ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
(Госстандарт СССР)
Всесоюзный научно-исследовательский институт
по нормализации в машиностроении
(ВНИИНМАШ)
Утверждены
Приказом ВНИИНМАШ
№ 328 от 21.10.87 г.
Обеспечение износостойкости изделий
Метод определения показателей
продолжительности смазочного
действия пластичного
смазочного материала
Рекомендации
Р 50-54-44-88
Москва 1988
|
Обеспечение износостойкости изделий. Метод определения показателей продолжительности смазочного действия пластичного смазочного материала |
Р 50-54-44-88 |
Рекомендации распространяются на пластичные смазочные материалы, работающие в условиях граничной смазки. Устанавливают метод определения показателей продолжительности их действия, а также методику расчета по этим показателям параметров рационального режима периодического смазывания тяжелонагруженных опор скольжения.
1. ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ ПРОДОЛЖИТЕЛЬНОСТИ СМАЗОЧНОГО ДЕЙСТВИЯ
К показателям продолжительности смазочного действия относятся:
продолжительность Tq, с действия дозы смазочного материала объемом qm, м3, равным суммарной маслоемкости приработанных поверхностей трения.
Примечание. Суммарная маслоемкость приработанных поверхностей трения численно равна объему зазора в контакте двух взаимнотрущихся поверхностей с установившейся шероховатостью, соответствующей заданному режиму;
интенсивность
расходования Iq (безразмерная величина) смазочного
материала, численно равная объему расходуемого смазочного материала на единицу
номинальной площади ![]() меньшей поверхности трения при
единичном пути трения Lт:
меньшей поверхности трения при
единичном пути трения Lт:
![]()
предельная
концентрация ![]() продуктов
изнашивания - их объемная концентрация в дозе смазочного материала, при
достижении которой значения триботехнических характеристик (момент или сила
трения, трибо ЭДС, КРП и др.) смазанной опоры становятся равными их значениям
при трении без смазки;
продуктов
изнашивания - их объемная концентрация в дозе смазочного материала, при
достижении которой значения триботехнических характеристик (момент или сила
трения, трибо ЭДС, КРП и др.) смазанной опоры становятся равными их значениям
при трении без смазки;
параметры k, n, m функции вида ![]() аппроксимирующей
зависимость интенсивности расходования смазочного материала от скорости
скольжения υ и давления p.
аппроксимирующей
зависимость интенсивности расходования смазочного материала от скорости
скольжения υ и давления p.
1.1. Сущность метода
1.1.1. Метод состоит в экспериментальном определении на модельных образцах для заданных условий работы опоры продолжительности действия дозы исследуемого пластичного смазочного материала и соответствующего износа образцов с последующим расчетом остальных показателей работоспособности.
1.1.2. Заданные условия работы опоры включают характер, относительного перемещения (тип опоры скольжения), конструкционные материалы, номинальное давление р, скорость скольжения υ и при необходимости температуру.
1.2. Приборы и материалы
1.2.1. Испытательная установка, обеспечивающая заданные условия работы опоры, с пределами допускаемой относительной погрешности усилия прижатия образцов и частоты движения подвижного образца ± 5, погрешностью измерения температуры не более 1 °С, оснащенная устройствами измерения триботехнических характеристик (сила или момент трения, трибо ЭДС, КРП и др.) с относительной погрешностью не более 5 %.
1.2.2. Аналитические весы модели ВЛА-200 или другой аналогичной.
1.2.3. Шприц с диаметром выходного отверстия 1 - 2 мм.
1.2.4. Образцы пар трения в зависимости от заданного типа опоры: колодка-ролик, кольцо-плоскость, плоскость-плоскость и др.
1.2.5. Образцы смазочного материала.
1.2.6. Промывочные материалы: бензин по ГОСТ 3134-78, ацетон по ГОСТ 2503-79.
1.3. Подготовка к испытаниям
1.3.1. Образцы устанавливают на испытательную установку, обильно смазывают исследуемым смазочным материалом и прирабатывают до стабилизации значений триботехнических характеристик (см. п. 1.2.1) и достижения прилегания поверхностей трения (при этом допускается их шабрение) не менее 95 % от площади меньшего образца. Контроль прилегания осуществляют визуально по пятну контакта.
Приработку можно проводить с переменными р и υ, но на заключительном этапе продолжительностью не менее 1 ч, эти параметры должны соответствовать заданному режиму.
1.3.2. Приработанные образцы обезжиривают (см. п. 1.2.6). Запускают испытательную установку в заданном режиме, регистрируя стабилизированное значение одной из триботехнических характеристик (п. 1.2.1), которое принимают в качестве критериев прекращения смазочного действия.
Если в заданных условиях работы опоры образцы неработоспособны, на них наносят исследуемый смазочный материал. Затем снова запускают испытательную установку в заданном режиме, регистрируя значение одной из триботехнических характеристик в момент ее резкого увеличения во времени, которое принимают в качестве критерия прекращения смазочного действия.
1.3.3. Проводят повторную приработку в заданном режиме при обильном смазывании исследуемым смазочным материалом в течение не менее 30 мин.
1.3.4. Образцы снимают, тщательно промывают
(см. п. 1.2.6), высушивают и
на аналитических весах определяют первоначальный вес образцов ![]() и
и ![]() с меньшей
с меньшей ![]() и большей
и большей ![]() номинальными
площадями поверхности трения соответственно. Затем их устанавливают и закрепляют в
испытательной установке.
номинальными
площадями поверхности трения соответственно. Затем их устанавливают и закрепляют в
испытательной установке.
1.3.5. Исследуемый смазочный материал помещают в шприц с диаметром d выходного отверстия, охлаждают до температуры 0 - 5 °С, затем медленно выдавливают в виде цилиндра на твердую, не впитывающую смазочный материал плоскую поверхность. Отделяют часть длиной lq и определяют ее объем по формуле
![]()
1.3.6. На меньшую приработанную и обезжиренную поверхность трения по возможности равномерно наносят дозу смазочного материала объемом, см3
![]()
Эту поверхность прижимают с заданным усилием к приработанной и совместно с ней обезжиренной поверхности трения сопряженного образца. Медленно перемещают поверхности трения относительно друг друга в течение нескольких циклов (оборотов, двойных ходов) до равномерного размазывания смазочного материала.
При необходимости повторяют эту операцию, уменьшая наносимую дозу смазочного материала и добиваясь отсутствия его видимых излишков. Определенный таким образом объем смазочного материала qм считают равным суммарной маслоемкости пары трения.
1.4. Проведение испытаний
1.4.1. Запускают испытательную установку в заданном режиме. Измеряют интервал времени от запуска до момента прекращения смазочного действия (см. п. 1.3.2).
1.4.2. Для каждого режима проводят не менее 5 опытов с каждой парой образцов. При этом в каждом опыте дозу qм наносят согласно п. 1.3.6.
1.4.3. Образцы снимают, тщательно промывают
(см. п. 1.2.6), высушивают и
определяют веса ![]() и
и ![]() образцов с номинальными
площадями поверхности трения
образцов с номинальными
площадями поверхности трения ![]() и
и ![]() соответственно.
соответственно.
1.4.4. Операции по разд. 1.3 и пп. 1.4.1 - 1.4.3 повторяют не менее, чем на трех парах образцов для каждого режима.
1.5. Обработка результатов испытаний
1.5.1. Для каждого заданного режима устанавливают среднюю продолжительность смазочного действия

где Ti - продолжительность смазочного действия в i опыте;
noп - суммарное (по всем парам образцов) количество опытов на одном режиме.
1.5.2. Определяют интенсивность расходования смазочного материала
для i-го опыта
![]()
для заданного режима

1.5.3. Рассчитывают предельную концентрацию продуктов изнашивания по формуле
![]()
где

![]() и
и ![]() -
соответственно средние объемные износы образцов с площадями трения
-
соответственно средние объемные износы образцов с площадями трения ![]() и
и ![]() до момента
прекращения смазочного действия, устанавливаемого в соответствии с п. 1.3.1:
до момента
прекращения смазочного действия, устанавливаемого в соответствии с п. 1.3.1:


nоб - количество пар образцов для заданного режима;
nоп - количество опытов на одной паре образцов между двумя взвешиваниями;
ρ', ρ''
- плотности материалов образцов с площадями трения ![]() и
и ![]() соответственно.
соответственно.
1.5.4. Вычисляют значения параметров k, n и m степенной
функции ![]() по
формулам
по
формулам



где ![]()
pi - номинальное давление в i опыте,
υi - скорость скольжения в i опыте,
Nv - количество опытов при скорости υi;
N - общее количество опытов с различными рi и υi.
2. РАСЧЕТ ПАРАМЕТРОВ РАЦИОНАЛЬНОГО ПЕРИОДИЧЕСКОГО РЕЖИМА СМАЗЫВАНИЯ
Основные параметры режима периодического смазывания:
доза q - объем смазочного материала, подаваемый единоразово к трущимся поверхностям, см3;
периодичность смазывания Т - интервал времени работы смазываемого сопряжения между двумя последовательными подачами доз, ч;
расход смазочного материала Q - количество смазочного материала, подаваемого к трущимся поверхностям в единицу времени, см3/ч.
2.1. Первичные исходные данные
2.1.1. Характеристики смазочного материала по технической документации
2.1.2. То же для конструкционных материалов взаимно-трущихся деталей.
2.1.3. Характеристики макро- и микрогеометрии поверхностей трения:
диаметр подшипника D или ширина рабочей части направляющей В, см;
длина подшипника l или рабочей части ползуна L, см;
параметры
установившейся поперечной шероховатости ![]() - поверхности трения c меньшим
значением номинальной площади
- поверхности трения c меньшим
значением номинальной площади ![]() и
и ![]() - с большим значением
номинальной площади
- с большим значением
номинальной площади ![]() .
.
2.1.4. Параметры режима работы опоры:
действующее усилие Р и характеристики его изменения во времени (в течение цикла), Н;
частота вращения
цапфы ![]() или
двойных ходов ползуна nx, c-1;
или
двойных ходов ползуна nx, c-1;
безразмерные
интенсивности линейного изнашивания: Ih - детали с
номинальной площадью поверхности трения ![]() и
и ![]() - детали с номинальной
площадью поверхности трения
- детали с номинальной
площадью поверхности трения ![]() .
.
2.2. Расчетные исходные данные
2.2.1. Номинальные площади поверхности трения для:
подшипника ![]() цапфы
цапфы ![]() (черт. 1);
(черт. 1);
ползуна ![]() направляющей
направляющей
![]() (черт.
2),
(черт.
2),
где Y0 - полуугол контакта в подшипнике, рад.
При Y0 < 20° ![]()
при Y0 > 20° 
где

![]() t = 0,16μ1
+ 0,554,
t = 0,16μ1
+ 0,554,
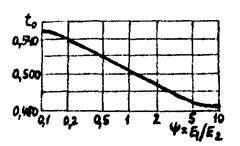
![]() t = m1μ1
+ m2μ2 + t0,
t = m1μ1
+ m2μ2 + t0,
![]()
![]()
μ1, μ2 - коэффициенты Пуассона для материалов подшипника и цапфы соответственно,
Е1, Е2 - модули
упругости для материалов подшипника и цапфы, ![]() ,
,
t0 - параметр, зависящий от соотношения модулей упругости материалов (черт. 3);
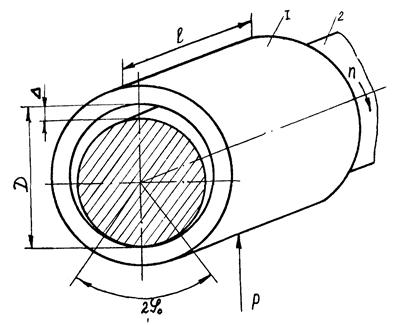
Опора скольжения «подшипник-цапфа»
1 - подшипник, 2 - цапфа, D - диаметр, L - длина подшипника, D - диаметральный зазор, Y0 - полуугол контакта, n - частота вращения вала, p - нормальная (радиальная) нагрузка на подшипник

Опора скольжения «ползун-направляющая»
1 - направляющая, 2 - ползун, В - ширина рабочей части, L - длина, S - ход ползуна, nx - число двойных ходов ползуна в секунду, Р - нормальная нагрузка
δ - радиальный зазор в подшипнике, м. Если неизвестен фактический зазор в подшипнике, то для расчета принимают минимально возможное значение.
Примечание. При сочетании материалов бронза-сталь можно принять to = 0,52; t = 0,6; С0 = 1,714, С = 1,65.
2.2.2. Параметры установившейся шероховатости поверхностей трения.
Определяют параметр Rа профилометрированием или профилографированием приработанных поверхностей трения либо расчетным путем по формуле

где
ра - номинальное давление МПа; t0 - прочность
адгезионной связи при трении ![]() (по ГОСТ
27640-88).
(по ГОСТ
27640-88).
Для пары трения металл-металл при смазке в среднем ориентировочно можно принять
![]()
aг = 2,2a,
где aг, a - коэффициенты гистерезисных потерь соответственно при скольжении и определяемый в экспериментах по одноосному растяжению-сжатию.
Примечание. Для бронзы a = 0,04, для закаленной стали можно принять a = 0,02.
Для приработанных поверхностей без специальной обработки (вибронакатки и т.п.) приближенно
Ra = 3,75 · 10-5 см.
2.2.3. Комплексный геометрический фактор
![]()
где А - площадь свободной (неконтактирующей) поверхности трущейся детали; V - ее объем.
Для валов при ![]() или
направляющих при
или
направляющих при ![]() , вычисляя А и V, в качестве
длинового размера принимают 3D или 3L (L0 - длина вала
или направляющей).
, вычисляя А и V, в качестве
длинового размера принимают 3D или 3L (L0 - длина вала
или направляющей).
2.2.4. Масштабный коэффициент перехода от экспериментальных образцов к натурной опоре скольжения

где комплексы с индексом «о» относятся к экспериментальным образцам, а с индексом «н» - к трущимся деталям натурной опоры.
2.2.5. Номинальное давление
![]()
2.2.6. Если нагрузка действует на опору не постоянно в течение цикла (оборота вала, двойного хода ползуна), то определяют отношение
![]()
где tp - продолжительность действия нагрузки в течение цикла; tц - период цикла.
2.2.7. Средняя скорость относительного перемещений, м/с для опоры «подшипник-цапфа», υ = 0,01 · πDnц, «ползун-направляющая» υ = 0,02 · Snx.
2.3. Расчет дозы смазочного материала
Дозу смазочного материала определяют по формуле
![]()
2.4. Расчет расхода смазочного материала
2.4.1. Если определены значения Iq,
![]()
2.4.2. Если определены ![]() и известны значения
интенсивностей изнашивания натурных взаимнотрущихся деталей, то
и известны значения
интенсивностей изнашивания натурных взаимнотрущихся деталей, то
![]()
2.4.3. Если определены значения ![]() и известны
значения интенсивностей изнашивания модельных образцов,
и известны
значения интенсивностей изнашивания модельных образцов,
![]()
2.4.4. Если определены параметры n, m и k
![]()
Значения ![]() , k, n и m для некоторых
сочетаний конструкционных и смазочных материалов приведены в приложении.
, k, n и m для некоторых
сочетаний конструкционных и смазочных материалов приведены в приложении.
2.5. Расчет периодичности смазывания
Периодичность смазывания определяют по формуле
![]()
Приложение
Справочное
Значения
параметров ![]() , k, n и m для некоторых
сочетаний конструкционных и смазочных материалов (солидол Ж ГОСТ 1033-79,
ЦИАТИМ-201 ГОСТ 6267-74)
, k, n и m для некоторых
сочетаний конструкционных и смазочных материалов (солидол Ж ГОСТ 1033-79,
ЦИАТИМ-201 ГОСТ 6267-74)
|
Конструкционные материалы |
Смазочный материал |
k1 |
n |
m |
[Gv] |
|
|
«подшипник-цапфа» |
бронза-сталь |
УС-2 |
7,5 · 10-8 |
2,0 |
0,7 |
2 % |
|
ЦИАТИМ-201 |
6 · 10-10 |
3,4 |
0 |
|||
|
«ползун-направляющая» |
чугун |
УС-2 |
9,6 · 10-10 |
1,5 |
-0,8 |
|
|
чугун |
ЦИАТИМ-201 |
1,7 · 10-9 |
1,1 |
-0,8 |
||
|
сталь |
УС-2 |
2,2 · 10-8 |
1,5 |
0 |
||
|
сталь |
ЦИАТИМ-201 |
5,3 · 10-8 |
1,1 |
0 |
Литература
1. Крагельский И.В., Добычин М.Н., Комбалов В.С. Основы расчетов на трение и износ - М.: Машиностроение, 1977.
2. Карасик И.И., Черный А.Ш. Ухудшение смазочной способности пластичного смазочного материала в результате пассивирующего действия изнашивания - Трение и износ, 1984. - т. 5 - С. 1045 - 1060.
3. Черный А.Ш., Карасик И.И.; Курганский П.М. Расчет необходимой подачи пластичного смазочного материала для приработанных пар трения скольжения - Вестник машиностроения, 1984 г., № 5. - С. 20 - 23.
4. Черный А.Ш., Курганский П.М. Рациональное смазывание опор скольжения технологического оборудования пластичным смазочным материалом // Надежность судовых машин. - Николаевский кораблестроительный институт, 1985 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ ВНИИНМАШ Госстандарта СССР
ИСПОЛНИТЕЛИ:
д.т.н. И.И. Карасик, к.т.н. А.Ш. Черный (руководители темы); к.т.н. П.М. Курганский, А.А. Булавин; Н.Н. Самойлова.
2. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ ПРИКАЗОМ ВНИИНМАШ № 828 от 21 октября 1987 г.
3. ВВЕДЕНЫ ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта, приложения |
|
|
Приложение |
|
|
Приложение |
СОДЕРЖАНИЕ