РЕКОМЕНДАЦИИ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПОРЯДОК ОФОРМЛЕНИЯ ДОКУМЕНТОВ, ПРИМЕНЯЕМЫХ ПРИ
НОРМИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ (ОПЕРАЦИЙ).
ТЕХНИКО-НОРМИРОВОЧНАЯ КАРТА
Р 50-72-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РЕКОМЕНДАЦИИ
|
Единая система технологической документации ПОРЯДОК ОФОРМЛЕНИЯ ДОКУМЕНТОВ, ПРИМЕНЯЕМЫХ ПРИ НОРМИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ (ОПЕРАЦИЙ). ТЕХНИКО-НОРМИРОВОЧНАЯ КАРТА |
Р 50-72-88 |
Настоящие рекомендации устанавливают формы технико-нормировочной карты (ТНК) и порядок их оформления и применения при нормировании технологических процессов (операций).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. ТНК - документ, разрабатываемый совместно с другими технологическими документами к технологическому процессу (операции) и содержащий расчетные данные по нормам времени (выработке) и описанию приемов.
1.2. ТНК применяется при нормировании технологических процессов (операций) в массовом и серийном типах производства и не зависит от технологических методов обработки, изготовления, контроля и ремонта.
Допускается применять ТНК при нормировании труда в единичном производстве.
1.3. ТНК разрабатывают и хранят в подразделениях, осуществляющих нормирование технологических процессов (операций).
ТНК хранят в соответствии с правилами, установленными на предприятии (организации). Допускается включать ТНК в состав комплекта технологических документов.
1.4. При включении ТНК в состав комплекта технологических документов, ей присваивают обозначение по ГОСТ 3.1201-85. В графе 25 основной надписи по ГОСТ 3.1103-82 указывают обозначение технологического документа, на основании которого разработана ТНК (МК, КТП, ОК и др.).
Подпись лица, осуществляющего техническое нормирование, проставляют в блоке Б2ф1 основной надписи.
1.5. ТНК нормированию не подлежит. Допускается проводить нормоконтроль ТНК при включении ее в состав комплекта технологических документов.
1.6. ТНК не применяют при нормировании технологических процессов (операций) по типовым нормам. В этом случае нормирование проводят по МК или КТП, с указанием в графе «Обозначение документа» сокращенного наименования и года издания применяемых нормативов.
2. ПОРЯДОК ОФОРМЛЕНИЯ ТЕХНИКО-НОРМИРОВОЧНОЙ КАРТЫ
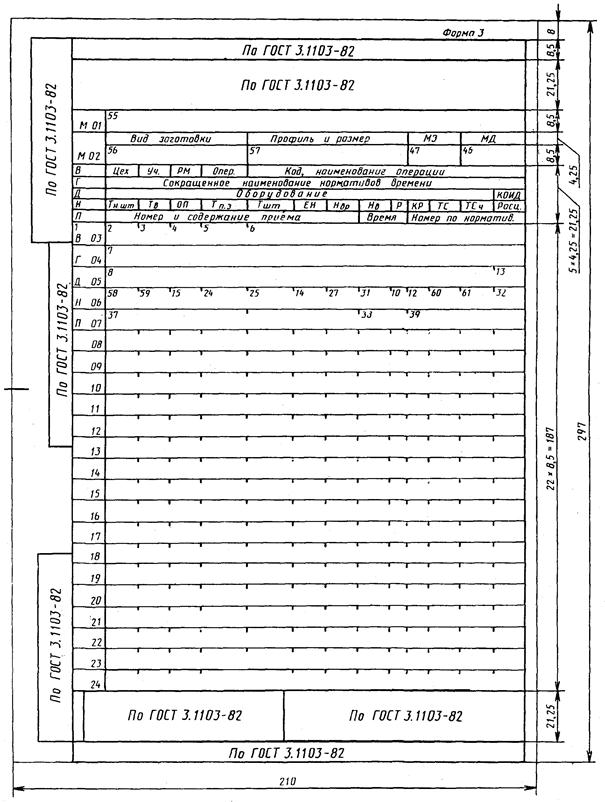
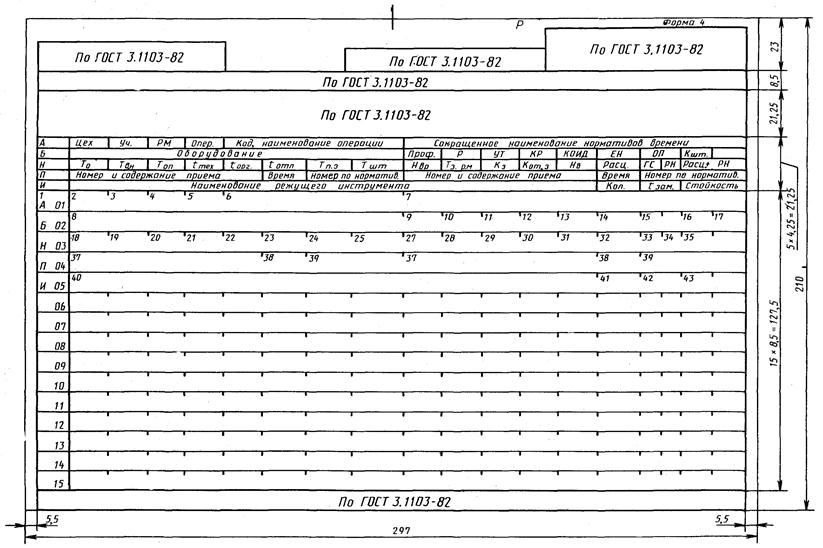
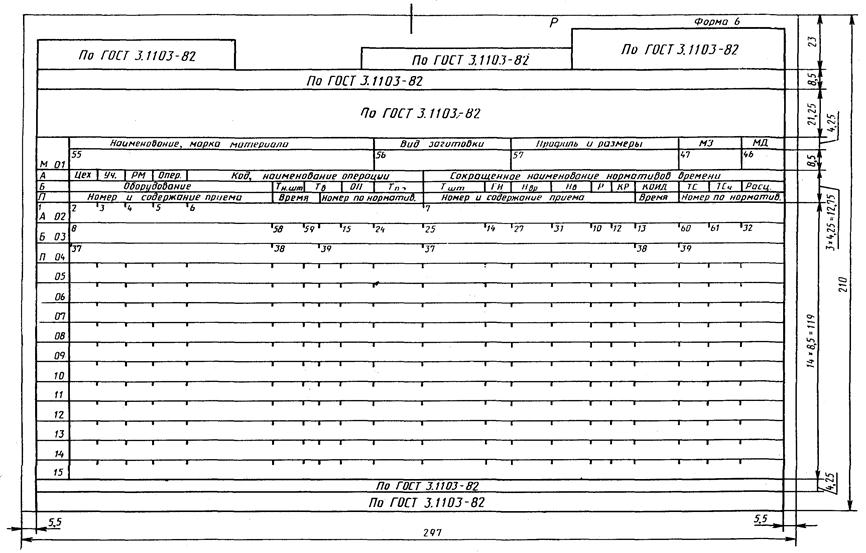
2.1. ТНК разрабатывают на формах 1-3 с вертикальным расположением поля для подшивки или на формах 4-6 с горизонтальным расположением поля для подшивки.
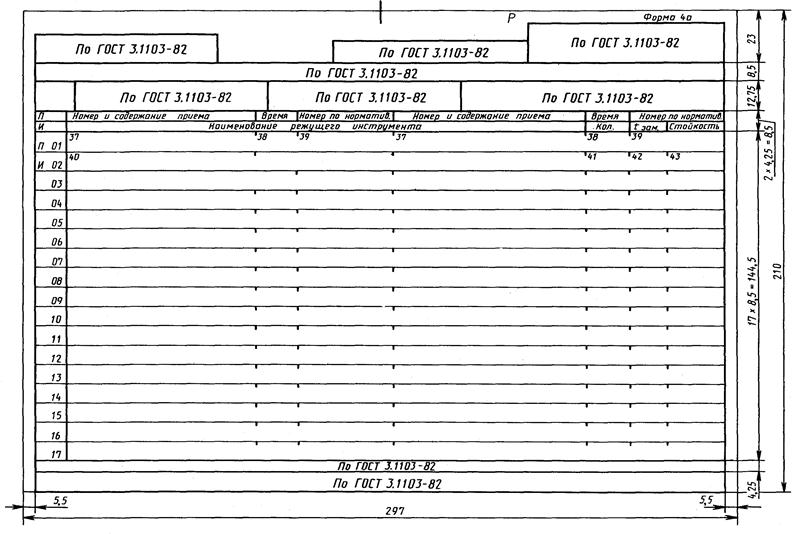
2.1.1. Для форм с вертикальным расположением поля для подшивки продолжением является форма 1а, для форм с горизонтальным расположением поля для подшивки - форма 4а. Допускается для ТНК предусматривать оборотную сторону формы.
2.2. Для указания схемы организации рабочего места, расстояний и маршрута обслуживания, для размещения эскиза обработки детали, а также для построения циклограммы многостаночного обслуживания применяют карту эскизов по ГОСТ 3.1105-84.
Допускается предусматривать в формах ТНК (при подготовке их к размножению) зоны для внесения графических иллюстраций к процессам и операциям. Зоны следует располагать в нижней части форм. Размеры зон устанавливает разработчик.
2.3. При разработке ТНК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. При отсутствии информации с каким-либо служебным символом записывают информацию со следующим служебным символом по порядку, например при нормировании отдельной технологической операции не применяют строку, имеющую служебный символ В, так как эта информация присутствует в блоке Б1ф3 основной надписи по ГОСТ 3.1103-82.
2.4. Состав информации, размещаемой на строках с привязкой к служебным символам М, А, Б, В, Г, Д, Е, должен соответствовать требованиям ГОСТ 3.1118-82.
Состав информации, размещаемой на строках с привязкой к служебным символам С, Н, Ц, П и И, указан в табл. 1.
|
служебного символа |
Содержание информации, вносимой в графу |
|
С |
Наименование и обозначение детали (сборочной единицы) по конструкторскому документу, информация по массе детали, заготовки, информация по нормам времени, отнесенная к одной детали |
|
Н Ц |
Информация о нормах времени, расценках, определяемых при нормировании каждой операции |
|
П |
Порядковый номер приема и описание его содержания, время на выполнение приема и номер карты, позиции по нормативам времени |
|
И |
Наименование режущего инструмента, его основные параметры, количество, время на замену и стойкость |
2.5. В зависимости от типа производства разрабатывают ТНК на формах:
1, 2 или 4, 5 - для массового и серийного типа производства;
3 или 6 - для единичного типа производства.
Допускается применять ТНК (формы 1 или 4) при нормировании технологических процессов (операций) по дифференцированным нормативам в единичном и мелкосерийном типах производства.
2.5.1. Форму 1 или 4 применяют для нормирования технологических процессов (операций) формообразования, изготовления и ремонта изделий. Допускается применять форму 1 или 4 для нормирования операций технического контроля.
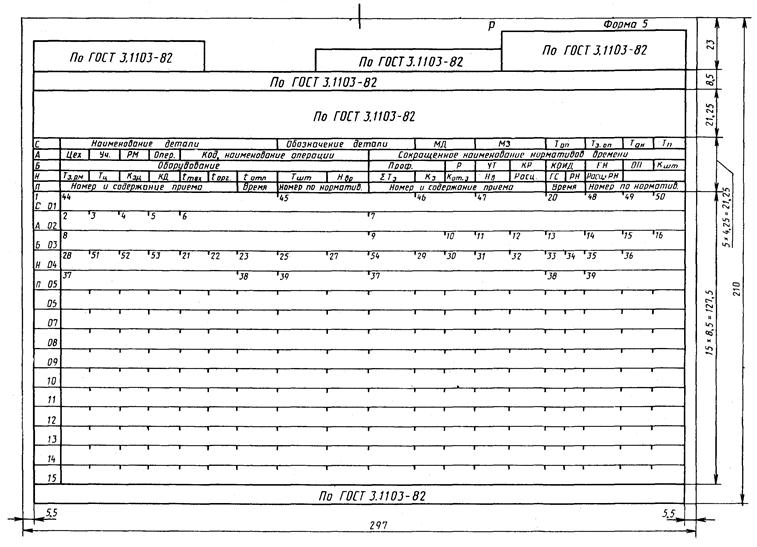
2.5.2. Форму 2 или 5 применяют для нормирования технологических процессов при многостаночном обслуживании.
2.5.3. Форму 3 или 6 применяют для нормирования технологических процессов (операций) обработки, изготовления и ремонта изделий по укрупненным нормативам.
2.6. Графы форм ТНК заполняют в соответствии с табл. 2.
|
Номер формы |
Размер графы |
Наименование (условное обозначение) графы |
Содержание графы |
||
|
мм |
Количество знаков |
||||
|
1 |
13,0 |
5 |
- |
Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например М01, Б04, Е03 |
|
|
2 |
15,6 |
6 |
Цех |
Номер цеха, в котором выполняется операция |
|
|
13,0 |
5 |
|
|||
|
10,4 |
4 |
|
|||
|
3 |
15,6 |
6 |
Уч. |
Номер участка |
|
|
13,0 |
5 |
|
|||
|
10,4 |
4 |
|
|||
|
4 |
15,6 |
6 |
РМ |
Номер рабочего места. Допускается графу не заполнять |
|
|
13,0 |
5 |
|
|||
|
10,4 |
4 |
|
|||
|
5 |
15,6 |
6 |
Опер. |
Номер операции по технологическому документу |
|
|
13,0 |
5 |
|
|||
|
18,2 |
7 |
|
|||
|
6 |
106,6 |
41 |
Код, наименование операции |
Код, наименование операции. Допускается код не указывать |
|
|
111,8 |
43 |
||||
|
72,8 |
28 |
||||
|
83,2 |
32 |
|
|||
|
91,0 |
35 |
|
|||
|
7 |
169,0 |
65 |
Сокращенное наименование нормативов времени |
Сокращенное наименование и обозначение (код) нормативов времени, по которым производится расчет нормы штучного времени, с указанием года издания. Допускается в графе указывать обозначение технологического документа, на основании которого производится нормирование технологической операции |
|
|
137,8 |
53 |
||||
|
8 |
169,0 |
65 |
Оборудование |
Наименование (модель) и инвентарный номер технологического оборудования. Допускается указывать технические характеристики оборудования. Допускается не указывать наименование и инвентарный номер |
|
|
156,0 |
60 |
||||
|
135,2 |
52 |
||||
|
78,0 |
30 |
||||
|
9 |
31,2 |
12 |
Проф. 1 |
Код профессий по классификатору ОКПДТР |
|
|
15,6 |
6 |
||||
|
33,8 |
13 |
||||
|
10 |
15,6 |
6 |
Р |
Разряд работы, необходимый для выполнения операции |
|
|
13,0 |
5 |
||||
|
7,8 |
3 |
||||
|
11 |
15,6 |
6 |
УТ |
Код условий труда по классификатору ОКПДТР и код вида нормы |
|
|
13,0 |
5 |
||||
|
12 |
15,6 |
6 |
КР |
Количество исполнителей, занятых при выполнении операции |
|
|
7,8 |
3 |
||||
|
|
|
||||
|
13 |
15,6 |
6 |
КОИД |
Количество одновременно изготовляемых (ремонтируемых, обрабатываемых) деталей (сборочных единиц) при выполнении одной операции |
|
|
13,0 |
5 |
||||
|
18,2 |
7 |
||||
|
14 |
10,4 |
4 |
ЕН |
Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1,10 |
|
|
20,8 |
8 |
||||
|
13,0 |
5 |
||||
|
18,2 |
7 |
||||
|
15,6 |
6 |
||||
|
15 |
15,6 |
6 |
ОП |
Объем производственной партии в штуках. Графу заполняют только для серийного производства |
|
|
13,0 |
5 |
||||
|
16 |
13,0 |
5 |
Кшт |
Коэффициент штучного времени при многостаночном обслуживании |
|
|
17 |
36,4 |
14 |
|
Резервная графа для указания дополнительной нормативной информации |
|
|
33,8 |
13 |
||||
|
13,0 |
5 |
||||
|
18 |
15,6 |
6 |
То |
Норма основного времени на операцию |
|
|
19 |
15,6 |
6 |
Тв.н |
Норма вспомогательного неперекрываемого времени на операцию |
|
|
20 |
15,6 |
6 |
Топ |
Норма оперативного времени на операцию Приведенное оперативное время на операцию, отнесенное к обработке одной детали |
|
|
15,6 |
6 |
||||
|
18,2 |
7 |
||||
|
21 |
15,6 |
6 |
tтех |
Время на техническое обслуживание |
|
|
13,0 |
5 |
||||
|
22 |
15,6 |
6 |
tорг |
Время на организационное обслуживание. Допускается в графе указывать время на обслуживание рабочего места |
|
|
13,0 |
5 |
||||
|
23 |
15,6 |
6 |
tотл |
Время на отдых, личные надобности и регламентированные перерывы |
|
|
18,2 |
7 |
||||
|
24 |
18,2 |
7 |
Tп.з |
Норма подготовительно-заключительного времени на операцию |
|
|
25 |
20,8 |
8 |
Tшт |
Норма штучного времени на операцию |
|
|
|
18,2 |
7 |
|
|
|
|
26 |
36,4 |
14 |
- |
Резервная графа для указания дополнительной нормативной информации |
|
|
27 |
15,6 |
6 |
Hвр |
Принятая норма времени на единицу нормирования для оплаты |
|
|
13,0 |
5 |
||||
|
18,2 |
7 |
||||
|
28 |
15,6 |
6 |
Tз.р.м |
Время занятости рабочего во время выполнения операции |
|
|
|
15,6 |
6 |
|
Время занятости рабочего на рабочем месте |
|
|
6 |
13,0 |
5 |
|||
|
29 |
15,6 |
6 |
К3 |
Коэффициент занятости рабочего на рабочем месте Коэффициент занятости рабочего в такте |
|
|
13,0 |
5 |
||||
|
30 |
15,6 |
6 |
Кот.з |
Коэффициент занятости по отраслевому нормативно-техническому документу. Допускается графу не заполнять |
|
|
|
13,0 |
5 |
|
Коэффициент занятости рабочего в такте по отраслевому нормативно-техническому документу |
|
|
31 |
15,6 |
6 |
Hв |
Норма выработки деталей в смену Норма выработки или количество деталеопераций, выполняемых на рабочем месте в смену |
|
|
15,6 |
6 |
||||
|
|
13,0 15,6 |
5 6 |
|
Норма выработки изделий |
|
|
32 |
15,6 |
6 |
Расц. |
Расценка на единицу нормирования |
|
|
24,8 |
11 |
||||
|
13,0 |
5 |
||||
|
18,2 |
7 |
||||
|
33 |
10,4 |
4 |
ГС |
Группа сложности обрабатываемых деталей по отраслевому (заводскому) нормативно-техническому документу. Допускается графу не заполнять |
|
|
13,0 |
5 |
||||
|
7,8 |
3 |
||||
|
34 |
7,8 |
3 |
РН |
Размер надбавки в процентах. Допускается графу не заполнять |
|
|
13,0 |
5 |
||||
|
10,4 |
4 |
||||
|
35 |
20,8 |
8 |
Расц. + РН |
Расценка на единицу нормирования с учетом надбавки. Допускается графу не заполнять |
|
|
26,0 |
10 |
||||
|
15,6 |
6 |
||||
|
36 |
36,4 |
14 |
|
Резервная графа для указания дополнительной нормативной информации |
|
|
20,8 |
8 |
||||
|
26,0 |
10 |
||||
|
37 |
93,6 |
36 |
Номер и содержание приема |
Номер и содержание приемов работы, комплексов приемов, движений, включая факторы, определяющие время затрат труда (масса изделия, способ установки, крепления и т.п.) |
|
|
101,4 |
39 |
||||
|
78,0 |
30 |
||||
|
38 |
18,2 |
7 |
Время |
В графе проставляют условное обозначение времени и его величину, например T0=2,34 |
|
|
|
20,8 |
8 |
|||
|
39 |
57,2 |
22 |
Номер по норматив. |
В графе проставляют номер карты, позиции, индекс по нормативам, указанным в графе 7 |
|
|
46,8 |
18 |
||||
|
39,0 |
15 |
||||
|
40 |
93,6 |
36 |
Наименование режущего инструмента |
В графе указывают наименование режущего инструмента, его основные параметры, например диаметр, число зубьев и т.п. |
|
|
213,2 |
82 |
||||
|
41 |
10,4 |
4 |
Кол. |
Количество одновременно применяемого режущего инструмента |
|
|
18,2 |
7 |
||||
|
42 |
15,6 |
6 |
tзам |
Время на замену инструмента |
|
|
43 |
49,4 |
19 |
Стойкость |
Стойкость режущего инструмента в минутах или в деталях |
|
|
26,0 |
10 |
||||
|
44 |
72,8 |
28 |
Наименование детали |
Наименование детали (сборочной единицы) по конструкторскому документу |
|
|
96,2 |
37 |
||||
|
45 |
62,4 |
24 |
Обозначение детали |
Обозначение детали (сборочной единицы) по конструкторскому документу |
|
|
59,8 |
23 |
||||
|
46 |
13,0 |
5 |
МД |
Масса детали |
|
|
26,0 |
10 |
||||
|
15,6 |
6 |
||||
|
47 |
20,8 |
8 |
МЗ |
Масса заготовки на данной операции |
|
|
31,2 |
12 |
||||
|
26,0 |
10 |
||||
|
48 |
15,6 |
6 |
Tз.оп |
Приведенное время занятости рабочего на операцию, отнесенное к обработке одной детали |
|
|
49 |
13,0 |
5 |
Tа.н |
Время на активное наблюдение, отнесенное к одной детали |
|
|
50 |
13,0 |
5 |
Tп |
Время на переходы в зоне рабочего места, отнесенное к обработке одной детали . |
|
|
51 |
15,6 |
6 |
Tц |
Время цикла |
|
|
13,0 |
5 |
||||
|
52 |
13,0 |
5 |
Кз.ц |
Коэффициент занятости рабочего на рабочем месте в цикле |
|
|
53 |
7,8 |
3 |
КД |
Количество деталей, обрабатываемых за цикл на каждой операции |
|
|
13,0 |
5 |
||||
|
54 |
15,6 |
6 |
∑Тз |
Время занятости рабочего в такте |
|
|
20,8 |
8 |
||||
|
55 |
169,0 |
65 |
- |
Наименование и марка материала |
|
|
|
117,0 |
45 |
Наименование, марка материала |
|
|
|
56 |
57,2 |
22 |
Вид заготовки |
Вид заготовки (отливка, поковка и т.д.) |
|
|
49,4 |
19 |
||||
|
57 |
65,0 |
25 |
Профиль и размеры |
Профиль и размеры заготовки на данной операции |
|
|
58 |
13,0 |
5 |
Тп.шт |
Неполное штучное время на операцию |
|
|
59 |
13,0 |
5 |
Тв |
Вспомогательное время на операцию |
|
|
60 |
13,0 |
5 |
ТС |
Тарифная ставка (номер), определяющая условия работы |
|
|
61 |
13,0 |
5 |
ТСч |
Часовая тарифная ставка данной тарифной ставки и разряда |
|
Примечания:
1. В графе «Количество знаков» указывают количество знаков, соответствующее ширине данной графы. Максимальное количество знаков, вносимых в графу, на один знак меньше количества знаков, указанных в табл. 2.
2. Для ТНК, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
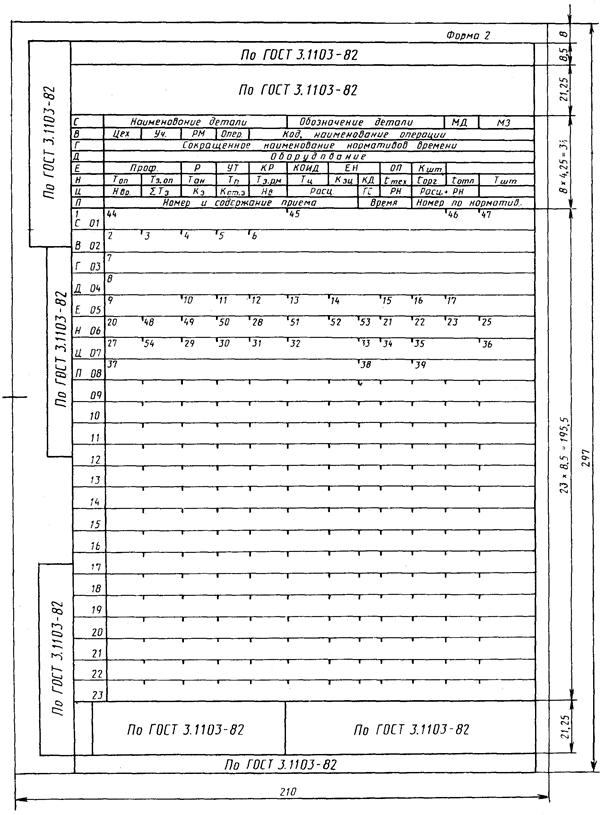
3. РАСЧЕТ КОЭФФИЦИЕНТА ШТУЧНОГО ВРЕМЕНИ (Кшт) ПРИ МНОГОСТАНОЧНОМ ОБСЛУЖИВАНИИ
Коэффициент штучного времени - отношение затрат на выполнение рабочим-многостаночником технологической операции к сумме затрат рабочего времени по всем операциям, выполняемым на рабочем месте при многостаночном обслуживании.
Коэффициент штучного времени (Кшт) при многостаночном обслуживании вычисляют по формуле
 или
или 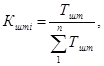
при этом ![]()
где Тшт - норма штучного времени технологической операции, выполняемой на рабочем месте;
![]() - сумма норм штучного времени технологических
операций, выполняемых на рабочем месте;
- сумма норм штучного времени технологических
операций, выполняемых на рабочем месте;
Топ - норма оперативного времени технологической операции, выполняемой на рабочем месте;
![]() - сумма
норм оперативного времени технологических операций, выполняемых на рабочем
месте;
- сумма
норм оперативного времени технологических операций, выполняемых на рабочем
месте;
![]() - сумма
коэффициентов штучного времени технологических операций, выполняемых на рабочем
месте;
- сумма
коэффициентов штучного времени технологических операций, выполняемых на рабочем
месте;
i - порядковый номер технологической операции по технологическому процессу;
п - количество операций, выполняемых на рабочем месте.
Технико-нормировочная карта
(первый или заглавный лист)
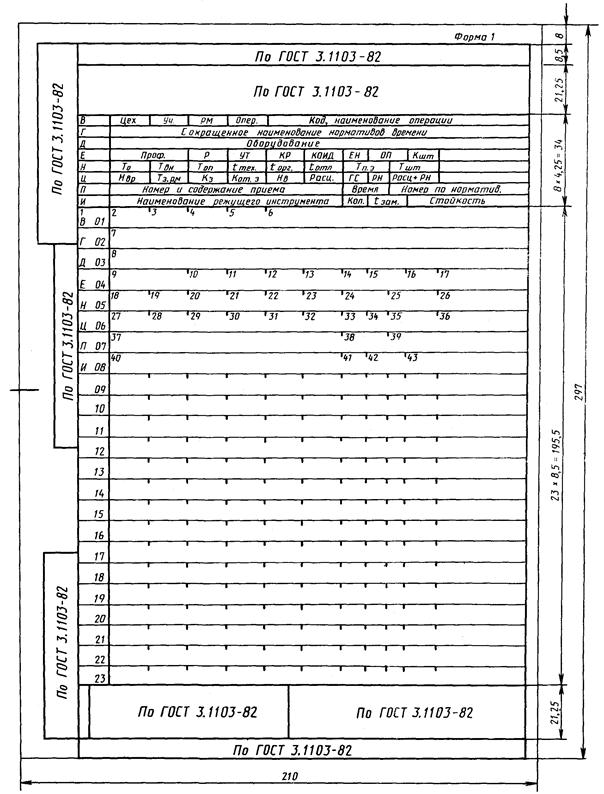
Технико-нормировочная карта
(последующие листы)
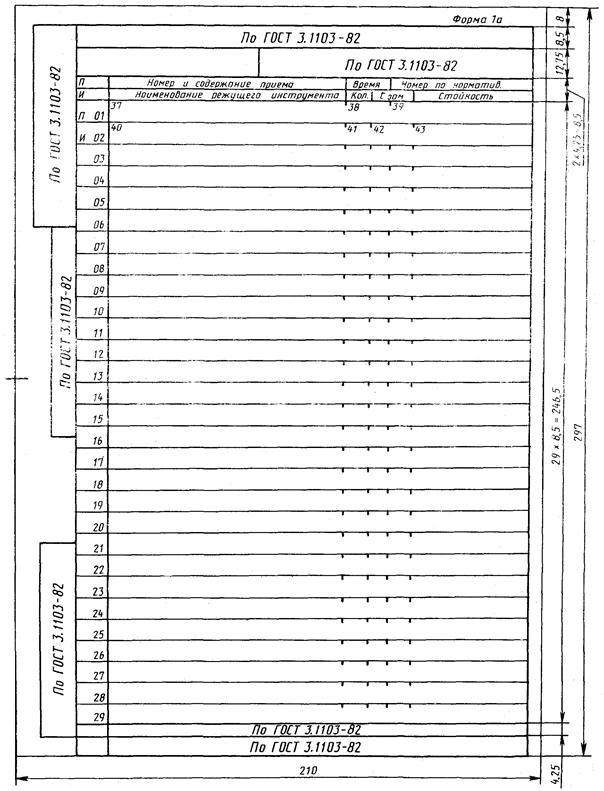
Технико-нормировочная карта
(первый или заглавный лист)
Технико-нормировочная карта
(первый или заглавный лист)
Технико-нормировочная карта
(первый или заглавный лист)
Технико-нормировочная карта
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
В.Ф. Курочкин, канд. техн. наук; П.А. Шалаев, канд. техн. наук; Б.С. Мендриков (руководитель темы); А.Н. Сидоренкова, Е.А. Лобода, А.Ю. Воронова
2. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.07.88 № 2792
3. ВЗАМЕН ГОСТ 3.1114-79
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
СОДЕРЖАНИЕ
|
2. Порядок оформления технико-нормировочной карты.. 2 3. Расчет коэффициента штучного времени (Кшт) при многостаночном обслуживании. 6 |