 |
0,74 |
0,79 |
0,86 |
1,09 |
1,15 |
|
|
22 |
40 |
0,15 |
0,40 |
0,43 |
0,46 |
0,53 |
0,62 |
0,69 |
0,72 |
0,78 |
|
23 |
0,30 |
0,50 |
0,54 |
0,59 |
0,67 |
0,72 |
0,78 |
0,93 |
1,02 |
|
|
24 |
0,50 |
0,56 |
0,62 |
0,70 |
0,75 |
0,85 |
0,94 |
1,1 |
1,26 |
|
|
25 |
0,70 |
0,59 |
0,67 |
0,74 |
0,8 |
0,91 |
1,0 |
1,2 |
1,34 |
|
|
26 |
50 |
0,15 |
0,45 |
0,46 |
0,50 |
0,55 |
0,67 |
0,72 |
0,75 |
0,85 |
|
27 |
0,30 |
0,53 |
0,56 |
0,62 |
0,69 |
0,75 |
0,85 |
1,0 |
1,1 |
|
|
28 |
0,50 |
0,61 |
0,67 |
0,74 |
0,82 |
0,91 |
1,0 |
1,14 |
1,36 |
|
|
29 |
0,70 |
0,63 |
0,70 |
0,78 |
0,85 |
0,97 |
1,09 |
1,28 |
1,47 |
|
|
30 |
1,0 |
0,67 |
0,75 |
0,83 |
091 |
1,06 |
1,18 |
1,41 |
1,6 |
|
|
31 |
63 |
1,15 |
0,51 |
0,56 |
0,61 |
0,64 |
0,69 |
0,75 |
0,83 |
0,95 |
|
32 |
0,30 |
0,56 |
0,69 |
0,75 |
0,80 |
0,90 |
0,99 |
1,15 |
1,28 |
|
|
33 |
0,50 |
0,67 |
0,78 |
0,85 |
0,87 |
1,04 |
1,17 |
1,38 |
1,52 |
|
|
34 |
0,70 |
0,7 |
0,83 |
0,90 |
0,99 |
1,14 |
1,26 |
1,49 |
1,65 |
|
|
35 |
10 |
0,74 |
0,90 |
0,98 |
1,07 |
1,22 |
1,36 |
1,58 |
1,78 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Бесцентровое врезное шлифование |
|
Карта 18, лист 2 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования Lд, мм, до |
|||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||
|
36 |
80 |
0,15 |
0,56 |
0,60 |
0,64 |
0,69 |
0,74 |
0,83 |
0,90 |
0,99 |
|
37 |
0,30 |
0,66 |
0,72 |
0,78 |
0,83 |
1,0 |
1,1 |
1,17 |
1,31 |
|
|
38 |
0,50 |
0,77 |
0,83 |
0,91 |
1,0 |
1,10 |
1,18 |
1,41 |
1,59 |
|
|
39 |
0,70 |
0,80 |
0,88 |
0,98 |
1,07 |
1,2 |
1,36 |
1,54 |
1,74 |
|
|
40 |
1,0 |
0,85 |
0,93 |
1,04 |
1,15 |
1,31 |
1,47 |
1,65 |
1,9 |
|
|
41 |
100 |
0,15 |
0,58 |
0,62 |
0,66 |
0,72 |
0,80 |
0,85 |
0,94 |
1,04 |
|
42 |
0,30 |
0,70 |
0,77 |
0,83 |
0,91 |
1,02 |
1,12 |
1,25 |
1,33 |
|
|
43 |
0,50 |
0,80 |
0,88 |
0,98 |
1,07 |
1,22 |
1,38 |
1,54 |
1,74 |
|
|
44 |
0,70 |
0,85 |
0,94 |
1,05 |
1,15 |
1,30 |
1,47 |
1,66 |
1,86 |
|
|
45 |
1,0 |
0,91 |
1,0 |
1,14 |
1,26 |
1,42 |
1,63 |
1,81 |
2,1 |
|
|
46 |
125 |
0,30 |
0,83 |
0,88 |
0,96 |
1,07 |
1,17 |
1,3 |
1,5 |
1,66 |
|
47 |
0,50 |
0,94 |
1,02 |
1,1 |
1,26 |
1,41 |
1,58 |
1,82 |
2,03 |
|
|
48 |
0,70 |
0,99 |
1,09 |
1,20 |
1,31 |
1,50 |
1,68 |
1,97 |
2,11 |
|
|
49 |
1,0 |
1,0 |
1,15 |
1,28 |
1,44 |
1,57 |
1,81 |
2,13 |
2,42 |
|
|
50 |
160 |
0,30 |
0,86 |
0,94 |
1,02 |
1,14 |
1,26 |
1,39 |
1,62 |
1,81 |
|
51 |
0,50 |
1,0 |
1,11 |
1,20 |
1,34 |
1,54 |
1,71 |
1,98 |
2,24 |
|
|
52 |
0,70 |
1,06 |
1,17 |
1,28 |
1,42 |
1,63 |
1,82 |
2,11 |
2,42 |
|
|
53 |
1,0 |
1,14 |
1,25 |
1,41 |
1,57 |
1,79 |
1,97 |
2,32 |
2,67 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Соотношения между толщиной стенок и диаметром
|
Тонкостенные детали, отношение 0,5 (D - d) / D |
||
|
0,13 - 0,16 |
0,10 - 0,12 |
До 0,10 |
|
1,1 |
1,2 |
1,3 |
2. Обрабатываемого материала, квалитета и шероховатости поверхности (см. карту 2).
3. Партии деталей (см. карту 1).
5.3. Внутреннее шлифование
Карта 19. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Внутришлифовальные станки |
|
Карта 19 |
I. Подготовительно-заключительное время
|
№ позиции |
Характер наладки |
Сложность подготовки к работе |
Наибольший диаметр шлифуемого отверстия D, мм, до |
|||||
|
100 |
300 |
500 |
100 |
300 |
500 |
|||
|
С заменой установочных приспособлений |
Без замены установочных приспособлений |
|||||||
|
Время tп.з, мин |
||||||||
|
1 |
Без замены шлифовального круга |
Простая |
10 |
12 |
14 |
7 |
8 |
9 |
|
2 |
Средней сложности |
12 |
14 |
17 |
9 |
10 |
12 |
|
|
3 |
Сложная |
14 |
17 |
21 |
11 |
13 |
15 |
|
|
4 |
С заменой шлифовального круга |
Простая |
12 |
14 |
17 |
10 |
12 |
14 |
|
5 |
Средней сложности |
14 |
17 |
20 |
12 |
14 |
16 |
|
|
6 |
Сложная |
17 |
20 |
23 |
14 |
16 |
1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||
II. Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплексы
|
№ позиции |
Наименование работы |
Наибольший диаметр шлифуемого отверстия D, мм, до |
||
|
100 |
300 |
500 |
||
|
Время tп.з, мин |
||||
|
7 |
Сменить (повернуть) кулачки патрона |
3,0 |
35 |
5,0 |
|
8 |
Расшлифовать кулачки |
5,0 |
6,0 |
6,0 |
|
9 |
Сменить шлифовальный круг |
25 |
30 |
3,5 |
|
10 |
Повернуть шлифовальную бабку на угол |
1,0 |
1,5 |
1,5 |
|
Индекс |
а |
б |
в |
|
Карта 20. Вспомогательное время на установку и снятие деталей при работе в четырехкулачковом патроне
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ ПРИ РАБОТЕ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ |
Внутреннее шлифование |
||||||||||||||
|
Карта 20, лист 1 |
|||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки мм, до |
Масса детали М, кг, до |
|||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
|||||
|
Время tв.у, мин |
|||||||||||||||
|
1 |
В кулачках патрона |
С выверкой по диаметру |
0,5 |
1,5 |
1,8 |
2,3 |
2,8 |
8,0 |
8,7 |
10 |
11,5 |
13, |
14,9 |
17,2 |
|
|
2 |
0,1 |
1,8 |
2,1 |
2,6 |
3,4 |
9,7 |
10,9 |
12,6 |
13,8 |
14,9 |
16,7 |
18,4 |
|||
|
3 |
0,05 |
2,2 |
2,5 |
3,2 |
4,1 |
11,5 |
12,6 |
14,4 |
16,1 |
17,8 |
19,5 |
21,8 |
|||
|
4 |
0,01 |
2,6 |
2,9 |
3,9 |
4,9 |
13,8 |
14,9 |
17,2 |
19,5 |
21,3 |
23 |
26,4 |
|||
|
5 |
С выверкой по диаметру и торцу |
0,5 |
2,4 |
2,7 |
3,6 |
4,6 |
12,1 |
13,8 |
14,9 |
17,2 |
19,5 |
21,8 |
24,1 |
||
|
6 |
0,1 |
2,8 |
3,4 |
4,4 |
5,6 |
12,6 |
14,4 |
16,1 |
17,8 |
20,7 |
23 |
25,3 |
|||
|
7 |
0,05 |
3,5 |
4,2 |
5,3 |
6,7 |
14,9 |
16,7 |
18,9 |
20,7 |
24,1 |
27,6 |
29,9 |
|||
|
8 |
0,01 |
4,1 |
4,9 |
6,3 |
8,05 |
17,8 |
20,1 |
23 |
25,3 |
28,7 |
33,3 |
35,6 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
||||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ |
Внутреннее шлифование |
||||||||||||||||
|
Карта 20, лист 2 |
|||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Точность выверки, мм, до |
Масса детали М, кг, до |
||||||||||||||
|
0,01 |
0,05 |
0,08 |
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
||||||
|
Время tв.у, мин |
|||||||||||||||||
|
1 |
В патроне с креплением |
пневматическим зажимом рычагом |
- |
- |
- |
- |
0,16 |
0,19 |
0,28 |
0,32 |
0,41 |
0,5 |
- |
- |
- |
||
|
2 |
0,21 |
0,16 |
0,14 |
0,17 |
0,23 |
0,29 |
0,33 |
0,42 |
- |
- |
- |
- |
|||||
|
3 |
ключом |
без выверки |
- |
0,32 |
0,26 |
0,24 |
0,26 |
0,41 |
0,62 |
0,74 |
0,96 |
1,26 |
4,8 |
5,4 |
6,1 |
||
|
4 |
с выверкой по диаметру и торцу |
0,5 |
0,53 |
0,42 |
0,4 |
0,63 |
0,85 |
1,13 |
1,26 |
1,5 |
1,8 |
5,4 |
6,7 |
8,8 |
|||
|
5 |
0,1 |
0,87 |
0,71 |
0,67 |
1,3 |
1,76 |
2,3 |
2,5 |
3,05 |
3,6 |
7,0 |
8,6 |
11,5 |
||||
|
6 |
0,05 |
1,06 |
0,85 |
0,8 |
1,55 |
2,12 |
2,7 |
2,9 |
3,2 |
4,4 |
8,4 |
10,4 |
13,8 |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|||||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА ПЛАНШАЙБЕ |
Внутреннее шлифование |
|||||||||||||
|
Карта 20, лист 3 |
||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки мм, до |
Масса детали М, кг, до |
||||||||||
|
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
|||||
|
Время tв.у, мин |
||||||||||||||
|
1 |
На планшайбе с креплением болтами и планками |
С центрирующим приспособлением без выверки |
- |
1,03 |
1,49 |
1,84 |
2,18 |
2,76 |
5,29 |
5,86 |
6,78 |
- |
- |
|
|
2 |
С выверкой в одной плоскости |
0,1 |
2,53 |
3,48 |
4,02 |
4,94 |
6,21 |
11,5 |
12,6 |
14,9 |
18,4 |
23,5 |
||
|
3 |
0,05 |
2,99 |
4,14 |
4,83 |
5,98 |
7,47 |
13,2 |
14,9 |
17,2 |
20,7 |
25,3 |
|||
|
4 |
0,01 |
3,56 |
4,98 |
5,75 |
7,24 |
8,97 |
16,1 |
18,4 |
20,7 |
25,3 |
28,7 |
|||
|
5 |
С выверкой в двух плоскостях |
0,1 |
4,25 |
5,8 |
6,67 |
8,05 |
9,77 |
19,5 |
21,8 |
24,1 |
28,7 |
32,2 |
||
|
6 |
0,05 |
4,94 |
6,67 |
7,7 |
9,3 |
11,2 |
23 |
25,3 |
28,7 |
33,3 |
37,9 |
|||
|
7 |
0,01 |
5,98 |
7,93 |
9,2 |
11,1 |
13,8 |
27,6 |
29,9 |
34,5 |
40,2 |
46 |
|||
|
Индекс |
а |
6 |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
Карта 21. Неполное штучное время. Шлифование отверстий
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование отверстий |
|
Карта 21, лист 1 |
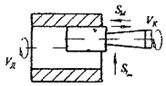
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования D, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования L, мм, до |
|||||||
|
10 |
12,5 |
16 |
20 |
25 |
32 |
40 |
50 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||
|
1 |
12,5 |
0,2 |
1,38 |
1,53 |
1,7 |
1,89 |
2,1 |
2,39 |
2,54 |
2,76 |
|
2 |
0,3 |
1,44 |
1,6 |
1,78 |
1,98 |
2,2 |
2,44 |
2,62 |
2,85 |
|
|
3 |
20 |
0,3 |
1,54 |
1,7 |
1,9 |
2,1 |
2,36 |
2,54 |
2,73 |
2,97 |
|
4 |
0,5 |
1,57 |
1,76 |
2,05 |
2,2 |
2,45 |
2,66 |
2,88 |
3,16 |
|
|
5 |
32 |
0,3 |
1,58 |
1,75 |
1,95 |
2,16 |
2,41 |
2,60 |
2,81 |
3,08 |
|
6 |
0,5 |
1,62 |
1,82 |
2,1 |
2,25 |
2,5 |
2,73 |
2,97 |
3,39 |
|
|
7 |
50 |
0,3 |
1,62 |
1,8 |
2,0 |
2,24 |
2,46 |
2,67 |
3,02 |
3,2 |
|
8 |
0,5 |
1,7 |
1,89 |
2,2 |
2,34 |
2,58 |
2,81 |
3,08 |
3,42 |
|
|
9 |
0,7 |
1,77 |
1,97 |
2,29 |
2,45 |
2,7 |
2,97 |
3,29 |
3,68 |
|
|
10 |
63 |
0,5 |
1,89 |
2,1 |
2,33 |
2,59 |
2,88 |
3,13 |
3,41 |
3,79 |
|
11 |
0,7 |
1,99 |
2,21 |
2,45 |
2,73 |
3,03 |
3,3 |
3,63 |
4,14 |
|
|
12 |
1,0 |
2,1 |
2,33 |
2,59 |
2,88 |
3,2 |
3,54 |
3,9 |
4,42 |
|
|
13 |
100 |
0,5 |
1,97 |
2,19 |
2,44 |
2,71 |
3,01 |
3,35 |
3,67 |
4,06 |
|
14 |
0,7 |
2,11 |
2,35 |
2,61 |
2,9 |
3,22 |
3,54 |
3,9 |
4,36 |
|
|
15 |
1,0 |
2,24 |
2,49 |
2,76 |
3,1 |
3,41 |
3,8 |
4,21 |
4,75 |
|
|
16 |
160 |
0,5 |
- |
- |
- |
2,96 |
3,31 |
3,6 |
3,94 |
4,49 |
|
17 |
0,7 |
- |
- |
- |
3,1 |
3,46 |
3,81 |
4,2 |
4,69 |
|
|
18 |
1,0 |
- |
- |
- |
3,3 |
3,67 |
4,08 |
4,54 |
5,1 |
|
|
19 |
250 |
0,5 |
- |
- |
- |
- |
- |
- |
- |
4,88 |
|
20 |
0,7 |
- |
- |
- |
- |
- |
- |
- |
5,36 |
|
|
21 |
1,0 |
- |
- |
- |
- |
- |
- |
- |
5,82 |
|
|
22 |
420 |
0,5 |
- |
- |
- |
- |
- |
- |
- |
5,50 |
|
23 |
0,7 |
- |
- |
- |
- |
- |
- |
- |
5,96 |
|
|
24 |
1,0 |
- |
- |
- |
- |
- |
- |
- |
6,53 |
|
|
25 |
500 |
0,5 |
- |
- |
- |
- |
- |
- |
- |
5,90 |
|
26 |
0,7 |
- |
- |
- |
- |
- |
- |
- |
6,50 |
|
|
27 |
1,0 |
- |
- |
- |
- |
- |
- |
- |
7,20 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование отверстий |
|
Карта 21, лист 2 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования, мм, до |
Припуск на диаметр 2П, мм, до |
Длина шлифования L, мм, до |
||||||||
|
63 |
80 |
100 |
125 |
160 |
180 |
200 |
250 |
400 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
1 |
12,5 |
0,2 |
3,23 |
3,62 |
4,07 |
4,79 |
- |
- |
- |
- |
- |
|
2 |
0,3 |
3,33 |
3,73 |
4,19 |
4,94 |
- |
- |
- |
- |
- |
|
|
5 |
20 |
0,3 |
3,47 |
3,89 |
4,37 |
5,15 |
6,14 |
7,07 |
- |
- |
- |
|
6 |
0,5 |
3,69 |
4,19 |
4,76 |
5,66 |
6,67 |
7,82 |
- |
- |
- |
|
|
9 |
32 |
0,3 |
3,59 |
4,06 |
4,6 |
5,46 |
6,41 |
7,5 |
9,0 |
11,1 |
- |
|
10 |
0,5 |
3,85 |
4,37 |
5,0 |
5,97 |
7,06 |
8,3 |
9,98 |
12,3 |
- |
|
|
14 |
50 |
0,3 |
3,74 |
4,23 |
4,94 |
5,75 |
6,79 |
7,96 |
9,55 |
11,7 |
14,5 |
|
15 |
0,5 |
4,02 |
4,59 |
5,27 |
6,29 |
7,07 |
8,83 |
10,7 |
13,2 |
16,0 |
|
|
16 |
0,7 |
4,33 |
4,99 |
5,77 |
6,94 |
8,31 |
9,85 |
11,9 |
14,8 |
18,1 |
|
|
17 |
63 |
0,5 |
4,40 |
5,0 |
5,72 |
6,84 |
8,1 |
9,53 |
11,4 |
14,0 |
17,3 |
|
18 |
0,7 |
4,75 |
5,45 |
6,25 |
7,5 |
8,96 |
10,6 |
12,8 |
15,8 |
19,6 |
|
|
19 |
1,0 |
5,19 |
6,01 |
6,97 |
8,4 |
10,1 |
12,0 |
14,5 |
18,3 |
22,4 |
|
|
23 |
100 |
0,5 |
4,73 |
5,38 |
6,17 |
7,41 |
8,78 |
10,3 |
12,4 |
15,2 |
18,8 |
|
24 |
0,7 |
5,19 |
5,85 |
6,75 |
8,13 |
9,74 |
11,5 |
14,0 |
17,1 |
21,1 |
|
|
25 |
1,0 |
5,58 |
6,48 |
7,53 |
9,12 |
11,0 |
12,6 |
15,9 |
19,7 |
23,9 |
|
|
29 |
160 |
0,5 |
5,09 |
5,8 |
6,66 |
8,0 |
9,93 |
11,5 |
14,1 |
17,6 |
20,3 |
|
30 |
0,7 |
5,49 |
6,32 |
7,29 |
8,8 |
10,5 |
12,4 |
16,0 |
18,6 |
22,6 |
|
|
31 |
1,0 |
6,02 |
6,99 |
8,14 |
9,85 |
11,9 |
14,1 |
17,2 |
21,4 |
26,7 |
|
|
35 |
250 |
0,5 |
5,62 |
6,47 |
7,4 |
8,89 |
11,5 |
13,4 |
16,9 |
19,3 |
22,5 |
|
36 |
0,7 |
6,31 |
7,03 |
8,1 |
9,79 |
12,6 |
14,6 |
18,9 |
20,5 |
25,3 |
|
|
37 |
1,0 |
6,66 |
7,79 |
9,05 |
10,9 |
13,2 |
15,7 |
19,9 |
23,5 |
29,2 |
|
|
41 |
420 |
0,5 |
6,4 |
7,42 |
7,92 |
10,4 |
13,4 |
14,8 |
18,9 |
22,0 |
27,0 |
|
42 |
0,7 |
7,03 |
7,91 |
9,5 |
11,5 |
14,9 |
16,6 |
21,1 |
24,9 |
30,5 |
|
|
43 |
1,0 |
7,73 |
9,07 |
10,7 |
12,9 |
15,6 |
18,9 |
23,1 |
28,6 |
35,2 |
|
|
44 |
500 |
0,5 |
7,06 |
8,24 |
9,6 |
11,6 |
14,0 |
16,7 |
20,3 |
25,2 |
30,9 |
|
45 |
0,7 |
7,7 |
8,78 |
10,6 |
12,6 |
15,7 |
18,8 |
23,0 |
28,0 |
35,0 |
|
|
46 |
1,0 |
8,59 |
10,1 |
12,1 |
14,7 |
17,9 |
21,6 |
26,4 |
33,0 |
40,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование отверстий |
|
Карта 21, лист 3 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Формы поверхности
|
Шлифуемая поверхность |
|||
|
свободная |
прерывистая (шлицевая) |
с галтелью |
с торцом |
|
Коэффициент |
|||
|
1,0 |
0,8 |
1,3 |
1,2 |
2. Ширины круга
|
Ширина круга, мм, до |
16 |
25 |
40 |
63 |
|
Коэффициент |
1,2 |
1,0 |
0,8 |
0,63 |
3. Обрабатываемого материала, квалитета и шероховатости поверхности (см. карту 2).
4. Точности и жесткости станка (см. карту 3).
5. Партии деталей (см. карту 1).
Карта 22. Неполное штучное время. Шлифование торцов на внутришлифовальных станках
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование торцов на внутришлифовальных станках |
|
Карта 22 |
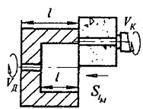
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Измеряемая длина l, мм, до |
Диаметр шлифования Dд, мм, до |
|||||||
|
50 |
80 |
125 |
200 |
|||||||
|
Припуск на сторону П, мм, до |
||||||||||
|
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
0,25 |
0,50 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||||
|
1 |
8 |
50 |
1,85 |
1,95 |
2,0 |
2,10 |
2,19 |
2,33 |
2,41 |
2,65 |
|
2 |
100 |
2,12 |
2,24 |
2,30 |
2,40 |
2,49 |
2,68 |
2,77 |
3,04 |
|
|
3 |
200 |
2,47 |
2,60 |
2,67 |
2,81 |
2,9 |
3,12 |
3,22 |
3,54 |
|
|
4 |
св. 200 |
2,72 |
2,86 |
2,94 |
3,1 |
3,19 |
3,43 |
3,54 |
3,90 |
|
|
5 |
12,5 |
50 |
1,94 |
2,06 |
2,1 |
2,26 |
2,35 |
2,51 |
2,59 |
2,89 |
|
6 |
100 |
2,23 |
2,37 |
2,41 |
2,59 |
2,7 |
2,89 |
2,98 |
3,32 |
|
|
7 |
200 |
2,59 |
2,75 |
2,8 |
3,02 |
3,14 |
3,36 |
3,46 |
3,86 |
|
|
8 |
св. 200 |
2,85 |
3,03 |
3,1 |
3,32 |
3,45 |
3,69 |
3,81 |
4,25 |
|
|
9 |
16 |
50 |
1,98 |
2,12 |
2,17 |
2,36 |
2,40 |
2,66 |
2,74 |
3,10 |
|
10 |
100 |
2,27 |
2,44 |
2,49 |
2,71 |
2,75 |
3,05 |
3,15 |
3,56 |
|
|
11 |
200 |
2,64 |
2,84 |
2,9 |
3,15 |
3,21 |
3,55 |
3,66 |
4,14 |
|
|
12 |
св. 200 |
2,90 |
3,12 |
3,19 |
3,47 |
3,53 |
3,91 |
4,03 |
4,55 |
|
|
13 |
20 |
50 |
- |
- |
2,25 |
2,45 |
2,50 |
2,83 |
2,87 |
3,27 |
|
14 |
100 |
- |
- |
2,58 |
2,82 |
2,87 |
3,25 |
3,39 |
3,76 |
|
|
15 |
200 |
- |
- |
3,0 |
3,28 |
3,34 |
3,73 |
3,83 |
4,37 |
|
|
16 |
св. 200 |
- |
- |
3,43 |
3,61 |
3,67 |
4,10 |
4,21 |
4,81 |
|
|
17 |
25 |
50 |
- |
- |
2,33 |
2,58 |
2,62 |
2,99 |
3,08 |
3,53 |
|
18 |
100 |
- |
- |
2,68 |
2,97 |
3,02 |
3,43 |
3,53 |
4,06 |
|
|
19 |
200 |
- |
- |
3,12 |
3,45 |
3,51 |
3,99 |
4,1 |
4,72 |
|
|
20 |
св. 200 |
- |
- |
3,60 |
3,79 |
3,86 |
4,39 |
4,51 |
5,20 |
|
|
21 |
32 |
50 |
- |
- |
- |
- |
2,75 |
3,11 |
3,23 |
3,86 |
|
22 |
100 |
- |
- |
- |
- |
3,16 |
3,58 |
3,72 |
4,4 |
|
|
23 |
200 |
- |
- |
- |
- |
3,68 |
4,16 |
4,32 |
5,12 |
|
|
24 |
св. 200 |
- |
- |
- |
- |
4,05 |
4,58 |
4,75 |
5,63 |
|
|
25 |
50 |
50 |
- |
- |
- |
- |
3,11 |
3,56 |
3,71 |
4,33 |
|
26 |
100 |
- |
- |
- |
- |
3,57 |
4,09 |
4,27 |
4,98 |
|
|
27 |
200 |
- |
- |
- |
- |
4,15 |
4,75 |
4,96 |
5,79 |
|
|
28 |
св. 200 |
- |
- |
- |
- |
4,57 |
5,23 |
5,46 |
6,37 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Партии деталей (см. карту 1).
5.4. Плоское шлифование
Карта 23. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Плоскошлифовальные станки |
|
Карта 23, лист 1 |
I. Подготовительно-заключительное время
|
№ позиции |
Способ установки детали |
Вид станка |
|||||||||||||
|
С прямоугольным столом |
С круглым столом |
||||||||||||||
|
Длина стола Lс, мм, до |
Диаметр стола Dc, мм до |
||||||||||||||
|
1000 |
2500 |
4000 |
1000 |
2500 |
4000 |
400 |
800 |
1500 |
400 |
800 |
1500 |
||||
|
С заменой шлифовального круга |
Без замены шлифовального круга |
С заменой шлифовального круга |
Без замены шлифовального круга |
||||||||||||
|
Время, мин |
|||||||||||||||
|
1 |
На магнитном столе (плите) |
12 |
14 |
17 |
5 |
6 |
7 |
15 |
17 |
19 |
8 |
9 |
10 |
||
|
2 |
На столе с креплением болтами и планками |
16 |
19 |
23 |
9 |
11 |
13 |
- |
- |
- |
- |
- |
- |
||
|
3 |
В самоцентрирующем патроне с зажимом ключом |
8 |
10 |
- |
6 |
7 |
- |
- |
- |
- |
- |
- |
- |
||
|
4 |
В тисках или в приспособлении |
Без установки приспособления |
13 |
15 |
18 |
6 |
7 |
8 |
19 |
22 |
24 |
12 |
13,5 |
15 |
|
|
5 |
С установкой приспособления |
на магнитной плите |
15 |
18 |
21 |
8 |
9,5 |
11 |
17 |
19 |
21 |
10 |
11 |
12 |
|
|
6 |
на столе |
18 |
21 |
25 |
11 |
13 |
15 |
- |
- |
- |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|||
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Плоскошлифовальные станки |
|
Карта 23, лист 2 |
II. Время на дополнительные элементы работы, не включенные в комплексы
|
№ позиции |
Наименование работы |
Длина стола Lc, мм, до |
Диаметр стола Dc, мм, до |
||||||
|
1000 |
2500 |
4000 |
400 |
800 |
1500 |
||||
|
Время tп.з, мин |
|||||||||
|
7 |
Сменить шлифовальный круг |
7 |
8 |
10 |
7 |
8,0 |
9 |
||
|
8 |
Установить и снять |
приспособление или тиски |
на столе |
5 |
6 |
7 |
- |
- |
- |
|
9 |
на магнитной плите |
2 |
2,5 |
3 |
2 |
2,5 |
3 |
||
|
10 |
магнитную плиту |
6 |
7 |
9 |
- |
- |
- |
||
|
11 |
упор на магнитной плите |
1 |
1,1 |
1,3 |
- |
- |
- |
||
|
12 |
Настроить синусное приспособление с помощью |
мерных плиток |
10 |
||||||
|
13 |
угломера |
7 |
|||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ |
Плоское шлифование |
||||||||||
|
Карта 23, лист 3 |
|||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки на 1 п. м, мм, до |
Масса детали М, кг, до |
|||||||
|
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
||||
|
Время tв.у, мин (на одну деталь) |
|||||||||||
|
28 |
На магнитном столе |
Без выверки |
- |
- |
- |
- |
4,9 |
5,7 |
6,5 |
7,28 |
8,3 |
|
29 |
С выверкой в одной плоскости |
0,5 |
- |
- |
- |
6,9 |
7,9 |
9,1 |
10,2 |
11,2 |
|
|
30 |
На столе с креплением болтами и планками |
С выверкой в одной плоскости |
0,5 |
8,06 |
8,9 |
10,2 |
12,3 |
14,2 |
16,8 |
19,0 |
22,4 |
|
31 |
0,1 |
8,8 |
9,9 |
11,2 |
13,4 |
15,7 |
18,5 |
21,3 |
24,6 |
||
|
32 |
0,05 |
10,2 |
11,2 |
12,9 |
15,7 |
17,9 |
21,3 |
24,6 |
28 |
||
|
33 |
0,01 |
12,3 |
13,4 |
15,7 |
19,0 |
21,3 |
25,7 |
29,1 |
33,6 |
||
|
34 |
С выверкой в двух плоскостях |
0,5 |
12,3 |
13,8 |
15,7 |
18,5 |
20,2 |
23,5 |
28 |
30,2 |
|
|
35 |
0,1 |
13,4 |
15,1 |
17,4 |
20,2 |
22,4 |
28 |
30,3 |
33,6 |
||
|
36 |
0,05 |
15,7 |
16,8 |
20,2 |
23,5 |
25,7 |
29,1 |
34,7 |
39,2 |
||
|
37 |
0,01 |
19,0 |
20,7 |
24,1 |
28,0 |
30,2 |
34,7 |
41,4 |
47 |
||
|
38 |
Время в карте предусматривает крепление болтами в количестве |
2 |
4 |
||||||||
|
39 |
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных |
0,34 |
0,45 |
0,56 |
|||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||
Примечания: 1. При переустановке деталей вручную время по карте принимать без изменений; при переустановке деталей с применением мостового крана без выверки к табличному времени применять коэффициент К = 0,65; с выверкой в одной плоскости - К = 0,8; с выверкой в двух плоскостях - К = 0,95. 2. При работе с местным подъемником время, приведенное для мостового крана, уменьшить на 1,5 мин. 3. При установке нескольких деталей для каждой детали сверх первой к табличному времени (поз. 9 - 18) применять коэффициент К = 0,7.
Карта 24. Вспомогательное время на установку и снятие детали
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ |
Плоское шлифование |
||||||||||
|
Карта 24, лист 1 |
|||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки на 1 п. м, мм, до |
Количество одновременно устанавливаемых деталей q, шт., до |
Масса детали М, кг, до |
||||||
|
0,3 |
1 |
3 |
5 |
10 |
20 |
||||||
|
Время tв.y, мин (на комплект устанавливаемых деталей) |
|||||||||||
|
1 |
Нам магнитном столе |
Без выверки |
- |
1 |
- |
0,34 |
0,38 |
0,41 |
0,47 |
0,54 |
|
|
2 |
3 |
0,48 |
0,59 |
0,72 |
0,78 |
0,89 |
1,0 |
||||
|
3 |
5 |
0,64 |
0,79 |
0,96 |
1,06 |
1,22 |
1,35 |
||||
|
4 |
10 |
1,0 |
1,2 |
1,45 |
1,59 |
1,79 |
- |
||||
|
5 |
25 |
1,68 |
2,03 |
2,5 |
2,71 |
3,06 |
- |
||||
|
6 |
50 |
2,5 |
3,4 |
3,7 |
4,03 |
- |
- |
||||
|
7 |
75 |
3,4 |
3,8 |
4,6 |
- |
- |
- |
||||
|
8 |
100 |
3,69 |
4,51 |
- |
- |
- |
- |
||||
|
9 |
В тисках |
С выверкой |
0,5 |
1 |
0,67 |
0,89 |
1,16 |
1,34 |
1,57 |
1,84 |
|
|
10 |
В самоцентрирующем патроне с зажимом ключом без выверки |
1 |
0,23 |
0,37 |
0,56 |
0,67 |
0,87 |
1,12 |
|||
|
11 |
На столе с креплением 2-мя болтами и планками |
С выверкой с одной плоскости |
0,5 |
1 |
1,3 |
1,54 |
2,07 |
2,35 |
2,8 |
3,36 |
|
|
12 |
0,1 |
1 |
1,45 |
1,7 |
2,24 |
2,5 |
3,1 |
3,7 |
|||
|
13 |
0,05 |
1 |
1,68 |
2,02 |
2,57 |
3,02 |
3,58 |
4,27 |
|||
|
14 |
0,01 |
1 |
2,01 |
2,5 |
3,1 |
3,7 |
4,4 |
5,15 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||||
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ |
Плоское шлифование |
||||||||||
|
Карта 24, лист 2 |
|||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки на 1 п. м, мм, до |
Количество одновременно устанавливаемых деталей, q, мм, до |
Масса детали М, кг, до |
||||||
|
0,3 |
1 |
3 |
5 |
10 |
20 |
||||||
|
Время tв.у, мин (на комплект устанавливаемых деталей) |
|||||||||||
|
15 |
На столе с креплением 2-мя болтами и планками |
С выверкой в двух плоскостях |
0,5 |
1 |
1,62 |
2,24 |
2,9 |
3,5 |
4,1 |
4,9 |
|
|
16 |
0,1 |
1,8 |
2,46 |
3,7 |
4,1 |
4,6 |
5,5 |
||||
|
17 |
0,05 |
2,0 |
2,8 |
3,9 |
4,3 |
5,3 |
6,3 |
||||
|
18 |
0,01 |
2,5 |
3,36 |
4,4 |
5,3 |
6,3 |
7,4 |
||||
|
19 |
Добавлять на каждый болт сверх предусмотренных |
0,34 |
|||||||||
|
20 |
В синусном приспособлении |
0,26 |
0,31 |
0,36 |
0,40 |
0,45 |
0,55 |
||||
|
21 |
На синусной магнитной плите |
0,25 |
0,29 |
0,34 |
0,37 |
0,41 |
0,45 |
||||
|
22 |
В синусном делительном приспособлении |
0,26 |
0,32 |
0,38 |
0,46 |
0,55 |
0,65 |
||||
|
23 |
В синусном кубике |
0,75 |
0,90 |
1,00 |
1,20 |
1,40 |
1,60 |
||||
|
24 |
В призме |
0,22 |
0,25 |
0,29 |
0,35 |
0,39 |
0,44 |
||||
|
25 |
В сменных прижимных планках |
1,70 |
2,0 |
2,30 |
2,70 |
3,60 |
4,20 |
||||
|
26 |
На оправке с копиром |
0,38 |
0,50 |
0,60 |
0,70 |
0,80 |
1,00 |
||||
|
27 |
В универсальном делительном приспособлении |
0,85 |
1,10 |
1,30 |
1,50 |
- |
- |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||||
Карта 25. Неполное штучное время. Плоское шлифование периферией круга на станках с прямоугольным столом
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Плоское шлифование периферией круга на станках с прямоугольным столом |
|
Карта 25, лист 1 |
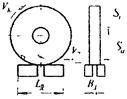
I. Неполное штучное время
|
№ позиции |
Ширина шлифования Bд, мм, до |
Припуск П, мм, до |
Длина шлифования Lд, мм, до |
||||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
160 |
200 |
250 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
1 |
12,5 |
0,25 |
2,04 |
2,05 |
2,06 |
2,08 |
2,09 |
2,11 |
2,21 |
2,24 |
2,31 |
|
2 |
0,35 |
2,05 |
2,06 |
2,07 |
2,09 |
2,11 |
2,13 |
2,22 |
2,27 |
2,34 |
|
|
3 |
0,50 |
2,06 |
2,07 |
2,08 |
2,10 |
2,12 |
2,15 |
2,24 |
2,31 |
2,38 |
|
|
4 |
16 |
0,25 |
2,06 |
2,07 |
2,08 |
2,10 |
2,12 |
2,15 |
2,24 |
2,31 |
2,39 |
|
5 |
0,35 |
2,07 |
2,08 |
2,09 |
2,11 |
2,13 |
2,17 |
2,28 |
2,35 |
2,42 |
|
|
6 |
0,50 |
2,08 |
2,09 |
2,10 |
2,12 |
2,15 |
2,19 |
2,31 |
2,4 |
2,53 |
|
|
7 |
20 |
0,25 |
2,07 |
2,08 |
2,09 |
2,11 |
2,15 |
2,18 |
2,31 |
2,38 |
2,48 |
|
8 |
0,35 |
2,08 |
2,09 |
2,10 |
2,12 |
2,16 |
2,2 |
2,34 |
2,42 |
2,53 |
|
|
9 |
0,50 |
2,09 |
2,10 |
2,11 |
2,15 |
2,18 |
2,22 |
2,37 |
2,46 |
2,60 |
|
|
10 |
25 |
0,25 |
2,08 |
2,09 |
2,11 |
2,15 |
2,16 |
2,22 |
2,4 |
2,46 |
2,61 |
|
11 |
0,35 |
2,09 |
2,10 |
2,13 |
2,17 |
2,2 |
2,25 |
2,43 |
2,53 |
2,66 |
|
|
12 |
0,50 |
2,10 |
2,11 |
2,15 |
2,19 |
2,22 |
2,28 |
2,45 |
2,60 |
2,74 |
|
|
13 |
32 |
0,25 |
2,11 |
2,12 |
2,15 |
2,19 |
2,23 |
2,28 |
2,5 |
2,60 |
2,76 |
|
14 |
0,35 |
2,12 |
2,13 |
2,17 |
2,22 |
2,27 |
2,32 |
2,54 |
2,66 |
2,83 |
|
|
15 |
0,50 |
2,13 |
2,15 |
2,19 |
2,24 |
2,29 |
2,38 |
2,61 |
2,77 |
2,94 |
|
|
16 |
40 |
0,25 |
2,13 |
2,15 |
2,19 |
2,24 |
2,29 |
2,38 |
2,61 |
2,77 |
2,94 |
|
17 |
0,35 |
2,15 |
2,17 |
2,21 |
2,28 |
2,33 |
2,40 |
2,67 |
2,82 |
3,03 |
|
|
18 |
0,50 |
2,17 |
2,19 |
2,23 |
2,30 |
2,35 |
2,45 |
2,75 |
2,93 |
3,16 |
|
|
19 |
50 |
0,25 |
2,15 |
2,17 |
2,21 |
2,28 |
2,33 |
2,6 |
2,7 |
2,95 |
3,25 |
|
20 |
0,35 |
2,17 |
2,19 |
2,23 |
2,30 |
2,38 |
2,63 |
2,76 |
3,04 |
3,34 |
|
|
21 |
0,50 |
2,19 |
2,21 |
2,28 |
2,33 |
2,42 |
2,7 |
2,88 |
3,17 |
3,49 |
|
|
22 |
63 |
0,25 |
2,22 |
2,26 |
2,29 |
2,33 |
2,35 |
2,83 |
3,0 |
3,33 |
3,63 |
|
23 |
0,35 |
2,27 |
2,29 |
2,32 |
2,35 |
2,4 |
2,87 |
3,1 |
3,4 |
3,76 |
|
|
24 |
0,50 |
2,29 |
2,32 |
2,35 |
2,40 |
2,45 |
2,95 |
3,55 |
3,8 |
3,98 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование периферией круга на станках с прямоугольным столом |
|
Карта 25, лист 2 |
I. Неполное штучное время
|
№ позиции |
Ширина шлифования Bд, мм, до |
Припуск П, мм, до |
Длина шлифования Lд, мм, до |
||||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
160 |
200 |
250 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
25 |
80 |
0,25 |
2,29 |
2,32 |
2,35 |
2,4 |
2,45 |
2,97 |
3,3 |
3,62 |
3,99 |
|
26 |
0,35 |
2,32 |
2,35 |
2,4 |
2,48 |
2,51 |
3,04 |
3,43 |
3,77 |
4,15 |
|
|
27 |
0,50 |
2,35 |
2,4 |
2,49 |
2,51 |
2,57 |
3,13 |
3,63 |
4,05 |
4,38 |
|
|
28 |
0,70 |
2,40 |
2,48 |
2,51 |
2,57 |
2,62 |
3,31 |
3,80 |
4,17 |
4,59 |
|
|
29 |
100 |
0,25 |
2,35 |
2,4 |
2,44 |
2,51 |
2,57 |
3,14 |
3,64 |
4,0 |
4,41 |
|
30 |
0,35 |
2,40 |
2,45 |
2,51 |
2,57 |
2,62 |
3,2 |
3,8 |
4,18 |
4,6 |
|
|
31 |
0,50 |
2,45 |
2,51 |
2,57 |
2,62 |
2,71 |
3,3 |
4,04 |
4,45 |
4,89 |
|
|
32 |
0,70 |
2,51 |
2,57 |
2,62 |
2,71 |
2,77 |
3,44 |
4,26 |
4,68 |
5,15 |
|
|
33 |
125 |
0,25 |
2,65 |
2,71 |
2,77 |
2,82 |
2,92 |
3,58 |
4,26 |
4,7 |
5,16 |
|
34 |
0,35 |
2,71 |
2,77 |
2,82 |
2,92 |
3,0 |
3,67 |
4,47 |
4,9 |
5,41 |
|
|
35 |
0,50 |
2,77 |
2,82 |
2,92 |
3,0 |
3,07 |
3,83 |
4,79 |
5,20 |
5,79 |
|
|
36 |
0,70 |
2,82 |
2,92 |
3,0 |
3,07 |
3,2 |
3,96 |
5,04 |
5,55 |
6,1 |
|
|
37 |
160 |
0,25 |
2,77 |
2,82 |
2,92 |
3,0 |
3,07 |
3,86 |
4,88 |
5,36 |
5,9 |
|
38 |
0,35 |
2,82 |
2,92 |
3,0 |
3,07 |
3,2 |
4,0 |
5,12 |
5,64 |
6,2 |
|
|
39 |
0,50 |
2,92 |
3,0 |
3,07 |
3,20 |
3,34 |
4,19 |
5,53 |
6,08 |
6,69 |
|
|
40 |
0,70 |
3,00 |
3,07 |
3,20 |
3,34 |
3,5 |
4,35 |
5,87 |
6,45 |
7,1 |
|
|
41 |
200 |
0,35 |
- |
- |
- |
- |
- |
4,36 |
5,88 |
6,46 |
7,11 |
|
42 |
0,50 |
- |
- |
- |
- |
- |
4,60 |
6,39 |
7,02 |
7,73 |
|
|
43 |
0,70 |
- |
- |
- |
- |
- |
4,8 |
6,79 |
7,47 |
8,22 |
|
|
44 |
1,0 |
- |
- |
- |
- |
- |
5,1 |
7,37 |
8,10 |
8,92 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование периферией круга на станках с прямоугольным столом |
|
Карта 25, лист 3 |
I. Неполное штучное время
|
№ позиции |
Ширина шлифования Bд, мм, до |
Припуск П, мм, до |
Длина шлифования Lд, мм, до |
||||||||
|
320 |
400 |
500 |
600 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
1 |
12,5 |
0,25 |
2,44 |
2,51 |
- |
- |
- |
- |
- |
- |
- |
|
2 |
0,35 |
2,46 |
2,55 |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
0,50 |
2,51 |
2,64 |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
16 |
0,25 |
2,51 |
2,64 |
2,79 |
- |
- |
- |
- |
- |
- |
|
5 |
0,35 |
2,57 |
2,73 |
2,86 |
- |
- |
- |
- |
- |
- |
|
|
6 |
0,50 |
2,64 |
2,82 |
3,08 |
- |
- |
- |
- |
- |
- |
|
|
7 |
20 |
0,25 |
2,64 |
2,77 |
2,97 |
3,39 |
- |
- |
- |
- |
- |
|
8 |
0,35 |
2,71 |
2,86 |
3,08 |
3,49 |
- |
- |
- |
- |
- |
|
|
9 |
0,50 |
2,75 |
2,95 |
3,21 |
3,65 |
- |
- |
- |
- |
- |
|
|
10 |
25 |
0,25 |
2,82 |
2,95 |
3,23 |
3,67 |
3,98 |
- |
- |
- |
- |
|
11 |
0,35 |
2,88 |
3,08 |
3,34 |
3,81 |
4,25 |
- |
- |
- |
- |
|
|
12 |
0,50 |
3,01 |
3,21 |
3,50 |
4,02 |
4,40 |
- |
- |
- |
- |
|
|
13 |
32 |
0,25 |
3,01 |
3,21 |
3,54 |
4,07 |
4,51 |
5,17 |
- |
- |
- |
|
14 |
0,35 |
3,06 |
3,34 |
3,67 |
4,25 |
4,77 |
5,43 |
- |
- |
- |
|
|
15 |
0,50 |
3,19 |
3,56 |
3,89 |
4,52 |
5,21 |
5,87 |
- |
- |
- |
|
|
16 |
40 |
0,25 |
3,19 |
3,56 |
3,89 |
4,53 |
5,21 |
5,87 |
6,31 |
- |
- |
|
17 |
0,35 |
3,32 |
3,65 |
4,07 |
4,75 |
5,39 |
6,23 |
7,35 |
- |
- |
|
|
18 |
0,50 |
3,48 |
3,85 |
4,33 |
5,08 |
5,79 |
6,75 |
8,01 |
- |
- |
|
|
19 |
50 |
0,25 |
3,58 |
3,9 |
4,33 |
4,96 |
5,67 |
6,52 |
7,64 |
9,19 |
10,9 |
|
20 |
0,35 |
3,7 |
4,1 |
4,53 |
5,2 |
6,0 |
6,92 |
8,22 |
9,84 |
11,7 |
|
|
21 |
0,50 |
3,89 |
4,32 |
4,83 |
5,59 |
6,42 |
7,54 |
8,98 |
10,8 |
12,9 |
|
|
22 |
63 |
0,25 |
4,1 |
4,46 |
4,99 |
5,76 |
6,67 |
7,87 |
9,21 |
11,1 |
13,2 |
|
23 |
0,35 |
4,2 |
4,68 |
5,13 |
6,1 |
7,07 |
8,35 |
10,0 |
11,9 |
14,2 |
|
|
24 |
0,50 |
4,23 |
4,97 |
5,62 |
6,58 |
7,69 |
9,0 |
10,8 |
13,1 |
15,8 |
|
|
25 |
80 |
0,25 |
4,5 |
5,03 |
5,71 |
6,68 |
7,8 |
9,16 |
11,0 |
13,4 |
16,1 |
|
26 |
0,35 |
4,71 |
5,28 |
6,01 |
7,07 |
8,33 |
9,8 |
11,8 |
14,4 |
17,4 |
|
|
27 |
0,50 |
5,0 |
5,68 |
6,5 |
7,7 |
9,14 |
10,8 |
13,1 |
16,0 |
19,4 |
|
|
28 |
0,70 |
5,27 |
6,0 |
6,9 |
8,19 |
9,75 |
11,4 |
14,1 |
17,3 |
21,0 |
|
|
29 |
100 |
0,25 |
5,25 |
5,58 |
6,46 |
7,73 |
9,06 |
10,8 |
13,1 |
16,2 |
19,5 |
|
30 |
0,35 |
5,38 |
6,01 |
6,93 |
8,24 |
9,8 |
11,6 |
14,1 |
17,4 |
21,1 |
|
|
31 |
0,50 |
5,67 |
6,51 |
7,54 |
9,0 |
10,8 |
12,9 |
15,7 |
19,4 |
23,4 |
|
|
32 |
0,70 |
6,0 |
6,92 |
8,0 |
9,64 |
11,6 |
13,9 |
17,0 |
21,7 |
25,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование периферией круга на станках с прямоугольным столом |
|
Карта 25, лист 4 |
I. Неполное штучное время
|
№ позиции |
Ширина шлифования Bд, мм, до |
Припуск П, мм, до |
Длина шлифования Lд, мм, до |
||||||||
|
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
33 |
125 |
|
|
|
|
|
|
|
|
|
|
|
34 |
0,25 |
5,94 |
6,77 |
7,8 |
9,3 |
11,0 |
13,2 |
16,0 |
19,7 |
24,0 |
|
|
35 |
0,35 |
6,26 |
7,18 |
8,3 |
9,92 |
11,9 |
14,3 |
17,3 |
21,4 |
26,0 |
|
|
36 |
0,50 |
6,75 |
7,77 |
9,06 |
10,9 |
13,1 |
15,7 |
19,2 |
23,8 |
29,0 |
|
|
40 |
0,70 |
7,14 |
8,26 |
9,7 |
11,7 |
14,1 |
17,0 |
20,8 |
25,9 |
31,6 |
|
|
36 |
160 |
0,25 |
6,86 |
7,93 |
9,15 |
11,0 |
13,4 |
15,5 |
19,7 |
24,5 |
30,6 |
|
37 |
0,35 |
7,27 |
8,44 |
9,91 |
12,0 |
14,5 |
17,4 |
21,4 |
26,6 |
32,5 |
|
|
38 |
0,50 |
7,9 |
9,22 |
10,9 |
13,2 |
16,0 |
19,4 |
23,8 |
29,7 |
36,5 |
|
|
40 |
0,70 |
8,41 |
9,85 |
11,7 |
14,2 |
17,3 |
20,9 |
25,9 |
31,2 |
39,7 |
|
|
41 |
200 |
0,35 |
8,44 |
9,9 |
11,7 |
14,3 |
17,4 |
21,0 |
26,0 |
32,5 |
39,9 |
|
42 |
0,50 |
9,22 |
10,9 |
12,8 |
15,8 |
19,4 |
23,5 |
29,0 |
36,5 |
44,9 |
|
|
43 |
0,70 |
9,85 |
11,7 |
13,9 |
17,0 |
21,7 |
25,5 |
31,6 |
37,5 |
48,9 |
|
|
44 |
1,0 |
10,7 |
12,8 |
15,3 |
21,3 |
23,6 |
28,3 |
35,2 |
39,7 |
54,7 |
|
|
45 |
250 |
0,35 |
10,9 |
11,7 |
14,0 |
17,2 |
21,0 |
25,7 |
31,8 |
39,9 |
43,6 |
|
46 |
0,50 |
11,2 |
12,9 |
15,5 |
19,1 |
23,5 |
28,7 |
35,7 |
44,9 |
55,5 |
|
|
47 |
0,70 |
11,8 |
13,9 |
16,8 |
19,6 |
25,5 |
31,3 |
39,4 |
48,9 |
60,5 |
|
|
48 |
1,0 |
12,9 |
15,0 |
18,5 |
22,9 |
28,4 |
34,8 |
45,8 |
54,7 |
70,1 |
|
|
49 |
320 |
0,35 |
- |
14,4 |
17,3 |
21,4 |
26,4 |
32,3 |
40,4 |
50,4 |
62,3 |
|
50 |
0,50 |
- |
15,9 |
19,2 |
23,8 |
29,5 |
36,1 |
45,0 |
55,6 |
70,2 |
|
|
51 |
0,70 |
- |
17,2 |
20,8 |
24,7 |
32,1 |
39,4 |
48,0 |
62,0 |
76,9 |
|
|
52 |
1,0 |
- |
19,0 |
23,1 |
28,7 |
35,7 |
44,0 |
54,8 |
69,0 |
86,0 |
|
|
53 |
420 |
0,35 |
- |
- |
21,0 |
26,7 |
32,0 |
40,0 |
48,8 |
61,8 |
77,1 |
|
54 |
0,50 |
- |
- |
22,6 |
28,8 |
35,8 |
44,5 |
55,0 |
70,0 |
87,1 |
|
|
55 |
0,70 |
- |
- |
25,4 |
31,3 |
39,0 |
49,0 |
60,0 |
76,0 |
94,4 |
|
|
56 |
1,0 |
- |
- |
28,3 |
33,6 |
43,5 |
54,2 |
67,1 |
85,1 |
107 |
|
|
57 |
500 |
0,35 |
- |
- |
- |
31,5 |
39,3 |
48,8 |
60,3 |
76,5 |
95,7 |
|
58 |
0,50 |
- |
- |
- |
35,9 |
44,1 |
53,7 |
68,0 |
86,8 |
108 |
|
|
59 |
0,70 |
- |
- |
- |
42,9 |
48,0 |
60,0 |
74,4 |
94,4 |
118 |
|
|
60 |
1,0 |
- |
- |
- |
45,7 |
53,8 |
67,0 |
83,3 |
100 |
133 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование периферией круга на станках с прямоугольным столом |
|
Карта 25, лист 5 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Мощности станка
|
Мощность станка N, кВт |
4,5 |
10 |
28 |
|
Коэффициент |
1,15 |
1,0 |
0,83 |
2. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
3. Точности и жесткости станка (см. карту 3).
4. Партии деталей (см. карту 1).
5. Способа поперечной подачи, при работе с ручной подачей применять коэффициент 1,0; с автоматической подачей - коэффициент 0,77.
Карта 26. Неполное штучное время. Плоское шлифование торцом круга на станках с прямоугольным, столом
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Плоское шлифование торцом круга на станках с прямоугольным, столом |
|
Карта 26, лист 1 |
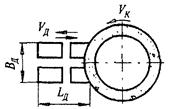
I. Неполное штучное время
|
№ позиции |
Приведенная ширина шлифования Bпр, мм, до |
Припуск на обработку П, мм, до |
Длина шлифования Lд, мм, до |
||||||||||
|
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||||
|
1 |
50 |
0,35 |
2,38 |
2,5 |
2,67 |
2,82 |
2,94 |
3,37 |
3,56 |
3,93 |
4,44 |
5,08 |
58 |
|
2 |
0,5 |
2,42 |
2,56 |
2,75 |
2,9 |
3,1 |
3,41 |
3,75 |
4,11 |
4,74 |
5,46 |
6,26 |
|
|
3 |
0,7 |
2,49 |
2,63 |
2,83 |
3,0 |
3,21 |
3,58 |
3,85 |
4,42 |
5,08 |
5,87 |
6,78 |
|
|
4 |
80 |
0,35 |
2,66 |
2,79 |
3,0 |
3,19 |
3,41 |
3,75 |
4,14 |
4,6 |
5,26 |
6,05 |
6,91 |
|
5 |
0,5 |
2,71 |
2,86 |
3,09 |
3,3 |
3,54 |
3,92 |
4,35 |
4,86 |
5,58 |
6,47 |
7,49 |
|
|
6 |
0,7 |
2,77 |
2,94 |
3,18 |
3,41 |
3,67 |
4,1 |
4,58 |
5,16 |
5,84 |
6,94 |
8,06 |
|
|
7 |
125 |
0,35 |
2,95 |
3,1 |
3,36 |
3,59 |
3,85 |
4,28 |
4,76 |
5,34 |
6,1 |
7,1 |
8,24 |
|
8 |
0,5 |
3,03 |
3,2 |
3,5 |
3,75 |
4,1 |
4,53 |
5,12 |
5,75 |
6,66 |
7,72 |
9,1 |
|
|
9 |
0,7 |
3,09 |
3,29 |
3,59 |
3,87 |
4,24 |
4,74 |
5,36 |
6,1 |
7,0 |
8,29 |
9,75 |
|
|
10 |
200 |
0,5 |
3,2 |
3,41 |
3,74 |
4,06 |
4,29 |
5,0 |
5,73 |
6,55 |
7,63 |
9,05 |
10,7 |
|
11 |
0,7 |
3,3 |
3,53 |
3,88 |
4,27 |
4,73 |
5,36 |
6,26 |
7,06 |
8,1 |
10,0 |
11,7 |
|
|
12 |
1,0 |
3,4 |
3,66 |
4,08 |
4,48 |
4,98 |
5,67 |
6,57 |
7,72 |
8,95 |
10,8 |
12,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование торцом круга на станках с прямоугольным столом |
|
Карта 26, лист 2 |
I. Неполное штучное время
|
№ позиции |
Приведенная ширина шлифования Bпр, мм, до |
Припуск на обработку П, мм, до |
Длина шлифования Lд, мм, до |
||||||||||
|
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||||
|
13 |
320 |
0,5 |
- |
- |
4,26 |
4,65 |
5,18 |
5,86 |
6,77 |
7,79 |
9,13 |
10,9 |
13,0 |
|
14 |
0,7 |
- |
- |
4,41 |
4,88 |
5,47 |
6,22 |
7,22 |
8,34 |
9,86 |
11,8 |
14,1 |
|
|
15 |
1,0 |
- |
- |
4,71 |
5,24 |
5,9 |
6,78 |
8,69 |
9,21 |
10,9 |
13,2 |
15,8 |
|
|
16 |
400 |
0,5 |
- |
- |
- |
5,13 |
5,9 |
6,78 |
7,9 |
9,2 |
10,0 |
13,2 |
15,8 |
|
17 |
0,7 |
- |
- |
- |
5,5 |
6,2 |
7,19 |
8,4 |
10,0 |
11,7 |
14,2 |
17,2 |
|
|
18 |
1,0 |
- |
- |
- |
5,86 |
6,68 |
7,78 |
9,15 |
11,0 |
12,9 |
15,7 |
19,0 |
|
|
19 |
500 |
0,5 |
- |
- |
- |
- |
6,85 |
7,95 |
9,34 |
11,0 |
13,2 |
15,9 |
19,2 |
|
20 |
0,7 |
- |
- |
- |
- |
7,37 |
8,6 |
10,2 |
12,0 |
14,4 |
17,6 |
21,2 |
|
|
21 |
1,0 |
- |
- |
- |
- |
7,9 |
9,28 |
11,0 |
13,1 |
15,7 |
21,2 |
23,4 |
|
|
22 |
630 |
0,5 |
- |
- |
- |
- |
- |
9,35 |
11,1 |
13,2 |
15,8 |
19,4 |
23,6 |
|
23 |
0,7 |
- |
- |
- |
- |
- |
10,0 |
12,0 |
14,3 |
17,2 |
21,2 |
25,8 |
|
|
24 |
1,0 |
- |
- |
- |
- |
- |
11,1 |
13,3 |
15,9 |
19,3 |
23,8 |
29,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование торцом круга на станках с прямоугольным столом |
|
Карта 26, лист 3 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Мощности станка и формы круга
|
Форма круга |
Мощность станка N, кВт |
|
|
10 |
26 |
|
|
Коэффициент |
||
|
Сплошной |
1,0 |
0,8 |
|
Сегментный |
0,83 |
0,65 |
2. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
3. Точности и жесткости станка (см. карту 3).
Карта 27. Неполное штучное время. Плоское шлифование периферией круга на станках с круглым столом
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Плоское шлифование периферией круга на станках с круглым столом |
|
Карта 27, лист 1 |
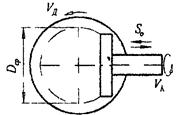
I. Неполное штучное время
|
№ позиции |
Средний диаметр рабочей зоны стола Dс, мм, до |
Припуск на обработку П, мм, до |
Ширина шлифования Bд, мм, до |
||||||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||
|
1 |
320 |
0,17 |
2,78 |
3,04 |
3,3 |
3,70 |
4,09 |
4,74 |
5,39 |
6,43 |
7,47 |
9,14 |
- |
- |
- |
|
2 |
0,25 |
2,93 |
3,23 |
3,54 |
4,0 |
4,45 |
5,22 |
5,98 |
7,19 |
8,4 |
10,3 |
- |
- |
- |
|
|
3 |
0,35 |
3,05 |
3,40 |
3,74 |
4,26 |
4,77 |
5,64 |
6,5 |
7,86 |
9,21 |
11,3 |
- |
- |
- |
|
|
4 |
0,5 |
3,24 |
3,62 |
4,0 |
4,56 |
5,11 |
6,05 |
6,98 |
8,49 |
10,0 |
12,5 |
- |
- |
- |
|
|
5 |
0,7 |
3,34 |
3,78 |
4,21 |
4,87 |
5,53 |
6,62 |
7,7 |
9,4 |
11,1 |
13,8 |
- |
- |
- |
|
|
6 |
400 |
017 |
2,99 |
3,32 |
3,65 |
4,08 |
4,51 |
5,39 |
6,26 |
7,55 |
8,84 |
10,9 |
12,9 |
- |
- |
|
7 |
0,25 |
3,18 |
3,56 |
3,93 |
4,52 |
5,1 |
6,55 |
7,0 |
8,49 |
9,98 |
12,3 |
14,7 |
- |
- |
|
|
8 |
0,35 |
3,33 |
3,76 |
4,19 |
4,84 |
5,49 |
6,57 |
7,65 |
9,33 |
11,0 |
13,7 |
16,4 |
- |
- |
|
|
9 |
0,5 |
3,51 |
3,99 |
4,46 |
5,2 |
5,91 |
7,12 |
8,32 |
10,2 |
12,1 |
15,1 |
18,1 |
- |
- |
|
|
10 |
0,7 |
3,72 |
4,26 |
4,79 |
5,61 |
6,43 |
7,81 |
9,15 |
11,2 |
13,3 |
16,8 |
20,2 |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование периферией круга на станках с круглым столом |
|
Карта 27, лист 2 |
I. Неполное штучное время
|
№ позиции |
Средний диаметр рабочей зоны стола Dp, мм, до |
Припуск на обработку П, мм, до |
Ширина шлифования Bд, мм, до |
||||||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||
|
11 |
500 |
0,25 |
3,82 |
4,3 |
4,78 |
5,5 |
6,22 |
7,42 |
8,62 |
10,5 |
12,3 |
15,3 |
18,3 |
22,7 |
- |
|
12 |
0,35 |
4,02 |
4,56 |
5,1 |
5,92 |
6,73 |
8,1 |
9,44 |
11,5 |
13,6 |
17,0 |
20,4 |
25,9 |
- |
|
|
13 |
0,5 |
4,24 |
4,85 |
5,45 |
6,36 |
7,27 |
8,74 |
10,2 |
12,6 |
14,9 |
18,7 |
22,5 |
28,7 |
- |
|
|
14 |
0,7 |
4,49 |
5,17 |
5,85 |
6,88 |
7,91 |
9,61 |
11,3 |
14,0 |
16,6 |
20,9 |
25,1 |
32,1 |
- |
|
|
15 |
1,0 |
4,76 |
5,52 |
6,28 |
7,43 |
8,57 |
10,5 |
12,4 |
15,3 |
18,2 |
23,0 |
27,7 |
35,5 |
- |
|
|
16 |
630 |
0,25 |
4,24 |
4,85 |
5,45 |
6,35 |
7,25 |
8,78 |
10,3 |
12,6 |
14,9 |
18,7 |
22,5 |
28,7 |
34,8 |
|
17 |
0,35 |
4,49 |
5,17 |
5,85 |
6,88 |
7,9 |
9,6 |
11,3 |
13,8 |
16,5 |
20,8 |
25,1 |
32,0 |
38,9 |
|
|
18 |
0,5 |
4,76 |
5,52 |
6,28 |
7,43 |
8,58 |
10,3 |
12,4 |
15,3 |
18,2 |
23,0 |
27,7 |
35,5 |
43,2 |
|
|
19 |
0,7 |
5,1 |
5,95 |
6,8 |
8,1 |
9,39 |
11,5 |
13,7 |
17,0 |
20,3 |
25,7 |
31,0 |
39,8 |
48,5 |
|
|
20 |
1,0 |
5,4 |
6,37 |
7,33 |
8,6 |
9,88 |
12,4 |
15,0 |
18,7 |
22,3 |
28,4 |
34,4 |
44,1 |
53,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
2. Точности и жесткости станка (см. карту 3).
3. Партии деталей (см. карту 1).
Карта 28. Неполное штучное время. Плоское шлифование торцом круга на станках с круглым столом
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Плоское шлифование торцом круга на станках с круглым столом |
|
Карта 28, лист 1 |
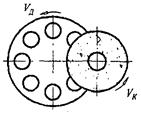
I. Неполное штучное время
|
№ позиции |
Средний диаметр рабочей зоны стола Dc, мм, до |
Припуск на обработку П, мм, до |
Приведенная ширина шлифования Bпр, мм, до |
||||||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||
|
1 |
320 |
0,25 |
2,43 |
2,52 |
2,60 |
2,72 |
2,83 |
3,12 |
3,41 |
3,57 |
3,73 |
4,16 |
4,59 |
4,84 |
5,09 |
|
2 |
0,35 |
2,51 |
2,61 |
2,70 |
2,81 |
2,92 |
3,24 |
3,56 |
3,75 |
3,93 |
4,35 |
4,77 |
5,09 |
5,4 |
|
|
3 |
0,50 |
2,59 |
2,71 |
2,82 |
2,95 |
3,07 |
3,37 |
3,67 |
3,88 |
4,19 |
4,56 |
4,92 |
5,33 |
5,73 |
|
|
4 |
0,70 |
2,67 |
2,79 |
2,90 |
3,09 |
3,22 |
3,58 |
3,93 |
4,15 |
4,37 |
4,89 |
5,41 |
5,69 |
5,96 |
|
|
5 |
400 |
0,25 |
2,60 |
2,70 |
2,79 |
2,94 |
3,08 |
3,41 |
3,73 |
3,93 |
4,13 |
4,23 |
5,1 |
5,42 |
5,73 |
|
6 |
0,35 |
2,70 |
2,81 |
2,92 |
3,11 |
3,22 |
3,58 |
3,93 |
4,15 |
4,37 |
4,89 |
5,41 |
5,77 |
6,13 |
|
|
7 |
0,50 |
2,80 |
2,94 |
3,07 |
3,23 |
3,39 |
3,79 |
4,19 |
4,44 |
4,69 |
5,21 |
5,73 |
6,13 |
6,53 |
|
|
8 |
0,7 |
2,90 |
3,04 |
3,18 |
3,39 |
3,59 |
3,98 |
4,37 |
4,69 |
5,0 |
5,57 |
6,13 |
6,57 |
7,0 |
|
|
9 |
500 |
0,25 |
2,87 |
3,0 |
3,12 |
3,27 |
3,41 |
3,78 |
4,15 |
4,40 |
4,65 |
5,01 |
5,37 |
5,97 |
6,57 |
|
10 |
0,35 |
2,99 |
3,11 |
3,28 |
3,42 |
3,55 |
3,98 |
4,4 |
4,73 |
5,06 |
5,36 |
5,65 |
6,35 |
7,05 |
|
|
11 |
0,50 |
3,11 |
3,29 |
3,48 |
3,65 |
3,81 |
4,23 |
4,65 |
5,01 |
5,37 |
5,77 |
6,16 |
6,87 |
7,57 |
|
|
12 |
0,70 |
3,26 |
3,44 |
3,61 |
3,83 |
4,05 |
4,50 |
4,95 |
5,3 |
5,65 |
6,16 |
6,67 |
7,42 |
8,16 |
|
|
13 |
1,0 |
3,48 |
3,67 |
3,85 |
4,07 |
4,29 |
4,83 |
5,36 |
5,79 |
6,02 |
6,69 |
7,16 |
8,1 |
8,99 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование торцом круга на станках с круглым столом |
|
|
Карта 28, лист 2 |
|
I. Неполное штучное время
|
№ позиции |
Средний диаметр рабочей зоны стола Dc, мм, до |
Припуск на обработку П, мм, до |
Приведенная ширина шлифования Bпр, мм, до |
||||||||||||||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
|||||||||||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||||||||||
|
14 |
630 |
0,25 |
3,12 |
3,29 |
3,45 |
3,69 |
3,93 |
4,33 |
4,73 |
5,05 |
5,37 |
5,82 |
6,27 |
6,59 |
6,91 |
||||||||
|
15 |
0,35 |
3,29 |
3,46 |
3,63 |
3,86 |
4,08 |
4,57 |
5,06 |
5,40 |
5,74 |
6,19 |
6,63 |
7,46 |
8,29 |
|||||||||
|
16 |
0,50 |
3,43 |
3,66 |
3,88 |
4,14 |
4,39 |
4,88 |
5,37 |
5,66 |
5,94 |
6,6 |
7,26 |
8,1 |
8,93 |
|||||||||
|
17 |
0,70 |
3,61 |
3,84 |
4,07 |
4,39 |
4,70 |
5,23 |
5,75 |
6,19 |
6,63 |
7,27 |
7,90 |
8,8 |
9,69 |
|||||||||
|
18 |
1,0 |
3,86 |
4,11 |
4,36 |
4,68 |
5,0 |
5,63 |
6,25 |
6,71 |
7,16 |
7,85 |
8,53 |
9,62 |
10,7 |
|||||||||
|
19 |
800 |
0,25 |
3,48 |
3,68 |
3,87 |
4,16 |
4,44 |
4,93 |
5,42 |
5,83 |
6,23 |
6,8 |
7,37 |
8,2 |
9,03 |
||||||||
|
20 |
0,35 |
3,66 |
3,89 |
4,11 |
4,40 |
4,68 |
5,26 |
5,83 |
6,1 |
6,36 |
7,1 |
7,83 |
8,82 |
9,81 |
|||||||||
|
21 |
0,50 |
3,86 |
4,15 |
4,43 |
4,76 |
5,09 |
5,66 |
6,23 |
6,8 |
7,37 |
8,0 |
8,64 |
9,62 |
10,6 |
|||||||||
|
22 |
0,70 |
4,08 |
4,37 |
4,65 |
5,06 |
5,46 |
6,08 |
6,7 |
7,27 |
7,83 |
8,63 |
9,43 |
10,5 |
11,6 |
|||||||||
|
23 |
1,0 |
4,4 |
4,72 |
5,04 |
5,45 |
5,85 |
6,6 |
7,35 |
7,95 |
8,55 |
9,53 |
10,5 |
11,7 |
12,9 |
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||||||
![]()
где ΣFд - суммарная площадь шлифования, мм2;
Dcp - средний диаметр рабочей зоны стола, мм.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование торцом круга на станках с круглым столом |
|
Карта 28, лист 3 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Формы круга
|
Форма круга |
Сплошная |
Сегментная |
|
Коэффициент |
1,0 |
0,83 |
2. Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту 2).
3. Точности и жесткости станка (см. карту 3).
4. Партии деталей (см. карту 1).
5.5. Резьбошлифование
Карта 29. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Резьбошлифовальные станки |
|
Карта 29 |
Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
|
№ позиции |
Способ установки детали |
Станки |
С заменой установочных приспособлений |
Без замены установочных приспособлений |
|
Время tп.з, мин |
||||
|
1 |
В центрах |
С ручным управлением |
26 |
21 |
|
2 |
С полуавтоматическим циклом |
20 |
15 |
|
|
Индекс |
а |
б |
||
Б. На дополнительные приемы
|
№ позиции |
Наименование приемов |
Время tп.з, мин |
|
3 |
Установить и снять шлифовальный круг |
6 |
|
4 |
Править шлифовальный круг после его замены (предварительно) |
3 |
|
5 |
Накатать профиль у многониточного круга |
25 |
|
6 |
Настроить механизм затылования резьбы со сменой кулачка |
7 |
|
7 |
Проверить профиль на специальном оптическом приборе (в лаборатории) |
10 |
|
8 |
Настроить механизм деления |
5 |
Карта 30. Вспомогательное время на установку и снятие детали при работе в центрах
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЦЕНТРАХ |
Резьбошлифование |
|||||||||||
|
Карта 30 |
||||||||||||
|
№ позиции |
Способ установки |
Число люнетов |
Масса детали М, кг, до |
|||||||||
|
0,01 |
0,05 |
0,08 |
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
||||
|
Время tв.у, мин |
||||||||||||
|
1 |
В центрах с надеванием хомутика |
- |
0,34 |
0,28 |
0,23 |
0,29 |
0,42 |
0,58 |
0,69 |
0,85 |
1,14 |
|
|
2 |
1 |
- |
- |
- |
0,36 |
0,53 |
0,72 |
0,86 |
1,06 |
1,4 |
||
|
3 |
В центрах без надевания |
1 |
- |
- |
- |
0,18 |
0,27 |
0,36 |
0,43 |
0,54 |
0,67 |
|
|
4 |
На центровой гладкой или шлицевой оправке |
при свободном надевании детали |
- |
- |
- |
0,38 |
0,53 |
0,72 |
0,81 |
1,06 |
1,3 |
|
|
5 |
при тугом надевании детали |
- |
- |
- |
0,64 |
0,88 |
1,24 |
1,4 |
1,7 |
2,1 |
||
|
6 |
На центровой оправке с креплением гайкой |
с быстросъемной шайбой |
- |
- |
- |
0,59 |
0,82 |
1,1 |
1,3 |
1,57 |
2,08 |
|
|
7 |
с простой шайбой |
- |
- |
- |
0,82 |
1,09 |
1,3 |
1,4 |
1,97 |
2,3 |
||
|
8 |
Установка на оправку каждой последующей детали |
- |
- |
- |
0,16 |
0,18 |
0,22 |
0,28 |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||
Карта 31. Неполное штучное время. Шлифование резьбы однониточным кругом по предварительно нарезанной резьбе
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование резьбы однониточным кругом по предварительно нарезанной резьбе |
|
Карта 31, лист 1 |
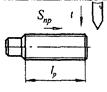
I. Неполное штучное время на поверхность
|
№ позиции |
Диаметр резьбы d, мм |
Шаг резьбы P, мм, до |
Длина шлифуемой резьбы lр, мм, до |
||||||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||||||
|
1 |
16 |
1,5 |
3,12 |
3,67 |
4,22 |
5,01 |
5,8 |
- |
- |
- |
- |
- |
- |
- |
- |
|
2 |
2,0 |
2,94 |
3,42 |
3,9 |
4,64 |
5,37 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
24 |
1,5 |
3,66 |
4,38 |
5,09 |
6,14 |
7,17 |
9,16 |
11,1 |
- |
- |
- |
- |
- |
- |
|
4 |
2 |
3,45 |
4,13 |
4,8 |
5,79 |
6,77 |
8,64 |
10,5 |
|
|
- |
- |
- |
- |
|
|
5 |
3 |
2,55 |
2,93 |
3,3 |
3,92 |
4,54 |
5,5 |
6,45 |
- |
- |
- |
- |
- |
- |
|
|
6 |
36 |
1,5 |
3,24 |
4,01 |
4,79 |
6,14 |
5,96 |
7,37 |
9,18 |
10,9 |
13,1 |
- |
|
- |
- |
|
7 |
2 |
3,06 |
3,78 |
4,51 |
5,08 |
5,62 |
6,95 |
8,30 |
10,3 |
12,3 |
- |
- |
- |
- |
|
|
8 |
3 |
2,68 |
3,32 |
3,96 |
4,46 |
4,93 |
6,1 |
7,28 |
9,04 |
10,8 |
- |
- |
- |
- |
|
|
9 |
4 |
2,35 |
2,8 |
3,23 |
3,69 |
4,14 |
5,18 |
6,21 |
7,38 |
8,55 |
- |
- |
- |
- |
|
|
10 |
48 |
2 |
3,49 |
4,17 |
4,85 |
5,68 |
6,5 |
8,17 |
9,83 |
12,2 |
14,5 |
18,2 |
22,2 |
- |
- |
|
11 |
3 |
3,06 |
3,66 |
4,25 |
4,98 |
5,7 |
7,17 |
8,62 |
10,7 |
12,7 |
16,0 |
19,3 |
- |
- |
|
|
12 |
4 |
2,83 |
3,32 |
3,8 |
4,63 |
5,17 |
6,49 |
7,52 |
9,56 |
11,0 |
14,5 |
17,4 |
- |
- |
|
|
13 |
64 |
4 |
2,92 |
3,36 |
3,9 |
4,54 |
5,47 |
6,6 |
8,04 |
9,72 |
11,6 |
14,8 |
18,1 |
22,5 |
26,8 |
|
14 |
6 |
2,62 |
2,68 |
2,74 |
3,56 |
4,37 |
5,35 |
6,33 |
7,73 |
9,13 |
12,1 |
15,0 |
18,7 |
22,4 |
|
|
15 |
100 |
4 |
3,86 |
4,65 |
5,43 |
6,47 |
7,5 |
9,3 |
11,1 |
14,9 |
18,6 |
21,8 |
25,0 |
32,3 |
39,6 |
|
16 |
6 |
3,09 |
3,5 |
3,9 |
4,63 |
5,36 |
6,64 |
7,92 |
10,1 |
12,3 |
14,9 |
17,5 |
22,4 |
27,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование резьбы однониточным кругом по предварительно нарезанной резьбе |
|
Карта 31, лист 2 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала
|
Обрабатываемый материал |
Стали конструкционные закаленные |
Инструментальные стали |
Стали жаропрочные и нержавеющие |
|
|
Р18, Р9К5, Р6М3, Р6М5 и близкие к ним |
Р9, Р12, Р6М5К5, Р18Ф2, Р14Ф4, Р18К5Ф2 и близкие к ним |
|||
|
Коэффициент |
0,8 |
1,0 |
1,2 |
1,2 |
2. Степени точности
|
Допуски среднего диаметра, мкм |
Типовые детали, соответствующие данному допуску |
Коэффициент |
|
10 ... 25 |
Метчики степени точности H1 и калибры на крепежную резьбу 4h, 6g, 8g степеней точности |
1,4 |
|
25 ... 70 |
Метчики степени точности H2 и H3 и крепежная резьба 4h степени точности с шагом до 1,25 мм |
1,0 |
|
70 ... 150 |
Метчики степени точности Н3, Н4 и крепежная резьба 6g степени точности с шагом P < 1,25 мм, крепежная резьба 4h степени точности с шагом P > 1,25 мм |
0,8 |
|
150 ... 500 |
Крепежная резьба 8g степени точности с шагом P < 1,25 мм и резьба 6g и 8g степени точности с шагом P > 1,25 мм |
0,64 |
3. Партии деталей (см. карту 1).
Примечание. При шлифовании двухзаходной резьбы время по карте применять с коэффициентом 2,0.
Карта 32. Неполное штучное время. Шлифование резьбы однониточным кругом в сплошном металле
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование резьбы однониточным кругом в сплошном металле |
|
Карта 32, лист 1 |
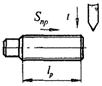
I. Неполное штучное время на поверхность
|
№ позиции |
Диаметр резьбы d, мм, до |
Шаг резьбы P, мм, до |
Длина шлифуемой резьбы lp, мм, до |
||||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
|||
|
Неполное штучное время tн.ш., мин |
|||||||||||||
|
1 |
8 |
1,0 |
6,54 |
7,96 |
9,37 |
- |
- |
- |
- |
- |
- |
- |
- |
|
2 |
1,25 |
5,99 |
7,3 |
8,6 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
10 |
1,25 |
6,49 |
8,14 |
9,8 |
12,1 |
14,5 |
- |
- |
- |
- |
- |
- |
|
4 |
1,5 |
5,93 |
7,4 |
8,85 |
11,2 |
13,2 |
- |
- |
- |
- |
- |
- |
|
|
5 |
12 |
1,25 |
7,03 |
8,82 |
10,6 |
13,2 |
15,8 |
- |
- |
- |
- |
- |
- |
|
6 |
1,5 |
6,24 |
7,75 |
9,26 |
11,6 |
13,9 |
- |
- |
- |
- |
- |
- |
|
|
7 |
16 |
1,0 |
8,23 |
10,2 |
12,2 |
15,2 |
18,3 |
23,3 |
28,2 |
- |
- |
- |
- |
|
8 |
1,5 |
6,48 |
7,96 |
9,54 |
11,9 |
14,3 |
16,9 |
19,5 |
- |
- |
- |
- |
|
|
9 |
24 |
1,0 |
8,97 |
11,2 |
13,4 |
16,6 |
19,9 |
25,3 |
30,7 |
- |
- |
- |
- |
|
10 |
1,5 |
8,22 |
10,3 |
12,3 |
15,2 |
18,3 |
23,3 |
28,4 |
- |
- |
- |
- |
|
|
11 |
30 |
1,0 |
9,87 |
12,3 |
14,7 |
18,4 |
21,9 |
27,8 |
23,8 |
36,0 |
38,2 |
- |
- |
|
12 |
1,5 |
7,56 |
10,6 |
13,6 |
16,9 |
20,2 |
25,7 |
31,1 |
33,1 |
35,0 |
- |
- |
|
|
13 |
36 |
1,0 |
10,8 |
13,6 |
16,3 |
20,2 |
24,1 |
30,6 |
37,2 |
41,5 |
45,7 |
- |
- |
|
14 |
1,5 |
9,98 |
12,5 |
15,0 |
18,6 |
22,2 |
28,7 |
35,2 |
38,9 |
42,1 |
- |
- |
|
|
15 |
48 |
1,0 |
11,9 |
14,9 |
17,8 |
22,3 |
26,6 |
33,8 |
40,8 |
46,0 |
51,0 |
65,0 |
79,0 |
|
16 |
1,5 |
10,9 |
13,7 |
16,5 |
20,5 |
24,4 |
31,0 |
37,5 |
42,3 |
47,0 |
60,0 |
73,0 |
|
|
17 |
64 |
1,0 |
13,1 |
16,4 |
19,7 |
24,4 |
29,2 |
37,7 |
45,0 |
56,0 |
67,0 |
87,0 |
106 |
|
18 |
1,5 |
12,1 |
15,1 |
18,1 |
22,2 |
26,1 |
34,3 |
41,4 |
51,4 |
61,4 |
80,0 |
97,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование резьбы однониточным кругом в сплошном металле |
|
Карта 32, лист 2 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала
|
Обрабатываемый материал |
Стали конструкционные закаленные |
Инструментальные стали |
Стали жаропрочные и нержавеющие |
|
|
Р18, Р9К5, Р6М3, Р6М5 и близкие к ним |
Р9, Р12, Р6М5К5, Р18Ф2, Р14Ф4, Р18К5Ф2 и близкие к ним |
|||
|
Коэффициент |
0,8 |
1,0 |
1,2 |
1,2 |
2. Степени точности
|
Допуски среднего диаметра, мкм |
Типовые детали, соответствующие данному допуску |
Коэффициент |
|
10 ... 25 |
Метчики степени точности H1 и калибры на крепежную резьбу 4h, 6g, 8g степеней точности |
1,4 |
|
25 ... 70 |
Метчики степени точности H2 и H3 и крепежная резьба 4h степени точности с шагом до 1,25 мм |
1,0 |
|
70 ... 150 |
Метчики, степени точности H3, H4 и крепежная резьба 6g степени точности с шагом P < 1,25 мм, крепежная резьба 4h степени точности с шагом P > 1,25 мм |
0,8 |
|
150 - 500 |
Крепежная резьба 8g степени точности с шагом P < 1,25 мм и резьба 6g и 8g степени точности с шагом P > 1,25 мм |
0,64 |
3. Партии деталей (см. карту 1).
Карта 33. Неполное штучное время. Шлифование ходовых винтов
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование ходовых винтов |
|
Карта 33, лист 1 |
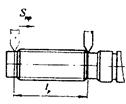
I. Неполное штучное время на поверхность
|
№ позиции |
Диаметр резьбы d, мм, до |
Шаг резьбы P, мм |
Длина шлифуемой детали Lд, мм, до |
|||||||
|
100 |
125 |
160 |
180 |
200 |
250 |
315 |
400 |
|||
|
Неполное штучное время tн.ш, мм до |
||||||||||
|
1 |
22 |
5 |
7,0 |
9,46 |
11,7 |
13,0 |
14,3 |
17,5 |
21,8 |
27,4 |
|
2 |
24 |
5 |
8,25 |
10,0 |
12,5 |
14,1 |
15,6 |
18,9 |
23,8 |
29,7 |
|
3 |
26 |
5 |
8,8 |
10,9 |
13,4 |
15,1 |
16,7 |
20,4 |
28,8 |
32,2 |
|
4 |
28 |
5 |
9,4 |
11,7 |
14,4 |
16,2 |
17,9 |
21,9 |
27,5 |
34,7 |
|
5 |
30 |
6 |
13,9 |
16,8 |
21,3 |
23,8 |
26,2 |
32,5 |
40,4 |
50,8 |
|
6 |
32 |
6 |
14,9 |
17,7 |
22,6 |
25,0 |
27,7 |
34,7 |
42,8 |
54,1 |
|
7 |
35 |
8 |
16,9 |
21,6 |
26,7 |
29,4 |
32,9 |
41,7 |
51,2 |
64,4 |
|
8 |
40 |
6 |
18,2 |
22,7 |
27,8 |
30,8 |
34,4 |
43,0 |
53,1 |
68,9 |
|
9 |
42 |
6 |
19,0 |
23,9 |
29,1 |
32,3 |
36,0 |
45,0 |
55,7 |
70,5 |
|
10 |
44 |
8 |
21,0 |
25,9 |
33,2 |
36,5 |
41,0 |
50,5 |
62,7 |
80,5 |
|
11 |
44 |
12 |
26,0 |
31,5 |
40,4 |
44,9 |
50,0 |
62,7 |
77,9 |
98,3 |
|
12 |
45 |
8 |
21,4 |
26,5 |
33,9 |
37,4 |
42,8 |
51,6 |
64,1 |
82,3 |
|
13 |
48 |
12 |
28,2 |
34,2 |
44,0 |
48,8 |
54,3 |
68,3 |
84,6 |
107 |
|
14 |
50 |
6 |
22,6 |
27,2 |
34,5 |
38,5 |
43,0 |
53,9 |
67,4 |
84,7 |
|
15 |
50 |
8 |
24,2 |
29,7 |
38,5 |
42,9 |
47,3 |
57,2 |
72,6 |
91,3 |
|
16 |
50 |
10 |
26,9 |
33,0 |
42,9 |
47,3 |
52,8 |
64,9 |
81,4 |
102 |
|
17 |
50 |
12 |
29,9 |
37,4 |
47,3 |
51,7 |
57,2 |
72,6 |
89,1 |
113 |
|
18 |
60 |
8 |
29,7 |
37,4 |
46,2 |
50,6 |
57,2 |
70,4 |
86,9 |
107 |
|
19 |
60 |
12 |
37,4 |
45,1 |
56,1 |
62,7 |
69,3 |
86,9 |
107 |
134 |
|
20 |
65 |
10 |
34,1 |
42,9 |
55,0 |
61,6 |
67,3 |
84,7 |
105 |
133 |
|
21 |
70 |
10 |
37,4 |
46,2 |
58,3 |
64,9 |
72,6 |
90,2 |
112 |
142 |
|
22 |
70 |
12 |
41,8 |
50,6 |
64,9 |
71,5 |
79,2 |
99,0 |
124 |
156 |
|
23 |
80 |
10 |
41,8 |
52,8 |
66 |
74,8 |
82,5 |
102 |
128 |
163 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование ходовых винтов |
|
Карта 33, лист 2 |
I. Неполное штучное время на поверхность
|
№ позиции |
Диаметр резьбы d, мм |
Шаг резьбы P, мм |
Длина шлифуемой детали Lд, мм, до |
||||||||
|
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
|||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
1 |
22 |
5 |
33,9 |
42,5 |
53,6 |
66,4 |
82,8 |
106 |
130 |
163 |
207 |
|
2 |
24 |
5 |
36,8 |
46,0 |
58,0 |
72,0 |
90,0 |
115 |
143 |
179 |
224 |
|
3 |
26 |
5 |
40,0 |
50,0 |
63,0 |
78,0 |
98,0 |
125 |
156 |
194 |
244 |
|
4 |
28 |
5 |
43,0 |
53,7 |
68,1 |
84,2 |
105 |
135 |
167 |
209 |
263 |
|
5 |
30 |
6 |
63,3 |
79,0 |
100 |
114 |
156 |
199 |
248 |
310 |
394 |
|
6 |
32 |
6 |
67,5 |
84,5 |
107 |
133 |
166 |
212 |
270 |
330 |
416 |
|
7 |
35 |
8 |
89,0 |
100 |
128 |
176 |
195 |
254 |
352 |
391 |
497 |
|
8 |
40 |
6 |
84,0 |
106 |
133 |
175 |
211 |
267 |
338 |
416 |
506 |
|
9 |
42 |
6 |
88,0 |
111 |
140 |
185 |
219 |
278 |
349 |
435 |
548 |
|
10 |
44 |
8 |
99,0 |
127 |
162 |
195 |
249 |
320 |
396 |
496 |
626 |
|
11 |
44 |
12 |
123 |
155 |
196 |
251 |
307 |
389 |
488 |
609 |
768 |
|
12 |
45 |
8 |
102 |
130 |
164 |
202 |
254 |
327 |
404 |
506 |
683 |
|
13 |
48 |
12 |
135 |
169 |
213 |
267 |
334 |
425 |
532 |
664 |
837 |
|
14 |
50 |
6 |
106 |
132 |
167 |
209 |
261 |
331 |
371 |
517 |
649 |
|
15 |
50 |
8 |
114 |
144 |
182 |
226 |
282 |
359 |
461 |
561 |
707 |
|
16 |
50 |
10 |
128 |
160 |
220 |
252 |
314 |
402 |
501 |
626 |
788 |
|
17 |
50 |
12 |
141 |
176 |
223 |
278 |
348 |
444 |
554 |
692 |
872 |
|
18 |
60 |
8 |
135 |
173 |
218 |
270 |
338 |
435 |
537 |
673 |
848 |
|
19 |
60 |
12 |
157 |
210 |
267 |
334 |
416 |
530 |
667 |
829 |
1044 |
|
20 |
65 |
10 |
164 |
206 |
289 |
327 |
407 |
420 |
651 |
813 |
1023 |
|
21 |
70 |
10 |
177 |
222 |
283 |
352 |
439 |
562 |
701 |
875 |
1211 |
|
22 |
70 |
12 |
196 |
245 |
311 |
388 |
486 |
619 |
774 |
968 |
1219 |
|
23 |
80 |
10 |
202 |
253 |
322 |
400 |
500 |
642 |
799 |
998 |
1260 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Примечание. При чистовом шлифовании время по карте применять с коэффициентом 2,0.
II. Подготовительно-заключительное время - tп.з = 20 мин
III. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Партии деталей (см. карту 1).
5.6. Зубошлифование
Карта 34. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Зубошлифовальные станки |
|
Карта 34 |
Подготовительно-заключительное время
А. На наладку станка, инструмента и приспособлений
|
№ позиции |
Станки |
С заменой установочных приспособлений |
Без замены установочных приспособлений |
|
|
Время tп.з, мин |
||||
|
1 |
Работающие методом обкатки |
одним дисковым кругом |
27 |
22 |
|
2 |
двумя тарельчатыми кругами |
34 |
29 |
|
|
3 |
абразивным червяком |
24 |
19 |
|
|
4 |
Работающие методом копирования |
23 |
18 |
|
|
Индекс |
а |
б |
||
Б. На дополнительные приемы
|
5 |
Установить и снять |
шлифовальный круг |
3 |
|
6 |
абразивный червяк |
4 |
|
|
7 |
Править шлифовальный круг после установки |
2 |
|
|
8 |
Установить шлифовальный круг под углом, для шлифования косозубых шестерен |
2 |
|
Карта 36. Неполное штучное время. Шлифование зубьев методом обкатки дисковым коническим кругом
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование зубьев методом обкатки дисковым коническим кругом |
|
Карта 36, лист 1 |
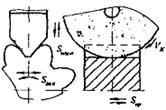
I. Неполное штучное время
|
№ позиции |
Длина шлифуемой поверхности с учетом перебега, мм, до |
Время*, мин |
Величина модуля m, мм, до |
|||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|||
|
Вспомогательное время, связанное с обработкой детали t′н.ш, и Tо на зуб, мин |
||||||||||
|
1 |
32 |
t¢н.ш |
3,39 |
3,48 |
3,59 |
3,73 |
3,88 |
- |
- |
- |
|
2 |
Tо |
0,55 |
0,62 |
0,73 |
0,84 |
0,94 |
- |
- |
- |
|
|
3 |
40 |
t¢н.ш |
3,55 |
3,69 |
3,88 |
3,99 |
4,14 |
4,34 |
- |
- |
|
4 |
Tо |
0,60 |
0,68 |
0,81 |
0,92 |
1,03 |
1,11 |
- |
- |
|
|
5 |
50 |
t¢н.ш |
3,65 |
3,81 |
3,98 |
4,04 |
4,21 |
4,43 |
4,84 |
- |
|
6 |
Tо |
0,68 |
0,78 |
0,94 |
1,06 |
1,21 |
1,31 |
1,45 |
- |
|
|
7 |
64 |
t¢н.ш |
3,78 |
3,92 |
4,23 |
4,41 |
4,69 |
4,93 |
5,20 |
5,65 |
|
8 |
Tо |
0,85 |
0,99 |
1,22 |
1,36 |
1,57 |
1,69 |
1,88 |
2,12 |
|
|
9 |
80 |
t¢н.ш |
4,10 |
4,34 |
4,76 |
4,99 |
5,38 |
5,57 |
6,10 |
6,60 |
|
10 |
Tо |
1,11 |
1,30 |
1,64 |
1,82 |
2,12 |
2,27 |
2,54 |
2,89 |
|
|
11 |
100 |
t¢н.ш |
4,53 |
4,87 |
5,46 |
5,78 |
6,45 |
6,70 |
7,18 |
7,8 |
|
12 |
Tо |
1,45 |
1,70 |
2,10 |
2,43 |
2,80 |
3,00 |
3,43 |
3,9 |
|
|
13 |
125 |
t¢н.ш |
4,63 |
4,92 |
5,53 |
6,49 |
7,29 |
7,90 |
8,53 |
9,37 |
|
14 |
Tо |
1,56 |
1,72 |
2,19 |
2,45 |
2,84 |
3,04 |
3,45 |
3,92 |
|
|
15 |
160 |
t¢н.ш |
4,86 |
5,29 |
6,0 |
7,17 |
8,12 |
8,74 |
9,50 |
10,5 |
|
16 |
Tо |
1,71 |
2,06 |
2,61 |
3,54 |
4,18 |
4,65 |
5,25 |
6,04 |
|
|
17 |
180 |
t¢н.ш |
4,98 |
5,44 |
6,20 |
7,42 |
8,43 |
9,10 |
9,88 |
11,0 |
|
18 |
Tо |
1,82 |
2,17 |
2,79 |
3,74 |
4,4 |
4,94 |
5,56 |
6,46 |
|
|
19 |
250 |
t¢н.ш |
5,11 |
5,6 |
6,41 |
7,73 |
8,79 |
9,52 |
10,4 |
11,4 |
|
20 |
Tо |
1,92 |
2,29 |
2,94 |
3,98 |
4,69 |
5,26 |
5,94 |
6,74 |
|
|
21 |
320 |
t¢н.ш |
5,28 |
5,8 |
6,68 |
8,12 |
9,24 |
10,0 |
10,9 |
12,2 |
|
22 |
Tо |
2,05 |
2,45 |
3,15 |
4,29 |
5,05 |
5,64 |
6,37 |
7,45 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
* tн.ш на деталь = [t′н.ш + Tо (z - 1)] · 1,16,
где t′н.ш - вспомогательное время, связанное с обработкой детали, мин;
Tо - основное время обработки одного зуба, мин;
z - число зубьев шестерни;
1,16 - время на обслуживание рабочего места, отдых и личные потребности.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование зубьев методом обкатки дисковым коническим кругом |
|
Карта 36, лист 2 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала, шероховатости и степени точности
|
Стали и их твердости |
7, 8 степени точности |
4, 5, 6 степени точности |
||
|
Шероховатость Ra мкм |
||||
|
2,5 ... 1,25 |
0,63 |
2,5 ... 1,25 |
0,63 |
|
|
Коэффициент K |
||||
|
Стали углеродистые и легированные HRC < 55 |
1,0 |
1,5 |
1,3 |
1,8 |
|
Стали высоколегированные и цементированные HRC > 55 |
1,2 |
1,7 |
1,5 |
2,0 |
2. Партии деталей (см. карту 1).
Примечание. Приведенное в карте неполное штучное время (t′н.ш) рассчитано для обработки на станках типа 5831 и Найльс. При шлифовании зубьев на станках типа 584, 5841 табличное время применять с коэффициентом 0,7.
Карта 37. Неполное штучное время. Шлифование зубьев методом обкатки двумя тарельчатыми кругами
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование зубьев методом обкатки двумя тарельчатыми кругами |
|
Карта 37, лист 1 |
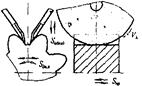
I. Неполное штучное время
|
№ позиции |
Длина шлифуемой поверхности с учетом перебега, мм, до |
Время*, мин |
Величина модуля m, мм |
|||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
|||
|
Вспомогательное время, связанное с обработкой детали t′н.ш и Tо на зуб, мин |
||||||||||||
|
1 |
50 |
t¢н.ш |
3,68 |
3,78 |
4,31 |
4,64 |
5,05 |
- |
- |
- |
- |
- |
|
2 |
Tо |
0,68 |
0,78 |
0,87 |
1,12 |
1,23 |
- |
- |
- |
- |
- |
|
|
3 |
64 |
t¢н.ш |
3,79 |
3,99 |
4,56 |
4,98 |
5,48 |
6,18 |
- |
- |
- |
- |
|
4 |
Tо |
0,83 |
0,98 |
1,24 |
1,38 |
1,52 |
1,93 |
- |
- |
- |
- |
|
|
5 |
80 |
t¢н.ш |
4,03 |
4,23 |
4,95 |
5,17 |
5,75 |
6,60 |
7,37 |
- |
- |
- |
|
6 |
Tо |
1,00 |
1,21 |
1,52 |
1,68 |
1,85 |
2,19 |
2,49 |
- |
- |
- |
|
|
7 |
100 |
t¢н.ш |
4,23 |
4,53 |
5,42 |
5,70 |
6,15 |
7,27 |
7,80 |
8,67 |
- |
- |
|
8 |
Tо |
1,22 |
1,49 |
1,86 |
2,06 |
2,26 |
2,66 |
3,06 |
3,5 |
- |
- |
|
|
9 |
125 |
t¢н.ш |
4,38 |
4,9 |
6,02 |
6,35 |
6,86 |
7,48 |
8,25 |
9,25 |
10,2 |
- |
|
10 |
Tо |
1,49 |
1,83 |
2,29 |
2,53 |
2,77 |
3,17 |
3,77 |
4,29 |
4,89 |
- |
|
|
11 |
160 |
t¢н.ш |
5,02 |
5,42 |
6,84 |
7,27 |
7,60 |
8,28 |
9,65 |
10,1 |
11,10 |
12,3 |
|
12 |
Tо |
1,86 |
2,29 |
2,88 |
3,19 |
3,43 |
4,08 |
4,77 |
5,43 |
6,14 |
6,94 |
|
|
13 |
200 |
t¢н.ш |
5,52 |
6,02 |
7,80 |
8,32 |
8,83 |
9,63 |
11,2 |
12,3 |
13,2 |
14,5 |
|
14 |
Tо |
2,29 |
2,89 |
3,57 |
3,94 |
4,81 |
5,27 |
5,91 |
6,67 |
7,54 |
8,51 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование зубьев методом обкатки двумя тарельчатыми кругами |
|
Карта 37, лист 2 |
I. Неполное штучное время
|
№ позиции |
Длина шлифуемой поверхности с учетом перебега, мм, до |
Время*, мин, |
Величина модуля m, мм |
|||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|||
|
Вспомогательное время, связанное с обработкой детали t′н.ш и То на зуб, мин |
||||||||||||
|
15 |
250 |
t¢н.ш |
6,36 |
6,76 |
8,99 |
9,35 |
10,2 |
11,2 |
13,2 |
14,5 |
15,8 |
17,2 |
|
16 |
Tо |
2,82 |
3,57 |
4,42 |
4,88 |
5,27 |
6,39 |
7,33 |
8,28 |
9,36 |
10,5 |
|
|
17 |
320 |
t¢н.ш |
7,25 |
7,8 |
10,7 |
11,5 |
12,2 |
13,8 |
15,0 |
16,5 |
18,2 |
19,9 |
|
18 |
Tо |
3,57 |
4,51 |
5,62 |
6,20 |
6,71 |
8,03 |
9,33 |
10,5 |
11,9 |
13,0 |
|
|
19 |
400 |
t¢н.ш |
8,71 |
9,11 |
12,7 |
13,7 |
14,7 |
16,3 |
18,3 |
20,1 |
22,1 |
24,3 |
|
20 |
Tо |
4,43 |
5,63 |
6,99 |
7,70 |
8,41 |
10,0 |
11,6 |
13,1 |
14,8 |
17,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
* tн.ш на деталь = [t′н.ш + Tо (z - 1)] · 1,16,
где t′н.ш - вспомогательное время связанное с обработкой детали, мин;
Tо - основное время обработки одного зуба, мин;
z - число зубьев шестерни;
1,16 - время на обслуживание рабочего места, отдых и личные потребности.
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование зубьев методом обкатки двумя тарельчатыми кругами |
|
Карта 37, лист 3 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала, шероховатости и степени точности
|
Стали и их твердости |
7, 8 степени точности |
5, 6 степени точности |
||
|
Шероховатость Ra, мкм |
||||
|
2,5 ... 1,25 |
0,63 |
2,5 ... 1,25 |
0,63 |
|
|
Коэффициент |
||||
|
Стали углеродистые и легированные HRC £ 55 |
0,77 |
1,25 |
1,0 |
1,4 |
|
Стали высоколегированные и цементированные HRC > 55 |
0,92 |
1,4 |
1,15 |
1,54 |
2. Партии деталей (см. карту 1).
Карта 38. Неполное штучное время. Шлифование зубьев методом копирования
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование зубьев методом копирования |
|
Карта 38 |
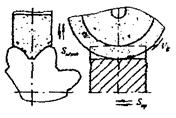
I. Неполное штучное время
|
№ позиции |
Длина шлифуемой поверхности с учетом перебега, мм, до |
Время*, мин |
Величина модуля m, мм |
|||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 и более |
|||
|
Вспомогательное время, связанное с обработкой детали t′н.ш и Tо на зуб, мин |
||||||||||
|
1 |
32 |
t¢н.ш |
3,48 |
3,52 |
3,6 |
3,68 |
3,82 |
3,98 |
4,05 |
4,11 |
|
2 |
Tо |
0,36 |
0,37 |
0,38 |
0,49 |
0,51 |
0,51 |
0,52 |
0,53 |
|
|
3 |
50 |
t¢н.ш |
3,54 |
3,61 |
3,68 |
3,73 |
3,94 |
4,07 |
4,15 |
4,24 |
|
4 |
Tо |
0,38 |
0,39 |
0,40 |
0,53 |
0,54 |
0,54 |
0,55 |
0,56 |
|
|
5 |
80 |
t¢н.ш |
3,65 |
3,72 |
3,77 |
3,90 |
4,03 |
4,19 |
4,25 |
4,42 |
|
6 |
Tо |
0,43 |
0,45 |
0,46 |
0,59 |
0,60 |
0,61 |
0,61 |
0,62 |
|
|
7 |
125 |
t¢н.ш |
3,71 |
3,80 |
3,85 |
4,05 |
4,21 |
4,30 |
4,43 |
4,60 |
|
8 |
Tо |
0,51 |
0,52 |
0,53 |
0,68 |
0,69 |
0,70 |
0,71 |
0,72 |
|
|
9 |
180 |
t¢н.ш |
3,90 |
3,96 |
4,0 |
4,19 |
4,43 |
4,54 |
4,61 |
4,75 |
|
10 |
Tо |
0,60 |
0,61 |
0,62 |
0,69 |
0,81 |
0,82 |
0,83 |
0,84 |
|
|
Индекс |
|
а |
б |
в |
г |
д |
е |
ж |
з |
|
* tн.ш на деталь = [t′н.ш + Tо (z - 1)] · 1,16,
где t′н.ш - вспомогательное время связанное с обработкой детали, мин;
Tо - основное время обработки одного зуба, мин;
z - число зубьев шестерни;
1,16 - время на обслуживание рабочего места, отдых и личные потребности.
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала, шероховатости и степени точности
|
Стали и их твердости |
7, 8, 9 степени точности |
4, 5, 6 степени точности |
||
|
Шероховатость Ra, мкм |
||||
|
2,5 ... 1,25 |
0,63 |
2,5 ... 1,25 |
0,63 |
|
|
Коэффициент |
||||
|
Стали углеродистые и легированные HRC £ 55 |
0,77 |
1,25 |
1,0 |
1,4 |
|
Стали высоколегированные и цементированные HRC > 55 |
0,92 |
1,4 |
1,15 |
1,55 |
2. Партии деталей (см. карту 1).
Карта 39. Неполное штучное время. Шлифование зубьев червячными кругами
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование зубьев червячными кругами |
|
Карта 39 |
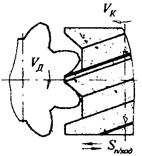
I. Неполное штучное время
|
№ позиции |
Длина шлифования с учётом перебега Lд, мм, до |
Модуль m, мм, до |
|||||||||
|
1,75 |
2,25 |
3,0 |
4,0 |
6,0 |
|||||||
|
Время*, мин |
|||||||||||
|
t′н.ш |
То |
t′н.ш |
То |
t′н.ш |
То |
t′н.ш |
То |
t′н.ш |
То |
||
|
1 |
12,5 |
2,84 |
0,08 |
2,86 |
0,09 |
2,88 |
0,11 |
2,90 |
0,13 |
2,92 |
0,15 |
|
2 |
16 |
2,86 |
0,09 |
2,88 |
0,12 |
2,90 |
0,14 |
2,92 |
0,15 |
2,94 |
0,17 |
|
3 |
20 |
2,89 |
0,12 |
2,90 |
0,14 |
2,92 |
0,16 |
2,94 |
0,17 |
2,96 |
0,18 |
|
4 |
25 |
2,94 |
0,15 |
2,95 |
0,16 |
2,96 |
0,17 |
2,97 |
0,18 |
2,98 |
0,19 |
|
5 |
32 |
2,98 |
0,17 |
3,0 |
0,19 |
3,02 |
0,21 |
3,05 |
0,23 |
3,07 |
0,25 |
|
6 |
40 |
3,04 |
0,21 |
3,07 |
0,23 |
3,09 |
0,26 |
3,11 |
0,27 |
3,13 |
0,28 |
|
7 |
50 |
3,10 |
0,24 |
3,13 |
0,26 |
3,15 |
0,29 |
3,17 |
0,32 |
3,20 |
0,34 |
|
8 |
63 |
3,16 |
0,27 |
3,19 |
0,29 |
3,21 |
0,33 |
3,24 |
0,35 |
3,26 |
0,37 |
|
9 |
80 |
3,22 |
0,30 |
3,25 |
0,33 |
3,27 |
0,35 |
3,30 |
0,37 |
3,32 |
0,40 |
|
10 |
100 |
3,29 |
0,33 |
3,32 |
0,36 |
3,34 |
0,38 |
3,37 |
0,41 |
3,40 |
0,44 |
|
11 |
125 |
3,35 |
0,36 |
3,39 |
0,39 |
3,41 |
0,41 |
3,44 |
0,44 |
3,46 |
0,47 |
|
12 |
160 |
3,42 |
0,39 |
3,46 |
0,42 |
3,48 |
0,45 |
3,51 |
0,48 |
3,53 |
0,50 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
* tн.ш на деталь = [t′н.ш + Tо (z - 1)] · 1,16,
где t′н.ш - вспомогательное время связанное с обработкой детали, мин;
Tо - основное время обработки одного зуба, мин;
z - число зубьев шестерни;
1,16 - время на обслуживание рабочего места, отдых и личные потребности.
II. Поправочные коэффициенты в зависимости от:
1. Обрабатываемого материала, степени точности и шероховатости
|
Стали и их твердости |
7, 8, 9 степени точности |
4, 5, 6 степени точности |
||
|
Шероховатость Ra, мкм |
||||
|
2,5 ... 1,25 |
0,63 |
2,5 ... 1,25 |
0,63 |
|
|
Коэффициент |
||||
|
Стали углеродистые и легированные HRC < 55 |
1,0 |
1,5 |
1,3 |
1,8 |
|
Стали высоколегированные и цементированные HRC > 50 |
1,2 |
1,7 |
1,5 |
2,0 |
2. Партии деталей (см. карту 1).
5.7. Шлицешлифование
Карта 40. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Шлицешлифовальные станки |
|
Карта 40 |
I. На наладку станка, инструмента и приспособлений
|
№ позиции |
Тип станка |
Вид обработки и наладки |
Время, мин |
|
|
1 |
Шлицешлифовальный |
Шлифование шлиц |
одним кругом |
22 |
|
2 |
Шлифование валов |
двумя кругами |
23 |
|
|
3 |
тремя кругами |
25 |
||
Карта 41. Вспомогательное время на установку и снятие детали
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ |
Шлицешлифование |
|||||||||
|
Карта 41 |
||||||||||
|
№ позиции |
Способ установки |
Масса детали М, кг, до |
||||||||
|
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
||||
|
Время tв.у, мин |
||||||||||
|
1 |
В центрах с надеванием хомутика |
0,42 |
0,58 |
0,68 |
0,85 |
1,06 |
6,0 |
7,3 |
||
|
2 |
В центрах без надевания хомутика |
0,27 |
0,36 |
0,43 |
0,54 |
0,67 |
- |
- |
||
|
3 |
На центровой гладкой или шлицевой оправке |
при свободном надевании детали |
0,54 |
0,72 |
0,82 |
1,08 |
1,34 |
5,4 |
5,85 |
|
|
4 |
при тугом надевании детали |
0,89 |
1,27 |
1,4 |
1,75 |
2,16 |
6,4 |
7,02 |
||
|
5 |
На центровой оправке с креплением гайкой |
с быстросъемной шайбой |
0,83 |
1,11 |
1,29 |
1,58 |
2,1 |
5,96 |
6,43 |
|
|
6 |
с простой шайбой |
1,09 |
1,34 |
1,58 |
1,99 |
2,34 |
6,67 |
7,25 |
||
|
7 |
Установка на оправку каждой последующей детали |
0,18 |
0,22 |
0,28 |
- |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
|||
Примечания:
1. При переустановке детали вручную время по карте принимать без изменений, при переустановке деталей с применением мостового крана к табличному времени применять коэффициент К = 0,7.
2. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
Карта 42. Неполное штучное время. Шлифование шлицев
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Шлифование шлицев |
|
Карта 42, лист 1 |
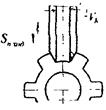
I. Неполное штучное время
|
№ позиции |
Число шлицев |
Припуск на сторону П, мм, до |
Длина шлифования Lд, мм, до |
||||||||
|
100 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
||||
|
Неполное штучное время tн.ш, мин |
|||||||||||
|
1 |
4 |
0,16 |
2,89 |
3,16 |
3,53 |
3,72 |
4,55 |
5,23 |
6,19 |
7,32 |
|
|
2 |
0,25 |
3,29 |
3,66 |
4,1 |
4,27 |
5,41 |
6,28 |
7,48 |
8,95 |
||
|
3 |
0,32 |
3,5 |
3,88 |
4,39 |
4,59 |
5,84 |
6,81 |
8,13 |
9,78 |
||
|
4 |
0,50 |
3,71 |
4,13 |
4,69 |
4,88 |
6,28 |
7,35 |
8,79 |
10,6 |
||
|
5 |
6 |
0,16 |
3,73 |
4,14 |
4,71 |
4,82 |
6,24 |
7,18 |
8,68 |
10,4 |
|
|
6 |
0,25 |
4,35 |
4,86 |
5,58 |
5,84 |
7,54 |
8,58 |
10,6 |
12,9 |
||
|
7 |
0,32 |
4,64 |
5,23 |
6,02 |
6,3 |
8,2 |
9,65 |
11,6 |
14,1 |
||
|
8 |
0,50 |
5,16 |
5,59 |
6,45 |
6,77 |
8,84 |
10,4 |
12,6 |
15,3 |
||
|
9 |
8 |
0,16 |
4,44 |
4,98 |
5,72 |
6,0 |
7,76 |
9,1 |
11,0 |
13,3 |
|
|
10 |
0,25 |
4,81 |
5,41 |
6,24 |
6,53 |
8,51 |
10,0 |
12,1 |
14,7 |
||
|
11 |
0,32 |
5,16 |
5,83 |
6,74 |
7,08 |
9,77 |
11,0 |
13,3 |
16,2 |
||
|
12 |
0,50 |
5,51 |
6,26 |
7,25 |
7,62 |
10,0 |
11,9 |
14,4 |
17,6 |
||
|
13 |
10 |
0,16 |
5,36 |
6,04 |
6,89 |
7,23 |
9,25 |
11,1 |
13,4 |
16,3 |
|
|
14 |
0,25 |
6,38 |
7,25 |
8,34 |
8,78 |
11,6 |
13,8 |
16,7 |
20,4 |
||
|
15 |
0,32 |
6,89 |
7,85 |
9,1 |
9,56 |
12,7 |
15,1 |
18,4 |
22,5 |
||
|
16 |
0,50 |
7,39 |
8,46 |
9,8 |
10,3 |
13,8 |
16,4 |
20,0 |
24,5 |
||
|
17 |
16 |
0,16 |
7,6 |
8,69 |
10,0 |
10,6 |
14,1 |
17,9 |
20,5 |
25,1 |
|
|
18 |
0,25 |
9,23 |
10,6 |
12,4 |
13,1 |
17,6 |
21,0 |
25,8 |
31,7 |
||
|
19 |
0,32 |
10,0 |
11,6 |
13,5 |
14,3 |
19,3 |
23,2 |
28,4 |
35,0 |
||
|
20 |
0,50 |
10,9 |
12,6 |
14,7 |
15,5 |
21,0 |
25,4 |
31,0 |
38,0 |
||
|
21 |
20 |
0,16 |
9,19 |
10,5 |
12,2 |
12,9 |
17,3 |
20,7 |
253 |
31,0 |
|
|
22 |
0,25 |
11,2 |
13,0 |
15,1 |
15,8 |
21,7 |
26,0 |
31,9 |
39,1 |
||
|
23 |
0,32 |
12,2 |
14,2 |
16,6 |
17,6 |
23,8 |
28,7 |
35,1 |
43,4 |
||
|
24 |
0,50 |
13,3 |
15,4 |
18,0 |
19,1 |
26,0 |
31,4 |
39,0 |
47,0 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Шлифование шлицев |
|
Карта 42, лист 2 |
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала, его твердости, квалитета и расстояния между опорами
|
Обрабатываемый материал |
Твердость стали HRC |
Требуемый квалитет |
|||||
|
6 |
7 |
8 ... 9 |
|||||
|
Расстояние между опорами, выраженное в диаметрах, Lд / Dд |
|||||||
|
≤ 10 |
> 10 |
≤ 10 |
> 10 |
≤ 10 |
> 10 |
||
|
Коэффициент |
|||||||
|
Стали конструкционные и легированные |
30 ... 50 |
1,15 |
1,3 |
1,0 |
1,15 |
0,83 |
1,0 |
|
> 50 |
1,3 |
1,5 |
1,15 |
1,3 |
0,95 |
1,15 |
|
|
Стали инструментальные и цементированные |
30 ... 50 |
1,25 |
1,5 |
1,2 |
1,35 |
1,05 |
1,2 |
|
> 50 |
1,55 |
1,7 |
1,4 |
1,55 |
1,2 |
1,4 |
|
2. Партии деталей (см. карту 1).
5.8. Плоское шлифование на продольно-шлифовальных станках для направляющих
Карта 43. Подготовительно-заключительное время и время на установку и снятие детали
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ |
Плоское шлифование на продольно-шлифовальных станках для направляющих |
|
Карта 43 |
I. Подготовительно-заключительное время
|
№ позиции |
Содержание работы |
tп.з, мин |
|
1 |
Время на наладку станка, инструмента и приспособлений |
30 |
2. Время на установку и снятие детали
Для деталей типа станин, кареток
|
№ позиции |
Способ установки детали |
Характер выверки |
Масса детали М, кг, до |
|||||||
|
50 |
100 |
200 |
500 |
1000 |
3000 |
|||||
|
Время, мин |
||||||||||
|
2 |
На столе с креплением болтами и планками |
Индикатором в одной плоскости |
10 |
12 |
15 |
18 |
22 |
26 |
||
|
3 |
На столе с домкратами с креплением болтами и планками |
Индикатором в двух плоскостях |
18 |
22 |
26 |
32 |
36 |
44 |
||
|
4 |
В специальном приспособлении с креплением |
рукояткой пневматического зажима |
- |
3,3 |
3,7 |
4,1 |
4,9 |
- |
- |
|
|
5 |
гайкой или винтом с ключом |
- |
4,9 |
5,2 |
5,6 |
6,3 |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
||||
Для деталей типа планок
|
№ позиции |
Способ установки детали |
Вручную |
Краном |
|||
|
Масса детали М, кг, до |
||||||
|
12 |
20 |
30 |
50 |
100 |
||
|
Время, мин |
||||||
|
6 |
На магнитной плите |
0,65 |
0,75 |
2,4 |
3,9 |
4,1 |
|
7 |
На столе с боковыми прижимными планками |
1,7 |
2,0 |
4,3 |
8,7 |
9,3 |
|
Индекс |
а |
б |
в |
г |
д |
|
Примечания:
1. При переустановке детали время по карте применять с коэффициентом 0,8.
2. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
Карта 44. Неполное штучное время. Плоское шлифование на продольно-шлифовальных станках для направляющих
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Плоское шлифование на продольно-шлифовальных станках для направляющих |
|
Карта 44, лист 1 |

I. Обработка чугунных направляющих (станин, кареток)
|
№ позиции |
Ширина шлифования Bд, мм, до |
Длина шлифования Lд, мм, до |
|||||||||||
|
500 |
750 |
1000 |
1250 |
1500 |
2000 |
2500 |
3000 |
3500 |
4000 |
4500 |
5000 |
||
|
Неполное штучное время tн.ш, мин |
|||||||||||||
|
1 |
25 |
11 |
14 |
18 |
20 |
23 |
29 |
34 |
48 |
55 |
62 |
70 |
76 |
|
2 |
50 |
13 |
17 |
20 |
24 |
27 |
34 |
38 |
58 |
66 |
73 |
80 |
90 |
|
3 |
75 |
15 |
19 |
25 |
28 |
33 |
41 |
50 |
70 |
79 |
88 |
97 |
104 |
|
4 |
100 |
18 |
22 |
27 |
32 |
38 |
47 |
58 |
82 |
93 |
103 |
115 |
125 |
|
5 |
125 |
28 |
36 |
43 |
50 |
58 |
72 |
86 |
109 |
130 |
151 |
172 |
192 |
II. Обработка стальных узких плоскостей деталей типа планок
|
№ позиции |
Ширина шлифования Bд, мм, до |
Длина шлифования Lд, мм, до |
|||||||||||
|
500 |
750 |
1000 |
1250 |
1500 |
2000 |
2500 |
3000 |
3500 |
4000 |
4500 |
5000 |
||
|
Неполное штучное время tн.ш, мин |
|||||||||||||
|
6 |
10 |
4,2 |
5,4 |
6,6 |
7,8 |
9 |
12 |
17 |
22 |
- |
- |
- |
- |
|
7 |
12,5 |
4,8 |
6,1 |
7,5 |
8,9 |
10 |
14 |
22 |
25 |
29 |
- |
- |
- |
|
8 |
16 |
5,4 |
7,0 |
85 |
10 |
12 |
16 |
25 |
29 |
33 |
41 |
- |
- |
|
9 |
20 |
6,2 |
7,9 |
9,7 |
11 |
13 |
18 |
28 |
33 |
37 |
46 |
51 |
- |
|
10 |
25 |
7 |
9 |
11 |
13 |
15 |
20 |
32 |
37 |
42 |
47 |
52 |
58 |
|
11 |
50 |
8 |
10 |
12 |
14 |
18 |
22 |
36 |
42 |
48 |
54 |
59 |
65 |
|
12 |
75 |
9 |
13 |
14 |
17 |
20 |
26 |
42 |
48 |
55 |
62 |
70 |
75 |
|
13 |
100 |
11 |
14 |
17 |
20 |
23 |
31 |
47 |
55 |
62 |
70 |
78 |
87 |
|
14 |
125 |
15 |
20 |
24 |
26 |
30 |
43 |
69 |
81 |
93 |
103 |
115 |
126 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
Плоское шлифование на продольно-шлифовальных станках для направляющих |
|
Карта 44, лист 2 |
III. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Состояния поверхностей направляющих
|
Состояние поверхностей направляющих |
Закаленные |
Незакаленные |
|
Коэффициент |
1,0 |
0,8 |
2. Вида шлифуемой поверхности
|
Вид шлифуемой поверхности |
Обработка плоскостей |
|
|
одним кругом |
двумя кругами одновременно |
|
|
Коэффициент |
||
|
Горизонтальная |
1,0 |
0,7 |
|
Наклонная под углом |
1,1 ... 1,2 |
0,75 ... 0,85 |
3. Допуска на отклонения формы и расположения на 1000 мм длины обработки
|
Точность обработки, мм, до |
0,1 |
0,05 |
0,02 |
|
Коэффициент |
1,0 |
1,2 |
1,5 |
4. Точности и жесткости станка (см. карту 3).
5. Партии деталей (см. карту 1).
5.9. Абразивная отрезка стальных заготовок вулканитовыми кругами
Карта 45. Вспомогательное время на установку и снятие детали
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ |
Абразивная отрезка |
|||||||||||||
|
Карта 45 |
||||||||||||||
|
Установить и снять деталь |
||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Масса детали М, кг, до |
||||||||||||
|
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
||||
|
Время tв.y, мин |
||||||||||||||
|
1 |
На призмах с креплением болтами и планками |
0,9 |
1,35 |
1,47 |
1,7 |
2,1 |
3,6 |
3,9 |
5,1 |
5,6 |
7,1 |
9,0 |
||
|
2 |
Время по карте предусматривает крепление детали болтами в количестве, шт. |
2 |
4 |
6 |
||||||||||
|
3 |
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных |
0,3 |
0,4 |
0,5 |
0,6 |
|||||||||
|
4 |
В тисках с креплением винтом без выверки |
0,45 |
6,58 |
0,66 |
0,79 |
0,93 |
- |
- |
- |
- |
- |
- |
||
|
5 |
В тисках с креплением пневматическим цилиндром без выверки |
0,28 |
0,39 |
0,46 |
0,56 |
0,7 |
- |
- |
- |
- |
- |
- |
||
|
6 |
В самоцентрирующем патроне |
0,37 |
0,56 |
0,67 |
0,88 |
1,13 |
4,4 |
4,7 |
5,2 |
5,6 |
6,2 |
- |
||
|
7 |
В самоцентрирующем патроне с поджатием центром |
без домкрата |
0,47 |
0,62 |
0,70 |
0,83 |
1,01 |
5,9 |
6,4 |
7,0 |
7,5 |
8,2 |
- |
|
|
8 |
с домкратом |
- |
1,01 |
1,1 |
1,3 |
1,5 |
6,1 |
6,78 |
7,9 |
9,1 |
10,7 |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|||
Карта 46. Неполное штучное время. Абразивная отрезка стальных заготовок вулканитовыми кругами
|
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ |
|
Абразивная отрезка стальных заготовок вулканитовыми кругами |
|
Карта 46 |
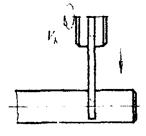
I. Неполное штучное время
|
№ позиции |
Диаметр D, или высота Bд заготовки или пучка заготовок, мм, до |
Стали углеродистые и легированные |
Стали жаропрочные и нержавеющие |
||
|
Диаметр шлифовального круга Dк, мм |
|||||
|
400 |
свыше 400 |
400 |
свыше 400 |
||
|
Неполное штучное время tн.ш, мин |
|||||
|
1 |
10 |
0,35 |
0,33 |
0,39 |
0,35 |
|
2 |
20 |
0,41 |
0,38 |
0,45 |
0,41 |
|
3 |
30 |
0,55 |
0,48 |
0,57 |
0,55 |
|
4 |
40 |
0,67 |
0,59 |
0,74 |
0,67 |
|
5 |
50 |
0,91 |
0,70 |
0,88 |
0,81 |
|
6 |
65 |
0,97 |
0,84 |
1,06 |
0,97 |
|
7 |
80 |
1,11 |
0,95 |
1,2 |
1,11 |
|
8 |
100 |
1,26 |
1,09 |
1,39 |
1,26 |
|
9 |
120 |
1,48 |
1,34 |
1,60 |
1,46 |
|
10 |
140 |
1,68 |
1,54 |
1,83 |
1,68 |
|
11 |
160 |
1,96 |
1,78 |
2,11 |
1,93 |
|
Индекс |
а |
б |
в |
г |
|
II. Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Партии деталей (см. карту 1)
Карта 47. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Абразивная отрезка стальных заготовок вулканитовыми кругами |
|
Карта 47 |
I. На наладку станка, инструмента и приспособлений
|
№ позиции |
Вид обработки и наладки |
Диаметр прутка или пучка заготовок |
||
|
до 50 |
100 |
150 |
||
|
Время, мин |
||||
|
1 |
Резка из одного прутка или заготовки |
9 |
10 |
12 |
|
2 |
Резка пучка заготовок |
12 |
14 |
16 |
|
Индекс |
а |
б |
в |
|
II. Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплексы
1. Для круга
|
№ позиции |
Наименование работы |
Диаметр круга Oд, мм, до |
|||
|
200 |
300 |
400 |
500 |
||
|
Время, мин |
|||||
|
3 |
Установить отрезной круг |
3,0 |
4,0 |
5,0 |
7,0 |
|
Индекс |
а |
б |
в |
г |
|
2. Для детали
|
№ позиции |
Наименование работы |
Диаметр прутка или пучка заготовок |
|||
|
50 |
100 |
150 |
|||
|
Время, мин |
|||||
|
4 |
Способ установки заготовки |
механический |
0,2 |
0,3 |
0,7 |
|
5 |
ручной |
0,5 |
0,7 |
0,9 |
|
|
Индекс |
а |
б |
в |
||
5.10. ПРОФИЛЬНОЕ ШЛИФОВАНИЕ
Карта 48. Поправочные коэффициенты на неполное штучное время для измененных условий работы
|
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ |
Профильное шлифование |
|
Все станки |
|
|
Карта 48, лист 1 |
Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
1. Обрабатываемого материала, точности и шероховатости поверхности.
|
Группа обрабатываемого материала (марки сталей см. в Приложении 28) |
Квалитет |
|||||
|
IT5 |
IT6 |
IT7 |
||||
|
Шероховатость поверхности Ra, мкм |
||||||
|
0,32 |
0,63 |
0,63 |
1,26 |
0,63 |
1,26 |
|
|
Коэффициент |
||||||
|
I. Стали конструкционные, углеродистые, легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, а также инструментальные углеродистые |
1,3 |
1,15 |
1,0 |
1,15 |
0,9 |
0,8 |
|
II. Стали конструкционные, легированные хромом и никелем |
1,5 |
1,3 |
1,15 |
1,25 |
1,03 |
0,92 |
|
III. Быстрорежущие стали типа Р18M2 |
1,65 |
1,45 |
1,25 |
1,35 |
1,12 |
1,0 |
|
IV. Быстрорежущие стали типа Р6М5 |
1,7 |
1,5 |
1,3 |
1,45 |
1,17 |
1,04 |
|
V. Твердые сплавы ВК4, ВК6, Т15К6, Т5К10 и другие |
1,5 |
|||||
|
VI. Чугуны и бронзы |
0,8 |
|||||
|
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ |
Профильное шлифование |
|
Все станки |
|
|
Карта 48, лист 2 |
Поправочные коэффициенты на неполное штучное время для измененных условий работы в зависимости от:
2. Формы поверхности
|
Форма поверхности |
Свободная |
Прерывистая |
С галтелью |
С торцом |
|
Коэффициент |
1,0 |
0,8 |
1,1 |
1,2 |
3. Условий выполнения работы
|
Точности угла, мин, до |
±5 |
±10 |
±20 |
±40 |
±60 |
|
Коэффициент |
1,3 |
1,15 |
1,0 |
0,9 |
0,8 |
|
Количества выдерживаемых размеров |
2 |
2 ... 4 |
6 |
8 |
|
Коэффициент |
1,0 |
1,2 |
1,35 |
1,5 |
|
Способа получения контура |
С подгонкой по шаблону |
Без подгонки |
||
|
Коэффициент |
1,2 |
1,0 |
||
5.10.1. Плоскошлифовальные станки
Карта 49. Шлифование уступов и элементов профиля «Ласточкин хвост» одной стороной профилированного круга
|
ШЛИФОВАНИЕ УСТУПОВ И ЭЛЕМЕНТОВ ПРОФИЛЯ «ЛАСТОЧКИН ХВОСТ» ОДНОЙ СТОРОНОЙ ПРОФИЛИРОВАННОГО КРУГА Точность угла a ± 20′ Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 49 |
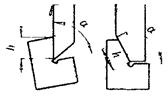
Способ установки: на синусной линейке, на поворотной синусной электромагнитной плите, в тисках.
I. Неполное штучное время на поверхность tн.ш, мин
|
№ позиции |
Длина шлифования Lд, мм, до |
Припуск на обработку П, мм, до |
Ширина уступа h, мм, до |
|||
|
10 |
25 |
45 |
70 |
|||
|
Неполное штучное время tн.ш, мин |
||||||
|
1 |
90 |
0,3 |
3,8 |
4,2 |
4,7 |
5,5 |
|
2 |
0,5 |
4,6 |
5,0 |
5,6 |
6,4 |
|
|
3 |
0,7 |
5,5 |
6,0 |
6,7 |
7,4 |
|
|
4 |
120 |
0,3 |
4,5 |
5,0 |
5,6 |
6,5 |
|
5 |
0,5 |
5,4 |
6,1 |
6,8 |
7,7 |
|
|
6 |
0,7 |
6,5 |
7,2 |
7,8 |
9,0 |
|
|
7 |
160 |
0,3 |
5,2 |
5,7 |
6,5 |
7,5 |
|
8 |
0,5 |
6,2 |
6,8 |
7,2 |
8,6 |
|
|
9 |
0,7 |
7,5 |
8,2 |
8,4 |
9,9 |
|
|
10 |
200 |
0,4 |
6,2 |
6,8 |
7,7 |
8,9 |
|
11 |
0,6 |
7,5 |
8,3 |
8,8 |
10,2 |
|
|
12 |
0,8 |
9,0 |
9,9 |
10,7 |
11,8 |
|
|
13 |
250 |
0,4 |
7,4 |
8,2 |
9,4 |
11,0 |
|
14 |
0,6 |
8,7 |
9,7 |
10,9 |
12,7 |
|
|
15 |
0,8 |
10,3 |
11,4 |
12,8 |
14,7 |
|
|
16 |
320 |
0,4 |
9,1 |
10,2 |
11,7 |
13,6 |
|
17 |
0,6 |
10,7 |
11,6 |
13,5 |
15,6 |
|
|
18 |
0,8 |
12,7 |
14,2 |
15,5 |
18,1 |
|
|
Индекс |
а |
б |
в |
г |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание. При одновременной обработке нескольких деталей, устанавливаемых друг за другом по ходу стола, нормы времени делить на количество обрабатываемых деталей.
Карта 50. Шлифование периферией профилированного круга при установке детали в синусных приспособлениях
|
ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА ПРИ УСТАНОВКЕ ДЕТАЛИ В СИНУСНЫХ ПРИСПОСОБЛЕНИЯХ Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 50 |
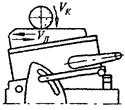
Способ установки: на синусном кубике, синусной линейке, на поворотной синусной призме.
I. Неполное штучное время на поверхность tн.ш, мин
|
№ позиции |
Длина шлифования Lд, мм, до |
Припуск на обработку П, мм, до |
Ширина плоскости Bд, мм, до |
|||||
|
30 |
60 |
90 |
120 |
160 |
220 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||
|
1 |
100 |
0,3 |
4,6 |
5,2 |
6,0 |
7,0 |
8,2 |
10,0 |
|
2 |
0,5 |
5,3 |
6,0 |
7,0 |
8,3 |
9,7 |
12,0 |
|
|
3 |
0,7 |
6,1 |
7,0 |
8,4 |
10,0 |
11,6 |
14,5 |
|
|
4 |
160 |
0,3 |
5,3 |
6,0 |
7,0 |
8,2 |
9,8 |
12,0 |
|
5 |
0,5 |
6,2 |
6,8 |
8,1 |
9,6 |
11,5 |
14,4 |
|
|
6 |
0,7 |
7,2 |
7,8 |
9,2 |
11,4 |
14,0 |
17,6 |
|
|
7 |
240 |
0,4 |
6,1 |
6,8 |
8,5 |
10,0 |
12,0 |
15,5 |
|
8 |
0,6 |
7,1 |
7,9 |
9,8 |
12,0 |
15,0 |
19,0 |
|
|
9 |
0,8 |
8,2 |
9,2 |
11,6 |
14,6 |
18,3 |
23,5 |
|
|
10 |
320 |
0,4 |
7,0 |
8,0 |
10,5 |
12,5 |
15,0 |
19,0 |
|
11 |
0,6 |
7,9 |
9,5 |
12,5 |
15,5 |
18,5 |
24,0 |
|
|
12 |
0,8 |
10,0 |
12,0 |
15,5 |
19,0 |
23,0 |
29,0 |
|
|
13 |
400 |
0,4 |
8,3 |
9,5 |
12,0 |
15,5 |
19,5 |
24,5 |
|
14 |
0,6 |
10,2 |
11,6 |
15,0 |
19,0 |
23,4 |
29,0 |
|
|
15 |
0,8 |
11,8 |
14,5 |
18,0 |
23,0 |
28,5 |
35,0 |
|
|
16 |
500 |
0,5 |
10,5 |
12,0 |
14,5 |
18,5 |
22,0 |
28,0 |
|
17 |
0,7 |
12,0 |
14,0 |
17,0 |
22,2 |
26,0 |
33,5 |
|
|
18 |
0,9 |
13,8 |
16,7 |
22,0 |
25,3 |
32,0 |
39,5 |
|
|
19 |
630 |
0,5 |
13,0 |
15,5 |
19,5 |
25,0 |
30,5 |
38,0 |
|
20 |
0,7 |
15,0 |
17,5 |
22,5 |
29,0 |
35,0 |
44,0 |
|
|
21 |
0,9 |
18,5 |
22,0 |
28,0 |
34,0 |
42,0 |
52,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание. При одновременной обработке нескольких деталей, устанавливаемых друг за другом по ходу стола, нормы времени делить на количество обрабатываемых деталей.
Карта 51. Шлифование многогранников
|
ШЛИФОВАНИЕ МНОГОГРАННИКОВ Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 51 |
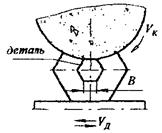
Способ установки: в делительном приспособлении, в приспособлении для шлифования многогранных деталей.
I. Неполное штучное время
|
№ позиции |
Количество граней |
Припуск на обработку П, мм, до |
Длина грани Lд, мм, до |
|||||||||||
|
25 |
36 |
50 |
7. |
|||||||||||
|
Ширина грани Bд, мм, до |
||||||||||||||
|
2,5 |
6,3 |
.6 |
5 |
12 |
25 |
5 |
12 |
25 |
6,3 |
16 |
40 |
|||
|
Неполное штучное время на многогранник tн.ш, мин |
||||||||||||||
|
1 |
3 |
0,3 |
4,5 |
5,4 |
6,3 |
5,0 |
6,0 |
7,2 |
5,9 |
7,3 |
9,2 |
7,0 |
8,8 |
10,9 |
|
2 |
0,5 |
5,2 |
6,2 |
7,8 |
5,9 |
7,0 |
9,1 |
6,8 |
8,5 |
10,6 |
8,1 |
10,2 |
12,1 |
|
|
3 |
4 |
0,3 |
5,3 |
6,5 |
7,7 |
5,9 |
6,9 |
8,2 |
7,0 |
8,5 |
10,5 |
8,2 |
10,3 |
12,4 |
|
4 |
0,5 |
6,1 |
7,4 |
8,9 |
6,7 |
8,0 |
10,1 |
8,0 |
9,9 |
11,8 |
9,4 |
11,8 |
14,0 |
|
|
5 |
6 |
0,3 |
6,4 |
7,8 |
8,8 |
7,6 |
8,8 |
10,4 |
8,6 |
10,2 |
11,6 |
10,4 |
12,2 |
13,9 |
|
6 |
0,5 |
7,4 |
8,7 |
10,1 |
8,7 |
10,2 |
12,0 |
9,9 |
11,6 |
13,5 |
12,1 |
14,2 |
16,1 |
|
|
7 |
8 |
0,3 |
7,0 |
8,8 |
10,2 |
8,4 |
9,9 |
11,9 |
9,5 |
11,2 |
13,7 |
11,0 |
13,1 |
16,2 |
|
8 |
0,5 |
- |
- |
11,5 |
9,8 |
11,7 |
13,8 |
10,9 |
13,0 |
15,8 |
12,6 |
15,0 |
18,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||
|
№ позиции |
Количество граней |
Шлифование многогранников из круглой заготовки |
|||||||||||
|
Неполное штучное время на многогранник tн.ш, мин |
|||||||||||||
|
9 |
3 |
6,1 |
7,6 |
- |
7,5 |
- |
- |
9,2 |
- |
- |
11,5 |
- |
- |
|
10 |
4 |
- |
9,4 |
- |
9,0 |
11,2 |
- |
10,4 |
13,0 |
- |
12,0 |
14,9 |
- |
|
11 |
6 |
- |
9,7 |
12,3 |
11,2 |
14,5 |
- |
14,2 |
18,5 |
- |
17,0 |
21,9 |
- |
|
12 |
8 |
- |
- |
11,5 |
- |
12,8 |
16,6 |
- |
15,5 |
21,3 |
- |
19,4 |
25,2 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
II. Поправочные коэффициенты в зависимости от:
1. Жесткости обработки
|
L / D*, до |
3 |
5 |
8 |
10 |
|
Коэффициент |
1,0 |
1,2 |
1,5 |
1,85 |
* D - окружность, вписанная в многогранник.
2. Группы обрабатываемого материала (см. карту 48).
3. Партии деталей (см. карту 1).
4. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Карта 52. Шлифование выпуклых радиусных поверхностей торцом профилированного круга
|
ШЛИФОВАНИЕ ВЫПУКЛЫХ РАДИУСНЫХ ПОВЕРХНОСТЕЙ ТОРЦОМ ПРОФИЛИРОВАННОГО КРУГА Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 52 |
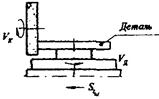
Способ установки: в специальном приспособлении или на универсальном поворотном столе.
I. Неполное штучное время
|
№ позиции |
Длина дуги Lд, мм, до |
Припуск на обработку П, мм, до |
Толщина детали tд, мм, до |
|||||
|
5 |
10 |
16 |
22 |
30 |
40 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||
|
1 |
30 |
0,15 |
1,3 |
1,5 |
1,9 |
2,4 |
3,0 |
3,7 |
|
2 |
0,30 |
1,5 |
1,9 |
2,3 |
2,9 |
3,6 |
4,5 |
|
|
3 |
0,50 |
1,9 |
2,3 |
2,9 |
3,5 |
4,4 |
5,3 |
|
|
4 |
63 |
0,15 |
1,6 |
2,0 |
2,5 |
3,1 |
3,7 |
4,5 |
|
5 |
0,30 |
2,0 |
2,5 |
3,0 |
3,6 |
4,4 |
5,3 |
|
|
6 |
0,50 |
2,4 |
2,9 |
3,5 |
4,3 |
5,2 |
6,0 |
|
|
7 |
90 |
0,30 |
2,5 |
3,0 |
3,6 |
4,4 |
5,1 |
5,9 |
|
8 |
0,50 |
2,9 |
3,4 |
4,1 |
5,0 |
6,0 |
7,1 |
|
|
9 |
0,70 |
3,6 |
4,4 |
5,3 |
6,1 |
7,1 |
8,4 |
|
|
10 |
120 |
0,30 |
3,1 |
3,7 |
4,5 |
5,3 |
6,1 |
7,0 |
|
11 |
0,50 |
3,5 |
4,4 |
5,3 |
6,3 |
7,4 |
8,4 |
|
|
12 |
0,70 |
4,5 |
4,9 |
5,9 |
6,9 |
8,1 |
9,8 |
|
|
13 |
160 |
0,30 |
3,9 |
4,5 |
5,3 |
6,2 |
7,1 |
8,5 |
|
14 |
0,50 |
4,4 |
5,1 |
6,2 |
7,1 |
8,3 |
9,8 |
|
|
15 |
0,70 |
5,4 |
6,2 |
6,9 |
8,3 |
9,5 |
11,5 |
|
|
16 |
200 |
0,30 |
4,8 |
5,3 |
6,1 |
6,9 |
8,1 |
9,5 |
|
17 |
0,50 |
5,5 |
6,1 |
7,0 |
8,1 |
9,5 |
11,5 |
|
|
18 |
0,70 |
6,6 |
7,3 |
8,1 |
9,6 |
11,4 |
13,5 |
|
|
19 |
250 |
0,5 |
6,9 |
7,5 |
8,4 |
9,8 |
11,1 |
13,0 |
|
20 |
0,7 |
8,4 |
9,4 |
10,5 |
12,0 |
13,5 |
15,6 |
|
|
21 |
0,9 |
10,5 |
11,7 |
13,0 |
14,6 |
16,6 |
18,6 |
|
|
22 |
315 |
0,5 |
8,6 |
9,8 |
11,1 |
13,4 |
14,0 |
15,9 |
|
23 |
0,7 |
10,8 |
12,0 |
12,9 |
14,6 |
16,3 |
18,3 |
|
|
24 |
0,9 |
13,4 |
14,4 |
15,3 |
17,4 |
19,8 |
22,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Карта 53. Шлифование выпуклых радиусных поверхностей периферией профилированного круга
|
ШЛИФОВАНИЕ ВЫПУКЛЫХ РАДИУСНЫХ ПОВЕРХНОСТЕЙ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность ±0,02 - ±0,03 Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 53 |
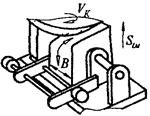
Способ установки: деталь со сменными планками закрепляется струбцинами и устанавливается в центрах.
I. Неполное штучное время
|
№ позиции |
Толщина детали tд, мм, до |
Припуск на обработку П, мм |
Длина шлифования (длина дуги) Lд, мм, до |
||||||||||
|
20 |
32 |
45 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
|||||||||||||
|
1 |
20 |
0,3 |
1,9 |
2,2 |
2,5 |
2,8 |
3,2 |
3,8 |
4,4 |
4,8 |
6,2 |
7,3 |
8,8 |
|
2 |
0,5 |
2,3 |
25 |
2,9 |
3,4 |
3,9 |
4,5 |
5,0 |
6,1 |
7,2 |
84 |
9,9 |
|
|
3 |
0,7 |
2,7 |
3,2 |
3,6 |
4,0 |
4,5 |
5,2 |
5,7 |
6,9 |
8,1 |
9,8 |
11,0 |
|
|
4 |
32 |
0,3 |
2,3 |
2,7 |
3,0 |
3,5 |
3,9 |
4,4 |
5,1 |
6,0 |
7,1 |
8,3 |
10,1 |
|
5 |
0,5 |
2,8 |
3,1 |
3,6 |
4,1 |
4,7 |
5,3 |
6,1 |
7,2 |
8,4 |
10,1 |
12,1 |
|
|
6 |
0,7 |
3,4 |
3,8 |
4,3 |
4,8 |
5,5 |
6,3 |
7,2 |
8,4 |
9,8 |
11,3 |
14,0 |
|
|
7 |
45 |
0,3 |
2,8 |
3,1 |
3,6 |
4,1 |
4,8 |
5,4 |
6,2 |
7,3 |
8,6 |
10,2 |
12,3 |
|
8 |
0,5 |
3,5 |
3,9 |
4,4 |
5,1 |
5,7 |
6,5 |
7,4 |
8,7 |
10,2 |
12,0 |
14,5 |
|
|
9 |
0,7 |
4,2 |
4,7 |
5,3 |
6,1 |
6,8 |
7,7 |
8,7 |
10,3 |
12,1 |
14,3 |
17,1 |
|
|
10 |
63 |
0,5 |
4,5 |
5,3 |
5,8 |
6,8 |
7,8 |
8,7 |
9,9 |
12,4 |
14,0 |
16,7 |
20,8 |
|
11 |
0,7 |
5,3 |
6,0 |
6,8 |
7,8 |
8,8 |
9,8 |
11,3 |
13,3 |
15,8 |
18,8 |
22,1 |
|
|
12 |
0,9 |
6,6 |
7,3 |
8,2 |
9,5 |
10,6 |
12,0 |
14,9 |
17,1 |
19,6 |
22,5 |
26,8 |
|
|
13 |
80 |
0,5 |
5,6 |
6,6 |
7,1 |
8,0 |
9,2 |
11,5 |
12,9 |
14,9 |
17,1 |
19,5 |
23,2 |
|
14 |
0,7 |
6,6 |
7,7 |
8,5 |
9,9 |
11,3 |
12,7 |
14,9 |
17,6 |
19,1 |
23,4 |
27,1 |
|
|
15 |
0,9 |
8,2 |
9,2 |
10,5 |
12,1 |
14,0 |
15,0 |
18,6 |
21,2 |
24,4 |
28,1 |
32,3 |
|
|
16 |
100 |
0,5 |
7,2 |
8,2 |
9,4 |
10,9 |
12,4 |
14,3 |
16,0 |
18,6 |
21,3 |
24,2 |
29,0 |
|
17 |
0,7 |
8,3 |
9,6 |
10,3 |
12,3 |
14,1 |
15,8 |
19,7 |
23,9 |
26,1 |
29,2 |
34,6 |
|
|
18 |
0,9 |
10,2 |
11,7 |
13,5 |
15,5 |
17,5 |
18,7 |
23,2 |
27,1 |
31,1 |
34,8 |
41,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание. Вогнутые участки профиля детали могут быть обработаны при условии, если радиус кривизны вогнутой кривой профиля больше радиуса шлифовального круга.
Карта 54. Шлифование криволинейных поверхностей по копиру периферией непрофилированного круга
|
ШЛИФОВАНИЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ПО КОПИРУ ПЕРИФЕРИЕЙ НЕПРОФИЛИРОВАННОГО КРУГА Точность ±0,02 - ±0,03 Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 54 |
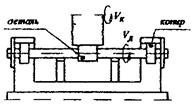
Способ установки: на оправке с копиром.
I. Неполное штучное время
|
№ позиции |
Ширина профиля B, мм, до |
Припуск на обработку П, мм, до |
Длина криволинейной поверхности Lд, мм, до |
|||||||
|
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||||
|
1 |
10 |
0,3 |
2,1 |
2,4 |
3,0 |
3,6 |
4,4 |
5,5 |
6,9 |
8,5 |
|
2 |
0,5 |
23 |
2,7 |
3,2 |
3,9 |
4,7 |
5,9 |
7,4 |
9,2 |
|
|
3 |
07 |
2,5 |
3,0 |
3,5 |
4,3 |
5,3 |
6,5 |
8,0 |
10,3 |
|
|
4 |
20 |
0,3 |
2,4 |
3,0 |
3,6 |
4,4 |
5,4 |
6,8 |
8,4 |
10,4 |
|
5 |
0,5 |
2,7 |
3,1 |
3,9 |
4,9 |
6,1 |
7,6 |
9,3 |
11,6 |
|
|
6 |
0,7 |
3,1 |
3,8 |
4,7 |
5,7 |
7,0 |
8,6 |
10,7 |
13,1 |
|
|
7 |
30 |
0,3 |
2,8 |
3,4 |
4,1 |
4,9 |
5,9 |
7,4 |
9,0 |
11,2 |
|
8 |
0,5 |
3,1 |
3,8 |
4,4 |
5,4 |
6,6 |
8,2 |
10,1 |
12,4 |
|
|
9 |
0,7 |
3,5 |
4,2 |
5,1 |
6,1 |
7,4 |
9,3 |
11,5 |
14,0 |
|
|
10 |
40 |
0,3 |
3,5 |
4,2 |
5,0 |
6,0 |
7,3 |
9,2 |
11,1 |
13,8 |
|
11 |
0,5 |
4,2 |
6,1 |
7,3 |
8,8 |
10,9 |
13,4 |
14,7 |
16,5 |
|
|
12 |
0,7 |
5,6 |
7,5 |
8,3 |
10,6 |
12,7 |
15,2 |
16,9 |
19,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание. Вогнутые участки профиля детали могут быть обработаны при условии, если радиус кривизны вогнутой кривой профиля больше радиуса шлифовального круга.
Карта 55. Шлифование выпуклых криволинейных поверхностей по копиру торцом профилированного круга
|
ШЛИФОВАНИЕ ВЫПУКЛЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ПО КОПИРУ ТОРЦОМ ПРОФИЛИРОВАННОГО КРУГА Точность ±0,02 - ±0,03 Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 55 |
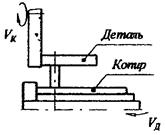
Способ установки: на оправке с копиром.
I. Неполное штучное время на поверхность tн.ш, мин
|
№ позиции |
Длина криволинейной поверхности Lд, мм, до |
Припуск на обработку, П, мм, до |
Толщина детали tд, мм, до |
|||||
|
5 |
10 |
16 |
22 |
30 |
40 |
|||
|
Неполное штучное время tн.ш, мин |
||||||||
|
1 |
30 |
0,15 |
2,6 |
2,9 |
3,3 |
3,8 |
4,4 |
5,1 |
|
2 |
0,30 |
3,0 |
3,4 |
3,9 |
4,5 |
5,2 |
6,0 |
|
|
3 |
0,50 |
3,7 |
4,2 |
4,7 |
5,4 |
6,2 |
7,3 |
|
|
4 |
63 |
0,20 |
3,0 |
3,4 |
3,9 |
4,5 |
5,2 |
6,1 |
|
5 |
0,40 |
3,5 |
3,9 |
4,5 |
5,3 |
6,2 |
7,3 |
|
|
6 |
0,60 |
4,4 |
5,0 |
5,7 |
6,5 |
7,5 |
8,8 |
|
|
7 |
90 |
0,30 |
4,3 |
4,9 |
5,6 |
6,4 |
7,4 |
8,8 |
|
8 |
0,50 |
5,0 |
5,6 |
6,5 |
7,5 |
8,8 |
10,5 |
|
|
9 |
0,70 |
6,0 |
6,8 |
7,7 |
9,0 |
10,6 |
12,6 |
|
|
10 |
120 |
0,30 |
4,9 |
5,6 |
6,4 |
7,5 |
8,8 |
10,5 |
|
11 |
0,50 |
5,6 |
6,4 |
7,8 |
8,8 |
10,4 |
12,6 |
|
|
12 |
0,70 |
7,1 |
8,5 |
9,3 |
10,2 |
12,5 |
15,1 |
|
|
13 |
160 |
0,30 |
5,6 |
6,4 |
7,6 |
8,8 |
10,4 |
12,8 |
|
14 |
0,50 |
6,6 |
7,5 |
8,8 |
10,3 |
12,3 |
15,4 |
|
|
15 |
0,70 |
8,4 |
9,4 |
10,9 |
12,6 |
15,3 |
18,9 |
|
|
16 |
200 |
0,30 |
6,7 |
8,3 |
9,5 |
11,2 |
12,5 |
15,0 |
|
17 |
0,50 |
8,6 |
9,9 |
11,2 |
12,6 |
14,5 |
16,8 |
|
|
18 |
0,70 |
9,5 |
11,9 |
13,1 |
15,0 |
17,5 |
20,7 |
|
|
19 |
250 |
0,40 |
8,0 |
9,9 |
10,9 |
12,5 |
14,7 |
18,0 |
|
20 |
0,60 |
10,3 |
11,8 |
13,6 |
15,7 |
18,1 |
21,8 |
|
|
21 |
0,80 |
12,2 |
14,0 |
16,2 |
18,8 |
21,8 |
25,2 |
|
|
22 |
315 |
0,40 |
10,0 |
11,5 |
13,3 |
15,4 |
18,5 |
22,2 |
|
23 |
0,60 |
12,7 |
14,6 |
17,0 |
19,7 |
23,2 |
27,8 |
|
|
24 |
0,80 |
15,2 |
17,4 |
20,2 |
23,5 |
27,5 |
32,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Карта 56. Шлифование криволинейных поверхностей по копиру периферией профилированного круга
|
ШЛИФОВАНИЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ПО КОПИРУ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность ±0,02 - ±0,03 Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 56 |
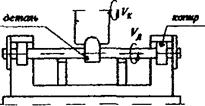
Способ установки: на оправке с копиром.
I. Неполное штучное время
|
№ позиции |
Ширина профиля Bд, мм, до |
Припуск на обработку П, мм, до |
Длина криволинейной поверхности Lд, мм, до |
|||||||
|
50 |
63 |
80 |
100 |
126 |
160 |
200 |
260 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||||
|
1 |
10 |
0,3 |
2,2 |
2,5 |
3,2 |
3,8 |
4,6 |
5,8 |
7,2 |
8,9 |
|
2 |
0,5 |
2,4 |
2,8 |
3,4 |
4,1 |
4,9 |
6,2 |
7,8 |
9,7 |
|
|
3 |
0,7 |
2,9 |
3,2 |
3,7 |
4,5 |
5,6 |
6,8 |
8,4 |
10,8 |
|
|
4 |
20 |
0,3 |
2,5 |
3,2 |
3,8 |
4,6 |
5,7 |
7,1 |
8,8 |
10,9 |
|
5 |
0,5 |
2,8 |
3,3 |
4,1 |
5,1 |
6,4 |
8,0 |
9,8 |
12,2 |
|
|
6 |
0,7 |
3,3 |
4,0 |
4,9 |
6,0 |
7,4 |
9,0 |
11,2 |
13,8 |
|
|
7 |
30 |
0,3 |
2,9 |
3,6 |
4,3 |
5,1 |
6,3 |
7,8 |
9,5 |
11,8 |
|
8 |
0,5 |
3,3 |
4,0 |
4,6 |
5,7 |
7,0 |
8,6 |
10,6 |
13,0 |
|
|
9 |
0,7 |
3,7 |
4,4 |
5,4 |
6,4 |
7,8 |
9,8 |
12,1 |
14,7 |
|
|
10 |
40 |
0,3 |
3,7 |
4,4 |
5,3 |
6,3 |
7,7 |
9,7 |
11,7 |
14,5 |
|
11 |
0,5 |
4,4 |
5,4 |
6,4 |
7,8 |
9,4 |
11,4 |
15,4 |
17,3 |
|
|
12 |
0,7 |
5,3 |
6,4 |
7,7 |
9,2 |
11,4 |
13,9 |
16,7 |
20,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание. Вогнутые участки профиля детали могут быть обработаны при условии, если радиус кривизны вогнутой кривой профиля больше радиуса шлифовального.
Карта 57. Шлифование криволинейных поверхностей по копиру торцом профилированного круга
|
ШЛИФОВАНИЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ПО КОПИРУ ТОРЦОМ ПРОФИЛИРОВАННОГО КРУГА Точность ±0,02 - ±0,03 Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 57 |
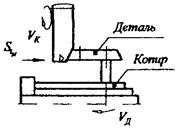
Способ установки: на оправке с копиром.
I. Неполное штучное время
|
№ позиции |
Длина криволинейной поверхности Lд, мм, до |
Припуск на обработку П, мм, до |
Толщина детали lд, мм, до |
|||||
|
6 |
10 |
16 |
22 |
30 |
40 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||
|
1 |
30 |
0,15 |
2,8 |
3,1 |
3,5 |
4,1 |
4,7 |
5,5 |
|
2 |
0,30 |
3,2 |
3,7 |
4,2 |
4,9 |
5,6 |
6,5 |
|
|
3 |
0,50 |
4,0 |
4,5 |
5,1 |
5,8 |
6,7 |
7,9 |
|
|
4 |
63 |
0,20 |
3,2 |
3,7 |
4,3 |
4,9 |
5,6 |
6,6 |
|
5 |
0,40 |
3,8 |
4,2 |
4,9 |
5,7 |
6,7 |
7,9 |
|
|
6 |
0,60 |
4,8 |
5,4 |
6,2 |
7,0 |
8,1 |
9,5 |
|
|
7 |
90 |
0,30 |
4,8 |
5,5 |
6,4 |
7,1 |
8,2 |
9,5 |
|
8 |
0,50 |
5,6 |
6,2 |
7,5 |
8,3 |
9,5 |
11,3 |
|
|
9 |
0,70 |
6,7 |
7,5 |
8,5 |
10,0 |
11,8 |
14,0 |
|
|
10 |
120 |
0,30 |
5,4 |
6,2 |
7,1 |
8,3 |
9,8 |
11,7 |
|
11 |
0,50 |
6,2 |
7,1 |
8,7 |
10,2 |
12,4 |
15,1 |
|
|
12 |
0,70 |
7,9 |
9,4 |
10,3 |
11,8 |
15,0 |
18,0 |
|
|
13 |
160 |
0,30 |
6,2 |
7,1 |
8,4 |
10,2 |
12,4 |
16,4 |
|
14 |
0,50 |
7,3 |
8,3 |
9,8 |
11,9 |
14,7 |
18,5 |
|
|
15 |
0,70 |
9,3 |
10,4 |
12,1 |
14,6 |
18,6 |
22,7 |
|
|
16 |
200 |
0,30 |
7,4 |
8,1 |
10,5 |
12,9 |
15,0 |
18,0 |
|
17 |
0,50 |
9,5 |
11,0 |
12,4 |
14,6 |
17,4 |
20,2 |
|
|
18 |
0,70 |
12,5 |
13,2 |
14,8 |
17,4 |
21 |
25,0 |
|
|
19 |
250 |
0,50 |
9,3 |
11,5 |
12,6 |
15,0 |
17,5 |
21,6 |
|
20 |
0,70 |
11,9 |
13,7 |
15,8 |
18,8 |
21,7 |
26,2 |
|
|
21 |
0,90 |
14,2 |
16,2 |
19,4 |
22,6 |
26,2 |
30,2 |
|
|
22 |
315 |
0,50 |
11,6 |
13,3 |
16,0 |
18,4 |
22,2 |
26,6 |
|
23 |
0,70 |
14,7 |
16,9 |
20,4 |
23,6 |
27,8 |
33,4 |
|
|
24 |
0,90 |
17,6 |
20,9 |
24,2 |
28,2 |
30,0 |
39,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Карта 58. Шлифование сложных профилей периферией профилированного круга
|
ШЛИФОВАНИЕ СЛОЖНЫХ ПРОФИЛЕЙ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность ±0,02 - ±0,03 Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 58 |
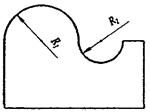
Способ установки: в тисках, на магнитной плите или в приспособлении.
I. Неполное штучное время
|
№ позиции |
Длина поверхности Lд, мм, до |
Припуск на обработку П, мм, до |
Периметр профиля в торцевом сечении, мм, до |
|||||||
|
10 |
20 |
30 |
40 |
50 |
63 |
80 |
100 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||||
|
1 |
25 |
0,3 |
2,1 |
2,6 |
3,0 |
3,4 |
3,8 |
4,5 |
5,0 |
5,8 |
|
2 |
0,5 |
2,6 |
3,1 |
3,6 |
4,1 |
4,7 |
5,4 |
6,1 |
6,9 |
|
|
3 |
0,7 |
3,2 |
3,8 |
4,4 |
5,0 |
5,8 |
6,5 |
7,4 |
8,5 |
|
|
4 |
40 |
0,3 |
2,7 |
3,2 |
3,6 |
4,1 |
4,6 |
5,1 |
5,7 |
6,4 |
|
5 |
0,5 |
3,2 |
3,8 |
4,3 |
4,9 |
5,6 |
6,2 |
6,9 |
7,9 |
|
|
6 |
0,7 |
3,9 |
4,5 |
5,1 |
5,7 |
6,4 |
7,0 |
7,9 |
8,9 |
|
|
7 |
63 |
0,3 |
3,3 |
3,8 |
4,3 |
4,8 |
5,4 |
6,0 |
6,8 |
7,9 |
|
8 |
0,5 |
4,0 |
4,6 |
5,3 |
5,9 |
6,5 |
7,3 |
8,4 |
9,9 |
|
|
9 |
0,7 |
4,9 |
5,8 |
6,6 |
7,4 |
8,2 |
9,3 |
10,8 |
12,3 |
|
|
10 |
90 |
0,5 |
4,9 |
5,6 |
6,3 |
7,0 |
7,8 |
8,6 |
9,8 |
12,0 |
|
11 |
0,7 |
6,1 |
7,0 |
8,1 |
9,1 |
10,0 |
11,3 |
12,9 |
14,8 |
|
|
12 |
0,9 |
7,1 |
8,1 |
9,2 |
10,2 |
11,4 |
13,1 |
15,0 |
17,7 |
|
|
13 |
120 |
0,5 |
6,0 |
6,9 |
7,8 |
8,6 |
9,7 |
10,6 |
12,0 |
14,5 |
|
14 |
0,7 |
7,4 |
8,5 |
9,7 |
10,8 |
12,1 |
13,6 |
15,5 |
17,8 |
|
|
15 |
0,9 |
8,8 |
10,5 |
11,2 |
13,0 |
14,5 |
16,3 |
18,6 |
21,4 |
|
|
16 |
160 |
0,5 |
7,4 |
8,4 |
9,8 |
10,9 |
12,3 |
13,5 |
15,9 |
18,0 |
|
17 |
0,7 |
9,2 |
10,5 |
12,0 |
13,4 |
14,8 |
16,6 |
18,5 |
21,8 |
|
|
18 |
1,0 |
11,0 |
12,6 |
14,4 |
16,2 |
18,1 |
20,4 |
22,4 |
26,2 |
|
|
19 |
1,3 |
13,1 |
15,6 |
17,8 |
19,9 |
22,4 |
24,4 |
27,8 |
32,4 |
|
|
20 |
200 |
0,5 |
8,9 |
10,1 |
11,4 |
12,7 |
14,0 |
15,5 |
17,3 |
19,5 |
|
21 |
0,7 |
10,8 |
12,2 |
13,6 |
15,4 |
16,5 |
18,7 |
21,6 |
25,7 |
|
|
22 |
1,0 |
13,7 |
15,1 |
18,6 |
22,9 |
20,3 |
22,9 |
26,5 |
31,3 |
|
|
23 |
1,3 |
16,1 |
18,5 |
21,0 |
23,4 |
25,1 |
28,5 |
33,0 |
37,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Карта 59. Шлифование выпуклых и вогнутых радиусных поверхностей периферией профилированного круга
|
ШЛИФОВАНИЕ ВЫПУКЛЫХ И ВОГНУТЫХ РАДИУСНЫХ ПОВЕРХНОСТЕЙ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность ±0,02 - ±0,03 Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 59 |
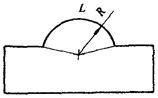
Способ установки: на магнитной плите в синусных или специальных приспособлениях.
I. Неполное штучное время
|
№ позиции |
Длина обработки Lд, мм, до |
Припуск на обработку П, мм, до |
Длина дуги радиусной поверхности l, мм, до |
|||||||
|
10 |
20 |
30 |
40 |
50 |
63 |
80 |
100 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||||
|
1 |
25 |
0,3 |
2,2 |
2,5 |
2,8 |
3,1 |
3,4 |
3,8 |
4,1 |
4,7 |
|
2 |
0,5 |
2,6 |
2,9 |
3,3 |
3,7 |
4,1 |
4,5 |
4,9 |
5,6 |
|
|
3 |
0,7 |
3,2 |
3,6 |
4,0 |
4,4 |
4,8 |
5,3 |
6,0 |
6,8 |
|
|
4 |
40 |
0,3 |
2,5 |
2,8 |
3,2 |
3,5 |
3,8 |
4,2 |
4,8 |
5,3 |
|
5 |
0,5 |
3,0 |
3,4 |
3,8 |
4,2 |
4,6 |
5,0 |
5,7 |
6,3 |
|
|
6 |
0,7 |
3,7 |
4,1 |
4,5 |
5,0 |
5,4 |
5,9 |
6,7 |
7,5 |
|
|
7 |
63 |
0,3 |
2,9 |
3,4 |
3,8 |
4,1 |
4,4 |
4,8 |
5,4 |
6,1 |
|
8 |
0,5 |
3,5 |
4,1 |
4,5 |
4,9 |
5,3 |
5,8 |
6,4 |
7,2 |
|
|
9 |
0,7 |
4,3 |
4,8 |
5,4 |
5,9 |
6,5 |
7,3 |
7,9 |
8,8 |
|
|
10 |
90 |
0,5 |
4,0 |
4,8 |
5,3 |
5,7 |
6,1 |
6,7 |
7,4 |
8,2 |
|
11 |
0,7 |
4,9 |
5,4 |
6,0 |
6,6 |
7,2 |
7,8 |
8,9 |
10,1 |
|
|
12 |
0,9 |
5,9 |
6,6 |
7,3 |
8,0 |
8,6 |
9,3 |
10,7 |
12,1 |
|
|
13 |
120 |
0,5 |
4,6 |
5,7 |
6,1 |
6,6 |
7,1 |
7,7 |
8,5 |
9,4 |
|
14 |
0,7 |
5,6 |
6,2 |
6,8 |
7,4 |
8,1 |
8,7 |
10,0 |
11,2 |
|
|
15 |
0,9 |
6,7 |
7,4 |
8,2 |
8,6 |
9,7 |
10,7 |
12,8 |
13,4 |
|
|
16 |
160 |
0,5 |
5,4 |
6,2 |
6,8 |
7,5 |
8,2 |
9,1 |
10,3 |
11,6 |
|
17 |
0,7 |
6,9 |
7,7 |
8,5 |
9,3 |
10,1 |
11,1 |
12,4 |
14,0 |
|
|
18 |
1,0 |
8,4 |
9,3 |
10,2 |
11,1 |
12,2 |
12,9 |
14,7 |
16,5 |
|
|
19 |
1,3 |
10,0 |
11,1 |
12,2 |
13,2 |
14,3 |
15,7 |
17,5 |
19,6 |
|
|
20 |
200 |
0,5 |
6,3 |
7,1 |
7,8 |
8,5 |
9,2 |
10,6 |
11,5 |
12,8 |
|
21 |
0,7 |
7,5 |
8,4 |
9,3 |
10,2 |
11,1 |
12,2 |
13,7 |
15,5 |
|
|
22 |
1,0 |
9,2 |
10,2 |
11,3 |
12,3 |
13,3 |
14,6 |
16,4 |
18,5 |
|
|
23 |
1,3 |
11,2 |
12,3 |
13,6 |
14,7 |
16,0 |
17,5 |
19,6 |
22,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание. При одновременной обработке нескольких деталей, устанавливаемых друг за другом по ходу стола, нормы времени делить на количество обрабатываемых деталей.
Карта 60. Шлифование угловых канавок профилированным кругом
|
ШЛИФОВАНИЕ УГЛОВЫХ КАНАВОК ПРОФИЛИРОВАННЫМ КРУГОМ Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 60, лист 1 |
Способ установки: на магнитной плите, в тисках или на столе станка.
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Припуск на обработку П, мм, до |
Периметр профиля канавки, мм, до |
|||||
|
10 |
20 |
32 |
50 |
80 |
120 |
|||
|
Неполное штучное время на канавку tн.ш, мин |
||||||||
|
1 |
12,5 |
0,3 |
1,5 |
1,8 |
2,0 |
2,2 |
2,4 |
2,6 |
|
2 |
0,5 |
1,8 |
2,0 |
2,2 |
2,4 |
2,6 |
3,0 |
|
|
3 |
16 |
0,3 |
1,6 |
1,9 |
2,1 |
2,3 |
2,5 |
2,8 |
|
4 |
0,5 |
1,9 |
2,1 |
2,3 |
2,5 |
2,8 |
3,4 |
|
|
5 |
20 |
0,30 |
2,0 |
2,2 |
2,3 |
2,6 |
2,9 |
3,5 |
|
6 |
0,50 |
2,2 |
2,4 |
2,6 |
2,9 |
3,3 |
3,9 |
|
|
7 |
0,70 |
2,7 |
2,9 |
3,2 |
3,5 |
4,0 |
4,7 |
|
|
8 |
32 |
0,30 |
2,2 |
2,5 |
2,8 |
3,3 |
3,7 |
4,2 |
|
9 |
0,50 |
2,5 |
2,8 |
3,0 |
3,6 |
4,1 |
4,7 |
|
|
10 |
0,70 |
3,0 |
3,4 |
3,7 |
4,4 |
5,0 |
5,6 |
|
|
11 |
45 |
0,30 |
2,5 |
2,8 |
3,1 |
3,5 |
4,1 |
4,7 |
|
12 |
0,50 |
2,9 |
3,2 |
3,6 |
4,0 |
4,6 |
5,3 |
|
|
13 |
0,70 |
3,7 |
3,9 |
4,4 |
4,9 |
5,6 |
6,5 |
|
|
14 |
63 |
0,30 |
3,1 |
3,4 |
3,6 |
4,1 |
4,7 |
5,3 |
|
15 |
0,50 |
3,4 |
3,8 |
4,0 |
4,6 |
5,2 |
5,9 |
|
|
16 |
0,70 |
4,1 |
4,6 |
4,9 |
5,5 |
6,3 |
7,1 |
|
|
17 |
80 |
0,50 |
4,0 |
4,4 |
4,7 |
5,2 |
6,0 |
6,8 |
|
18 |
0,70 |
4,8 |
5,3 |
5,7 |
6,4 |
7,2 |
8,1 |
|
|
19 |
0,90 |
5,8 |
6,4 |
7,0 |
7,6 |
8,7 |
9,9 |
|
|
20 |
100 |
0,50 |
4,6 |
5,1 |
5,6 |
6,2 |
7,0 |
8,0 |
|
21 |
0,70 |
5,6 |
6,2 |
6,7 |
7,5 |
8,4 |
9,7 |
|
|
22 |
0,90 |
6,8 |
7,5 |
8,1 |
9,0 |
10,1 |
11,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||
|
ШЛИФОВАНИЕ УГЛОВЫХ КАНАВОК ПРОФИЛИРОВАННЫМ КРУГОМ Шероховатость Ra 0,63 |
Плоскошлифовальные станки |
|
Карта 60, лист 2 |
I. Неполное штучное время
|
№ позиции |
Длина шлифования Lд, мм, до |
Припуск на обработку П, мм, до |
Периметр профиля канавки, мм, до |
|||||
|
10 |
20 |
32 |
60 |
80 |
120 |
|||
|
Неполное штучное время на канавку tн.ш, мин |
||||||||
|
23 |
125 |
0,50 |
5,4 |
5,9 |
6,3 |
7,1 |
8,0 |
9,0 |
|
24 |
0,70 |
6,5 |
7,1 |
7,7 |
8,6 |
9,6 |
10,0 |
|
|
25 |
0,90 |
7,8 |
8,7 |
9,5 |
10,2 |
11,5 |
13,0 |
|
|
26 |
160 |
0,50 |
6,2 |
6,8 |
7,2 |
8,1 |
9,2 |
10,4 |
|
27 |
0,70 |
7,5 |
8,2 |
8,8 |
9,9 |
12,0 |
13,6 |
|
|
28 |
0,90 |
9,0 |
9,9 |
10,4 |
11,8 |
14,4 |
16,5 |
|
|
29 |
200 |
0,50 |
7,2 |
7,8 |
8,5 |
9,4 |
10,6 |
12,1 |
|
30 |
0,70 |
8,7 |
9,5 |
10,4 |
11,3 |
12,7 |
14,6 |
|
|
31 |
0,90 |
10,5 |
11,4 |
12,4 |
13,5 |
15,3 |
15,7 |
|
|
32 |
250 |
0,50 |
8,4 |
9,2 |
10,0 |
10,9 |
12,2 |
14,1 |
|
33 |
0,70 |
10,1 |
11,0 |
12,3 |
12,9 |
13,6 |
15,7 |
|
|
34 |
0,90 |
12,1 |
13,1 |
14,8 |
15,4 |
16,2 |
18,8 |
|
|
35 |
315 |
0,50 |
9,8 |
10,7 |
11,7 |
12,6 |
14,0 |
16,4 |
|
36 |
0,70 |
11,7 |
12,7 |
14,5 |
14,7 |
15,9 |
17,7 |
|
|
37 |
0,90 |
14,0 |
14,9 |
17,1 |
17,6 |
18,6 |
20,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание:
1. При шлифовании канавок в расчет принят угол α = 55 - 65°. Для канавок с углом α < 55° нормы времени умножать на коэффициент 1,5, а с углом α > 65° - на коэффициент 0,95.
2. Канавки с углом α > 90° следует обрабатывать непрофилированным кругом с применением синусных приспособлений.
3. При одновременной обработке нескольких деталей, устанавливаемых друг за другом по ходу стола, нормы времени следует делить на количество обрабатываемых деталей.
Карта 61. Шлифование пазов с радиусами периферией профилированного круга
|
ШЛИФОВАНИЕ ПАЗОВ С РАДИУСАМИ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Шероховатость Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 61, лист 1 |
Способ установки: в тисках, на магнитной плите или на столе станка.
I. Неполное штучное время
|
№ позиции |
Длина паза Lд, мм, до |
Ширина B, мм, до |
Припуск на обработку П, мм, до |
Глубина паза t, мм, до |
||||
|
5 |
10 |
16 |
25 |
40 |
||||
|
Неполное штучное время на паз tн.ш, мин |
||||||||
|
1 |
12,5 |
5 |
0,5 |
2,9 |
3,6 |
- |
- |
- |
|
2 |
10 |
0,5 |
2,5 |
2,9 |
3,4 |
4,2 |
5,0 |
|
|
3 |
0,7 |
2,9 |
3,4 |
4,2 |
5,0 |
6,1 |
||
|
4 |
20 |
5 |
0,5 |
3,6 |
4,5 |
- |
- |
- |
|
5 |
10 |
0,5 |
2,9 |
3,4 |
4,2 |
5,0 |
6,1 |
|
|
6 |
0,7 |
3,6 |
4,2 |
5,2 |
6,0 |
7,6 |
||
|
7 |
20 |
0,5 |
2,3 |
2,8 |
3,4 |
4,1 |
4,9 |
|
|
8 |
0,7 |
2,8 |
3,4 |
4,1 |
4,9 |
5,8 |
||
|
9 |
1,0 |
3,4 |
4,2 |
5,0 |
6,1 |
7,3 |
||
|
10 |
50 |
5 |
0,5 |
4,4 |
5,4 |
- |
|
- |
|
11 |
10 |
0,5 |
3,4 |
4,2 |
5,0 |
6,1 |
7,4 |
|
|
12 |
0,7 |
4,4 |
5,1 |
6,3 |
7,5 |
9,1 |
||
|
13 |
20 |
0,5 |
2,8 |
3,4 |
4,1 |
5,0 |
5,9 |
|
|
14 |
0,7 |
3,4 |
4,1 |
5,0 |
5,9 |
7,0 |
||
|
15 |
1,0 |
4,2 |
5,0 |
5,1 |
7,4 |
8,7 |
||
|
16 |
80 |
5 |
0,5 |
5,3 |
6,5 |
- |
- |
- |
|
17 |
10 |
0,5 |
4,1 |
5,0 |
6,1 |
7,4 |
8,9 |
|
|
18 |
0,7 |
5,3 |
6,2 |
7,6 |
9,0 |
11,0 |
||
|
19 |
20 |
0,5 |
3,4 |
4,1 |
5,0 |
6,0 |
7,1 |
|
|
20 |
0,7 |
4,1 |
5,0 |
6,0 |
7,1 |
8,5 |
||
|
21 |
1,0 |
5,0 |
6,1 |
7,4 |
8,9 |
10,5 |
||
|
Индекс |
а |
б |
в |
г |
д |
|||
|
ШЛИФОВАНИЕ ПАЗОВ С РАДИУСОМ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Шероховатость Ra 0,63 |
Плоскошлифовальные станки |
|
Карта 61, лист 2 |
I. Неполное штучное время
|
№ позиции |
Длина паза Lд, мм, до |
Ширина B, мм, до |
Припуск на обработку П, мм, до |
Глубина паза, t, мм, до |
||||
|
5 |
10 |
16 |
25 |
40 |
||||
|
Неполное штучное время на паз tн.ш, мин |
||||||||
|
22 |
125 |
5 |
0,5 |
6,4 |
7,8 |
- |
- |
- |
|
23 |
10 |
0,5 |
4,7 |
5,8 |
7,0 |
8,5 |
10,2 |
|
|
24 |
0,7 |
6,1 |
7,1 |
8,7 |
10,4 |
12,6 |
||
|
25 |
20 |
0,5 |
3,9 |
4,7 |
5,8 |
7,0 |
8,2 |
|
|
26 |
0,7 |
4,7 |
5,8 |
7,0 |
8,2 |
9,8 |
||
|
27 |
1,0 |
5,8 |
7,0 |
8,5 |
10,2 |
12,1 |
||
|
28 |
160 |
5 |
0,5 |
7,8 |
9,4 |
- |
- |
- |
|
29 |
10 |
0,5 |
5,4 |
6,7 |
8,2 |
9,8 |
11,8 |
|
|
30 |
0,7 |
7,0 |
8,2 |
10,1 |
12,0 |
14,6 |
||
|
31 |
20 |
0,5 |
4,6 |
5,4 |
6,6 |
8,0 |
9,5 |
|
|
32 |
0,7 |
5,4 |
6,6 |
8,0 |
9,5 |
11,2 |
||
|
33 |
1,0 |
6,7 |
8,2 |
9,8 |
11,8 |
13,9 |
||
|
34 |
200 |
5 |
0,5 |
9,3 |
11,3 |
- |
- |
- |
|
35 |
10 |
0,5 |
6,3 |
7,8 |
9,4 |
11,2 |
13,5 |
|
|
36 |
0,7 |
8,2 |
9,4 |
11,6 |
13,8 |
16,8 |
||
|
37 |
20 |
0,5 |
5,3 |
6,3 |
7,7 |
9,2 |
11,0 |
|
|
38 |
0,7 |
6,3 |
7,7 |
9,2 |
11,0 |
12,9 |
||
|
39 |
1,0 |
7,8 |
9,4 |
11,2 |
13,5 |
16,1 |
||
|
Индекс |
а |
б |
в |
г |
д |
|||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
Примечание. При одновременной обработке нескольких деталей, устанавливаемых друг за другом по ходу стола, нормы времени делить на количество обрабатываемых деталей.
Карта 62. Шлифование фасок профилированным шлифовальным кругом
|
ШЛИФОВАНИЕ ФАСОК ПРОФИЛИРОВАННЫМ ШЛИФОВАЛЬНЫМ КРУГОМ Шероховатость обработки Ra 0,63 |
|
Плоскошлифовальные станки |
|
Карта 62 |
Способ установки: на магнитной плите, в тисках или на столе станка.
I. Неполное штучное время
|
№ позиции |
Ширина фаски B, мм до |
Длина фаски L, мм, до |
|||||||||
|
32 |
40 |
50 |
100 |
160 |
220 |
300 |
400 |
500 |
630 |
||
|
Неполное штучное время на фаску tн.ш, мин |
|||||||||||
|
1 |
0,5 |
0,8 |
0,9 |
1,1 |
1,3 |
1,6 |
2,00 |
2,3 |
2,7 |
3,3 |
4,4 |
|
2 |
1,5 |
1,1 |
1,3 |
1,6 |
2,0 |
2,6 |
3,2 |
3,9 |
4,6 |
5,7 |
6,9 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 23.
IV. Время на установку и снятие детали брать по карте 24.
5.10.2. Круглошлифовальные и резьбошлифовальные станки
Карта 63. Шлифование криволинейных поверхностей по копиру периферией профилированного круга
|
ШЛИФОВАНИЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ПО КОПИРУ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность 6 квалитет Шероховатость Ra 0,63 |
|
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 63 |
Способ установки: в приспособлении с копиром.
I. Неполное штучное время
|
№ позиции |
Ширина детали B, мм, до |
Припуск на периметр П, мм, до |
Периметр контура, мм, до |
|||||||
|
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
|||
|
Неполное штучное время на контур tн.ш, мин |
||||||||||
|
1 |
10 |
0,3 |
1,6 |
1,8 |
2,3 |
2,8 |
3,4 |
4,2 |
5,2 |
6,4 |
|
2 |
0,5 |
2,0 |
2,2 |
2,7 |
3,3 |
4,1 |
5,1 |
6,3 |
7,8 |
|
|
3 |
20 |
0,3 |
1,9 |
2,3 |
2,7 |
3,3 |
4,0 |
4,8 |
6,1 |
7,5 |
|
4 |
0,5 |
2,3 |
2,8 |
3,5 |
4,3 |
5,3 |
6,6 |
8,2 |
10,2 |
|
|
5 |
30 |
0,3 |
2,2 |
2,7 |
3,2 |
4,0 |
4,7 |
5,6 |
6,9 |
8,4 |
|
6 |
0,5 |
2,7 |
3,3 |
3,9 |
4,9 |
5,7 |
7,0 |
8,6 |
10,5 |
|
|
7 |
40 |
0,3 |
2,5 |
3,3 |
4,0 |
4,7 |
5,8 |
7,2 |
8,6 |
10,5 |
|
8 |
0,5 |
3,2 |
4,0 |
4,7 |
5,8 |
7,1 |
8,7 |
9,8 |
11,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
3 |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 4, поз. 4; 5; 9; 10.
IV. Время на установку и снятие детали брать по карте 5.
Карта 64. Шлифование криволинейных поверхностей по копиру периферией профилированного круга
|
ШЛИФОВАНИЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ПО КОПИРУ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность 6 квалитет Шероховатость Ra 0,63 |
|
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 64 |
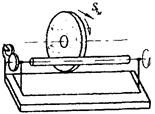
Способ установки: в приспособлении с копиром.
I. Неполное штучное время
|
№ позиции |
Ширина детали Bд, мм, до |
Припуск на периметр П, мм, до |
Периметр контура, мм, до |
|||||||
|
50 |
63 |
80 |
100 |
125 |
160 |
200 |
260 |
|||
|
Неполное штучное время на контур tн.ш, мин |
||||||||||
|
1 |
10 |
0,3 |
1,8 |
2,1 |
2,6 |
3,2 |
3,9 |
4,9 |
6,1 |
7,6 |
|
2 |
0,5 |
2,1 |
2,6 |
3,2 |
4,0 |
5,0 |
6,2 |
7,7 |
9,6 |
|
|
3 |
20 |
0,3 |
2,0 |
2,5 |
3,0 |
3,7 |
4,5 |
5,6 |
7,0 |
8,7 |
|
4 |
0,5 |
2,5 |
3,1 |
3,8 |
4,5 |
5,6 |
7,0 |
8,7 |
0,9 |
|
|
5 |
30 |
0,3 |
2,4 |
3,0 |
3,7 |
4,2 |
5,2 |
6,5 |
8,1 |
10,1 |
|
6 |
0,5 |
2,9 |
3,5 |
4,3 |
5,3 |
6,4 |
8,0 |
10,0 |
12,5 |
|
|
7 |
40 |
0,3 |
2,7 |
3,3 |
4,0 |
4,8 |
5,9 |
7,3 |
9,2 |
11,5 |
|
8 |
0,5 |
3,3 |
4,2 |
5,0 |
6,1 |
7,3 |
9,1 |
11,3 |
14,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 4.
IV. Время на установку и снятие детали брать по карте 5.
Примечание. Вогнутые радиусные участки профиля детали могут быть обработаны при условии, если радиус кривизны вогнутой кривой в каждой точке профиля больше радиуса шлифовального круга.
Карта 65. Шлифование выпуклых и вогнутых радиусных поверхностей периферией профилированного круга
|
ШЛИФОВАНИЕ ВЫПУКЛЫХ И ВОГНУТЫХ РАДИУСНЫХ ПОВЕРХНОСТЕЙ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность 6 квалитет Шероховатость Ra 0,63 |
|
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 65 |
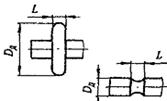
Способ установки: в центрах или в патроне.
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Длина дуги L, мм, до |
|||||||
|
10 |
15 |
20 |
25 |
32 |
40 |
50 |
63 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||||
|
1 |
25 |
0,3 |
1,1 |
1,3 |
1,5 |
1,8 |
2,1 |
2,4 |
2,8 |
3,1 |
|
2 |
0,5 |
1,3 |
1,5 |
1,8 |
2,1 |
2,4 |
2,8 |
3,1 |
3,6 |
|
|
3 |
32 |
0,3 |
1,2 |
1,4 |
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
3,4 |
|
4 |
0,5 |
1,4 |
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
3,4 |
3,9 |
|
|
5 |
40 |
0,3 |
1,3 |
1,5 |
1,8 |
2,1 |
2,4 |
2,8 |
3,1 |
3,6 |
|
6 |
0,5 |
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
3,4 |
3,9 |
4,5 |
|
|
7 |
50 |
0,3 |
1,5 |
1,8 |
2,1 |
2,4 |
2,8 |
3,1 |
3,6 |
4,2 |
|
8 |
0,5 |
1,8 |
2,1 |
2,4 |
2,8 |
3,1 |
3,6 |
4,2 |
4,9 |
|
|
9 |
63 |
0,3 |
1,7 |
2,0 |
2,3 |
2,6 |
3,0 |
3,5 |
4,1 |
4,7 |
|
10 |
0,5 |
2,0 |
2,3 |
2,6 |
2,9 |
3,4 |
4,0 |
4,5 |
5,4 |
|
|
11 |
0,7 |
2,3 |
2,5 |
2,8 |
3,2 |
3,8 |
4,4 |
5,1 |
5,9 |
|
|
12 |
80 |
0,3 |
1,9 |
2,2 |
2,5 |
2,9 |
3,4 |
3,8 |
4,4 |
5,1 |
|
13 |
0,5 |
2,3 |
2,6 |
3,0 |
3,5 |
4,1 |
4,6 |
5,2 |
6,0 |
|
|
14 |
0,7 |
2,7 |
3,0 |
3,4 |
4,0 |
4,7 |
5,4 |
6,3 |
7,3 |
|
|
15 |
100 |
0,3 |
2,1 |
2,4 |
2,8 |
3,1 |
3,5 |
4,1 |
4,8 |
5,5 |
|
16 |
0,5 |
2,5 |
2,9 |
3,3 |
3,7 |
4,3 |
5,0 |
5,7 |
6,6 |
|
|
17 |
0,7 |
3,0 |
3,5 |
3,9 |
4,5 |
5,2 |
6,1 |
7,1 |
8,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 4.
IV. Время на установку и снятие детали брать по карте 5.
Карта 66. Шлифование угловых канавок периферией профилированного круга
|
ШЛИФОВАНИЕ УГЛОВЫХ КАНАВОК ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность 6 квалитет Шероховатость Ra 0,63 |
|
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 66, лист 1 |
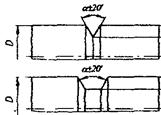
Способ установки: в центрах с хомутиком или в патроне.
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Глубина канавки t, мм, до |
||||||
|
3 |
6 |
8 |
12 |
16 |
20 |
26 |
|||
|
Неполное штучное время на канавку tн.ш, мин |
|||||||||
|
1 |
18 |
0,15 |
0,6 |
- |
- |
- |
- |
- |
- |
|
2 |
0,30 |
0,7 |
- |
- |
- |
- |
- |
- |
|
|
3 |
0,50 |
0,9 |
- |
- |
- |
- |
- |
- |
|
|
4 |
25 |
0,15 |
0,7 |
0,9 |
- |
- |
- |
- |
- |
|
5 |
0,30 |
0,9 |
1,1 |
- |
- |
- |
- |
- |
|
|
6 |
0,50 |
1,2 |
1,4 |
- |
- |
- |
- |
- |
|
|
7 |
32 |
0,15 |
0,9 |
1,1 |
1,2 |
- |
- |
- |
- |
|
8 |
0,30 |
1,0 |
1,2 |
1,4 |
- |
- |
- |
- |
|
|
9 |
0,50 |
1,2 |
1,5 |
1,8 |
- |
- |
- |
- |
|
|
10 |
40 |
0,15 |
1,1 |
1,3 |
1,5 |
1,9 |
- |
- |
- |
|
11 |
0,30 |
1,2 |
1,4 |
1,7 |
2,0 |
- |
- |
- |
|
|
12 |
0,50 |
1,4 |
1,6 |
1,9 |
2,4 |
- |
- |
- |
|
|
13 |
50 |
0,15 |
1,2 |
1,4 |
1,7 |
2,0 |
2,4 |
- |
- |
|
14 |
0,30 |
1,4 |
1,6 |
1,9 |
2,3 |
2,8 |
- |
- |
|
|
15 |
0,50 |
1,6 |
1,9 |
2,3 |
2,8 |
3,5 |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
|
ШЛИФОВАНИЕ УГЛОВЫХ КАНАВОК ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность 6 квалитет Шероховатость Ra 0,63 |
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 66, лист 2 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Глубина канавки t, мм, до |
||||||
|
3 |
5 |
8 |
12 |
16 |
20 |
25 |
|||
|
Неполное штучное время на канавку tн.ш, мин |
|||||||||
|
16 |
63 |
0,15 |
1,3 |
1,5 |
1,8 |
2,2 |
2,5 |
- |
- |
|
17 |
0,30 |
1,5 |
1,7 |
2,1 |
2,5 |
2,9 |
3,4 |
- |
|
|
18 |
0,50 |
1,7 |
2,0 |
2,5 |
3,1 |
3,8 |
4,5 |
- |
|
|
19 |
80 |
0,30 |
1,6 |
1,9 |
2,3 |
2,8 |
3,5 |
4,0 |
4,8 |
|
20 |
0,50 |
2,0 |
2,3 |
2,8 |
3,4 |
4,1 |
4,7 |
5,5 |
|
|
21 |
0,70 |
2,4 |
2,7 |
3,2 |
3,9 |
4,6 |
5,2 |
6,1 |
|
|
22 |
100 |
0,30 |
1,8 |
2,1 |
2,5 |
3,1 |
3,8 |
4,2 |
4,9 |
|
23 |
0,50 |
2,3 |
2,4 |
2,9 |
3,6 |
4,3 |
5,1 |
6,0 |
|
|
24 |
0,70 |
2,6 |
3,0 |
3,6 |
4,4 |
5,2 |
6,0 |
7,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
II. Поправочные коэффициенты в зависимости от:
1. Значения угла α
|
Угол α, град |
30 |
60 |
90 |
120 |
150 |
|
Коэффициент |
1,25 |
1,10 |
1,00 |
0,90 |
0,80 |
2. Группы обрабатываемого материала (см. карту 48).
3. Партии деталей (см. карту 1).
4. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 4.
IV. Время на установку и снятие детали брать по карте 5.
Карта 67. Шлифование сложных профильных деталей периферией профилированного круга
|
ШЛИФОВАНИЕ СЛОЖНЫХ ПРОФИЛЬНЫХ ДЕТАЛЕЙ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Точность 6 квалитет Шероховатость Ra 0,63 |
|
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 67 |
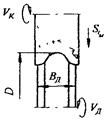
Способ установки: в центрах или в патроне.
I. Неполное штучное время
|
№ позиции |
Ширина детали Bд, мм, до |
Припуск на периметр П, мм, до |
Ширина шлифования Bд, до |
|||||||||
|
10 |
16 |
20 |
25 |
31 |
40 |
50 |
63 |
80 |
100 |
|||
|
Неполное штучное время на профиль tн.ш, мин |
||||||||||||
|
1 |
12,5 |
0,2 |
0,8 |
0,9 |
1,1 |
1,3 |
1,6 |
2,0 |
2,2 |
2,9 |
- |
- |
|
2 |
0,3 |
0,9 |
1,1 |
1,3 |
1,6 |
2,0 |
2,2 |
2,9 |
3,3 |
- |
- |
|
|
3 |
16 |
0,3 |
1,0 |
1,2 |
1,4 |
1,8 |
2,2 |
2,5 |
3,2 |
3,7 |
4,5 |
- |
|
4 |
0,5 |
1,2 |
1,4 |
1,8 |
2,2 |
2,5 |
3,2 |
3,7 |
4,5 |
5,5 |
- |
|
|
5 |
20 |
0,3 |
1,1 |
1,3 |
1,6 |
2,0 |
2,3 |
2,9 |
3,4 |
4,1 |
5,0 |
5,9 |
|
6 |
0,5 |
1,3 |
1,6 |
2,0 |
2,3 |
2,9 |
3,4 |
4,1 |
5,0 |
5,9 |
7,2 |
|
|
7 |
25 |
0,3 |
1,2 |
1,4 |
1,8 |
2,9 |
2,6 |
3,2 |
3,8 |
4,6 |
5,5 |
6,6 |
|
8 |
0,5 |
1,4 |
1,8 |
2,2 |
2,6 |
3,2 |
3,8 |
4,6 |
5,5 |
6,6 |
7,9 |
|
|
9 |
32 |
0,3 |
1,4 |
1,6 |
2,0 |
2,3 |
2,8 |
3,3 |
4,1 |
4,9 |
5,9 |
7,1 |
|
10 |
0,5 |
1,6 |
2,0 |
2,3 |
2,8 |
3,3 |
4,1 |
4,9 |
5,9 |
7,1 |
8,5 |
|
|
11 |
40 |
0,3 |
1,5 |
1,8 |
2,2 |
2,6 |
3,2 |
3,8 |
4,6 |
5,5 |
6,6 |
7,8 |
|
12 |
0,5 |
2,0 |
2,3 |
2,8 |
3,3 |
4,1 |
4,9 |
5,9 |
7,1 |
8,5 |
10,2 |
|
|
13 |
50 |
0,3 |
1,7 |
2,1 |
2,5 |
3,1 |
3,7 |
4,4 |
5,2 |
6,4 |
7,7 |
8,2 |
|
14 |
0,5 |
2,1 |
2,5 |
3,1 |
3,7 |
4,4 |
5,3 |
6,4 |
7,7 |
9,2 |
11,0 |
|
|
15 |
63 |
0,3 |
1,9 |
2,3 |
2,7 |
3,2 |
3,9 |
4,7 |
5,7 |
6,8 |
8,2 |
9,8 |
|
16 |
0,5 |
2,3 |
2,8 |
3,3 |
4,1 |
4,9 |
5,9 |
7,0 |
8,5 |
10,2 |
11,3 |
|
|
17 |
80 |
0,3 |
2,1 |
2,5 |
3,1 |
3,7 |
4,4 |
5,3 |
6,4 |
7,7 |
9,2 |
11,0 |
|
18 |
0,5 |
2,5 |
3,1 |
3,7 |
4,4 |
5,3 |
6,4 |
7,7 |
9,2 |
11,0 |
13,2 |
|
|
19 |
0,7 |
3,2 |
3,8 |
4,6 |
55 |
6,6 |
7,9 |
9,5 |
11,4 |
13,8 |
16,6 |
|
|
20 |
100 |
0,3 |
2,3 |
2,8 |
3,3 |
4,1 |
4,9 |
5,9 |
7,0 |
8,5 |
10,2 |
11,3 |
|
21 |
0,5 |
2,9 |
3,4 |
4,1 |
50 |
5,9 |
7,2 |
8,2 |
10,4 |
12,4 |
14,1 |
|
|
22 |
0,7 |
3,6 |
4,3 |
5,2 |
6,3 |
7,6 |
9,2 |
11,0 |
13,2 |
15,9 |
19,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работ (см. карту 48).
III. Подготовительно-заключительное время брать по карте 4.
IV. Время на установку и снятие детали брать по карте 5.
Карта 68. Шлифование прямоугольных канавок профилированным кругом
|
ШЛИФОВАНИЕ ПРЯМОУГОЛЬНЫХ КАНАВОК ПРОФИЛИРОВАННЫМ КРУГОМ Точность 6 квалитет Шероховатость Ra 0,63 |
|
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 68, лист 1 |
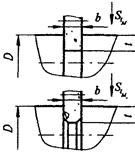
Способ установки: в центрах или в патроне.
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Ширина канавки b, мм |
Глубина канавки t, мм, до |
||||||||
|
3 |
5 |
8 |
10 |
12 |
16 |
20 |
25 |
32 |
|||
|
Неполное штучное время на канавку tн.ш, мин |
|||||||||||
|
1 |
25 |
5 |
2,1 |
2,4 |
- |
- |
- |
- |
- |
- |
- |
|
2 |
8 |
1,9 |
2,2 |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
10 |
1,8 |
2,1 |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
12 |
1,6 |
1,8 |
- |
- |
- |
- |
- |
- |
- |
|
|
5 |
16 |
1,4 |
1,7 |
- |
- |
- |
- |
- |
- |
- |
|
|
6 |
20 |
1,3 |
1,5 |
- |
- |
- |
- |
- |
- |
- |
|
|
7 |
32 |
5 |
2,5 |
2,9 |
3,3 |
- |
- |
- |
- |
- |
- |
|
8 |
8 |
2,2 |
2,6 |
3,0 |
- |
- |
- |
- |
- |
- |
|
|
9 |
10 |
2,0 |
2,3 |
2,7 |
- |
- |
- |
- |
- |
- |
|
|
10 |
12 |
1,8 |
2,2 |
2,5 |
- |
- |
- |
- |
- |
- |
|
|
11 |
16 |
1,7 |
2,0 |
2,3 |
- |
- |
- |
- |
- |
- |
|
|
12 |
20 |
1,5 |
1,8 |
2,1 |
- |
- |
- |
- |
- |
- |
|
|
13 |
40 |
5 |
3,0 |
3,4 |
3,9 |
4,5 |
- |
- |
- |
- |
- |
|
14 |
8 |
2,7 |
3,2 |
3,7 |
4,2 |
- |
- |
- |
- |
- |
|
|
15 |
10 |
2,5 |
2,9 |
3,4 |
3,9 |
- |
- |
- |
- |
- |
|
|
16 |
12 |
2,2 |
2,6 |
3,0 |
3,5 |
- |
- |
- |
- |
- |
|
|
17 |
16 |
2,0 |
2,3 |
2,7 |
3,2 |
- |
- |
- |
- |
- |
|
|
18 |
20 |
1,8 |
2,1 |
2,4 |
2,8 |
- |
- |
- |
- |
- |
|
|
19 |
50 |
5 |
3,5 |
4,1 |
4,7 |
5,4 |
7,0 |
- |
- |
- |
- |
|
20 |
8 |
3,2 |
3,7 |
4,2 |
4,9 |
5,7 |
- |
- |
- |
- |
|
|
21 |
10 |
2,9 |
3,4 |
3,9 |
4,6 |
5,3 |
- |
- |
- |
- |
|
|
22 |
12 |
2,6 |
3,0 |
3,5 |
4,1 |
4,7 |
- |
- |
- |
- |
|
|
23 |
16 |
2,4 |
2,8 |
3,3 |
3,8 |
4,5 |
- |
- |
- |
- |
|
|
24 |
20 |
2,2 |
2,5 |
2,9 |
3,4 |
3,9 |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
|
ШЛИФОВАНИЕ ПРЯМОУГОЛЬНЫХ КАНАВОК ПРОФИЛИРОВАННЫМ КРУГОМ Точность 6 квалитет Шероховатость Ra 0,63 |
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 68, лист 2 |
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Ширина канавки b, мм |
Глубина канавки t, мм, до |
||||||||
|
3 |
5 |
8 |
10 |
12 |
16 |
20 |
25 |
32 |
|||
|
Неполное штучное время на канавку tн.ш, мин |
|||||||||||
|
25 |
63 |
5 |
4,2 |
4,8 |
5,5 |
6,3 |
7,5 |
8,4 |
- |
- |
- |
|
26 |
8 |
3,8 |
4,3 |
5,0 |
5,8 |
7,4 |
7,7 |
- |
- |
- |
|
|
27 |
10 |
3,4 |
4,0 |
4,6 |
5,4 |
6,2 |
7,1 |
- |
- |
- |
|
|
28 |
12 |
3,1 |
3,6 |
4,2 |
4,8 |
5,5 |
6,4 |
- |
- |
- |
|
|
29 |
16 |
2,9 |
3,4 |
3,9 |
4,6 |
5,3 |
6,1 |
- |
- |
- |
|
|
30 |
20 |
2,6 |
3,0 |
3,5 |
4,1 |
4,7 |
5,1 |
- |
- |
- |
|
|
31 |
80 |
5 |
5,0 |
5,7 |
6,6 |
7,5 |
8,6 |
9,9 |
11,4 |
13,1 |
- |
|
32 |
8 |
4,6 |
5,3 |
6,1 |
6,9 |
7,8 |
9,4 |
10,8 |
12,5 |
- |
|
|
33 |
10 |
4,2 |
4,8 |
5,5 |
6,3 |
7,4 |
8,5 |
9,8 |
11,2 |
- |
|
|
34 |
12 |
3,8 |
4,4 |
5,1 |
5,9 |
6,9 |
7,9 |
9,1 |
10,6 |
- |
|
|
35 |
16 |
3,4 |
4,0 |
4,6 |
5,4 |
6,2 |
7,1 |
8,2 |
9,5 |
- |
|
|
36 |
20 |
3,1 |
3,6 |
4,2 |
4,8 |
5,5 |
6,9 |
7,4 |
8,5 |
- |
|
|
37 |
100 |
5 |
5,9 |
6,8 |
7,8 |
9,0 |
10,4 |
12,0 |
13,8 |
15,9 |
18,3 |
|
38 |
8 |
5,4 |
6,2 |
7,1 |
8,2 |
9,5 |
11,0 |
12,6 |
13,8 |
16,8 |
|
|
39 |
10 |
4,9 |
5,7 |
6,6 |
7,6 |
8,8 |
10,2 |
11,7 |
13,4 |
15,5 |
|
|
40 |
12 |
4,5 |
5,2 |
6,0 |
7,0 |
8,0 |
9,2 |
10,6 |
12,2 |
14,1 |
|
|
41 |
16 |
4,1 |
4,7 |
5,4 |
6,3 |
7,3 |
8,4 |
9,7 |
11,2 |
12,8 |
|
|
42 |
20 |
3,8 |
4,4 |
5,1 |
5,9 |
6,9 |
7,9 |
9,1 |
10,6 |
12,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 4.
IV. Время на установку и снятие детали брать по карте 5.
Карта 69. Шлифование прямых и наклонных торцовых поверхностей торцом профилированного круга
|
ШЛИФОВАНИЕ ПРЯМЫХ И НАКЛОННЫХ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТОРЦОМ ПРОФИЛИРОВАННОГО КРУГА Точность 6 квалитет Шероховатость Ra 0,63 |
|
Круглошлифовальные и резьбошлифовальные станки |
|
Карта 69 |
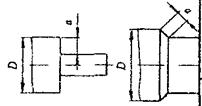
Способ установки: в центрах или в патроне.
I. Неполное штучное время
|
№ позиции |
Диаметр шлифования Dд, мм, до |
Припуск на обработку П, мм, до |
Ширина a, мм, до |
|||||||
|
10 |
14 |
18 |
24 |
30 |
36 |
42 |
50 |
|||
|
Неполное штучное время на поверхность, tн.ш, мин |
||||||||||
|
1 |
20 |
0,15 |
1,1 |
- |
- |
- |
- |
- |
- |
- |
|
2 |
0,3 |
1,2 |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
0,5 |
1,5 |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
30 |
0,15 |
1,2 |
1,4 |
- |
- |
- |
- |
- |
- |
|
5 |
0,3 |
1,4 |
1,6 |
- |
- |
- |
- |
- |
- |
|
|
6 |
0,5 |
1,7 |
2,0 |
- |
- |
- |
- |
- |
- |
|
|
7 |
40 |
0,15 |
1,3 |
1,4 |
1,6 |
- |
- |
- |
- |
- |
|
8 |
0,3 |
1,5 |
1,7 |
1,9 |
- |
- |
- |
- |
- |
|
|
9 |
0,5 |
1,9 |
2,2 |
2,4 |
2,7 |
- |
- |
- |
- |
|
|
10 |
50 |
0,15 |
1,5 |
1,7 |
1,8 |
2,0 |
2,2 |
- |
- |
- |
|
11 |
0,3 |
1,8 |
2,0 |
2,2 |
2,4 |
2,6 |
- |
- |
- |
|
|
12 |
0,5 |
2,2 |
2,4 |
2,6 |
3,0 |
3,3 |
- |
- |
- |
|
|
13 |
63 |
0,15 |
1,7 |
1,8 |
2,0 |
2,3 |
2,5 |
2,8 |
- |
- |
|
14 |
0,3 |
2,0 |
2,2 |
2,4 |
2,7 |
3,0 |
3,3 |
- |
- |
|
|
15 |
0,5 |
2,4 |
2,6 |
2,9 |
3,3 |
3,6 |
4,0 |
- |
- |
|
|
16 |
80 |
0,15 |
1,8 |
2,0 |
2,2 |
2,5 |
2,8 |
3,2 |
3,6 |
- |
|
17 |
0,3 |
2,2 |
2,4 |
2,6 |
3,0 |
3,4 |
3,9 |
4,4 |
- |
|
|
18 |
0,5 |
2,7 |
3,0 |
3,3 |
3,6 |
4,1 |
4,6 |
5,4 |
- |
|
|
19 |
100 |
0,15 |
2,0 |
2,3 |
2,6 |
2,9 |
3,3 |
3,7 |
4,1 |
4,6 |
|
20 |
0,3 |
2,5 |
2,9 |
3,2 |
3,6 |
4,1 |
4,6 |
5,1 |
5,7 |
|
|
21 |
0,5 |
3,1 |
3,5 |
39 |
4,5 |
5,0 |
5,6 |
6,2 |
7,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
III. Подготовительно-заключительное время брать по карте 4.
IV. Время на установку и снятие детали брать по карте 5.
Примечание. При шлифовании торцов с галтелью нормы времени умножить на коэффициент 1,15.
5.10.3. Координатно-шлифовальные станки
Карта 70. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Координатно-шлифовальные станки |
||||||
|
Карта 70 |
|||||||
|
№ позиции |
Содержание подготовительно-заключительной работы |
Характер выполняемой работы |
Подготовительно-заключительное время в зависимости от сложности работы и способа установки детали, мин |
||||
|
на универсальном поворотном столе |
на круглом столе |
на основном столе |
|||||
|
Время, мин |
|||||||
|
|
Подготовка станка с наладкой и смазкой, получение наряда, чертежа, инструмента и приспособления, ознакомление с чертежом и технологией, получение инструмента, расчет и запись в таблице координат обрабатываемых отверстий, сдача работы, инструмента и приспособлений |
Простая |
25,0 |
18,0 |
14,0 |
||
|
Средней сложности |
40,0 |
26,0 |
19,0 |
||||
|
Сложная |
60,0 |
40,0 |
25,0 |
||||
|
Индекс |
а |
б |
в |
||||
Содержание выполняемой работы
|
Простая |
шлифование цилиндрических сквозных и глухих отверстий в количестве до 50 шт., расположенных в одной плоскости; шлифование прямых и криволинейных пазов |
|
Средней сложности |
шлифование цилиндрических сквозных и глухих отверстий в сложности количестве до 50 шт., расположенных в одной плоскости; шлифование сквозных закрытых и замкнутых профилей; шлифование профилей по копиру |
|
Сложная |
шлифование цилиндрических сквозных и глухих отверстий, расположенных в различных плоскостях; шлифование сложных сквозных и несквозных закрытых и замкнутых профилей; шлифование отверстий с наклонной осью |
Карта 71. Вспомогательное время на установку и снятие деталей
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ |
Координатно-шлифовальные станки |
||||||||||
|
Карта 71 |
|||||||||||
|
№ позиции |
Способ установки детали |
Масса детали М, кг, до |
|||||||||
|
0,5 |
1 |
3 |
5 |
8 |
10 |
16 |
20 |
||||
|
Время, мин |
|||||||||||
|
1 |
В тисках |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
1,9 |
2,0 |
2,2 |
||
|
2 |
В самоцентрирующем патроне |
0,5 |
0,6 |
0,8 |
0,9 |
1,0 |
1,3 |
- |
- |
||
|
3 |
На угольнике или в синусном приспособлении |
1,5 |
1,7 |
2,0 |
2,3 |
2,7 |
3,1 |
3,6 |
4,2 |
||
|
4 |
На призме |
0,7 |
0,9 |
1,2 |
1,5 |
1,9 |
2,3 |
2,8 |
3,4 |
||
|
5 |
Нормальным крепежным комплектом (шпилька, сухарь, гайка, планка-прихват, опора-домкрат) |
- |
2,0 |
2,2 |
2,5 |
2,8 |
3,1 |
3,4 |
3,9 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||
Примечание. В нормативах времени на установку и снятие учтена выверка деталей.
Карта 72. Шлифование сквозных отверстий
|
ШЛИФОВАНИЕ СКВОЗНЫХ ОТВЕРСТИЙ Точность 6 квалитет Шероховатость Ra 0,63 |
|
Координатно-шлифовальные станки |
|
Карта 72 |
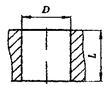
Способ установки: на столе станка, в патроне, на поворотном столе или в синусном приспособлении.
I. Неполное штучное время
|
№ позиции |
Диаметр D, мм до |
Припуск 2П, мм, до |
Длина отверстия L, мм, до |
|||||||||
|
10 |
15 |
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
|||
|
Неполное штучное время на отверстие tн.ш, мин |
||||||||||||
|
1 |
3,5 |
0,03 |
49,4 |
62,2 |
77,5 |
97,0 |
- |
- |
- |
- |
- |
- |
|
2 |
0,05 |
60 |
74,6 |
93,2 |
116,2 |
- |
- |
- |
- |
- |
- |
|
|
3 |
4 |
0,03 |
39,8 |
50 |
60,2 |
78,2 |
94,2 |
- |
- |
- |
- |
- |
|
4 |
0,05 |
47,8 |
61,2 |
72,3 |
93,8 |
113 |
- |
- |
- |
- |
- |
|
|
5 |
5 |
0,03 |
31 |
39 |
48,8 |
61 |
76,3 |
91 |
- |
- |
- |
- |
|
6 |
0,05 |
37,7 |
46,9 |
58,6 |
73 |
91,5 |
109 |
- |
- |
- |
- |
|
|
7 |
6 |
0,03 |
24,8 |
31 |
38,4 |
48,5 |
60 |
73,3 |
87,5 |
- |
- |
- |
|
8 |
0,05 |
30 |
36,7 |
46,4 |
58,5 |
71,5 |
87,6 |
105 |
- |
- |
- |
|
|
9 |
8 |
0,03 |
19,5 |
24,4 |
30,7 |
37,7 |
46,2 |
56,2 |
67,6 |
80,8 |
- |
- |
|
10 |
0,05 |
23,4 |
29,2 |
36,6 |
45,3 |
55,6 |
67 |
80 |
96,5 |
- |
- |
|
|
11 |
12 |
0,03 |
15,5 |
19,4 |
24 |
29,5 |
36,4 |
44,3 |
53,7 |
64,8 |
78 |
95 |
|
12 |
0,05 |
18,6 |
23,3 |
28,7 |
35,4 |
44,3 |
53,5 |
64,6 |
77,5 |
93,7 |
112 |
|
|
13 |
20 |
0,03 |
12,1 |
15,3 |
18,7 |
23,5 |
28,5 |
34,3 |
41 |
49,4 |
58,6 |
70 |
|
14 |
0,05 |
14,5 |
18,1 |
22,6 |
28,2 |
34,2 |
41,1 |
49,3 |
59,2 |
71 |
84 |
|
|
15 |
32 |
0,05 |
15,5 |
19,7 |
25,1 |
32 |
37 |
44,6 |
52,3 |
64,2 |
75,1 |
89 |
|
16 |
0,08 |
18,4 |
23,4 |
29,8 |
38,1 |
44,1 |
53,2 |
62,2 |
76,4 |
89,3 |
106 |
|
|
17 |
45 |
0,05 |
18,7 |
23,8 |
30,5 |
38,7 |
44,8 |
54,0 |
63,3 |
77,7 |
90,9 |
108 |
|
18 |
0,08 |
22,3 |
28,3 |
36,1 |
46,1 |
53,2 |
64,4 |
75,3 |
92,4 |
108 |
128 |
|
|
19 |
60 |
0,06 |
22,4 |
28,5 |
36,6 |
46,4 |
53,7 |
64,8 |
76 |
93,2 |
109,1 |
131 |
|
20 |
0,10 |
26,8 |
34 |
43,3 |
55,3 |
63,8 |
77,3 |
90,4 |
110,9 |
129 |
156 |
|
|
21 |
80 |
0,06 |
27,3 |
34,8 |
44,7 |
56,6 |
65,5 |
79,1 |
92,7 |
113 |
133 |
160 |
|
22 |
0,10 |
32,0 |
40,7 |
52,3 |
66,2 |
76,6 |
92,5 |
108 |
133 |
156 |
187 |
|
|
23 |
100 |
0,06 |
31,9 |
40,7 |
52,3 |
66,2 |
76,6 |
92,5 |
109 |
132 |
155 |
189 |
|
24 |
0,10 |
37,4 |
47,6 |
61,2 |
77,4 |
89,6 |
108 |
126 |
155 |
182 |
218 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
Карта 73. Шлифование глухих отверстий
|
ШЛИФОВАНИЕ ГЛУХИХ ОТВЕРСТИЙ Точность 6 квалитет Шероховатость Ra 0,63 |
|
Координатно-шлифовальные станки |
|
Карта 73 |
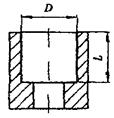
Способ установки: на столе станка в патроне, на поворотном столе или в синусном приспособлении.
I. Неполное штучное время
|
№ позиции |
Диаметр D, мм, до |
Припуск 2П, мм, до |
Длина отверстия L, мм, до |
|||||||||
|
10 |
15 |
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
|||
|
Неполное штучное время на отверстие tн.ш, мин |
||||||||||||
|
1 |
3,5 |
0,03 |
61,5 |
77,8 |
95,3 |
118 |
- |
- |
- |
- |
- |
- |
|
2 |
0,05 |
75,0 |
93,3 |
114 |
141 |
- |
- |
- |
- |
- |
- |
|
|
3 |
4 |
0,03 |
50,0 |
62,5 |
74,3 |
95,4 |
114 |
- |
- |
- |
- |
- |
|
4 |
0,05 |
60,0 |
76,5 |
89,0 |
114 |
136 |
- |
- |
- |
- |
- |
|
|
5 |
5 |
0,03 |
39,0 |
48,6 |
60 |
74,4 |
92,3 |
109 |
- |
- |
- |
- |
|
6 |
0,05 |
46,5 |
58,5 |
72,2 |
89,1 |
100 |
130 |
- |
- |
- |
- |
|
|
7 |
6 |
0,03 |
31,3 |
38,8 |
47,3 |
50,2 |
72,6 |
88 |
105 |
- |
- |
- |
|
8 |
0,05 |
37,5 |
45,8 |
57,2 |
71,4 |
86,5 |
105 |
126 |
- |
- |
- |
|
|
9 |
8 |
0,03 |
24,4 |
30,5 |
37,7 |
46,0 |
55,9 |
67,4 |
81 |
97 |
- |
- |
|
10 |
0,05 |
29,4 |
36,5 |
45,2 |
55,3 |
67,3 |
80,4 |
96 |
116 |
- |
- |
|
|
11 |
12 |
0,03 |
19,4 |
24,3 |
29,5 |
36 |
44 |
53,2 |
64,4 |
77,8 |
93,6 |
114 |
|
12 |
0,05 |
23,2 |
29,2 |
35,3 |
43,2 |
53,2 |
64,2 |
77,5 |
93,0 |
112 |
134 |
|
|
13 |
20 |
0,03 |
16,2 |
19,2 |
23,0 |
28,7 |
34,5 |
41,2 |
49,2 |
59,3 |
70,3 |
82,6 |
|
14 |
0,05 |
19,2 |
22,6 |
27,8 |
34,7 |
41,4 |
49,3 |
59,2 |
71 |
85,2 |
99,2 |
|
|
15 |
32 |
0,05 |
19,7 |
24,6 |
30,8 |
39 |
44,8 |
53,5 |
62,7 |
77 |
90,2 |
105 |
|
16 |
0,08 |
23,0 |
29,3 |
36,7 |
46,5 |
53,4 |
63,8 |
74,6 |
91,7 |
107 |
125 |
|
|
17 |
45 |
0,05 |
23,4 |
29,8 |
37,5 |
48,2 |
54,2 |
64,8 |
76,0 |
93,2 |
109 |
127 |
|
18 |
0,08 |
27,9 |
35,4 |
44,4 |
56,2 |
64,4 |
77,3 |
90,4 |
110 |
130 |
151 |
|
|
19 |
60 |
0,06 |
28,2 |
35,6 |
44,7 |
56,1 |
65 |
77,8 |
90,4 |
111 |
129 |
153 |
|
20 |
0,10 |
33,8 |
42,5 |
52,8 |
67 |
77,2 |
92,7 |
107 |
132 |
152 |
182 |
|
|
21 |
80 |
0,06 |
34,4 |
43,5 |
54,5 |
68,5 |
79,3 |
94,9 |
110 |
134 |
156 |
187 |
|
22 |
0,10 |
40,3 |
59,9 |
63,8 |
80 |
92,7 |
111 |
128 |
158 |
184 |
218 |
|
|
23 |
100 |
0,06 |
42,0 |
52,0 |
64,0 |
80,2 |
92,7 |
111 |
130 |
157 |
182 |
221 |
|
24 |
0,10 |
47,2 |
60,0 |
74,7 |
93,7 |
108 |
130 |
150 |
184 |
214 |
255 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
Карта 74. Шлифование сложных контурных отверстий профилированным кругом
|
ШЛИФОВАНИЕ СЛОЖНЫХ КОНТУРНЫХ ОТВЕРСТИЙ ПРОФИЛИРОВАННЫМ КРУГОМ Точность 6 квалитет Шероховатость Ra 0,63 |
|
Координатно-шлифовальные станки |
|
Карта 74, лист 1 |
Способ установки: на столе станка.
I. Неполное штучное время
|
№ позиции |
Ограничения диаметра рабочей зоны шлифовального круга, мм, до |
Толщина профиля мм, до |
Припуск 2П, мм, до |
Периметр контура, мм до |
||||||||
|
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
||||
|
Неполное штучное время на отверстие tн.ш, мин |
||||||||||||
|
1 |
3,5 |
15 |
0,08 |
84 |
105 |
- |
- |
- |
- |
- |
- |
- |
|
2 |
0,15 |
105 |
131 |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
25 |
0,08 |
102 |
127 |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
0,15 |
124 |
155 |
- |
- |
- |
- |
- |
- |
- |
||
|
5 |
4 |
20 |
0,08 |
70 |
87 |
- |
- |
- |
- |
- |
- |
- |
|
6 |
0,15 |
86 |
109 |
- |
- |
- |
- |
- |
- |
- |
||
|
7 |
32 |
0,08 |
85 |
106 |
- |
- |
- |
- |
- |
- |
- |
|
|
8 |
0,15 |
103 |
130 |
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
5 |
20 |
0,1 |
58,3 |
70 |
84 |
- |
- |
- |
- |
- |
- |
|
10 |
0,2 |
70 |
82 |
101 |
- |
- |
- |
- |
- |
- |
||
|
11 |
32 |
0,1 |
69 |
82 |
98 |
- |
- |
- |
- |
- |
- |
|
|
12 |
0,2 |
83 |
101 |
121 |
- |
- |
- |
- |
- |
- |
||
|
13 |
40 |
0,1 |
81 |
97 |
116 |
- |
- |
- |
- |
- |
- |
|
|
14 |
0,2 |
98 |
118 |
142 |
- |
- |
- |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||
|
ШЛИФОВАНИЕ СЛОЖНЫХ КОНТУРНЫХ ОТВЕРСТИЙ НЕПРОФИЛИРОВАННЫМ КРУГОМ Точность 6 квалитет Шероховатость Ra 0,63 |
Координатно-шлифовальные станки |
|
Карта 74, лист 2 |
I. Неполное штучное время
|
№ позиции |
Ограничения диаметра рабочей зоны шлифовального круга, мм, до |
Тол-шина профиля tд, мм, до |
Припуск 2П, мм, до |
Периметр контура мм, до |
||||||||
|
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
||||
|
Неполное штучное время на отверстие tн.ш, мин |
||||||||||||
|
15 |
6 |
20 |
0,1 |
48,5 |
58,4 |
69,3 |
82 |
- |
- |
- |
- |
- |
|
16 |
0,2 |
56,7 |
66,3 |
77,5 |
90,7 |
- |
- |
- |
- |
- |
||
|
17 |
30 |
0,1 |
59,7 |
71,8 |
85,2 |
100,8 |
- |
- |
- |
- |
- |
|
|
18 |
0,2 |
69,7 |
84,0 |
99,7 |
106,2 |
- |
- |
- |
- |
- |
||
|
19 |
40 |
0,15 |
73,4 |
88,3 |
104,7 |
124,1 |
- |
- |
- |
- |
- |
|
|
20 |
0,30 |
85,9 |
103 |
122,4 |
145,2 |
- |
- |
- |
- |
- |
||
|
21 |
8 |
20 |
0,1 |
40,4 |
48,7 |
57,8 |
68,3 |
80,5 |
- |
- |
- |
- |
|
22 |
0,2 |
47,2 |
55,2 |
64,6 |
75,6 |
89,2 |
- |
- |
- |
- |
||
|
23 |
32 |
0,1 |
49,6 |
59,8 |
71,0 |
84,0 |
99,2 |
- |
- |
- |
- |
|
|
24 |
0,2 |
58,1 |
70 |
83,1 |
88,5 |
104 |
- |
- |
- |
- |
||
|
25 |
45 |
0,15 |
61,2 |
73,6 |
87,3 |
103 |
122 |
- |
- |
- |
- |
|
|
26 |
0,30 |
71,6 |
85,8 |
102 |
121 |
143 |
- |
- |
- |
- |
||
|
27 |
12 |
20 |
0,1 |
33,6 |
40,6 |
48,2 |
57,0 |
67,1 |
80,4 |
96,4 |
- |
- |
|
28 |
0,2 |
39,3 |
46,0 |
53,8 |
63,1 |
74,3 |
89,2 |
107 |
- |
- |
||
|
29 |
32 |
0,1 |
41,3 |
49,8 |
59,2 |
70,4 |
82,7 |
99,2 |
119 |
- |
- |
|
|
30 |
0,2 |
48,4 |
58,3 |
69,3 |
73,7 |
86,7 |
104 |
124,8 |
- |
- |
||
|
31 |
45 |
0,15 |
51,1 |
61,4 |
72,7 |
85,8 |
101,6 |
121,9 |
146,3 |
- |
- |
|
|
32 |
0,30 |
59,7 |
71,7 |
85,0 |
100,8 |
119,2 |
143, |
171,7 |
- |
- |
||
|
33 |
20 |
20 |
0,1 |
28,4 |
33,8 |
40,2 |
47,5 |
55,9 |
67 |
80,3 |
96,4 |
121 |
|
34 |
0,2 |
32,7 |
38,3 |
44,8 |
52,5 |
61,9 |
74,3 |
89,2 |
107 |
133 |
||
|
35 |
32 |
0,1 |
34,4 |
41,5 |
49,7 |
58,7 |
68,9 |
82,7 |
99,2 |
119 |
148 |
|
|
36 |
0,2 |
40,3 |
48,5 |
57,7 |
61,4 |
72,3 |
86,7 |
104 |
124,8 |
156 |
||
|
37 |
45 |
0,15 |
42,5 |
51,2 |
60,6 |
71,5 |
84,7 |
101,6 |
121,9 |
146,3 |
182 |
|
|
38 |
0,30 |
49,7 |
59,7 |
70,8 |
84,0 |
99,3 |
119,2 |
143,0 |
171,6 |
215 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||
|
ШЛИФОВАНИЕ СЛОЖНЫХ КОНТУРНЫХ ОТВЕРСТИЙ НЕПРОФИЛИРОВАННЫМ КРУГОМ Точность 6 квалитет Шероховатость Ra 0,63 |
Координатно-шлифовальные станки |
|
Карта 74, лист 3 |
I. Неполное штучное время
|
№ позиции |
Ограничения диаметра рабочей зоны шлифовального круга, мм, до |
Толщина профиля tд, мм, до |
Припуск 2П, мм, до |
Периметр контура мм, до |
||||||||
|
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
||||
|
Неполное штучное время на отверстие tн.ш, мин |
||||||||||||
|
39 |
Без ограничения |
20 |
0,1 |
23,3 |
28,1 |
33,5 |
39,5 |
46,5 |
55,8 |
66,9 |
80,3 |
101 |
|
40 |
0,2 |
27,3 |
31,9 |
37,3 |
43,8 |
51,6 |
61,9 |
74,3 |
89,2 |
112 |
||
|
41 |
32 |
0,1 |
28,7 |
34,6 |
41,1 |
48,9 |
57,4 |
68,8 |
82,7 |
99,2 |
124 |
|
|
42 |
0,2 |
33,6 |
40,4 |
48,1 |
51,2 |
60,3 |
72,3 |
86,7 |
104 |
130 |
||
|
43 |
45 |
0,15 |
35,4 |
42,7 |
50,5 |
59,6 |
70,6 |
84,7 |
102 |
122 |
152 |
|
|
44 |
0,30 |
41,4 |
49,7 |
59 |
70 |
82,7 |
99,3 |
119 |
143 |
179 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||
II. Поправочные коэффициенты в зависимости от:
1. Сложности профиля
|
Сложность элементов профиля |
Количество элементов |
Коэффициент |
|
Прямой |
- |
1,0 |
|
Радиусный |
2 |
1,15 |
|
4 |
1,3 |
|
|
6 и более |
1,6 |
|
|
Шлифование профилей под углом |
- |
1,5 |
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
5.10.4. Профилешлифовальные станки
Карта 75. Подготовительно-заключительное время на партию деталей
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ |
Оптические профилешлифовальные станки |
||||
|
Карта 75 |
|||||
|
№ позиции |
Узел, участвующий |
Элементы подготовительно-заключительной работы |
Время, мин |
||
|
1 |
Стол |
Изучение чертежа |
4,5 |
||
|
2 |
Установка и снятие лекальных тисков |
4,0 |
|||
|
3 |
Установка и снятие центров |
4,0 |
|||
|
4 |
Магнитная плита с постоянными магнитами |
3,0 |
|||
|
5 |
Установка стола |
Установка определенных координат с помощью набора мерных плиток |
4,5 |
||
|
6 |
Регулировка резкости изображения заготовки изделия на экране (с подъемом или опусканием координатного стола) |
1,0 |
|||
|
7 |
Шлифовальная головка |
1. Поворот шлифовальной головки на определенный угол: |
|
||
|
а) вокруг вертикальной оси |
0,5 |
||||
|
8 |
б) вокруг горизонтальной оси |
0,5 |
|||
|
9 |
2. Установка суппорта (верхнего или нижнего) под определенным углом |
0,5 |
|||
|
10 |
3. Установка длины хода салазок шлифовального круга |
0,3 |
|||
|
11 |
4. Регулировка по резкости изображения шлифовального круга |
1,5 |
|||
|
Дополнительные элементы подготовительно-заключительного времени |
|||||
|
12 |
Замена шлифовального круга |
2,8 |
|||
|
13 |
Настройка осветителей падающего (верхнего) света |
8,0 |
|||
|
14 |
Диафрагмирование нижнего света |
1,0 |
|||
|
15 |
Регулирование натяжения ремня |
1,5 |
|||
Карта 76. Вспомогательное время на установку и снятие деталей
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ |
Оптические профилешлифовальные станки |
|||||||
|
Карта 76 |
||||||||
|
№ позиции |
Способ установки детали |
Масса детали М, кг, до |
||||||
|
1 |
3 |
4 |
8 |
10 |
||||
|
Время, мин |
||||||||
|
1 |
На магнитной плите |
0,19 |
0,22 |
0,26 |
0,30 |
0,35 |
||
|
2 |
В тисках |
с выверкой |
0,7 |
0,75 |
0,8 |
0,9 |
1,0 |
|
|
без выверки |
0,29 |
0,32 |
0,36 |
0,40 |
0,45 |
|||
|
3 |
На столе с креплением болтами и планками |
с выверкой |
1,0 |
1,1 |
1,2 |
1,35 |
1,5 |
|
|
без выверки |
0,40 |
0,45 |
0,50 |
0,57 |
0,66 |
|||
|
4 |
В специальных приспособлениях с механическим зажимом |
0,21 |
0,24 |
0,30 |
0,35 |
0,42 |
||
|
5 |
На центровой гладкой или шлицевой оправке |
0,40 |
0,50 |
0,6 |
0,7 |
0,8 |
||
|
6 |
На центровой разжимной оправке |
0,44 |
0,50 |
0,60 |
0,7 |
0,75 |
||
|
7 |
На центровой оправке с креплением быстросъемной гайкой и шайбой |
0,40 |
0,50 |
0,55 |
0,65 |
0,75 |
||
|
Индекс |
а |
б |
в |
г |
д |
|||
Карта 77. Шлифование выпуклых радиусных поверхностей периферией профилированного круга
|
ШЛИФОВАНИЕ ВЫПУКЛЫХ РАДИУСНЫХ ПОВЕРХНОСТЕЙ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Шероховатость Ra 0,63 |
|
Оптические профилешлифовальные станки |
|
Карта 77 |
Способ установки: на столе станка или в различных приспособлениях.
I. Неполное штучное время
|
№ позиции |
Толщина профиля tд, мм, до |
Припуск на обработку П, мм, до |
Радиус обрабатываемой поверхности R, мм, до |
||||||
|
0,10 |
0,15 |
0,20 |
0,30 |
0,40 |
0,50 |
0,80 |
|||
|
Неполное штучное время на поверхность t, мин |
|||||||||
|
1 |
5 |
0,3 |
3,3 |
3,1 |
3,0 |
3,1 |
3,2 |
3,3 |
3,4 |
|
2 |
10 |
0,3 |
4,3 |
3,8 |
3,6 |
3,8 |
3,9 |
4,1 |
4,2 |
|
3 |
20 |
0,3 |
4,7 |
4,5 |
4,3 |
4,5 |
4,6 |
4,7 |
4,8 |
|
4 |
30 |
0,3 |
5,0 |
4,8 |
4,8 |
4,9 |
5,0 |
5,2 |
5,4 |
|
5 |
40 |
0,3 |
5,7 |
5,4 |
5,3 |
5,5 |
5,6 |
5,8 |
6,0 |
|
№ позиции |
Толщина профиля tд, мм, до |
Припуск на обработку П, мм, до |
Радиус обрабатываемой поверхности R, мм, до |
||||||
|
1,0 |
1,20 |
1,40 |
1,70 |
2,00 |
2,50 |
3,00 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
|||||||||
|
6 |
5 |
0,3 |
3,5 |
3,6 |
3,7 |
3,8 |
3,9 |
4,0 |
4,2 |
|
7 |
0,5 |
- |
- |
- |
- |
5,4 |
5,5 |
5,6 |
|
|
8 |
10 |
0,3 |
4,3 |
4,4 |
4,5 |
4,6 |
4,7 |
4,8 |
5,6 |
|
9 |
0,5 |
- |
- |
- |
- |
6,1 |
6,2 |
6,3 |
|
|
10 |
20 |
0,3 |
5,0 |
5,1 |
5,2 |
5,3 |
5,4 |
5,6 |
5,8 |
|
11 |
0,5 |
- |
- |
- |
- |
6,6 |
6,8 |
7,0 |
|
|
12 |
30 |
0,3 |
5,6 |
5,8 |
6,0 |
6,2 |
6,4 |
6,7 |
7,0 |
|
13 |
0,5 |
- |
- |
- |
- |
8,1 |
8,4 |
8,7 |
|
|
14 |
40 |
0,3 |
6,2 |
6,4 |
6,6 |
6,8 |
7,1 |
7,4 |
7,8 |
|
15 |
0,5 |
- |
- |
- |
- |
9,5 |
9,8 |
10,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
Карта 78. Шлифование вогнутых радиусных поверхностей периферией профилированного круга
|
ШЛИФОВАНИЕ ВОГНУТЫХ РАДИУСНЫХ ПОВЕРХНОСТЕЙ ПЕРИФЕРИЕЙ ПРОФИЛИРОВАННОГО КРУГА Шероховатость Ra 0,63 |
|
Оптические профилешлифовальные станки |
|
Карта 78 |
Способ установки: на столе станка или в различных приспособлениях.
I. Неполное штучное время
|
№ позиции |
Толщина профиля tд, мм, до |
Припуск на обработку П мм, до |
Радиус обрабатываемой поверхности R, мм, до |
||||||
|
0,10 |
0,15 |
0,20 |
0,30 |
0,40 |
0,50 |
0,80 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
|||||||||
|
1 |
5 |
0,3 |
3,3 |
3,1 |
3,0 |
3,1 |
3,2 |
3,3 |
5,1 |
|
2 |
10 |
0,3 |
4,3 |
3,8 |
3,6 |
3,8 |
3,9 |
4,1 |
6,2 |
|
3 |
20 |
0,3 |
4,7 |
4,5 |
4,3 |
4,5 |
4,6 |
4,7 |
7,2 |
|
4 |
30 |
0,3 |
5,0 |
4,8 |
4,8 |
4,9 |
5,0 |
5,2 |
8,1 |
|
5 |
40 |
0,3 |
5,7 |
5,4 |
5,3 |
5,5 |
5,8 |
5,8 |
8,8 |
|
№ позиции |
Толщина профиля tд, мм, до |
Припуск на обработку П, мм, до |
Радиус обрабатываемой поверхности R, мм, до |
||||||
|
1,00 |
1,20 |
1,40 |
1,70 |
2,00 |
2,50 |
3,00 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
|||||||||
|
6 |
5 |
0,3 |
5,3 |
5,4 |
5,6 |
5,7 |
5,9 |
6,0 |
6,2 |
|
7 |
0,5 |
- |
- |
- |
- |
8,1 |
8,3 |
8,4 |
|
|
8 |
10 |
0,3 |
6,4 |
6,6 |
6,7 |
6,8 |
7,0 |
7,2 |
7,4 |
|
9 |
0,5 |
- |
- |
- |
- |
9,1 |
9,3 |
9,4 |
|
|
10 |
20 |
0,3 |
7,5 |
7,7 |
7,8 |
7,9 |
8,1 |
8,4 |
8,7 |
|
11 |
0,5 |
- |
- |
- |
- |
9,9 |
10,1 |
10,5 |
|
|
12 |
30 |
03 |
8,4 |
8,7 |
9,0 |
9,3 |
9,6 |
10,0 |
10,5 |
|
13 |
0,5 |
- |
- |
- |
- |
12,1 |
12,5 |
13,0 |
|
|
14 |
40 |
0,3 |
9,1 |
9,4 |
9,7 |
10,0 |
10,4 |
10,8 |
11,2 |
|
15 |
0,5 |
- |
- |
- |
- |
13,2 |
14,0 |
15,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемого материала (см. карту 48).
2. Партии деталей (см. карту 1).
3. Условий выполнения работы (см. карту 48).
Карта 79. Шлифование по контуру фасонного профиля. Стали закаленные
|
ШЛИФОВАНИЕ ПО КОНТУРУ ФАСОННОГО ПРОФИЛЯ Стали закаленные |
Оптические профилешлифовальные станки |
|||||||||||||||
|
Карта 79, лист 1 |
||||||||||||||||
|
№ позиции |
Число выдерживаемых размеров |
Группа сложности контура |
Длина периметра, мм, до |
|||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
100 |
125 |
175 |
200 |
250 |
300 |
|||
|
Неполное штучное время на поверхность tн.ш, мин |
||||||||||||||||
|
1 |
2 |
I - II |
15 |
22 |
29 |
36 |
42 |
50 |
57 |
64 |
78 |
96 |
130 |
148 |
184 |
219 |
|
2 |
III |
22 |
30 |
37 |
45 |
53 |
61 |
67 |
74 |
92 |
112 |
150 |
170 |
210 |
248 |
|
|
3 |
IV |
25 |
34 |
43 |
51 |
60 |
69 |
78 |
87 |
105 |
128 |
170 |
195 |
237 |
282 |
|
|
4 |
V - VI |
26 |
35 |
45 |
54 |
64 |
73 |
83 |
92 |
111 |
135 |
180 |
208 |
254 |
300 |
|
|
5 |
4 |
I - II |
24 |
30 |
37 |
44 |
51 |
58 |
65 |
72 |
86 |
104 |
140 |
156 |
192 |
227 |
|
6 |
III |
36 |
44 |
51 |
59 |
67 |
75 |
83 |
91 |
106 |
126 |
165 |
184 |
224 |
262 |
|
|
7 |
IV |
41 |
50 |
59 |
67 |
70 |
85 |
94 |
103 |
120 |
143 |
187 |
209 |
252 |
298 |
|
|
8 |
V - VI |
42 |
51 |
61 |
70 |
80 |
89 |
99 |
108 |
127 |
151 |
199 |
223 |
270 |
318 |
|
|
9 |
6 |
I - II |
31 |
38 |
45 |
52 |
59 |
66 |
73 |
80 |
94 |
112 |
147 |
164 |
200 |
235 |
|
10 |
III |
50 |
58 |
65 |
73 |
81 |
89 |
97 |
105 |
120 |
140 |
179 |
198 |
238 |
276 |
|
|
11 |
IV |
57 |
66 |
75 |
83 |
92 |
101 |
110 |
119 |
137 |
159 |
203 |
225 |
269 |
314 |
|
|
12 |
V - VI |
58 |
69 |
77 |
86 |
96 |
105 |
115 |
124 |
143 |
167 |
205 |
239 |
285 |
334 |
|
|
13 |
8 |
I - II |
39 |
46 |
53 |
60 |
67 |
74 |
81 |
88 |
102 |
120 |
155 |
172 |
208 |
243 |
|
14 |
III |
64 |
72 |
79 |
87 |
95 |
103 |
111 |
119 |
136 |
154 |
193 |
212 |
252 |
290 |
|
|
15 |
IV |
73 |
82 |
91 |
99 |
108 |
117 |
126 |
135 |
153 |
175 |
219 |
240 |
285 |
330 |
|
|
16 |
V - VI |
74 |
83 |
93 |
102 |
112 |
121 |
131 |
140 |
159 |
183 |
231 |
255 |
300 |
34 |
|
|
17 |
10 |
I - II |
47 |
54 |
61 |
68 |
75 |
78 |
89 |
96 |
110 |
128 |
163 |
180 |
216 |
254 |
|
18 |
III |
78 |
86 |
93 |
101 |
109 |
117 |
125 |
133 |
148 |
168 |
207 |
226 |
256 |
304 |
|
|
19 |
IV |
89 |
98 |
107 |
115 |
124 |
133 |
142 |
151 |
169 |
191 |
229 |
257 |
300 |
346 |
|
|
20 |
V - VI |
90 |
100 |
109 |
118 |
128 |
137 |
147 |
156 |
175 |
199 |
247 |
270 |
318 |
366 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
||
Поправочные коэффициенты в зависимости от:
|
1. Высоты обрабатываемой поверхности, мм, до |
10 |
25 |
50 |
|
Коэффициент |
0,85 |
0,9 |
1,0 |
|
2. Допусков на обрабатываемые поверхности, мм |
> 0,02 |
0,01 - 0,02 |
< 0,01 |
|
Коэффициент |
0,95 |
1,0 |
1,1 |
|
3. Работы с верхним светом |
1,2 |
||
|
Коэффициент |
|||
|
4. Обработки комплекта спариваемых деталей |
1,25 |
||
|
Коэффициент |
|||
|
5. Партии деталей (см. карту 1) |
|
||
|
ШЛИФОВАНИЕ ПО КОНТУРУ ФАСОННОГО ПРОФИЛЯ Стали закаленные |
Оптические профилешлифовальные станки |
|
Карта 79, лист 2 |
Группы сложности контура
I. Прямолинейный простой контур
![]()
К прямолинейному простому контуру относятся прямые и ломаные линии, состоящие из отрезков прямых
II. Прямолинейный контур средней сложности
![]()
К прямолинейному контуру средней сложности относятся ступенчатые контуры и контуры, состоящие из отрезков прямых и сопряжения прямых с окружностями.
III. Прямолинейный сложный контур
![]()
К прямолинейному сложному контуру относятся сложные ступенчатые контуры с сопрягаемыми окружностями маленьких радиусов.
|
ШЛИФОВАНИЕ ПО КОНТУРУ ФАСОННОГО ПРОФИЛЯ Стали закаленные |
Оптические профилешлифовальные станки |
|
Карта 79, лист 3 |
IV. Криволинейный простой контур
![]()
К простому криволинейному контуру относятся овалы, эллипсы, сопряжения дуг с прямыми линиями.
V. Криволинейный контур средней сложности

К криволинейному контуру средней сложности относятся дуги, сопряжения дуг с окружностями, с прямыми линиями.
VI. Криволинейный сложный контур
![]()
К криволинейному сложному контуру относятся сопряжения дуг с окружностями, овалами, с радиусами до 2 мм, с прямыми линиями.
Карта 80. Нормативы времени на настройку приспособлений и профилирование шлифовальных кругов. Плоскошлифовальные станки
|
НОРМАТИВЫ ВРЕМЕНИ НА НАСТРОЙКУ ПРИСПОСОБЛЕНИЙ И ПРОФИЛИРОВАНИЕ ШЛИФОВАЛЬНЫХ КРУГОВ |
Плоскошлифовальные станки |
||||
|
Карта 80 |
|||||
|
№ позиции |
Наименование устанавливаемого приспособления и вид профилирования |
Время,* мин |
|||
|
1 |
Настройка приспособления |
Для правки круга по дуге |
5,0 |
||
|
2 |
Для правки круга под углом |
7,0 |
|||
|
3 |
Для правки фасонного профиля |
13,5 |
|||
|
4 |
Копира или шаблона |
4,0 |
|||
|
5 |
Шарошки, ролика, алмазного карандаша в оправке |
0,5 |
|||
|
6 |
Правка или профилирование шлифовального круга |
Предварительная правка куском абразива |
1,5 |
||
|
7 |
Правка периферии шарошкой, роликом |
1,5 |
|||
|
8 |
Правка периферии или торца алмазным карандашом |
3,5 |
|||
|
9 |
Профилирование радиусных поверхностей при R, мм, до |
20 |
4,0 |
||
|
10 |
50 |
5,0 |
|||
|
11 |
100 |
6,0 |
|||
|
12 |
Правка круга под углом при длине заправляемой стороны, мм, до |
20 |
2,5 |
||
|
13 |
30 |
3,0 |
|||
|
14 |
50 |
4,5 |
|||
|
15 |
Профилирование фасонного профиля фасонным роликом |
5,0 |
|||
|
16 |
Профилирование фасонного профиля при помощи универсального приспособления при количестве элементов |
2 |
15,0 |
||
|
17 |
3 ... 4 |
25,0 |
|||
|
18 |
5 ... 6 |
35,0 |
|||
|
19 |
Периодическая правка прямолинейного или фасонного профиля шарошкой, фасонным роликом |
0,8 |
|||
|
20 |
Периодическая правка фасонного профиля при помощи универсального приспособления при количестве элементов |
2 |
9,0 |
||
|
21 |
3 ... 4 |
15,0 |
|||
|
22 |
5 ... 6 |
21,0 |
|||
* Поз. 1 - 18 - время на партию деталей;
поз. 19 - 22 - время на число деталей между правками.
6. ПРИЛОЖЕНИЯ
6.1. ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ НЕПОЛНОГО ШТУЧНОГО ВРЕМЕНИ tн.ш
Приложение 1
Круглое наружное врезное шлифование
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Круглое наружное врезное шлифование |
|
Приложение 1, лист 1 |
I. Характеристика шлифовального круга
|
Скорость круга м/с |
Шероховатость поверхности, мкм, до |
Стали конструкционные (углеродистые и легированные) |
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие |
Чугуны и бронзы |
||
|
HRC < 30 |
HRC 30 - 50 |
HRC > 50 |
||||
|
35 |
Rz 20 |
14А 50 С2 6-7 К |
14А 50 С1 6-7 К |
25А, 14А 50 СМ2 6-7 К |
25А 50 СМ2 6-7 К |
54С, 14А 50 СМ2 6 К |
|
Ra 2,5 |
14А 40-50 СТ1 6 К |
14А 40-50 С1 6 К |
25А, 14А 40-50 СМ2 6 К |
25А 40-50 СМ2 6 К |
54С, 14А, 40-50 СМ2 6 К |
|
|
1,25 |
14А 40 СТ1 6-5 К |
14А 40 С1 6-5 К |
25А, 14А 40 С1 6-5 К |
25A 40 C1 6-5 К |
64С, 14А 40 С1 6 К |
|
|
0,63 |
14А 16-25 СТ2 5 К |
14А 16-25 С2 5 К |
25А, 14А 16-25 С2 5 К |
14А, 44А 16-25 С1 5 К |
54С, 14А 16-25 С1 5 К |
|
|
50 |
Rz 20 |
25А 50 С1 6-7 К |
25А 50 СМ2 6-7 К |
25А 50 СМ1 6-7 К |
- |
54С, 14А 50 СМ1 6 К |
|
Ra 2,5 |
25А 40-50 С2 6 К |
25А 40-50 С1 6 К |
25А 40-50 СМ2 6 К |
- |
54С, 14А 40-50 СМ1 6 К |
|
|
1,25 |
25А 40 С2 6-5 К |
25А 40 С1 6-5 К |
25А 40 СМ2 6-5 К |
- |
54С, 14А 40 СМ2 6 К |
|
|
0,63 |
25А 16-25 СТ1 5 К |
25А 16-25 С 2 5К |
25А 16-25 С1 5 К |
- |
54С, 14А 16-25 С2 6 К |
|
Примечания:
1. Таблицы режимов резания составлены для кругов твердости С1 - С2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножать на К = 1,1, а для более твердых кругов - на К1 = 0,85.
2. При шлифовании поверхностей с галтелями твердость круга увеличивать на 1 - 2 степени, вводя соответствующую поправку на Stм.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Круглое наружное врезное шлифование |
|
Приложение 1, лист 2 |
II. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Квалитет |
Длина шлифования Lд, мм, до |
|||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
150 |
||
|
Минутная поперечная подача Stм, мм/мин, до |
|||||||||
|
25 |
6 |
1,40 |
1,2 |
1,06 |
0,92 |
0,80 |
0,70 |
0,62 |
0,54 |
|
7 |
1,75 |
1,5 |
1,32 |
1,15 |
1,0 |
0,87 |
0,77 |
0,67 |
|
|
9 |
2,18 |
1,87 |
1,65 |
1,43 |
1,25 |
1,09 |
0,97 |
0,84 |
|
|
> 9 |
2,73 |
2,34 |
2,07 |
1,79 |
1,56 |
1,36 |
1,21 |
1,05 |
|
|
40 |
6 |
1,11 |
0,96 |
0,84 |
0,73 |
0,64 |
0,53 |
0,49 |
0,43 |
|
7 |
1,39 |
1,2 |
1,05 |
0,91 |
0,80 |
0,66 |
0,61 |
0,54 |
|
|
9 |
1,73 |
1,49 |
1,31 |
1,14 |
1,00 |
0,83 |
0,76 |
0,67 |
|
|
> 9 |
2,16 |
1,87 |
1,64 |
1,42 |
1,25 |
1,03 |
0,95 |
0,84 |
|
|
63 |
6 |
0,89 |
0,77 |
0,67 |
0,59 |
0,51 |
0,44 |
0,39 |
0,34 |
|
7 |
1,11 |
0,96 |
0,84 |
0,74 |
0,64 |
0,55 |
0,49 |
0,42 |
|
|
9 |
1,39 |
1,20 |
1,04 |
0,92 |
0,79 |
0,69 |
0,61 |
0,53 |
|
|
> 9 |
1,73 |
1,50 |
1,31 |
1,15 |
0,99 |
0,86 |
0,76 |
0,66 |
|
|
100 |
6 |
0,70 |
0,61 |
0,53 |
0,46 |
0,41 |
0,35 |
0,31 |
0,27 |
|
7 |
0,87 |
0,76 |
0,66 |
0,57 |
0,51 |
0,44 |
0,39 |
0,34 |
|
|
9 |
1,09 |
0,95 |
0,83 |
0,72 |
0,64 |
0,54 |
0,48 |
0,42 |
|
|
> 9 |
1,36 |
1,19 |
1,03 |
0,90 |
0,80 |
0,68 |
0,60 |
0,53 |
|
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Круглое наружное врезное шлифование |
|
Приложение 1, лист 3 |
II. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Квалитет |
Длина шлифования Lд, мм, до |
|||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
150 |
||
|
Минутная поперечная подача Stм, мм/мин, до |
|||||||||
|
160 |
6 |
0,56 |
0,48 |
0,43 |
0,37 |
0,33 |
0,28 |
0,25 |
0,22 |
|
7 |
0,70 |
0,6 |
0,54 |
0,46 |
0,41 |
0,35 |
0,31 |
0,27 |
|
|
9 |
0,87 |
0,75 |
0,67 |
0,58 |
0,51 |
0,44 |
0,39 |
0,34 |
|
|
> 9 |
1,09 |
0,94 |
0,84 |
0,72 |
0,64 |
0,55 |
0,49 |
0,43 |
|
|
250 |
6 |
0,45 |
0,38 |
0,34 |
0,29 |
0,26 |
0,22 |
0,20 |
0,17 |
|
7 |
0,56 |
0,47 |
0,42 |
0,36 |
0,32 |
0,27 |
0,25 |
0,21 |
|
|
9 |
0,70 |
0,59 |
0,53 |
0,45 |
0,40 |
0,34 |
0,31 |
0,26 |
|
|
> 9 |
0,85 |
0,74 |
0,66 |
0,56 |
0,51 |
0,43 |
0,39 |
0,33 |
|
|
420 |
6 |
0,36 |
0,30 |
0,27 |
0,23 |
0,19 |
0,18 |
0,16 |
0,14 |
|
7 |
0,45 |
0,38 |
0,34 |
0,29 |
0,26 |
0,22 |
0,20 |
0,17 |
|
|
9 |
0,56 |
0,47 |
0,42 |
0,36 |
0,32 |
0,27 |
0,25 |
0,21 |
|
|
> 9 |
0,70 |
0,59 |
0,53 |
0,45 |
0,41 |
0,34 |
0,31 |
0,26 |
|
III. Поправочный коэффициент на минутную поперечную подачу Stм в зависимости от припуска
|
Припуск 2П, мм |
0,15 |
0,3 |
0,5 |
0,7 |
1,0 |
|
Коэффициент Kst |
0,61 |
0,8 |
1,0 |
1,25 |
1,6 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочные коэффициенты в зависимости от твердости круга (см. Приложение 1, лист 1).
Приложение 2
Круглое наружное шлифование с продольной подачей
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Круглое наружное шлифование с продольной подачей |
|
Приложение 2, лист 1 |
I. Характеристика шлифовального круга
|
Скорость круга, м/с |
Шероховатость поверхности, мкм, до |
Стали конструкционные (углеродистые и легированные) |
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие |
Чугуны и бронзы |
||
|
HRC < 30 |
HRC 30 ... 50 |
HRC > 50 |
||||
|
35 |
Rz 20 |
14А, 50 С2 6-7 К |
14А 50 СМ2 6-7 К |
25А, 14А 50 СМ1 6-7 К |
25А 50 СМ1 6-7 К |
54С, 14А 50 СМ1 6 К |
|
Ra 2,5 |
14А, 40-50 С2 6 К |
14А, 40-50 С1 6 К |
25А, 14А 40-50 СМ2 6К |
25А, 40-50 СМ1 6 К |
54С, 14A 40-50 СМ1 6 К |
|
|
1,25 |
14А, 40 СТ1 6-5 К |
14А, 40 С1 6-5 К |
25А, 14А 40 СМ2 6-5 К |
25А 40 СМ2 6-5 К |
54С, 14A 40 CM2 6 К |
|
|
0,63 |
14А 16-25 СТ1 5 К |
14А 16-25 С2 5 К |
25А, 14А 16-25 С1 5 К |
25 А, 44А 16-25 СМ2 5 К |
54С, 14А 16-25 СМ2 6 К |
|
|
60 |
Rz 20 |
25А 50 СМ2 6-7 К |
25А 50 СМ1 6-7 К |
25А 50 СМ2 6-7 К |
- |
54С, 14А 50 СМ1 6 К |
|
Ra 2,5 |
25А 40-50 С1 6 К |
25А 40-50 СМ2 6 К |
25А 40-50 СМ1 6 К |
- |
54С, 14А 40-50 СМ1 6 К |
|
|
1,25 |
25А 40 С1 6-5 К |
25А 40 С1 6-5 К |
25А 40 СМ2 6-5 К |
- |
54С, 14А 40 СМ2 6 К |
|
|
0,63 |
25А 16-25 С2 5К |
25А 16-25 С2 5 К |
25А 16-25 СМ2 5К |
- |
54С, 14А 16-25 СМ2 6 К |
|
Примечания:
1. Таблицы режимов резания составлены для кругов твердости С1 - С2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножать на K1 = 1,1, а для более твердых кругов - на K1 = 0,85.
2. При шлифовании поверхностей с галтелями твердость кругов увеличивать на 1 ... 2 степени, вводя соответствующую поправку на Stx, Sм.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Круглое наружное шлифование с продольной подачей |
|
Приложение 2, лист 2 |
II. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Квалитет |
Ширина (высота) круга Bк, мм, до |
|||||||
|
25 ... 32 |
40 ... 50 |
63 |
80 |
||||||
|
Sм |
Stx |
Sм |
Stx |
Sм |
Stx |
Sм |
Stx |
||
|
25 |
6 |
4060 |
0,0070 |
6590 |
0,0055 |
- |
- |
- |
- |
|
7 |
0,0087 |
0,0069 |
|||||||
|
8, 9 |
0,0109 |
0,0086 |
|||||||
|
> 9 |
0,0137 |
0,0107 |
|||||||
|
40 |
6 |
3430 |
0,0065 |
5220 |
0,0055 |
6780 |
0,005 |
- |
- |
|
7 |
0,0081 |
0,0069 |
0,0063 |
||||||
|
8, 9 |
0,0101 |
0,0086 |
0,0078 |
||||||
|
> 9 |
0,0127 |
0,0107 |
0,0098 |
||||||
|
63 |
6 |
2770 |
0,0065 |
4590 |
0,005 |
5210 |
0,005 |
7440 |
0,004 |
|
7 |
0,0081 |
0,0063 |
0,0063 |
0,005 |
|||||
|
8, 9 |
0,0101 |
0,0078 |
0,0078 |
0,006 |
|||||
|
> 9 |
0,0127 |
0,0098 |
0,0098 |
0,0078 |
|||||
|
100 |
6 |
2380 |
0,006 |
3650 |
0,005 |
4630 |
0,0045 |
5950 |
0,004 |
|
7 |
0,0075 |
0,0063 |
0,0056 |
0,005 |
|||||
|
8, 9 |
0,0094 |
0,0078 |
0,007 |
0,006 |
|||||
|
> 9 |
0,0117 |
0,0098 |
0,0088 |
0,0078 |
|||||
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Круглое наружное шлифование с продольной подачей |
|
Приложение 2, лист 3 |
II. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Квалитет |
Ширина (высота) круга Вк, мм, до |
|||||||
|
25 ... 32 |
40 ... 50 |
63 |
80 |
||||||
|
Sм |
Stx |
Sм |
Stx |
Sм |
Stx |
Sм |
Stx |
||
|
460 |
6 |
1920 |
0,006 |
3270 |
0,0045 |
3730 |
0,0045 |
4770 |
0,004 |
|
7 |
0,0075 |
0,0056 |
0,0056 |
0,005 |
|||||
|
8, 9 |
0,0094 |
0,007 |
0,007 |
0,006 |
|||||
|
> 9 |
0,0117 |
0,0088 |
0,0088 |
0,0078 |
|||||
|
250 |
6 |
1540 |
0,006 |
2620 |
0,0045 |
2930 |
0,0045 |
3830 |
0,004 |
|
7 |
0,0075 |
0,0056 |
0,0056 |
0,005 |
|||||
|
8, 9 |
0,0094 |
0,007 |
0,007 |
0,006 |
|||||
|
> 9 |
0,0117 |
0,0088 |
0,0088 |
0,0078 |
|||||
|
400 |
6 |
- |
- |
- |
- |
2660 |
0,04 |
3430 |
0,0035 |
|
7 |
0,005 |
0,0044 |
|||||||
|
8, 9 |
0,006 |
0,0055 |
|||||||
|
> 9 |
0,0078 |
0,0068 |
|||||||
|
500 |
6 |
- |
- |
- |
- |
2380 |
0,004 |
3110 |
0,0035 |
|
7 |
0,005 |
0,0044 |
|||||||
|
8, 9 |
0,006 |
0,0055 |
|||||||
|
> 9 |
0,0078 |
0,0068 |
|||||||
III. Поправочный коэффициент на поперечную подачу на ход стола в зависимости от припуска
|
Припуск 2П, мм |
0,15 |
0,30 |
0,50 |
0,70 |
1,00 |
|
Коэффициент Kst |
0,65 |
0,87 |
1,00 |
1,15 |
1,35 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент в зависимости от твердости круга (см. Приложение 2, лист 1).
Приложение 3
Шлифование торцов на круглошлифовальных станках торцом круга с продольной подачей
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование торцов на круглошлифовальных станках торцом круга с продольной подачей |
|||||||||
|
Приложение 3 |
||||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
||||||||
|
6,3 |
8 |
10 |
16 |
25 |
40 |
50 |
63 |
|||
|
Минутная продольная подача Stм, м/мин |
||||||||||
|
32 |
0,03 |
3,64 |
3,07 |
2,53 |
- |
- |
- |
- |
|
|
|
0,05 |
4,55 |
3,84 |
3,16 |
- |
- |
- |
- |
|
||
|
> 0,05 |
5,69 |
4,80 |
3,95 |
- |
- |
- |
- |
- |
||
|
50 |
0,03 |
2,64 |
2,24 |
1,84 |
1,30 |
- |
- |
- |
|
|
|
0,05 |
3,30 |
2,80 |
2,30 |
1,63 |
- |
- |
- |
- |
||
|
> 0,05 |
4,13 |
3,50 |
2,88 |
2,04 |
- |
- |
- |
- |
||
|
80 |
0,03 |
2,40 |
2,08 |
1,68 |
1,20 |
1,04 |
- |
|
- |
|
|
0,05 |
3,00 |
2,60 |
2,10 |
1,50 |
1,30 |
- |
- |
- |
||
|
> 0,05 |
3,75 |
3,25 |
2,63 |
1,86 |
1,63 |
- |
- |
- |
||
|
125 |
0,03 |
1,76 |
1,49 |
1,24 |
0,88 |
0,76 |
0,54 |
- |
- |
|
|
0,05 |
2,20 |
1,86 |
1,55 |
1,10 |
0,95 |
0,68 |
- |
- |
||
|
> 0,05 |
2,75 |
2,33 |
1,94 |
1,38 |
1,19 |
0,85 |
- |
- |
||
|
200 |
0,03 |
1,28 |
1,1 |
0,90 |
0,64 |
0,55 |
0,40 |
0,35 |
0,30 |
|
|
0,05 |
1,60 |
1,38 |
1,12 |
0,80 |
0,69 |
0,50 |
0,44 |
0,37 |
||
|
> 0,05 |
2,00 |
1,73 |
1,4 |
1,00 |
0,86 |
0,63 |
0,55 |
0,46 |
||
III. Поправочный коэффициент на минутную продольную подачу Stм в зависимости от припуска
|
Припуск П, мм |
0,12 |
0,17 |
0,25 |
0,35 |
0,5 |
|
Коэффициент Kst |
0,5 |
0,63 |
0,80 |
1,0 |
1,25 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на минутную продольную подачу в зависимости от твердости круга (см. Приложение 1, лист 1).
Приложение 4
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением с продольной подачей
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением с продольной подачей |
|||||||||
|
Приложение 4 |
||||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
||||||||
|
6,3 |
8 |
10 |
16 |
25 |
40 |
50 |
63 |
|||
|
Минутная продольная подача Stм, м/мин |
||||||||||
|
32 |
0,03 |
4,37 |
3,68 |
3,04 |
- |
- |
- |
- |
- |
|
|
0,05 |
5,46 |
4,61 |
3,79 |
- |
- |
- |
- |
- |
||
|
> 0,05 |
6,83 |
5,76 |
4,74 |
- |
- |
- |
- |
- |
||
|
50 |
0,03 |
3,17 |
2,69 |
2,21 |
1,56 |
- |
- |
- |
- |
|
|
0,05 |
3,96 |
3,36 |
2,76 |
1,96 |
- |
- |
- |
- |
||
|
> 0,05 |
4,96 |
4,20 |
3,46 |
2,45 |
- |
- |
- |
- |
||
|
80 |
0,03 |
2,88 |
2,50 |
2,02 |
1,44 |
1,25 |
- |
- |
- |
|
|
0,05 |
3,60 |
3,12 |
2,52 |
1,80 |
1,56 |
- |
- |
- |
||
|
> 0,05 |
4,50 |
3,90 |
3,16 |
2,23 |
1,96 |
- |
- |
- |
||
|
125 |
0,03 |
2,11 |
1,79 |
1,49 |
1,06 |
0,91 |
0,65 |
- |
- |
|
|
0,05 |
2,64 |
2,23 |
1,86 |
1,32 |
1,14 |
0,82 |
- |
- |
||
|
> 0,05 |
3,30 |
2,80 |
2,33 |
1,66 |
1,43 |
1,02 |
- |
- |
||
|
200 |
0,03 |
1,54 |
1,32 |
1,08 |
0,77 |
0,66 |
0,48 |
0,42 |
0,36 |
|
|
0,05 |
1,92 |
1,66 |
1,34 |
0,96 |
0,83 |
0,60 |
0,53 |
0,44 |
||
|
> 0,05 |
2,40 |
2,08 |
1,68 |
1,20 |
1,03 |
0,76 |
0,66 |
0,55 |
||
III. Поправочный коэффициент на минутную продольную подачу Stм в зависимости от припуска (см. Приложение 3).
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на минутную поперечную подачу в зависимости от твердости круга (см. Приложение 1, лист 1).
Приложение 5
Шлифование торцов на круглошлифовальных станках торцом круга с радиальной подачей
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование торцов на круглошлифовальных станках торцом круга с радиальной подачей |
|||||||||
|
Приложение 5 |
||||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
||||||||
|
6,3 |
8 |
10 |
16 |
25 |
40 |
50 |
63 |
|||
|
Минутная радиальная подача Stм, м/мин |
||||||||||
|
32 |
0,03 |
4,00 |
3,38 |
2,78 |
- |
- |
- |
- |
- |
|
|
0,05 |
5,01 |
4,22 |
3,48 |
- |
- |
- |
- |
- |
||
|
> 0,05 |
6,26 |
5,28 |
4,35 |
- |
- |
- |
- |
- |
||
|
50 |
0,03 |
2,90 |
2,46 |
2,02 |
1,43 |
- |
- |
- |
- |
|
|
0,05 |
3,63 |
3,08 |
2,53 |
1,79 |
- |
- |
- |
- |
||
|
> 0,05 |
4,54 |
3,85 |
3,17 |
2,24 |
- |
- |
- |
- |
||
|
80 |
0,03 |
2,64 |
2,29 |
1,85 |
1,32 |
1,14 |
- |
- |
- |
|
|
0,05 |
3,30 |
2,86 |
2,31 |
1,65 |
1,43 |
- |
- |
- |
||
|
> 0,05 |
4,13 |
3,58 |
2,89 |
2,05 |
1,79 |
- |
- |
- |
||
|
125 |
0,03 |
1,94 |
1,64 |
1,36 |
0,97 |
0,84 |
0,59 |
- |
- |
|
|
0,05 |
2,42 |
2,05 |
1,71 |
1,21 |
1,05 |
0,75 |
- |
- |
||
|
> 0,05 |
3,03 |
2,56 |
2,13 |
1,52 |
1,31 |
0,94 |
- |
- |
||
|
200 |
0,03 |
1,41 |
1,21 |
0,99 |
0,70 |
0,61 |
0,44 |
0,39 |
0,33 |
|
|
0,05 |
1,76 |
1,52 |
1,23 |
0,88 |
0,76 |
0,55 |
0,48 |
0,41 |
||
|
> 0,05 |
2,20 |
1,90 |
1,54 |
1,10 |
0,95 |
0,69 |
0,61 |
0,51 |
||
III. Поправочный коэффициент на минутную радиальную подачу Stм в зависимости от припуска
|
Припуск П, мм |
0,12 |
0,17 |
0,25 |
0,35 |
0,5 |
|
Коэффициент Kst |
0,5 |
0,63 |
0,80 |
1,0 |
1,25 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на минутную поперечную подачу в зависимости от твердости круга (см. Приложение 1, лист 1).
Приложение 6
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением радиальной подачей
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование торцов на круглошлифовальных станках торцом круга с поднутрением радиальной подачей |
|||||||||
|
Приложение 6 |
||||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
||||||||
|
6,3 |
8 |
10 |
16 |
25 |
40 |
50 |
63 |
|||
|
Минутная радиальная подача Stм, м/мин |
||||||||||
|
32 |
0,03 |
4,73 |
3,99 |
3,29 |
- |
- |
- |
- |
- |
|
|
0,05 |
5,92 |
4,99 |
4,11 |
- |
- |
- |
- |
- |
||
|
> 0,05 |
7,40 |
6,24 |
5,14 |
- |
- |
- |
- |
- |
||
|
50 |
0,03 |
3,43 |
2,91 |
2,39 |
1,69 |
- |
- |
- |
- |
|
|
0,05 |
4,29 |
3,64 |
2,99 |
2,12 |
- |
- |
- |
- |
||
|
> 0,05 |
5,37 |
4,55 |
3,74 |
2,65 |
- |
- |
- |
- |
||
|
80 |
0,03 |
3,12 |
2,70 |
2,18 |
1,56 |
1,35 |
- |
- |
- |
|
|
0,05 |
3,90 |
3,38 |
2,73 |
1,95 |
1,69 |
- |
- |
- |
||
|
> 0,05 |
4,88 |
4,23 |
3,42 |
2,42 |
2,12 |
- |
- |
- |
||
|
125 |
0,03 |
2,29 |
1,94 |
1,61 |
1,14 |
0,99 |
0,70 |
- |
- |
|
|
0,05 |
2,86 |
2,42 |
2,02 |
1,43 |
1,24 |
0,88 |
- |
- |
||
|
> 0,05 |
3,58 |
3,03 |
2,52 |
1,79 |
1,55 |
1,11 |
- |
- |
||
|
200 |
0,03 |
1,66 |
1,43 |
1,17 |
0,83 |
0,72 |
0,52 |
0,46 |
0,39 |
|
|
0,05 |
2,08 |
1,79 |
1,46 |
1,04 |
0,90 |
0,65 |
0,57 |
0,48 |
||
|
> 0,05 |
2,60 |
2,25 |
1,82 |
1,30 |
1,12 |
0,82 |
0,72 |
0,60 |
||
III. Поправочный коэффициент на минутную радиальную подачу Stм в зависимости от припуска (см. Приложение 3).
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на минутную поперечную подачу в зависимости от твердости круга (см. Приложение 1, лист 1).
Приложение 7
Шлифование торцов на торце-круглошлифовальных станках с радиальной подачей
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование торцов на торце-круглошлифовальных станках с радиальной подачей |
|||||||||
|
Приложение 7 |
||||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
||||||||
|
6,3 |
8 |
10 |
16 |
25 |
40 |
50 |
63 |
|||
|
Минутная радиальная подача Stм, м/мин |
||||||||||
|
32 |
0,03 |
5,10 |
4,30 |
3,54 |
- |
- |
- |
- |
- |
|
|
0,05 |
6,37 |
5,38 |
4,42 |
- |
- |
- |
- |
- |
||
|
> 0,05 |
7,97 |
6,72 |
5,53 |
- |
- |
- |
- |
- |
||
|
50 |
0,03 |
3,70 |
3,14 |
2,58 |
1,82 |
- |
- |
- |
- |
|
|
0,05 |
4,62 |
3,92 |
3,22 |
2,28 |
- |
- |
- |
- |
||
|
> 0,05 |
5,78 |
4,90 |
4,03 |
2,86 |
- |
- |
- |
- |
||
|
80 |
0,03 |
3,36 |
2,91 |
2,35 |
1,68 |
1,46 |
- |
- |
- |
|
|
0,05 |
4,20 |
3,64 |
2,94 |
2,10 |
1,82 |
- |
- |
- |
||
|
> 0,05 |
5,25 |
4,55 |
3,68 |
2,60 |
2,28 |
- |
- |
- |
||
|
125 |
0,03 |
2,46 |
2,09 |
1,74 |
1,23 |
1,06 |
0,76 |
- |
- |
|
|
0,05 |
3,08 |
2,60 |
2,17 |
1,54 |
1,33 |
0,95 |
- |
- |
||
|
> 0,05 |
3,85 |
3,26 |
2,72 |
1,93 |
1,67 |
1,19 |
- |
- |
||
|
200 |
0,03 |
1,79 |
1,54 |
1,26 |
0,90 |
0,77 |
0,56 |
0,49 |
0,42 |
|
|
0,05 |
2,24 |
1,93 |
1,57 |
1,12 |
0,97 |
0,70 |
0,62 |
0,52 |
||
|
> 0,05 |
2,80 |
2,42 |
1,96 |
1,40 |
1,20 |
0,88 |
0,77 |
0,64 |
||
III. Поправочный коэффициент на минутную радиальную подачу Stм в зависимости от припуска (см. Приложение 3).
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на минутную поперечную подачу в зависимости от твердости круга (см. Приложение 1, лист 1).
Приложение 8
Шлифование торцов на торце-круглошлифовальных станках с продольной подачей
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование торцов на торце-круглошлифовальных станках с продольной подачей |
|||||||||
|
Приложение 8 |
||||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
||||||||
|
6,3 |
8 |
10 |
16 |
25 |
40 |
50 |
63 |
|||
|
Минутная продольная подача Stм, м/мин |
||||||||||
|
32 |
0,03 |
4,73 |
3,99 |
3,29 |
- |
- |
- |
- |
- |
|
|
0,05 |
5,92 |
4,99 |
4,11 |
- |
- |
- |
- |
- |
||
|
> 0,05 |
7,40 |
6,24 |
5,14 |
- |
- |
- |
- |
- |
||
|
50 |
0,03 |
3,43 |
2,91 |
2,39 |
1,69 |
- |
- |
- |
- |
|
|
0,05 |
4,29 |
3,64 |
2,99 |
2,12 |
- |
- |
- |
- |
||
|
> 0,05 |
5,37 |
4,55 |
3,74 |
2,65 |
- |
- |
- |
- |
||
|
80 |
0,03 |
3,12 |
2,70 |
2,18 |
1,56 |
1,35 |
- |
- |
- |
|
|
0,05 |
3,90 |
3,38 |
2,73 |
1,95 |
1,69 |
- |
- |
- |
||
|
> 0,05 |
4,88 |
4,23 |
3,42 |
2,42 |
2,12 |
- |
- |
- |
||
|
125 |
0,03 |
2,29 |
1,94 |
1,61 |
1,14 |
0,99 |
0,70 |
- |
- |
|
|
0,05 |
2,86 |
2,42 |
2,02 |
1,43 |
1,24 |
0,88 |
- |
- |
||
|
> 0,05 |
3,58 |
3,03 |
2,52 |
1,79 |
1,55 |
1,11 |
- |
- |
||
|
200 |
0,03 |
1,66 |
1,43 |
1,17 |
0,83 |
0,72 |
0,52 |
0,46 |
0,39 |
|
|
0,05 |
2,08 |
1,79 |
1,46 |
1,04 |
0,90 |
0,65 |
0,57 |
0,48 |
||
|
> 0,05 |
2,60 |
2,25 |
1,82 |
1,30 |
1,12 |
0,82 |
0,72 |
0,60 |
||
III. Поправочный коэффициент на минутную продольную подачу Stм в зависимости от припуска (см. Приложение 3).
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на минутную поперечную подачу в зависимости от твердости круга (см. Приложение 1, лист 1).
Приложение 9
Шлифование диаметра и торца (совместно) на торце-круглошлифовальных станках
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование диаметра и торца (совместно) на торце-круглошлифовальных станках |
|||||||||
|
Приложение 9 |
||||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
||||||||
|
6,3 |
8 |
10 |
16 |
25 |
40 |
50 |
63 |
|||
|
Минутная продольная подача Stм, м/мин |
||||||||||
|
32 |
0,03 |
4,73 |
3,99 |
3,29 |
- |
- |
- |
- |
- |
|
|
0,05 |
5,92 |
4,99 |
4,11 |
- |
- |
- |
- |
- |
||
|
> 0,05 |
7,40 |
6,24 |
5,14 |
- |
- |
- |
- |
- |
||
|
50 |
0,03 |
3,43 |
2,91 |
2,39 |
1,69 |
- |
- |
- |
- |
|
|
0,05 |
4,29 |
3,64 |
2,99 |
2,12 |
- |
- |
- |
- |
||
|
> 0,05 |
5,37 |
4,55 |
3,74 |
2,65 |
- |
- |
- |
- |
||
|
80 |
0,03 |
3,12 |
2,70 |
2,18 |
1,56 |
1,35 |
- |
- |
- |
|
|
0,05 |
3,90 |
3,38 |
2,73 |
1,95 |
1,69 |
- |
- |
- |
||
|
> 0,05 |
4,88 |
4,23 |
3,42 |
2,42 |
2,12 |
- |
- |
- |
||
|
125 |
0,03 |
2,29 |
1,94 |
1,61 |
1,14 |
0,99 |
0,70 |
- |
- |
|
|
0,05 |
2,86 |
2,42 |
2,02 |
1,43 |
1,24 |
0,88 |
- |
- |
||
|
> 0,05 |
3,58 |
3,03 |
2,52 |
1,79 |
1,55 |
1,11 |
- |
- |
||
|
200 |
0,03 |
1,66 |
1,43 |
1,17 |
0,83 |
0,72 |
0,52 |
0,46 |
0,39 |
|
|
0,05 |
2,08 |
1,79 |
1,46 |
1,04 |
0,90 |
0,65 |
0,57 |
0,48 |
||
|
> 0,05 |
2,60 |
2,25 |
1,82 |
1,30 |
1,12 |
0,82 |
0,72 |
0,60 |
||
III. Поправочный коэффициент на минутную продольную подачу Stм в зависимости от припуска
|
Припуск П, мм |
0,12 |
0,17 |
0,25 |
0,35 |
0,5 |
|
Коэффициент Kst |
0,5 |
0,63 |
0,80 |
1,0 |
1,25 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на минутную поперечную подачу в зависимости от твердости круга (см. Приложение 1, лист 1).
Пересчет продольной подачи по торцу или радиальной подачи по диаметру, соответствующие неполным штучным временам по картам 7, лист 1 - 3 и 14 в угловую подачу, настраиваемую на станке, производится по формуле Stмα = Stм · sin α.
Приложение 10
Бесцентровое врезное шлифование
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Бесцентровое врезное шлифование |
|
Приложение 10, лист 1 |
I. Характеристика шлифовального круга
|
Скорость круга, м/с |
Шероховатость поверхности, мкм, до |
Стали конструкционные (углеродистые и легированные) |
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие |
Чугуны и бронзы |
||
|
HRC < 30 |
HRC 30 ... 50 |
HRC > 50 |
||||
|
35 |
Rz 20 |
14А, 50 СТ1 6-7 К |
14А 50 С2 6-7 К |
25А, 14А 50 С1 6-7 К |
25А 50 С1 6-7 К |
54С, 14А 50 С1 6 К |
|
Ra 2,5 |
14А, 40-50 СТ1 6 К |
14А, 40-50 С2 6 К |
25А, 14А 40-50 С1 6 К |
25А, 40-50 С1 6 К |
54С, 14А 40-50 С1 6 К |
|
|
1,25 |
14А, 40 СТ1 6-5 К |
14А, 40 СТ1 6-5 К |
25А, 14А 40 С2 6-5 К |
25А 40 С2 6-5 К |
54С, 14А 40 С2 6 К |
|
|
0,63 |
14А 16-25 СТ2 5 К |
14А 16-25 СТ1 5 К |
25А, 14А 16-25 С2 5 К |
25А, 44А 16-25 С2 5 К |
54С, 14А 16-25 С2 6 К |
|
|
60 |
Rz 20 |
25А 50 С2 6-7 К |
25А 50 С1 6-7 К |
25А 50 СМ2 6-7 К |
- |
54С, 14А 50 СМ2 6 К |
|
Ra 2,5 |
25А 40-50 С2 6 К |
25А 40-50 С2 6 К |
25А 40-50 СМ2 6 К |
- |
54С, 14А 40-50 СМ2 6 К |
|
|
1,25 |
25А 40 С2 6-5 К |
25А 40 С2 6-5 К |
25А 40 С1 6-5 К |
- |
54С, 14А 40 С1 6 К |
|
|
0,63 |
25A 40 CT1 5-6 К |
25А 16-25 СТ2 5 К |
25А 16-25 С2 5 К |
- |
54С, 14А 16-25 С2 6 К |
|
Примечания
1. Таблицы режимов резания составлены для кругов твердости С1 - С2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножать на K1 = 1,1, а для более твердых кругов - на K1 = 0,85.
2. При шлифовании поверхностей с галтелями твердость кругов увеличивать на 1 ... 2 степени, вводя соответствующую поправку на Stx, Sм.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Бесцентровое врезное шлифование |
|
Приложение 10, лист 2 |
II. Режимы резания
|
Диаметр шлифования D, мм, до |
Квалитет |
Длина шлифования Lд, мм, до |
|||||
|
32 |
40 |
50 |
63 |
80 |
100 и выше |
||
|
Минутная поперечная подача Stм, мм/мин |
|||||||
|
16 |
5 ... 7 |
3,20 |
2,70 |
2,30 |
1,95 |
1,65 |
1,20 |
|
8 ... 9 |
4,99 |
4,21 |
3,59 |
3,04 |
2,57 |
1,87 |
|
|
> 9 |
6,24 |
5,27 |
4,49 |
3,80 |
3,22 |
2,34 |
|
|
25 |
5 ... 7 |
2,55 |
2,15 |
1,82 |
1,55 |
1,30 |
0,96 |
|
8 ... 9 |
3,98 |
3,35 |
2,84 |
2,42 |
2,03 |
1,50 |
|
|
> 9 |
4,97 |
4,19 |
3,55 |
3,02 |
2,54 |
1,87 |
|
|
40 |
5 ... 7 |
2,01 |
1,70 |
1,45 |
1,25 |
1,05 |
0,77 |
|
8 ... 9 |
3,14 |
2,65 |
2,26 |
1,95 |
1,64 |
1,20 |
|
|
> 9 |
3,92 |
3,32 |
2,83 |
2,44 |
2,05 |
1,50 |
|
|
63 |
5 ... 7 |
1,62 |
1,37 |
1,17 |
1,00 |
0,84 |
0,62 |
|
8 ... 9 |
2,53 |
2,14 |
1,83 |
1,56 |
1,31 |
0,97 |
|
|
> 9 |
3,16 |
2,68 |
2,28 |
1,95 |
1,64 |
1,21 |
|
|
100 |
5 ... 7 |
1,30 |
1,10 |
0,94 |
0,80 |
0,67 |
0,49 |
|
8 ... 9 |
2,03 |
1,72 |
1,47 |
1,25 |
1,05 |
0,76 |
|
|
> 9 |
2,54 |
2,15 |
1,83 |
1,56 |
1,31 |
0,96 |
|
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Бесцентровое врезное шлифование |
|
Приложение 10, лист 3 |
II. Режимы резания
|
Диаметр шлифования dд, мм, до |
Квалитет |
Длина шлифования Lд, мм, до |
|||||
|
32 |
40 |
50 |
63 |
80 |
100 и выше |
||
|
Минутная поперечная подача Stм, мм/мин |
|||||||
|
160 |
5 ... 7 |
1,03 |
0,88 |
0,76 |
0,64 |
0,54 |
0,39 |
|
8 ... 9 |
1,61 |
1,37 |
1,19 |
0,99 |
0,84 |
0,62 |
|
|
> 9 |
2,01 |
1,72 |
1,48 |
1,25 |
1,05 |
0,77 |
|
III. Поправочный коэффициент на минутную поперечную подачу в зависимости от припуска
|
Припуск 2П, мм |
0,15 |
0,3 |
0,5 |
0,7 |
1,0 |
|
Коэффициент Kst |
0,61 |
0,8 |
1,0 |
127 |
1,6 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент в зависимости от твердости круга (см. Приложение 10, лист 1).
Приложение 11
Бесцентровое шлифование с продольной подачей
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Бесцентровое шлифование с продольной подачей |
|
Приложение 11, лист 1 |
I. Характеристика шлифовального круга
|
Скорость круга, м/с |
Шероховатость поверхности, мкм, до |
Стали конструкционные (углеродистые и легированные) |
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие |
Чугуны и бронзы |
||
|
HRC < 30 |
HRC 30 ... 50 |
HRC > 50 |
||||
|
35 |
Rz 20 |
14А, 50 С2 6-7 К |
14А 50 С1 6-7 К |
25А, 14А 50 СМ2 6-7 К |
25А 50 СМ2 6-7 К |
54С, 14А 50 СМ2 6 К |
|
Ra 2,5 |
14А, 40-50 СТ2 6 К |
14А, 40-50 С1 6 К |
25А, 14А 40-50 СМ2 6 К |
25А, 40-50 СМ2 6 К |
54С, 14А 40-50 СМ2 6 К |
|
|
1,25 |
14А, 40 СТ1 6-5 К |
14А, 40 С2 6-5 К |
25А, 14А 40 С1 6-5 К |
25А 40 С1 6-5 К |
54С, 14А 40 С1 6 К |
|
|
0,63 |
14А 16-25 СТ2 5 К |
14А 16-25 СТ1 5 К |
25А, 14А 16-25 С2 5 К |
25А, 44А 16-25 С1 5 К |
54С, 14А 16-25 С2 6 К |
|
|
60 |
Rz 20 |
25А 50 С2 6-7 К |
25А 50 СМ2 6-7 К |
25A 50 CM2 6-7 К |
- |
54С, 14А 50 СМ2 6 К |
|
Ra 2,5 |
25А 40-50 С2 6 К |
25А 40-50 СМ2 6 К |
25А 40-50 СМ2 6 К |
- |
54С, 14А 40-50 СМ2 6 К |
|
|
1,25 |
25А 40 С2 6-5 К |
25А 40 С1 6-5 К |
25А 40 С1 6-5 К |
- |
54С, 14А 40 С1 6 К |
|
|
0,63 |
25А 16-25 СТ1 5 К |
25А 16-25 С2 5 К |
25А 16-25 С1 5 К |
- |
54С, 14А 16-25 С2 6 К |
|
Примечания:
1. Таблицы режимов резания составлены для кругов твердости С1 - С2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножать на K1 = 1,1, а для более твердых кругов - на K1 = 0,85.
2. Характеристика ведущего круга: электрокорунд марки 14А 16 ВТ1 3-4 К или алюминий марки АЛ9.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Бесцентровое шлифование с продольной подачей |
|
Приложение 11, лист 2 |
III. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Квалитет после токарной обработки |
Квалитет после предварительного шлифования |
||||||||||
|
5 |
6 ... 7 |
8 ... 9 |
9 |
5 |
6 ... 7 |
||||||||
|
Продольная минутная подача Sм, мм/мин, и число проходов, i |
|||||||||||||
|
i |
Sм |
i |
Sм |
i |
Sм |
i |
Sм |
i |
Sм |
i |
Sм |
||
|
16 |
0,15 |
1 |
1100 |
1 |
1410 |
- |
- |
- |
- |
1 |
1380 |
1 |
1650 |
|
0,3 |
2 |
1770 |
1 |
1130 |
1 |
1540 |
1 |
1980 |
1 |
1130 |
1 |
1320 |
|
|
0,5 |
2 |
1450 |
2 |
1860 |
2 |
2480 |
1 |
1570 |
- |
- |
- |
- |
|
|
0,7 |
3 |
1530 |
2 |
1320 |
2 |
2040 |
1 |
1270 |
- |
- |
- |
- |
|
|
25 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
1100 |
1 |
1290 |
|
0,3 |
2 |
1410 |
1 |
880 |
1 |
1190 |
1 |
1540 |
1 |
880 |
1 |
1050 |
|
|
0,5 |
2 |
1140 |
2 |
1470 |
2 |
1910 |
1 |
1230 |
- |
- |
- |
- |
|
|
0,7 |
3 |
1380 |
2 |
1170 |
2 |
1580 |
1 |
990 |
- |
- |
- |
- |
|
|
40 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
860 |
1 |
1020 |
|
0,3 |
2 |
1100 |
1 |
700 |
1 |
920 |
1 |
1290 |
2 |
700 |
1 |
850 |
|
|
0,5 |
3 |
1340 |
2 |
1160 |
2 |
1500 |
1 |
970 |
- |
- |
- |
- |
|
|
0,7 |
3 |
1100 |
2 |
910 |
2 |
1230 |
2 |
1560 |
- |
- |
- |
- |
|
|
63 |
0,3 |
2 |
880 |
2 |
1100 |
2 |
1450 |
1 |
935 |
2 |
1100 |
2 |
1320 |
|
0,5 |
3 |
1050 |
2 |
920 |
2 |
1190 |
2 |
1500 |
2 |
880 |
2 |
1050 |
|
|
0,7 |
4 |
1140 |
2 |
1090 |
2 |
990 |
2 |
1230 |
- |
- |
- |
- |
|
|
100 |
0,3 |
3 |
1020 |
2 |
860 |
2 |
1120 |
2 |
1450 |
2 |
850 |
2 |
1010 |
|
0,5 |
4 |
1100 |
2 |
1080 |
2 |
910 |
2 |
1170 |
3 |
1020 |
2 |
810 |
|
|
0,7 |
4 |
905 |
3 |
860 |
3 |
1150 |
2 |
950 |
- |
- |
- |
- |
|
|
1,0 |
5 |
800 |
5 |
1020 |
3 |
825 |
3 |
1020 |
- |
- |
- |
- |
|
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Бесцентровое шлифование с продольной подачей |
|
Приложение 11, лист 3 |
II. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Припуск на диаметр 2П, мм, до |
Квалитет после токарной обработки |
Квалитет после предварительного шлифования |
||||||||||
|
5 |
6 ... 7 |
8 ... 9 |
9 |
5 |
6 ... 7 |
||||||||
|
Продольная минутная подача Sм, мм/мин, и число проходов, i |
|||||||||||||
|
i |
Sм |
i |
Sм |
i |
Sм |
i |
Sм |
i |
Sм |
i |
Sм |
||
|
160 |
0,3 |
3 |
825 |
3 |
1020 |
2 |
880 |
2 |
1140 |
3 |
990 |
3 |
1180 |
|
0,5 |
4 |
880 |
3 |
855 |
3 |
1100 |
2 |
920 |
4 |
1080 |
3 |
960 |
|
|
0,7 |
5 |
880 |
4 |
900 |
3 |
890 |
3 |
1120 |
- |
- |
- |
- |
|
|
1,0 |
6 |
860 |
5 |
910 |
4 |
990 |
3 |
920 |
- |
- |
- |
- |
|
Примечание. При черновом шлифовании заготовки из прутка с повышенными (до 1,0 мм) припусками, режимы резания следует устанавливать по II квалитету для 2П = 0,7 мм с прибавлением 1 ... 2 дополнительных проходов.
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент в зависимости от твердости круга (см. Приложение 11, лист 1).
Приложение 12
Внутреннее шлифование
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Внутреннее шлифование |
|
Приложение 12, лист 1 |
I. Характеристика шлифовального круга
|
Шероховатость поверхности, мкм, до |
Стали конструкционные (углеродистые в легированные) |
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие |
Чугуны и бронзы |
||
|
HRC < 30 |
HRC 30 ... 50 |
HRC > 50 |
|||
|
Rz 20 |
25А 50 С1 6-7 К |
25А 50 СМ2 6-7 К |
25А 50 СМ2 6-7 К |
25А 50 СМ1 6-7 К |
54С, 14А 50 СМ1 6-7 К |
|
Ra 2,5 |
25А 40 С2 6 К |
25А 40 С1 6 К |
25А 40 СМ2 6 К |
25А 40 СМ2 6 К |
54С, 14А 40 СМ2 6 К |
|
1,25 |
25А 25 С2 6-5 К |
25А 25 С2 6-5 К |
25А 25 С1 6-5 К |
44A 25 С1 6-5 K |
54С, 14A 25 CM2 6-5 К |
|
0,63 |
25А 16 СТ1 5 К |
25А 16 С2 5 К |
25А 16С2 5 К |
44А 16 С1 5 К |
54С, 14А 16 С1 5 К |
Примечания:
1. Таблицы режимов резания составлены для кругов твердости С1 - С2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножаются на K1 = 1,1, а для более твердых кругов - на K1 = 0,85.
2. При шлифовании поверхностей с галтелями твердость круга увеличивать на 1 ... 2 степени.
3. Диаметр шлифовального круга выбирается из условия отношение диаметра круга к диаметру шлифуемого отверстия 0,8 ... 0,9 для отверстий <80 мм.
4. При ширине круга до 200 мм число проходов увеличить для нержавеющих сталей на 1 проход для быстрорежущих сталей на 2 ... 4 прохода.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Внутреннее шлифование |
|
Приложение 12, лист 2 |
II. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Квалитет |
Ширина круга Bк, мм, до |
|||||||
|
16 |
25 |
40 |
63 |
||||||
|
Sм |
Stдв.х |
Sм |
Stдв.х |
Sм |
Stдв.х |
Sм |
Stдв.х |
||
|
16 |
7 |
2830 |
0,006 |
- |
- |
- |
- |
- |
- |
|
8 |
0,0075 |
||||||||
|
9 |
0,0094 |
||||||||
|
> 10 |
0,0117 |
||||||||
|
25 |
7 |
2570 |
0,006 |
4120 |
0,005 |
- |
- |
- |
- |
|
8 |
0,0075 |
0,0063 |
|||||||
|
9 |
0,0094 |
0,0078 |
|||||||
|
> 10 |
0,0117 |
0,0098 |
|||||||
|
401 |
7 |
2350 |
0,006 |
3800 |
0,005 |
6190 |
0,004 |
- |
- |
|
8 |
0,0075 |
0,0063 |
0,005 |
||||||
|
9 |
0,0094 |
0,0078 |
0,006 |
||||||
|
> 10 |
0,0117 |
0,0098 |
0,0078 |
||||||
|
63 |
7 |
2360 |
0,005 |
3500 |
0,005 |
5690 |
0,004 |
9880 |
0,003 |
|
8 |
0,0063 |
0,0063 |
0,005 |
0,0038 |
|||||
|
9 |
0,0078 |
0,0078 |
0,006 |
0,0047 |
|||||
|
> 10 |
0,0098 |
0,0098 |
0,0078 |
0,0059 |
|||||
|
100 |
7 |
- |
- |
3170 |
0,005 |
5150 |
0,004 |
8950 |
0,003 |
|
8 |
0,0063 |
0,005 |
0,0038 |
||||||
|
9 |
0,0078 |
0,006 |
0,0047 |
||||||
|
> 10 |
0,0098 |
0,0078 |
0,0059 |
||||||
|
160 |
7 |
- |
- |
- |
- |
4750 |
0,004 |
8320 |
0,003 |
|
8 |
0,005 |
0,0038 |
|||||||
|
9 |
0,006 |
0,0047 |
|||||||
|
> 10 |
0,0078 |
0,0059 |
|||||||
|
ХАРАКТЕРИСТИКИ ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Внутреннее шлифование |
|
Приложение 12, лист 3 |
II. Режимы резания
|
Диаметр шлифования Dд, мм, до |
Квалитет |
Ширина круга Вк, мм до |
|||||||
|
16 |
25 |
40 |
63 |
||||||
|
Sм |
Stдв.х |
Sм |
Stдв.х |
Sм |
Stдв.х |
Sм |
Stдв.х |
||
|
250 |
7 |
- |
- |
- |
- |
4310 |
0,004 |
7470 |
0,003 |
|
8 |
0,005 |
0,0038 |
|||||||
|
9 |
0,006 |
0,0047 |
|||||||
|
> 10 |
0,0078 |
0,0059 |
|||||||
|
420 |
7 |
- |
- |
- |
- |
3900 |
0,004 |
6790 |
0,003 |
|
8 |
0,005 |
0,0038 |
|||||||
|
9 |
0,006 |
0,0047 |
|||||||
|
> 10 |
0,0078 |
0,0059 |
|||||||
|
500 |
7 |
- |
- |
- |
- |
3710 |
0,004 |
6460 |
0,003 |
|
8 |
0,005 |
0,0038 |
|||||||
|
9 |
0,006 |
0,0047 |
|||||||
|
> 10 |
0,0078 |
0,0059 |
|||||||
III. Поправочный коэффициент Kst на поперечную подачу на двойной ход шпинделя в зависимости от припуска
|
Припуск 2П, мм |
0,3 |
0,5 |
0,7 |
1,0 |
|
Коэффициент Kst |
0,87 |
1,0 |
1,15 |
1,35 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на поперечную подачу на двойной ход стола в зависимости от твердости круга (см. Приложение 12, лист 1).
Приложение 13
Шлифование торцов на внутришлифовальных станках
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование торцов на внутришлифовальных станках |
||||||||
|
Приложение 13 |
|||||||||
|
Наибольший диаметр шлифования Dд, мм, до |
Точность, мм |
Длина шлифования Lд, мм, до |
|||||||
|
8 |
12,5 |
16 |
20 |
25 |
32 |
50 |
|||
|
Минутная подача Stм, мм/мин |
|||||||||
|
63 |
0,03 |
0,83 |
0,66 |
0,58 |
- |
- |
- |
- |
|
|
0,05 |
1,04 |
0,82 |
0,72 |
- |
- |
- |
- |
||
|
> 0,05 |
1,30 |
1,03 |
0,90 |
- |
- |
- |
- |
||
|
100 |
0,03 |
0,59 |
0,46 |
0,41 |
0,37 |
0,32 |
- |
- |
|
|
0,05 |
0,74 |
0,58 |
0,51 |
0,46 |
0,40 |
- |
- |
||
|
> 0,05 |
0,93 |
0,73 |
0,64 |
0,58 |
0,50 |
- |
- |
||
|
160 |
0,03 |
0,42 |
0,34 |
0,30 |
0,27 |
0,23 |
0,20 |
0,17 |
|
|
0,05 |
0,53 |
0,43 |
0,38 |
0,33 |
0,29 |
0,25 |
0,21 |
||
|
> 0,05 |
0,66 |
0,54 |
0,48 |
0,42 |
0,36 |
0,32 |
0,26 |
||
|
200 |
0,03 |
0,36 |
0,29 |
0,26 |
0,23 |
0,19 |
0,17 |
0,14 |
|
|
0,05 |
0,45 |
0,36 |
0,32 |
0,28 |
0,24 |
0,21 |
0,17 |
||
|
> 0,05 |
0,56 |
0,45 |
0,40 |
0,36 |
0,51 |
0,27 |
0,22 |
||
III. Поправочный коэффициент Kst на минутную подачу в зависимости от припуска
|
Припуск П, мм |
0,17 |
0,25 |
0,35 |
0,5 |
|
Коэффициент Kst |
0,65 |
0,8 |
1,0 |
1,25 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент на поперечную минутную подачу в зависимости от твердости круга (см. Приложение 12, лист 1).
Приложение 14
Плоское шлифование периферией круга
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Плоское шлифование периферией круга |
|
Приложение 14, лист 1 |
I. Характеристика шлифовального круга
|
Шероховатость поверхности, мкм, до |
Стали конструкционные (углеродистые и легированные) |
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие |
Чугуны и бронзы |
||
|
HRC < 30 |
HRC 30 ... 50 |
HRC > 50 |
|||
|
Rz 20 |
14А 50 СМ2 6-7 К |
14А 50 СМ2 6-7 К |
14A 50 CM1 6-7 К |
25А 50 СМ1 6-7 К |
54С, 14А 50 СМ2 6 К |
|
Ra 2,5 |
14А 40 СМ2 6-7 К |
14А 40 СМ2 6-7 К |
14А 40 СМ1 6-7 К |
25А 40 М3 6-7 К |
54С, 14A 40 CM2 6 К |
|
1,25 |
14A 25 C1 6-7 К |
14А 25 С1 6-7 К |
14А 25 СМ2 6-7 К |
25А 25 М3 6-7 К |
54С, 14A 25 C1 6 К |
|
0,63 |
14А 16 С2 6-7 К |
14А 16 С1 6-7 К |
14А 16 СМ2 6-7 К |
25А 16 СМ1 6-7 К |
54С, 14А 16 С1 6 К |
Примечания:
1. Таблицы режимов резания составлены для кругов твердости СМ1 - СМ2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножаются на K1 = 1,1, а для более твердых кругов - на K1 = 0,85.
2. При шлифовании пазов твердость круга увеличивать на 1 ... 2 степени.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Плоское шлифование периферией круга на станках с прямоугольным столом |
|
Приложение 14, лист 2 |
II. Режимы резания
|
Шероховатость поверхности |
Ширина шлифовального круга Bк, мм |
|||||
|
32 |
40 |
50 |
63 |
80 |
100 |
|
|
Поперечная подача на ход стола So, мм/ход |
||||||
|
Rz 20 ... 2,5 |
19,0 |
24,0 |
30,0 |
38,0 |
48,0 |
55,0 |
|
1,25 ... 0,63 |
8 |
10 |
12,5 |
16 |
20 |
25 |
|
Обрабатываемый материал и твердость, HRC, до |
Скорость детали Vд, м/мин |
Поперечная подача на ход So, мм/ход |
|||||||
|
8 |
12 |
18 |
27 |
38 |
55 |
||||
|
Подача на глубину на проход Sto, мм/ход |
|||||||||
|
Чугуны |
5 |
0,187 |
0,125 |
0,085 |
0,056 |
0,040 |
0,027 |
||
|
Стали конструкционные углеродистые и легированные |
32 |
8 |
0,12 |
0,082 |
0,054 |
0,036 |
0,026 |
0,018 |
|
|
48 |
12 |
0,078 |
0,052 |
0,034 |
0,023 |
0,016 |
0,011 |
||
|
56 |
16 |
0,062 |
0,041 |
0,027 |
0,018 |
0,014 |
0,009 |
||
|
Стали жаропрочные, нержавеющие и быстрорежущие |
25 |
0,048 |
0,032 |
0,022 |
0,015 |
0,010 |
0,007 |
||
III. Поправочный коэффициент Kst на подачу на глубину в зависимости от припуска
|
Припуск П, мм |
0,17 |
0,25 |
0,35 |
0,5 |
0,7 |
|
Коэффициент Kst |
0,50 |
0,63 |
0,8 |
1,0 |
1,25 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент в зависимости от твердости круга (см. Приложение 14, лист 1).
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Плоское шлифование периферией, круга на станках с круглым столом |
|
Приложение 14, лист 3 |
II. Режимы резания
|
Шероховатость поверхности |
Ширина шлифовального круга Bк, мм |
||||
|
32 |
40 |
50 |
63 |
80 |
|
|
Поперечная подача на оборот стола So, мм/об |
|||||
|
Rz 20 ... 2,5 |
19 |
24 |
30 |
38 |
48 |
|
1,25 ... 0,63 |
8 |
10 |
12,5 |
16 |
20 |
|
Обрабатываемый материал и твердость, HRC, до |
Скорость детали Vд, м/мин |
Поперечная подача на оборот стола So, мм/об |
||||||
|
8 |
12 |
18 |
27 |
38 |
55 |
|||
|
Подача на глубину на оборот стола Sto, мм/об |
||||||||
|
Чугуны |
5 |
0,240 |
0,160 |
0,112 |
0,072 |
0,052 |
0,036 |
|
|
Стали конструкционные углеродистые и легированные |
32 |
8 |
0,192 |
0,128 |
0,089 |
0,058 |
0,042 |
0,028 |
|
48 |
12 |
0,124 |
0,082 |
0,055 |
0,037 |
0,026 |
0,018 |
|
|
56 |
16 |
0,096 |
0,064 |
0,043 |
0,029 |
0,020 |
0,014 |
|
|
Стали жаропрочные, нержавеющие и быстрорежущие |
25 |
0,062 |
0,042 |
0,027 |
0,018 |
0,013 |
0,009 |
|
|
32 |
0,048 |
0,032 |
0,021 |
0,014 |
0,010 |
0,007 |
||
III. Поправочный коэффициент Kst на подачу на глубину в зависимости от припуска
|
Припуск П, мм |
0,17 |
0,25 |
0,35 |
0,5 |
0,7 |
|
Коэффициент Kst |
0,5 |
0,63 |
0,8 |
1,0 |
1,25 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент в зависимости от твердости круга (см. приложение 14, лист 1).
K2 - поправочный коэффициент при работе с ручной поперечной подачей - 1,0; с автоматической подачей - 1,6.
Приложение 15
Плоское шлифование торцом круга
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Плоское шлифование торцом круга |
|
Приложение 15, лист 1 |
I. Характеристика шлифовального круга
|
Требуемая шероховатость получаемой поверхности, мкм, до |
Стали конструкционные (углеродистые и легированные) |
Стали жаропрочные нержавеющие и инструментальные быстрорежущие |
Чугуны и бронзы |
||
|
HRC < 30 |
HRC 30 ... 50 |
HRC > 50 |
|||
|
Rz 20 |
14А 50 СМ1 6-7 Б |
14А 50 СМ1 6-7 Б |
14А 50 СМ1 6-7 Б |
25А 50 СМ1 6-7 Б |
54С, 14А 50 СМ2 6 Б |
|
Ra 2,5 |
14А 40 СМ1 6-7 Б |
14А 40 СМ1 6-7 Б |
14А 10 СМ1 6-7 Б |
25А 40 СМ1 6-7 Б |
54С, 14А 40 СМ2 6 Б |
|
1,25 |
14А 25 СМ2 6-7 Б |
14А 25 СМ1 6-7 Б |
14А 25 СМ1 6-7 Б |
25А 25 СМ1 6-7 Б |
54С, 14А 25 С1 6 Б |
|
0,63 |
14А 25 СМ2 6-7 Б |
14А 25 СМ2 6-7 Б |
14А 25 СМ1 6-7 Б |
25А 25 СМ1 6-7 Б |
54С, 14А 25 С1 6 Б |
Примечания:
1. Таблицы режимов резания составлены для кругов твердости СМ1 - СМ2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножаются на K1 = 1,1, а для более твердых кругов - на K1 = 0,85.
2. При работе сегментными кругами твердость увеличивать на одну степень.
3. Для плоского двухстороннего шлифования на двухшпиндельных станках твердость кругов снижать на одну степень.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Плоское шлифование торцом круга на станках с прямоугольным столом |
|
Приложение 15, лист 2 |
II. Режимы резания
|
Обрабатываемый материал и твердость, HRC, до |
Скорость Vд, м/мин |
Точность, мм, до |
Приведенная ширина шлифования Bпр, мм, до |
|||||||
|
50 |
80 |
125 |
200 |
320 |
600 |
630 |
||||
|
Подача на глубину на ход Stx, мм/ход |
||||||||||
|
Чугуны |
5 |
0,03 |
0,046 |
0,036 |
0,029 |
0,023 |
0,018 |
0,015 |
0,013 |
|
|
0,05 |
0,057 |
0,045 |
0,036 |
0,029 |
0,023 |
0,018 |
0,016 |
|||
|
0,08 |
0,071 |
0,057 |
0,045 |
0,036 |
0,029 |
0,023 |
0,020 |
|||
|
Стали конструкционные, углеродистые и легированные |
32 |
8 |
0,03 |
0,029 |
0,023 |
0,018 |
0,014 |
0,011 |
0,009 |
0,008 |
|
0,05 |
0,036 |
0,029 |
0,023 |
0,018 |
0,014 |
0,011 |
0,010 |
|||
|
0,08 |
0,045 |
0,036 |
0,029 |
0,023 |
0,018 |
0,015 |
0,013 |
|||
|
48 |
12 |
0,03 |
0,018 |
0,014 |
0,011 |
0,009 |
0,007 |
0,006 |
0,005 |
|
|
0,05 |
0,023 |
0,018 |
0,014 |
0,011 |
0,009 |
0,007 |
0,006 |
|||
|
0,08 |
0,029 |
0,023 |
0,018 |
0,014 |
0,011 |
0,009 |
0,008 |
|||
|
56 |
16 |
0,03 |
0,014 |
0,011 |
0,009 |
0,007 |
0,005 |
0,004 |
0,004 |
|
|
0,05 |
0,018 |
0,014 |
0,011 |
0,009 |
0,007 |
0,006 |
0,005 |
|||
|
0,08 |
0,023 |
0,018 |
0,014 |
0,011 |
0,009 |
0,007 |
0,006 |
|||
|
Стали жаропрочные, нержавеющие и быстрорежущие |
25 |
0,03 |
0,009 |
0,007 |
0,005 |
0,004 |
0,003 |
0,002 |
0,002 |
|
|
0,05 |
0,011 |
0,009 |
0,007 |
0,005 |
0,004 |
0,003 |
0,003 |
|||
|
0,08 |
0,014 |
0,011 |
0,009 |
0,007 |
0,005 |
0,004 |
0,004 |
|||
![]()
где ΣFд - суммарная площадь шлифования, мм2;
Lх - длина хода стола, мм.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Плоское шлифование торцом круга на станках с прямоугольным столом |
|
Приложение 15, лист 3 |
III. Поправочный коэффициент Kst на подачу на глубину в зависимости от припуска
|
Припуск П, мм |
0,17 |
0,25 |
0,35 |
0,5 |
0,7 |
|
Коэффициент Kst |
0,5 |
0,63 |
0,8 |
1,0 |
1,25 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент в зависимости от твердости круга (см. Приложение 15, лист 1).
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Плоское шлифование торцом круга на станках с круглым столом |
|
Приложение 15, лист 4 |
II. Режимы резания
|
Обрабатываемый материал и твердость, HRC, до |
Скорость детали Vд, м/мин |
Приведенная ширина Bпр, мм, до |
|||||||
|
20 |
32 |
50 |
80 |
125 |
200 |
320 |
|||
|
Подача на глубину на оборот стола Sto, мм/об |
|||||||||
|
Чугуны |
8 |
0,090 |
0,070 |
0,056 |
0,045 |
0,036 |
0,028 |
0,022 |
|
|
Стали конструкционные, углеродистые и легированные |
48 |
12 |
0,058 |
0,045 |
0,036 |
0,028 |
0,022 |
0,018 |
0,014 |
|
60 |
16 |
0,045 |
0,036 |
0,028 |
0,022 |
0,018 |
0,014 |
0,011 |
|
|
160 |
25 |
0,028 |
0,022 |
0,018 |
0,014 |
0,011 |
0,009 |
0,007 |
|
|
Стали жаропрочные, нержавеющие и быстрорежущие |
32 |
0,022 |
0,018 |
0,014 |
0,011 |
0,009 |
0,007 |
0,005 |
|
|
40 |
0,018 |
0,014 |
0,011 |
0,009 |
0,007 |
0,005 |
0,004 |
||
![]()
где ΣFд - суммарная площадь шлифования, мм2.
III. Поправочный коэффициент Kst на подачу на глубину в зависимости от припуска
|
Припуск П, мм |
0,17 |
0,25 |
0,35 |
0,5 |
|
Коэффициент Kst |
0,5 |
0,63 |
0,8 |
1,0 |
Основное время рассчитывается по формуле:
![]()
где K1 - поправочный коэффициент в зависимости от твердости круга (см. Приложение 15, лист 1).
Приложение 16
Шлифование резьбы
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Шлифование резьбы |
|
Приложение 16, лист 1 |
I. Характеристика шлифовального круга
|
Обрабатываемый материал |
Вид обработки |
Шаг резьбы P, мм, до |
|||||
|
0,5 |
0,9 |
1,25 |
1,75 |
2,25 |
св. 2,25 |
||
|
Инструментальные, углеродистые и легированные стали |
Предварительное шлифование |
64С М28 |
64С 3 |
64С, 25А 4 |
25А 4-5 |
25А 5 |
25А 6-10 |
|
СТ1 - СТ2 |
С2 - СТ1 |
С1 |
С1 |
СМ2 |
CM1 |
||
|
8-9 К, Б |
8-9 К, Б |
8-9 К, Б |
8-9 К, Б |
8-9 К, Б |
8-9 К, Б |
||
|
Окончательное шлифование |
64С М20 |
64С М28 |
64С, 25А 3 |
25А 5-4 |
25А 5-4 |
25А 6-10 |
|
|
СТ2 - СТ3 |
СТ2 - СТ3 |
С2 |
С1 |
СМ2 |
СМ1 |
||
|
8-9 К, Б |
8-9 К Б |
8-9 К, Б |
8-9 К, Б |
8-9 К, Б |
8-9 К, Б |
||
Примечания:
1. При обработке незакаленной стали круг выбирается по твердости на одну степень выше.
2. При обработке быстрорежущей стали круг выбирается на одну степень ниже.
3. Многониточные круги принимаются на одну степень ниже по твердости.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Шлифование резьбы |
|
Приложение 16, лист 2 |
II. Режимы резания
|
Диаметр резьбы мм, до |
Вид шлифования |
||||||||
|
В сплошном металле |
По предварительно нарезанной резьбе |
||||||||
|
Шаг резьбы, мм, до |
|||||||||
|
1,0 |
1,26 |
1,5 |
1,5 |
2,0 |
3,0 |
4,0 |
6,0 |
6,0 |
|
|
Число проходов |
|||||||||
|
2 |
3 |
3 |
2 |
2 |
2 |
2 |
2 |
2 |
|
|
Число оборотов детали n, мин |
|||||||||
|
8 |
30 |
19 |
- |
- |
- |
- |
- |
- |
- |
|
10 |
24 |
17 |
15 |
30 |
- |
- |
- |
- |
- |
|
12 |
20 |
15 |
14 |
27 |
24 |
- |
- |
- |
- |
|
16 |
16 |
13,8 |
13,3 |
24 |
18,3 |
- |
- |
- |
- |
|
24 |
13,3 |
11 |
8 |
17 |
14,3 |
15,3 |
- |
- |
- |
|
30 |
12 |
8,3 |
7,4 |
14,8 |
13,3 |
14 |
- |
- |
- |
|
36 |
9,4 |
7,4 |
6,9 |
13,4 |
12 |
12,6 |
13,3 |
- |
- |
|
48 |
8 |
7 |
5,4 |
11,8 |
10 |
10,5 |
11 |
- |
- |
|
64 |
5,9 |
5 |
4,5 |
10 |
8,2 |
8,8 |
9 |
10 |
7,4 |
|
100 |
3,7 |
3,2 |
2,8 |
7 |
5,8 |
6,2 |
6,6 |
7 |
5,4 |
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Шлифование ходовых винтов |
|
Приложение 16, лист 3 |
II. Режимы резания
|
Шаг резьбы P, мм |
Получистовое шлифование |
Чистовое шлифование |
|||||
|
Припуск на сторону П, мм, до |
Число проходов i |
Скорость детали Vд, м/мин |
Припуск на сторону П, мм |
Число проходов i |
Скорость детали Vд, м/мин |
||
|
с подачей на глубину |
без подачи |
||||||
|
4 |
0,07 |
2 |
0,7 |
0,03 |
3 |
1 |
0,63 |
|
6 |
0,1 |
3 |
0,63 |
0,05 |
4 |
1 |
0,58 |
|
8 |
0,12 |
4 |
0,58 |
0,06 |
5 |
2 |
0,52 |
|
10 |
0,15 |
5 |
0,52 |
0,08 |
6 |
2 |
0,47 |
|
12 |
0,18 |
6 |
0,47 |
0,09 |
7 |
3 |
0,4 |
Приложение 17
Зубошлифование
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Зубошлифование |
|
Приложение 17, лист 1 |
I. Характеристика шлифовального круга
|
Модуль шестерни, m, мм |
Шероховатость поверхности Ra, мкм, до |
Стали конструкционные (углеродистые и легированные) |
Стали жаропрочные и нержавеющие |
||
|
HRC < 30 |
HRC 30 ... 50 |
HRC > 50 |
|||
|
Рекомендуемая характеристика круга |
|||||
|
< 3 |
2,5 |
25А 25 С1 8-9 К* |
25А 25 СМ2 8-9 К |
25А 25 СМ2 8-9 К |
25А 25 СМ1 8-9 К |
|
1,25 |
44А, 16 С1 8-9 К* |
44 А, 16 СМ2 8-9 К |
44А, 16 СМ2 8-9 К |
44А, 16 CM1 8-9 К |
|
|
0,63 |
44А, 12 С1 8-9 К* |
44 А, 12 СМ2 8-9 К |
44А, 12 СМ2 8-9 К |
44А, 12 СМ1 8-9 К |
|
|
> 3 |
2,5 |
25А 40 С1 8-9 К* |
25А 40 СМ2 8-9 К |
25А 40 СМ1 8-9 К |
25А 40 СМ1 8-9 К |
|
1,25 |
44А, 25 С1 8-9 К* |
44А, 25 СМ2 8-9 К |
44А, 25 СМ1 8-9 К |
44А, 25 СМ1 8-9 К |
|
|
0,63 |
44А, 25 С1 8-9 К* |
44А, 25 СМ2 8-9 К |
44А, 25 СМ1 8-9 К |
44А, 25 СМ1 8-9 К |
|
* Рекомендуется пропитка бакелитом.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Зубошлифование обкаткой дисковым коническим кругом |
|
Приложение 17, лист 2 |
II. Режимы резания
1. Число проходов i, глубина шлифования t, подача обкатки на двойной ход ползуна Sдв.х
|
Модуль зуба m, мм, до |
Припуск на сторону по делительной окружности П, мм, до |
Наименование и количество проходов |
Глубина шлифования по делительной окружности за один проход t, мм |
Число зубьев колеса, z, до |
|||
|
25 |
60 |
св. 60 |
|||||
|
Подача обкатки на двойной ход ползуна Sдв.х, мм |
|||||||
|
2 |
0,12 - 0,16 |
Черновые i1 |
1 |
0,07 - 0,10 |
1,35 |
1,58 |
2,03 |
|
Получистовые i2 |
1 |
0,03 - 0,04 |
1,35 |
1,58 |
2,03 |
||
|
Чистовые i3 |
1 |
0,02 |
0,6 |
0,7 |
0,9 |
||
|
4 |
0,16 - 0,20 |
Черновые i1 |
1 |
0,07 - 0,10 |
1,69 |
1,8 |
2,25 |
|
Получистовые i2 |
1 |
0,04 - 0,05 |
1,69 |
1,8 |
2,25 |
||
|
Чистовые i3 |
1 |
0,02 |
0,75 |
0,8 |
1,0 |
||
|
6 |
0,20 - 0,25 |
Черновые i1 |
2 |
0,07 - 0,09 |
1,9 |
2,03 |
2,48 |
|
Получистовые i2 |
1 |
0,04 - 0,05 |
1,9 |
2,03 |
2,48 |
||
|
Чистовые i3 |
1 |
0,02 |
1,85 |
0,9 |
1,1 |
||
|
св. 6 |
0,25 - 0,30 |
Черновые i1 |
3 |
0,07 - 0,08 |
2,25 |
2,48 |
2,7 |
|
Получистовые i2 |
1 |
0,04 - 0,05 |
2,25 |
2,48 |
2,7 |
||
|
Чистовые i3 |
|
0,02 |
1,0 |
1,1 |
1,2 |
||
III. Поправочные коэффициенты на Sдв.х в зависимости от длины зуба
|
Длина зуба мм, до |
100 |
125 |
160 |
180 |
250 |
320 |
|
Коэффициент Sдв.х |
1,0 |
0,95 |
0,80 |
0,75 |
0,7 |
0,65 |
Примечания:
1. При повышенных требованиях к точности зуба (5, 6 степень) рекомендуется производить один дополнительный проход с режимами чистового шлифования без подачи круга на глубину.
2. При шлифовании колес из легированных или цементированных сталей, закаленных до твердости HRC > 55, следует приведенные подачи обкатки принимать с коэффициентом 0,8.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Зубошлифование обкаткой дисковым, коническим кругом |
|
Приложение 17, лист 3 |
2. Длина хода каретки в направлении обката Lp.x, мм.
|
Модуль зуба m, мм, до |
Число зубьев колеса z, до |
|||
|
15 |
30 |
60 |
св. 60 |
|
|
Длина хода каретки Lp.x, мм |
||||
|
2 |
14 |
15,5 |
16,5 |
17,5 |
|
3 |
20 |
22 |
23,5 |
25 |
|
4 |
27 |
29 |
31 |
33 |
|
5 |
34 |
36 |
38 |
41 |
|
6 |
40 |
43 |
46 |
49 |
|
7 |
46 |
50 |
53 |
56 |
|
8 |
53 |
57 |
60 |
64 |
|
9 |
58 |
62 |
66 |
72 |
Длина хода каретки для косозубых колес определяется:
|
Угол наклона зуба колеса β, град |
15° |
Lp.x = Lp.x табл. + 0,28 B |
|
20° |
Lp.x = Lp.x табл. + 0,37 B |
|
|
30° |
Lp.x = Lp.x табл. + 58 B |
|
|
40° |
Lp.x = Lp.x табл. + 105 B |
3. Длина хода ползуна Bр.х и число двойных ходов n
|
Длина хода ползуна Bр.х мм, до |
20 |
30 |
50 |
70 |
90 |
св. 90 |
|
Число двойных ходов ползуна n, мин |
280 |
200 |
140 |
100 |
70 |
50 |
Длина хода ползуна определяется.
|
Для прямозубых колес |
Вр.х = В + (5 ... 10) |
|
|
Для косозубых колес (m = 2 ... 8) с углом наклона зуба β, град |
20° |
Вр.х = В · 1,06 + (10 ... 20) |
|
30° |
Вр.х = В · 1,16 + (10 ... 25) |
|
|
40° |
Вр.х = В · 1,41 + (15 ... 30) |
|
IV. Основное время рассчитывается по формуле:

где τ - время на вывод (отскок) круга и быстрый отвод 0,05 мин.
|
II. РЕЖИМЫ РЕЗАНИЯ |
Зубошлифование обкаткой двумя тарельчатыми кругами |
|
Приложение 17, лист 4 |
1. Число проходов i, глубина шлифования t, подача обкатки So
|
Модуль зуба m, мм, до |
Припуск на сторону по делительной окружности, Пд, мм |
Наименование и количество проходов |
Глубина шлифования по делительной окружности t, мм |
Подача на 1 ход So, мм |
|
|
3 |
0,125 |
Черновые |
1 |
0,07 |
4,7 |
|
Получистовые |
1 |
0,04 |
|||
|
Чистовые |
1 |
0,02 |
1,33 |
||
|
0,16 |
Черновые |
1 |
0,10 |
4,7 |
|
|
Получистовые |
1 |
0,04 |
|||
|
6 |
Чистовые |
1 |
0,02 |
1,33 |
|
|
0,20 |
Черновые |
2 |
0,075 |
4,7 |
|
|
Получистовые |
1 |
0,04 |
|||
|
Чистовые |
1 |
0,02 |
1,33 |
||
|
0,25 |
Черновые |
3 |
0,07 |
4,7 |
|
|
Получистовые |
1 |
0,04 |
|||
|
> 6 |
Чистовые |
1 |
0,02 |
1,33 |
|
|
0,3 |
Черновые |
3 |
0,08 |
4,7 |
|
|
Получистовые |
1 |
0,04 |
|||
|
Чистовые |
1 |
0,02 |
1,33 |
||
Примечания:
1. Для черновых проходов глубина шлифования задается на один ход ti (двухстороннее деление), для получистовых и чистовых проходов - на двойной ход (одностороннее деление).
2. Подача обкатки приводится для шероховатости поверхности Ra = 2,5 ... 1,25 мкм, при повышенных требованиях к шероховатости поверхности, Ra = 0,63 ... 0,32 мкм подачу обкатки So на чистовых проходах следует уменьшать до 1,0 мм.
3. При повышенных требованиях к точности зуба (5, 6 степень) рекомендуется производить один дополнительный проход с режимами чистового шлифования без подачи круга на глубину.
4. При шлифовании зубьев колес из легированных или цементированных сталей, закаленных до твердости HRC > 55, следует приведенные значения подач принимать с коэффициентом 0,8, а при шлифовании инструментальных сталей - с коэффициентом 0,5.
|
II. РЕЖИМЫ РЕЗАНИЯ |
Зубошлифование обкаткой двумя тарельчатыми кругами |
|
Приложение 17, лист 5 |
2. Длина перебега круга y
|
Диаметр шлифовального круга Dк, мм, до |
Модуль зуба m, мм, до |
|||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
|
|
Длина перебега круга на две стороны y, мм |
||||||||||
|
60 |
38 |
46 |
- |
- |
- |
- |
- |
- |
- |
- |
|
90 |
42 |
50 |
60 |
- |
- |
- |
- |
- |
- |
- |
|
165 |
60 |
72 |
80 |
88 |
96 |
100 |
106 |
112 |
116 |
124 |
|
200 |
68 |
82 |
92 |
102 |
110 |
116 |
124 |
130 |
136 |
146 |
|
225 |
72 |
86 |
97 |
107 |
116 |
123 |
130 |
138 |
144 |
154 |
|
250 |
76 |
90 |
102 |
112 |
122 |
130 |
138 |
146 |
152 |
164 |
|
275 |
80 |
94 |
108 |
117 |
128 |
136 |
146 |
152 |
160 |
172 |
3. Время на деление для обработки следующего зуба τд
|
Модель станка |
SS60, SS60X, HSS60 |
SS1/2Y; HSS1/2; SS30; SS30X; HSS |
||
|
Масса детали с оправкой, кг |
< 2 |
> 2 |
< 2 |
> 2 |
|
Время на деление на следующий зуб τд, мин |
0,02 |
0,03 |
0,015 |
0,02 |
4. Число обкатов nоб (число ходов каретки)
|
Модуль зуба m, мм до |
Число зубьев z, до |
|||
|
14 |
30 |
50 |
100 |
|
|
Число обкатов Ппя, мин |
||||
|
3 |
250 |
200 |
150 |
90 |
|
6 |
225 |
125 |
90 |
- |
|
> 6 |
150 |
90 |
- |
- |
III. Основное время (То) рассчитывается по формуле:

|
II. РЕЖИМЫ РЕЗАНИЯ |
Зубошлифование методом копирования |
|
Приложение 17, лист 6 |
1. Скорость движения стола Vд, число проходов i, глубина резания на двойной ход tдв.х
|
Модуль зуба m, мм |
Припуск на сторону по делительной окружности Пд, мм |
Скорость движения стола Vд, мм/мин |
Общее число проходов i* |
Глубина шлифования по делительной окружности tдв.х, мм/дв.ход |
||
|
Проходы |
||||||
|
Черновые |
Получистовые |
Чистовые |
||||
|
До 4 |
0,125 |
7 ... 10 |
7 |
0,03 ... 0,04 |
0,015 ... 0,02 |
0,005 ... 0,01 |
|
5 |
0,2 |
7 ... 10 |
9 |
|||
|
Более 5 |
0,3 |
7 ... 10 |
11 |
|||
* Число чистовых проходов 1 ... 2.
2. Длина перебега круга y
|
Диаметр шлифовального круга Dд, мм |
Модуль зуба m, мм |
|||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 и более |
|
|
Длина перебега круга y, мм |
||||||||
|
100 |
31 |
35 |
38 |
41 |
44 |
46 |
48 |
50 |
|
150 |
35 |
41 |
45 |
49 |
53 |
55 |
58 |
61 |
|
200 |
39 |
46 |
51 |
56 |
60 |
63 |
67 |
70 |
|
250 |
43 |
50 |
56 |
61 |
66 |
70 |
74 |
78 |
|
300 |
46 |
54 |
61 |
66 |
72 |
76 |
81 |
85 |
|
400 |
50 |
61 |
69 |
75 |
81 |
87 |
92 |
97 |
Примечания:
1. При повышенных требованиях к точности рекомендуется последние 1 ... 2 прохода производить без подачи.
2. При повышенных требованиях к шероховатости поверхности рекомендуется уменьшать скорость движения ползуна на 20 %.
3. При шлифовании зубьев колес из легированных или цементированных сталей, закаленных до твердости HRC > 55, следует приведенные значения скорости движения стола уменьшать на 20 %.
4. Для определения припуска и глубины шлифования в радиальном направлении следует приведенные по карте значения Пд и tдв.х умножать на K = 2,75 для зубчатых колес с углом зацепления 20° и K = 3,7 - для колес с углом зацепления 15°.
III. Основное время рассчитывается по формуле:
где 2 Bp.x = B + y, мм;
B - ширина зубчатого колеса, мм;
τд - время на переключение и деление, применяется по паспорту станка.
|
II. РЕЖИМЫ РЕЗАНИЯ |
Шлифование зубьев червячными кругами |
|
Приложение 17, лист 7 |
1. Выбор припуска и числа проходов
|
Модуль |
1 ... 1,75 |
2,0 ... 2,25 |
2,5 ... 3,0 |
3,5 ... 4,0 |
6 |
|
Припуск П, мм |
0,2 ... 0,25 |
0,25 ... 0,27 |
0,27 ... 0,33 |
0,33 ... 0,36 |
0,36 ... 0,4 |
|
Число черновых проходов i1 |
3 |
5 |
6 |
7 |
8 |
|
Число чистовых проходов i2 |
2 |
2 |
2 |
2 |
2 |
2. Выбор вертикальной подачи
|
Модуль |
1 ... 1,75 |
2,0 ... 2,25 |
2,5 ... 3,0 |
3,5 ... 4,0 |
4,5 ... 6,0 |
|
|
Вертикальная подача |
Черновая S1 |
1,1 |
1,2 |
1,3 |
1,5 |
1,8 |
|
Чистовая S2 |
0,35 |
0,4 |
0,4 |
0,4 |
0,4 |
|
III. Основное время, рассчитываемое по формуле:
![]()
где L - длина шлифования червяка с учетом перебега;
n - частота вращения детали.
Приложение 18
Шлифование шлицев
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Шлифование шлицев |
|
Приложение 18, лист 1 |
I. Характеристика шлифовального круга
|
Шероховатость поверхности Ra, мкм, до |
Твердость |
|
|
HRC 30 ... 50 |
HRC > 50 |
|
|
Рекомендуемая характеристика круга |
||
|
2,5 |
25А, 40 С1-С2 6-7 К |
25А, 40 СМ2 6-7 К |
|
1,25 |
25А, 25 С1-С2 6-7 К |
25А, 25 СМ2 6-7 К |
|
0,63 |
25А, 25-16 С1-С2 6-7 К |
25А, 25-16 СМ2 6-7 К |
Примечания:
1. При работе кругами на бакелитовой связке принимать твердость СТЗ-Т1.
2. Режимы шлифования, приведенные в картах, составлены для кругов твердости С1 - С2. При работе кругами иной твердости число проходов для более мягких кругов умножать на K1 = 1,1, а для более твердых - на K1 = 0,85.
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Шлифование шлицев |
|
Приложение 18, лист 2 |
II. Режимы резания
|
Диаметр шлицевого вала Dд, мм |
Припуск на сторону П, мм, до |
Твердость обрабатываемого материала HRC |
Скорость движения стола Vд, м/мин, до |
Число проходов i |
Глубина шлифования t, мм |
||
|
Проходы |
|||||||
|
Черновые |
Получистовые |
Чистовые Ra = 2,5 ... 0,63 мкм |
|||||
|
20 |
0,16 |
30 ... 50 |
10 |
7 ... 8 |
0,030 ... 0,043 |
0,010 ... 0,009 |
0,003 ... 0,002 |
|
> 50 |
16 |
8 ... 9 |
0,022 ... 0,034 |
0,008 ... 0,007 |
0,003 ... 0,002 |
||
|
40 |
0,20 |
30 ... 50 |
10 |
7 ... 8 |
0,032 ... 0,048 |
0,012 ... 0,010 |
0,004 ... 0,003 |
|
> 50 |
16 |
8 ... 10 |
0,024 ... 0,037 |
0,009 ... 0,008 |
0,004 ... 0,003 |
||
|
60 |
0,25 |
30 ... 50 |
10 |
8 ... 10 |
0,035 ... 0,054 |
0,014 ... 0,012 |
0,004 ... 0,003 |
|
> 50 |
16 |
10 ... 11 |
0,027 ... 0,042 |
0,010 ... 0,009 |
0,004 ... 0,003 |
||
|
80 |
0,32 |
30 ... 50 |
10 |
9 ... 10 |
0,040 ... 0,060 |
0,015 ... 0,013 |
0,005 ... 0,004 |
|
> 50 |
16 |
11 ... 12 |
0,030 ... 0,048 |
0,012 ... 0,010 |
0,004 ... 0,003 |
||
|
100 |
0,40 |
30 ... 50 |
10 |
10 ... 11 |
0,045 ... 0,068 |
0,017 ... 0,015 |
0,005 ... 0,004 |
|
> 50 |
16 |
12 ... 13 |
0,034 ... 0,053 |
0,013 ... 0,011 |
0,005 ... 0,004 |
||
|
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Шлифование шлицев |
|
Приложение 18, лист 3 |
II. Режимы резания
|
Диаметр шлицевого вала Dд, мм |
Припуск на сторону П, мм, до |
Твердость обрабатываемого материала HRC |
Скорость движения стола Vд, м/мин, до |
Число проходов i |
Глубина шлифования t, мм |
||
|
Проходы |
|||||||
|
Черновые |
Получистовые |
Чистовые Rв = 2,5 ... 0,63 мкм |
|||||
|
> 100 |
0,50 |
30 ... 50 |
10 |
11 ... 12 |
0,050 ... 0,076 |
0,019 ... 0,017 |
0,006 ... 0,005 |
|
> 50 |
16 |
13 ... 14 |
0,038 ... 0,060 |
0,015 ... 0013 |
0,006 ... 0,005 |
||
Примечания:
1. При повышенных требованиях к шероховатости поверхности (Ra = 0,63) и точности шага (допуск < 0,01 мм) рекомендуется производить два дополнительных прохода без подачи круга на глубину.
2. При раздельном шлифовании боковых сторон шлиц двумя дисковыми кругами ПП следует приведенное количество проходов уменьшить на один проход.
3. Режимы резания рассчитаны для шлифования шлиц с размером периметра по образующей профиля P - 16 мм. При длине периметра обработки P > 16 мм следует приведенное количество проходов увеличивать, а при длине P < 16 мм - уменьшать на один проход.
III. Основное время рассчитывается по формуле:
где τд - время на переключение и деление принимается по паспорту станка.
Приложение 19
Абразивная резка стальных заготовок вулканитовыми кругами
|
ХАРАКТЕРИСТИКА КРУГА И РЕЖИМЫ РЕЗАНИЯ |
Абразивная резка стальных заготовок вулканитовыми кругами |
|
Приложение 19 |
I. Характеристика и скорость вращения круга
|
Диаметр Dд, или высота H заготовки (или пучка заготовок), мм |
Размеры шлифовального круга, мм |
Характеристика круга |
Скорость вращения круга Vк, м/с |
|
|
диаметр Dк |
ширина Bк |
|||
|
10 |
200 |
1,0 |
14А 40 ВТ, 24А 40 ВТ |
50 |
|
20 |
300 |
2,0 |
||
|
30 |
400 |
3,0 |
||
|
40 |
500 |
4,0 |
||
II. Режимы резания
|
Диаметр Dд, или высота H заготовки (или пучка заготовок), мм |
Стали углеродистые и легированные |
|||||||
|
Диаметр шлифовального круга Dд, мм |
||||||||
|
200 |
300 |
400 |
500 |
200 |
300 |
400 |
500 |
|
|
Минутная поперечная подача Stм, мм/мин |
||||||||
|
10 |
400 |
550 |
700 |
800 |
250 |
300 |
450 |
600 |
|
20 |
300 |
400 |
550 |
700 |
200 |
250 |
300 |
450 |
|
30 |
- |
300 |
400 |
550 |
- |
200 |
250 |
300 |
|
40 |
- |
- |
300 |
400 |
- |
- |
200 |
250 |
Приложение 20
Профильное шлифование
|
РЕЖИМЫ РЕЗАНИЯ |
Профильное шлифование |
|
Приложение 20, лист 1 |
Плоскошлифовальные станки
А. Шлифование периферией профилированного шлифовального круга
|
Требуемая шероховатость Ra, мкм |
Окружная скорость круга V, м/с |
Продольная подача, м/мин |
Поперечная подача, мм/дв.ход |
Глубина шлифования t, мм |
|
1,25 |
25 ... 30 |
8 ... 30 |
0,01 ... 0,5 |
0,03 ... 0,05 |
|
0,63 |
25 ... 30 |
15 ... 20 |
0,01 ... 0,3 |
0,02 ... 0,03 |
Б. Шлифование периферией с торцом профилированного шлифовального круга при вращении детали вокруг горизонтальной или вертикальной оси
|
Требуемая шероховатость Ra, мкм |
Окружная скорость круга V, м/с |
Подача вдоль оси вращения детали мм/дв.ход |
Ручная возвратно-поступательная подача, дв.ход/мин |
Глубина шлифования t, мм |
|
1,25 |
25 ... 30 |
1,0 |
40 ... 60 |
0,03 ... 0,05 |
|
0,63 |
25 ... 30 |
0,5 |
30 ... 40 |
0,02 ... 0,03 |
|
0,32 |
30 ... 35 |
0,3 |
15 ... 30 |
0,01 |
В. Шлифование профилированным шлифовальным кругом
|
Требуемая шероховатость Ra, мкм |
Окружная скорость круга V, м/с |
Продольная подача, м/мин |
Вертикальная подача круга, мм/дв.ход |
|
1,25 |
25 ... 30 |
4 ... 6 |
0,005 ... 0,01 |
|
0,63 |
30 ... 35 |
2 ... 4 |
0,002 ... 0,005 |
Круглошлифовальные и резьбошлифовальные станки
|
Требуемая шероховатость Ra, мкм |
Окружная скорость детали, V, м/мин |
Поперечная подача, мм/об |
|
1,25 |
30 ... 50 |
0,025 ... 0,075 |
|
0,63 |
20 ... 40 |
0,001 ... 0,005 |
|
РЕЖИМЫ РЕЗАНИЯ |
Профильное шлифование |
|
Приложение 20, лист 2 |
Координатно-шлифовальные станки
|
Диаметр шлифовального отверстия Dд, мм |
Скорость шлифовального круга V, м/с |
Скорость возвратно-поступательного движения шпинделя, м/мин |
Подача на глубину мм |
Круговая подача планетарного вращения, м/мин |
|
До 4 |
25 ... 30 |
0,04 ... 0,1 |
0,001 ... 0,003 |
6 |
|
Свыше 4 |
25 ... 30 |
0,04 ... 0,1 |
0,001 ... 0,005 |
6 |
При обработке прямолинейных участков профиля шпиндель не имеет возвратно-поступательных перемещений и планетарного вращения.
Если ширина обрабатываемой плоскости превышает ширину шлифовального круга, то шлифование ее ведется в несколько проходов. При этом вертикальное перемещение шпинделя для шлифования следующего участка составляет приблизительно 3/4 ширины обработанного участка.
Подача на глубину для данного вида шлифования составляет 0,001 - 0,005 мм, а продольная подача - 100 - 400 мм/мин.
Оптические профилешлифовальные станки
|
Требуемая шероховатость Ra, мкм |
Скорость шлифовального круга V, м/с |
Подача на глубину мм/дв.ход |
Число двойных ходов салазок в минуту |
|
1,25 |
20 ... 25 |
0,001 ... 0,03 |
45 ... 85 |
|
0,63 |
25 ... 30 |
0,005 ... 0,01 |
45 ... 85 |
Рекомендуется принимать 85 ходов салазок в минуту при обработке деталей с высотой (толщиной) профиля до 20 мм, а 45 ходов - для деталей с высотой от 20 до 50 мм.
Приложение 21
РЕКОМЕНДАЦИИ ПО ОПРЕДЕЛЕНИЮ И РАСЧЕТУ ДЛИНЫ ДУГИ
1. Даны радиус дуги R и центральный угол α.
Длина дуги может быть определена двумя вариантами:
по формуле L = 0,01745 Ra;
по таблице приложения 22.
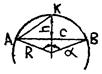
Например:
Необходимо определить длину дуги при R = 40 мм и α = 63°.
По формуле длина дуги равна
L = 0,01745 × 40 × 63 = 43,97 ≈ 44,0 мм.
По таблице Приложения 22 находим значения длины дуги при α = 60° и α = 75°.
Интерполируя эти значения, находим величину длины дуги при α = 63°:
![]()
Относительная погрешность указанных методов составляет менее 0,5 %, что говорит об их идентичности.
2. Даны радиус дуги R и величина хорды C, стягивающая эту дугу.
Пользуясь данными таблицы приложения 23 или формулой, ![]() по таблице
приложения 22 или по
формуле L = 0,01745 R · α определяем длину дуги.
по таблице
приложения 22 или по
формуле L = 0,01745 R · α определяем длину дуги.
При необходимости к табличным данным следует применять метод интерполяции.
3. Даны значения радиуса R и высота h.
По формуле ![]() определяем величину хорды,
стягивающей дугу,
и далее для определения длины дуги пользуемся одним из вышеописанных методов.
определяем величину хорды,
стягивающей дугу,
и далее для определения длины дуги пользуемся одним из вышеописанных методов.
4. На чертеже дана дуга, причем неизвестно какую часть окружности составляет дуга и каков ее радиус.
В таких случаях можно пользоваться следующим приемом. Через середину хорды AB проводим перпендикуляр до пересечения с дугой. Затем измеряем хорду AB и хорду AK, стягивающую половину дуги. Длина дуги AB (приближенно) выражается следующей формулой
![]()
Приложение 22
ДЛИНА ДУГИ В ЗАВИСИМОСТИ ОТ ВЕЛИЧИНЫ И ЦЕНТРАЛЬНОГО УГЛА РАДИУСА
|
Радиус дуги, мм |
Величина центрального угла α, град |
||||||||||
|
10 |
30 |
40 |
60 |
75 |
90 |
105 |
120 |
135 |
150 |
180 |
|
|
Длина дуги, мм |
|||||||||||
|
5 |
0,9 |
2,6 |
4,0 |
5,3 |
6,5 |
7,8 |
9,2 |
10,5 |
11,8 |
13,1 |
15,7 |
|
10 |
1,8 |
5,3 |
7,8 |
10,5 |
13,1 |
15,7 |
18,4 |
21,6 |
23,6 |
26,2 |
31,4 |
|
20 |
3,6 |
10,7 |
16,2 |
21,5 |
26,9 |
32,3 |
37,7 |
43,0 |
48,5 |
54,0 |
82,8 |
|
30 |
5,4 |
16,0 |
24,0 |
32,0 |
40,0 |
48,0 |
56,0 |
64,0 |
72,0 |
80,0 |
94,2 |
|
40 |
7,0 |
20,9 |
31,4 |
41,7 |
52,3 |
62,8 |
73,3 |
83,7 |
94,3 |
104,7 |
125,6 |
|
50 |
8,8 |
26,2 |
39,2 |
52,3 |
65,4 |
78,5 |
91,7 |
104,5 |
117,5 |
130,5 |
157,0 |
|
60 |
10,5 |
31,4 |
47,2 |
62,8 |
78,5 |
84,3 |
110,0 |
125,6 |
141,4 |
157,0 |
188,4 |
|
70 |
12,2 |
36,7 |
55,0 |
73,4 |
91,7 |
110,0 |
128,4 |
146,7 |
165,0 |
183,4 |
219,8 |
|
80 |
13,9 |
41,9 |
62,8 |
83,9 |
104,7 |
125,6 |
146,8 |
167,7 |
188,4 |
209,4 |
251,2 |
|
90 |
15,7 |
47,2 |
70,7 |
94,4 |
117,7 |
141,4 |
165,0 |
188,4 |
204,4 |
236,0 |
282,6 |
|
100 |
17,5 |
52,4 |
78,7 |
104,7 |
130,8 |
157,0 |
183,4 |
209,4 |
236,0 |
262,0 |
314,0 |
Приложение 23
ВЕЛИЧИНА ЦЕНТРАЛЬНОГО УГЛА В ЗАВИСИМОСТИ ОТ ДЛИНЫ ХОРДЫ
Приложение 23, лист 1
|
Радиус дуги, мм |
Длина хорды, мм |
|||||||||||||
|
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
65 |
70 |
|
|
Величина центрального угла α, град |
||||||||||||||
|
5 |
60 |
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
10 |
29 |
60 |
97 |
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
14 |
29 |
44 |
60 |
77 |
97 |
112 |
180 |
- |
- |
- |
- |
- |
- |
|
30 |
9 |
19 |
29 |
39 |
49 |
60 |
71 |
83 |
97 |
13 |
133 |
180 |
- |
- |
|
40 |
7 |
14 |
22 |
29 |
36 |
44 |
52 |
60 |
68 |
77 |
87 |
97 |
109 |
122 |
|
50 |
6 |
11 |
17 |
23 |
29 |
35 |
41 |
47 |
53 |
60 |
67 |
74 |
81 |
89 |
|
60 |
5 |
9 |
14 |
19 |
23 |
29 |
34 |
39 |
44 |
49 |
54 |
60 |
65 |
71 |
|
70 |
4 |
8 |
12 |
17 |
21 |
25 |
29 |
33 |
37 |
42 |
46 |
51 |
55 |
60 |
|
80 |
1 |
7 |
11 |
14 |
18 |
22 |
25 |
29 |
32 |
36 |
40 |
44 |
48 |
52 |
|
90 |
- |
6 |
9 |
13 |
16 |
19 |
22 |
25 |
29 |
32 |
35 |
39 |
42 |
46 |
|
100 |
- |
5 |
8 |
11 |
14 |
17 |
20 |
23 |
26 |
29 |
32 |
35 |
38 |
41 |
Приложение 23, лист 2
|
Радиус дуги, мм |
Длина хорды, мм |
||||||||||||
|
75 |
80 |
85 |
90 |
95 |
100 |
105 |
110 |
115 |
120 |
125 |
130 |
135 |
|
|
Величина центрального угла α, град |
|||||||||||||
|
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
30 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
140 |
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
97 |
106 |
116 |
128 |
144 |
180 |
- |
- |
- |
- |
- |
- |
- |
|
60 |
77 |
83 |
89 |
97 |
104 |
113 |
122 |
133 |
147 |
180 |
- |
- |
- |
|
70 |
65 |
70 |
75 |
80 |
85 |
90 |
97 |
103 |
111 |
119 |
127 |
136 |
150 |
|
80 |
56 |
60 |
64 |
69 |
74 |
77 |
82 |
87 |
92 |
97 |
103 |
109 |
115 |
|
90 |
49 |
53 |
56 |
60 |
64 |
68 |
71 |
75 |
79 |
84 |
88 |
92. |
97 |
|
100 |
44 |
47 |
50 |
53 |
56 |
60 |
64 |
67 |
70 |
73 |
77 |
81 |
85 |
|
Радиус дуги, мм |
Длина хорды, мм |
||||||||||||
|
140 |
145 |
150 |
155 |
160 |
165 |
170 |
175 |
180 |
185 |
190 |
195 |
200 |
|
|
Величина центрального угла α, град |
|||||||||||||
|
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
30 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
70 |
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
80 |
122 |
130 |
139 |
151 |
180 |
- |
- |
- |
- |
- |
- |
- |
- |
|
90 |
102 |
108 |
113 |
118 |
125 |
133 |
142 |
154 |
180 |
- |
- |
- |
- |
|
100 |
89 |
93 |
97 |
101 |
106 |
111 |
116 |
122 |
128 |
135 |
144 |
155 |
180 |
6.2. Краткая характеристика оборудования и шлифовальных кругов
Приложение 24
КРАТКАЯ ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ, ИСПОЛЬЗУЕМОГО ДЛЯ ОПЕРАЦИЙ ПРОФИЛЬНОГО ШЛИФОВАНИЯ
Приложение 24, лист 1
Наименование станкостроительных заводов приведено на 1990 г. Приведены характеристики типового оборудования, к которому могут быть приравнены другие модели станков.
Плоскошлифовальные станки
|
Основные данные |
Модель станка |
||
|
ЗГ71 |
ЗГ71М |
ЗБ721 |
|
|
Размеры рабочей поверхности стола (ширина × длина), мм |
200×630 |
200×630 |
320×1000 |
|
Наибольшие размеры шлифуемого изделия (длина × ширина × высота), мм |
630×200×320 |
630×200×320 |
1000×320×400 |
|
Размеры шлифовального круга |
250×25×75 |
250×32×75 |
300×40×127 |
|
Мощность электродвигателя привода главного движения, кВт |
2,2 |
2,2 |
3,0 |
|
Завод-изготовитель |
Оршанский станкостроительный завод «Красный борец» |
||
Круглошлифовальные станки
|
Основные данные |
Модель станка |
||||
|
ЗА10П |
ЗА110 |
ЗБ12 |
ЗА153У |
ЗЕ153 |
|
|
Наибольший диаметр устанавливаемого изделия, мм |
110 |
140 |
200 |
140 |
140 |
|
Рекомендуемый диаметр шлифовальной поверхности, мм |
2 - 15 |
3 - 30 |
60 |
8 - 60 |
5 - 50 |
|
Наибольшая длина шлифования, мм |
150 |
200 |
500 |
500 |
500 |
|
Размеры шлифовального круга, (D×H×d), мм |
200×10×32 |
250×20×75 |
300×25×127 300×40×127 |
340×50×203 |
400×25 |
|
Мощность электродвигателя привода главного движения, кВт |
1,7 |
1,7 |
3,0 |
5,5 |
3,0 |
|
Завод-изготовитель |
Ленинградский станкостроительный завод им Ильича |
Тбилисский завод шлифовальных станков |
Ленинканский завод шлифовальных станков |
Вильнюсский завод шлифовальных станков |
|
Приложение 24, лист 2
Резьбошлифовальные станки
|
Основные данные |
Модель станка 5822 |
|
Наибольший диаметр устанавливаемого изделия, мм |
200 |
|
Высота центров, мм |
100 |
|
Расстояние между центрами, мм |
500 |
|
Размеры шлифовального круга (D×H×d), мм |
400×10×203; 400×20×203; 400×40×203 |
|
Мощность электродвигателя привода главного движения, кВт |
9,47 |
|
Завод-изготовитель |
Московский завод координатно-расточных станков |
Координатно-шлифовальные станки
|
Основные данные |
Модель станка |
|
|
5282 |
ЗА282 |
|
|
Наибольший диаметр шлифуемого отверстия, мм |
18 |
40 |
|
Наибольшая глубина шлифуемого отверстия, мм |
20 |
50 |
|
Размеры стола (ширина × длина), мм |
200×320 |
250×450 |
|
Завод-изготовитель |
Одесский завод фрезерных станков им Кирова |
|
Оптические профилешлифовальные станки
|
Основные данные |
Модель станка |
|
395М |
|
|
Размеры обрабатываемой поверхности, мм |
10×10 |
|
Длина хода шлифовальных салазок, мм |
50 |
|
Наибольшая толщина шлифуемого изделия, мм |
48 |
|
Наибольший диаметр шлифовального круга, мм |
125 |
|
Число двойных ходов шлифовальных салазок в минуту |
45, 85 |
|
Мощность электродвигателя привода главного движения, кВт |
1,1 |
|
Завод-изготовитель |
Ленинградский станкостроительный завод им Ильича |
Приложение 25
КРАТКАЯ ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ИМПОРТНЫХ СТАНКОВ, ПРИМЕНЯЕМЫХ ДЛЯ ПРОФИЛЬНОГО ШЛИФОВАНИЯ
Приложение 25, лист 1
Плоскошлифовальные станки
|
Основные данные |
Модель станка |
|||
|
1400 |
ВРН-20 |
CFB250×1500 |
FF400 |
|
|
Размеры рабочей поверхности стола, мм |
610×178 |
630×200 |
1000×250 |
450×250 |
|
Наибольшие размеры шлифуемых изделий (длина × ширина × высота), мм |
635×200×280 |
630×200×390 |
1000×250×390 |
450×250 |
|
Размеры шлифовального круга (D × H × d), мм |
200×20×32 |
250×32×20 |
315×76×63 |
220×51×30 |
|
Скорость движения стола, м/мин |
0 - 20 |
2 - 20 |
2,5 - 25 |
0 - 25 |
|
Фирма, страна |
«Джонс и Шипман», Англия |
«ТОС Гостиварж», Чехословакия |
«ФЕБ Машиненфабрик», им. Шеера, ГДР |
«Абаверк», ФРГ |
Круглошлифовальные станки
|
Основные данные |
Модель станка |
||
|
SU125×250 |
BU1-16 |
ВИА-20 |
|
|
Наибольший диаметр устанавливаемого изделия, мм |
125 |
160 |
200 |
|
Диаметр шлифования, мм |
2 - 32 |
1 - 30 |
1 - 60 |
|
Наибольшая длина шлифования, мм |
275 |
250 |
830 |
|
Размеры шлифовального круга (D × H × d), мм |
300×32×127 |
250×20×76 |
350×32×127 |
|
Фирма, страна |
Завод шлифовальных станков «Карл Маркс-Штадт», ГДР |
«ТОС Гостиварж», Чехословакия |
|
Приложение 25, лист 2
Координатно-шлифовальные станки
|
Основные данные |
Модель станка |
||
|
55Мк2 |
3SM |
LKS |
|
|
Наибольший диаметр шлифуемого отверстия, мм |
130 (230) |
100 |
125 |
|
Наибольшая глубина шлифуемого отверстия, мм |
100 |
90 |
80 |
|
Размеры стола (ширина × длина), мм |
455×305 |
320×550 |
350×600 |
|
Фирма, страна |
«Матрикс», Англия |
«Хаузер», Швейцария |
«Диккель», ФРГ |
Профилешлифовальные станки
|
Основные данные |
Модель станка |
|||
|
GLS-80A |
SWPO 50 |
SWPO-80 |
«Людвик Леве» |
|
|
Размеры обрабатываемой поверхности, мм: |
10×10 |
10×10 |
10×10 |
10×10 |
|
без перемещения стола |
10×10 |
10×10 |
10×10 |
10×10 |
|
с перемещением стола |
250×60 |
250×60 |
250×70 |
- |
|
Масштаб увеличения чертежа или шаблона |
50:1 (25:1) |
50:1 (25:1) |
50:1 (25:1) |
50:1 |
|
Наибольший диаметр шлифовального круга, мм |
150 |
125 |
160 |
125 |
|
Число двойных ходов шлифовальных салазок в минуту |
40; 80 |
45; 90 |
25; 50; 100 |
40; 80 |
|
Фирма, страна |
«Васино машин. комп.», Япония |
Народное предприятие «Микромат», ГДР |
«Людвиг Леве», Швейцария |
|
Приложение 26
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНЫХ КРУГОВ ДЛЯ ПРОФИЛЬНОГО ШЛИФОВАНИЯ ГОСТ 2424-83
|
Обрабатываемый материал |
Наименование операции |
Характеристика шлифовального круга |
|||||
|
Абразивный материал |
Твердость |
Зернистость |
Связка |
Диаметр, мм |
Ширина, мм |
||
|
Инструментальная сталь |
Предварительное шлифование профиля |
24А, 25А; 14А, 15А |
СМ1 - СМ2 |
25 - 16 |
Керамическая |
Для оптического профилешлифовального станка 60 - 125 |
0,5 - 6 |
|
Чистовое шлифование |
24А, 25А; 14А, 15А |
СМ2 - С1 |
16 - 12 |
То же |
Для плоскошлифовального станка 60 - 250 |
0,5 - 40 |
|
|
Конструкционные (углеродистые и легированные) стали |
Предварительное шлифование профиля |
24А, 25А; 14А, 15А |
СМ2 - М3 |
25 - 40 |
» |
То же |
|
|
Чистовое шлифование |
24А, 25А |
СМ2 - С1 |
12 - 4 |
» |
» |
||
|
Быстрорежущая сталь Р18, Р9 |
Предварительное шлифование профиля |
24А, 25А |
СМ2 - М2 |
25 - 16 |
» |
» |
|
|
Чистовое шлифование профиля |
24А, 25А |
СМ1 - СМ2 |
16 - 10 - 8 |
» |
» |
||
|
Шлифование профиля профилированным кругом |
24А, 25А |
M1 - CM2 |
25 - 16 |
» |
» |
||
|
Твердый сплав |
Чистовое шлифование профиля или плоскости |
63С, 64С |
M1 - М3 |
25 - 12 - 8 |
» |
» |
|
Приложение 27
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ
Приложение 27, лист 1
|
Тип станка |
Размерная группа |
Параметры |
Значения параметров |
Перечень станков |
|
Круглошлифовальные станки |
I |
Наибольший диаметр устанавливаемого изделия |
300 |
310П; ЗА10П; ЗВ10; ЗА110; ЗБ12; ЗB110A; ЗЕ12; ЗЛ130; 3131; 3140; ЗA141; ЗЕ153; ЗА164; ЗА164Б; ЗА164А; ЗА150; ЗБ153; ЗБ153У; ЗД161; ЗВ161; ЗВ164Б; ЗВ164; ЗК161; ЗT161, ХШ-280; ЗБ151; ЗВ151П; ЗБ161; ЗБ161П; ХШЗ-01; ХШЗ-02; ХШЗ-03; ЗА433; ХШЗ-10; ХШЗ-20; МШ-197А; ХШ1-05; ЗУ10В; ЗВ110В; ЭУ11УВ; ЗУ10С; ЗУ110В; ЗМ153У; ЗМ153А; ЗА110В; ЗЭ110М; ЗУ11А; ЗМ153; ЗУ11В; ЗВ110А; ЗУ111А; ЗБ12; ЗМ151В; ЗМ152В; ЗМ151Е; ЗМ151; ЗМ152; ЗУ12УА; ЗУ12В; ЗУ12А; ЗК12; ЗУ12УВ; ЗМ151Ф2; ЗМ151У; ЗК12Р; ЗУ12УС; ЗУ120А; ЗМ131; ЗУ131; ЗУ131В; 3132; ЗМ132; ЗУ132; ЗУ132В; ЗУ133; ЗМ162; ЗУ131М; ЗУ142; ЗУ142В; ЗУ143; ЗУ144; ЗМ173; ЗМ173Е; ЗА162; ЗМ174; ЗМ174В; ЗА164А; ЗМ175; ЗУ142; ЗА164; ЗМ174Е; ЗУ142В; ЗУ143; ЗУ144 |
|
II |
560 |
ЗА172; ЗА172Б; ХШ-278; ЗА428; 3142; ХШ2-03; ЗУ153; ЗУ155; ЗМ193; ХШ2-01; ХШ2-02; ХШ2-20; ЗА423; ХШ1-20; ХШ1-21; ХШ1-23; ЗМ194; ЗМ193Ф2 |
||
|
Внутришлифовальные станки |
I |
Наибольший диаметр шлифуемого отверстия, мм, до |
100 |
ЗА225; ЗВ225; ЗА226; ЗВ226; ЗА227; ЗА227П; ЗБ227; ЗВ227; 3.225; ЗК227А; ЗК225В; ЗК225А; ЗМ225Б; ЗМ225В; ЗМ225А; ЗК227В; ЗК227Е; ЗД227А; ЗК227ВФ2; СШ-162 |
|
II |
300 |
ЗА228; 3285; ЗА228П; ВСЗ-27; ЗВ249; СШ-37; 3293; ЗА227Б; 6С85М; 6С86М; 6С86АМ; 6С86БМ; 6С151М; СШ-99; ВСЗ-135; ЗМ227Ф2; ЗК228А; ЗК228В; ЗМ227А; ЗМ227В |
||
|
III |
500 |
ЗА229; ЗА230; ЗА229Б; ЗА230Б; ЗА286; ЗЛ287; 3288; 3280; ЗК229; ЗК229В; ЗМ229В; ЗМ229А |
Приложение 27, лист 2
|
Тип станка |
Размерная группа |
Параметры |
Значения параметров |
Перечень станков |
|
Плоскошлифовальные станки с прямоугольным столом |
I |
Длина стола, мм, до |
1000 |
3701; 3171; МШ-123; ЗБ722; 3722; 3711; 3711Б; ЗБ721; ЗБ70В; ЗГ71М; 3731; 3731Б; ЗБ732; ЗА732; ЗД733; ЗE710B-1; ЗE710A; ЗБ70В; ЗЭ70БФ2; ЗЕ711ЕВ-1; ЗЕ711В-1; ЗЕ711ВФЗ-1; ЗЭ70ВФЗ; ЗЕ711ЭФ2-1; ЗЕ711В; ЗГ71М; ЗЕ711ВФ1; ЗЕ711АФ1; ЗЕ711ИВ; ЗЕ721ВФ1-1; ЗЕ721АФ1-1; ЗЕ721В-1; ЗЕ721ВФЗ1; ЗЕ721ГВ-1; ЗЭ731; ЗД732; ЗП732; ЗИ732 |
|
II |
2000 |
ЗБ724; 3508В; ЗП722; ШПС-73М; ЗД722; ЗЕ722; ЗД722Ф2; ЗЛ722Л; ЗП722И; ЗД723; ЗД724А; ЗП725; ЗП725Ф2; ЗП72Ф2-2; ЗД735 |
||
|
Плоскошлифовальные станки с круглым столом |
I |
Диаметр стола, мм, до |
630 |
3742; ЗА742; МШ-100; ЗБ740; ЗА740; ЗД740В; ЗД740А; ЗП740ИВ; ЗП740В; ЗД740ВФ1; ЗЕ740 |
|
II |
1000 |
ЗБ756; ЗВ756; ЗБ741; ЗД754; ЗБ754; ЗП754Л; ЗЭ75Л4Ф-1; ЗД741В; ЗП741В; ЗД741А; ЗП741ИВ; ЗД756; ЗЕ756; ЗЕ756Ф-2; ЗД740ЛВ |
||
|
III |
2000 |
375; 375С; КШ-18; 3762; 3763; 3772Б; 3772В; 6И140; 3762; ЗП756Л; ЗЕ756Л-1; ЗН756ЛВ; ЗП741ЛВФ2; ЗМ758; ЗД759; ЗЕ759; ЗЕ759Ф2; ЗП759; ЗМ759Ф2 |
||
|
Бесцентровошлифовальные станки |
I |
Наибольший диаметр шлифуемой детали, мм, до |
75 |
АФ-63АП; ЗП180; ЗП82; 3184; 6С136; ЗМ182; ВШ-400; ЗД180; ЗВ182; ЗШ182; ЛЗ-52; 3182А; ЗМ182К; ВШ-450; 6С136; 6С168; 3867; ЗМ182А; ЗЕ183В; ЗЕ183ШВ; ЗЕ183ДА ЗМ184И; ЗШ184И; ЗШ184; ЗМ184А; ЗE184B; ЗЕ184; ЗЕ184А; ЗЕ184И; ЗЕ184Ш; ЗШ184Д; ЗЕ184ДВ |
|
II |
160 |
ЗА184; ЗМ184; 3185; 3M18S; ЗБ180. ЗШ184; ЗБ182 ЗШ185; ЗБ184; ЗМ184К; ЗА185; ЗМ185К; 6С133; 6С137; 6С137А; 6С71; 6С85М; 6С86М; 6С86АМ; 6С86БМ; ЗМ185И; ЗЕ185НВ; ЗЕ185НШ |
||
|
Зубошлифовальные станки работающие методом обкатки |
I |
Наименьший и наибольший модуль обрабатываемой заготовки, мм, до |
0,3 - 2,5 |
5А830; 5А832; 5В830; 5Д831 |
|
II |
2 - 12 |
589?А; 5831; 5893; 5А832; 5Б832; 5В833; SS30; SS30X; HSS30; SS60; SS60X; HSS60; SS1/2X; HSS1/2; SS1/2 |
Приложение 27, лист 3
|
Тип станка |
Размерная группа |
Параметры |
Значения параметров |
Перечень станков |
|
Резьбошлифовальные станки с полуавтоматическим циклом |
I |
Наименьший и наибольший шаг шлифуемой резьбы, мм, до |
0,25 - 30 |
5822; 5822Б; 5822А; МВ-76; МВ-20; МВ-13; 5К821В; 5П821; 5821; 5К822В; 5П822; 5П822И; 5822М; 5А822А; 5Д822В, 5896; 5896Б |
|
Резьбошлифоваль-ные станки с ручным управлением |
II |
То же |
0,25 - 12 |
5820; 5У823; 5Д823; 5К823В; 5829 |
|
Шлицешлифовальные |
- |
- |
- |
ЗБ450В; ЗБ451; ЗБ451В; 345ЕВ; ЗБ451ВФ2; МШ-32а; МШ-313; 3451; 3451Б; 3451Б; 3451В; 3451Г; ЗБ450 |
|
Абразивно-отрезные |
- |
- |
- |
8В220; 8А230; 8242; 8252; 8262; 8А240; 8В220; 8В242, 8254; 8В262; 8264; 8В264; 8281; 8283 |
Приложение 28
ГРУППЫ ОБРАБАТЫВАЕМОСТИ ШЛИФОВАНИЕМ РАЗЛИЧНЫХ МАРОК МАТЕРИАЛОВ
|
ГРУППЫ ОБРАБАТЫВАЕМОСТИ ШЛИФОВАНИЕМ РАЗЛИЧНЫХ МАРОК МАТЕРИАЛОВ |
Приложение 28 |
||
|
Группы обрабатываемости |
Обрабатываемый материал |
Марки материала |
|
|
I |
Стали конструкционные и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, молибденом, ванадием, а также инструментальные углеродистые и высоколегированные чугуны |
18ХНВА; 18Х2Н4ВА; ХВГ; 30ХГСНА; 30ХГТ, 38ХСА, 30ХГС; 33ХМЮА, 12ХМФ; 20ХМ; 40ХНВА; 15Х1М1Ф; ШХ15; У8; У7; У10; У12; ШХ15СГ; 9X18; 25ХГМ; 30Х2ГМТ; 22ХЗМ; 30ХМ; 34ХМ; 34ХМ1А; 35ХМ; 40ХФА; 30ХЗМФ; 20ХГНР; 14ХГСН2МА; 18ХГСН2МА; 25ХГНМА; 25Х2ГНТА; 17НЗМА: 34ХН1М; Э4ХНЗМ; 38ХНЗМА; 38Х2Н2МА; 38Х2НЗМ; 40Х1НВА; 18Х2Н4МА; 35ХШМ2ФА; 35ХНЗМФА; 12Х2НВФА; 36Х2Н2МФА; 38ХНЗМФА; 20ХН4ФА; 38Х2МЮА; 30ХГСН2А; 35ХГСА, 18Х2Н4А; 12Х1МФ; 40ХМВА |
|
|
II |
Стали конструкционные и легированные хромом и никелем |
40ХНВА; 12ХНЗА; 12Х2Н4А; 20ХНЗА; 30ХНЗА; 40ХНА; 40ХНМА; 1SH5A; 20XH; 40XH; 46ХН; 12ХН2; 38ХС; 37ХНЗА; 20Х2Н4А; 13ХН5А |
|
|
III |
Стали нержавеющие, коррозионностойкие. жаропрочные |
1X13; 0X13; 08X13; 2X13; 3X13; 4X13; Х14; Х17; Х18; Х25; Х10С2М; Х17Н2; 15Х1ГМФ; 15ХГ2ВМФ; 1Х12В2МФ; 1Х12ВЧМФ; 18Х11МФБ; Х12ВМБФР; Х18Н9Т; X18H10T; Х18Н11Б; ХН35ВТ; Х23Н13; 3ХН19МВБТ; Х23Н18; 4Х14Н14В2М; Х14Н14ВС; Х18Н12М2Т; ХН10К; 1Х16Н13М2Б; ХН35ВТЮ, ХН35ВТР; Х16Н16МВ2БР; 15Х1МФ; 1ГХ18М; 25Х13Н2, ОХ16Н4Ф5А |
|
|
IV |
Жаропрочные никелевые сплавы и титановые сплавы |
ХН78Т; ХН67ВМТЮ; ХН77ТЮР; Х20Н80Т3; ХН80ТБЮ; 4Х15Н71Г7Ф2МС; ХН80Т; ХН80ТБЮ; ХН70ВМЮТ; ХН70ВМТЮ; ХН65В9МЧЮТ; ХН75МВЮ, ХН55ВМТФКЮ; титановые сплавы типа ВТ |
|
|
V |
Быстрорежущие стали |
Р18; Р9К5; Р12; Р6М3, Р6М5 и близкие к ним |
|
|
VI |
Быстрорежущие стали |
Р9; Р12; Р6М5К5; Р18Ф2; Р6М5; Р14Ф4; Р9Ф4; Р18К5Ф2; Р9М4К8; Р10К5Ф5; Р9К5; Р9К10 и близкие к ним |
|
|
VII |
Чугуны и бронзы |
СЧ10; СЧ15; СЧ18; СЧ20; СЧ25; СЧ30; СЧ35; СЧ40; СЧ45; Бр.АЖ9-4; Бр.ОФЮ-1; Бр.АЛСН-11-6-6 |
|
СОДЕРЖАНИЕ