ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
(Госстандарт СССР)
Всесоюзный научно-исследовательский институт по
нормализации в машиностроении
(ВНИИНМАШ)
Утверждены
Приказом ВНИИНМАШ
№ 394 от 14.12.1987 г.
Единая система
технологической документации (ЕСТД)
Требования к оформлению
документов на технологические
процессы электрофизических
и электрохимических методов
обработки
Рекомендации
Р 50-54-33-87
Москва 1988
|
Единая система технологической документации Требования к оформлению документов на технологические процессы электрофизических и электрохимических методов обработки |
Р 50-54-33-87 |
Дата введения 01.01.89 г.
Настоящие рекомендации (Р) устанавливают порядок оформления технологических документов (далее - документов) на единичные, типовые, групповые технологические процессы и операции (ЕТП, ТТП, ГТП и ТО, ГО) электрофизических и электрохимических методов обработки.
1. Вид и комплектность документов определяются разработчиком в зависимости от типа производства, стадии разработки документации, степени детализации описания согласно требованиям основополагающих стандартов ЕСТД (ГОСТ 3.1119-83; ГОСТ 3.1121-84).
Общие требования к оформлению документов - по ГОСТ 3.1104-81; ГОСТ 3.1124-86.
2. При описании технологических процессов (операций) электрофизических и электрохимических методов обработки применяют формы маршрутных карт (МК) по ГОСТ 3.1118-82, выполняющих функции следующих видов документов:
карт технологических процессов (КТП) и операционных (ОК) - для ЕТП и операций;
карт типовых (групповых) технологических процессов (КТТП) и типовых (групповых) операций (КТО) - для ТТП, ГТП, ТО, ГО.
2.1. При неавтоматизированном проектировании документов используют формы МК 1 и 1б, 3 и 3б; при автоматизированном - 5 и 5а.
2.2. При применении форм МК в качестве других видов документов в блоке Б6 основной надписи по ГОСТ 3.1103-82 к условному обозначению МК добавляют через разделительный знак «/» обозначение по ГОСТ 3.1102-81 документа, функции которого выполняются, например, МК/ОК; МК/КТТП и т.п.
2.3. В формах МК/ОК информацию в графах, относящихся к строкам со служебными символами А, Б, В, Г, Д, Е, М 01, М 02, записывают по ГОСТ 3.1118-82 с учетом следующих дополнений:
графы 3 и 5 основной надписи не заполняют;
в графе «Обозначение документа» приводят ссылки на применяемые технологические инструкции (ТИ), по охране труда (ИОТ) и другие документы;
графы по трудозатратам, кроме Тп.з. и Тшт., куда вносятся соответственно данные по суммарному вспомогательному и суммарному основному времени на операцию, также не заполняют.
2.4. Наименования операций электрофизической и электрохимической обработки записывают по Классификатору технологических операций машиностроения и приборостроения 1 85 151.
2.5. Информацию об основном материале (заготовки) размещают в строках М01 и М02.
2.6. Для указания данных по вспомогательным материалам допускается вводить в МК (формы 1 и 3) соответственно строки к/м, л/м и Н/М.
3. Основное и вспомогательное время (То и Тв) на переход фиксируется на уровне последней строки записи содержания перехода: Тв - в границах графы Тп.з.; То - в границах графы Тшт..
4. Сведения о технологических режимах обработки - в строке со служебным символом Р.
4.1. Типовые блоки технологических режимов могут вводиться в формы 1 и 3 МК соответственно после строки Б или Е, а в случае использования материалов - К/М или Н/М.
4.2. Состав граф устанавливает разработчик документов с учетом метода обработки.
4.3. Размеры граф определяются:
максимальной длиной строки;
необходимостью размещения их таким образом, чтобы вертикальные линии, разделяющие графы строки со служебным символом К/М и графы блока режимов, по возможности совпадали;
количеством знаков для параметров режимов с учетом единиц величины;
возможностью дополнения информации.
4.4. Примеры формирования таких типовых блоков и состав их граф приведены в приложении 1.
4.5. Данные о технологических режимах допускается располагать в строке со служебным символом «0» после текстовой записи содержания операции (перехода).
5. Для сокращения объема документации при выполнении графических изображений без помощи средств механизации и автоматизации допускается в МК не указывать изображение последних 6 - 8 строк, а использовать эту зону для графических иллюстраций.
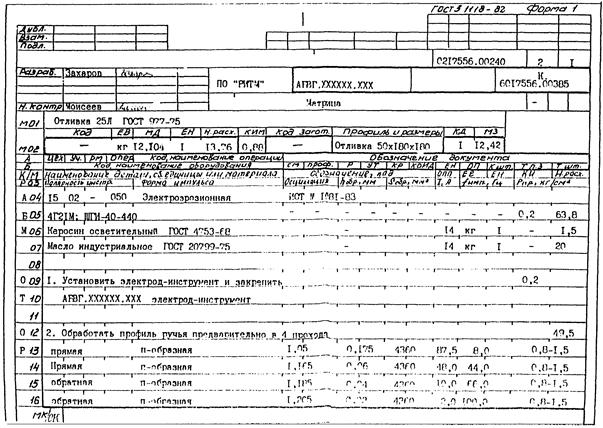
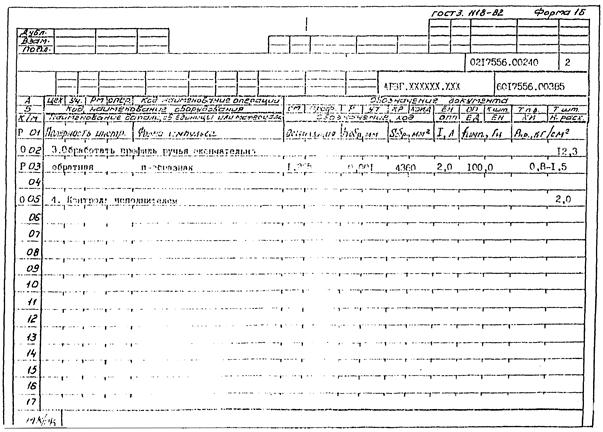
6. Пример оформления операции электроэрозионной обработки, выполненный на формах 1 и 1б МК, дан в приложении 2.
ПРИЛОЖЕНИЕ 1
ПРИМЕРЫ ФОРМИРОВАНИЯ ТИПОВЫХ БЛОКОВ ИНФОРМАЦИИ ПО ТЕХНОЛОГИЧЕСКИМ РЕЖИМАМ ЭЛЕКТРОФИЗИЧЕСКИХ И ЭЛЕКТРОХИМИЧЕСКИХ МЕТОДОВ ОБРАБОТКИ
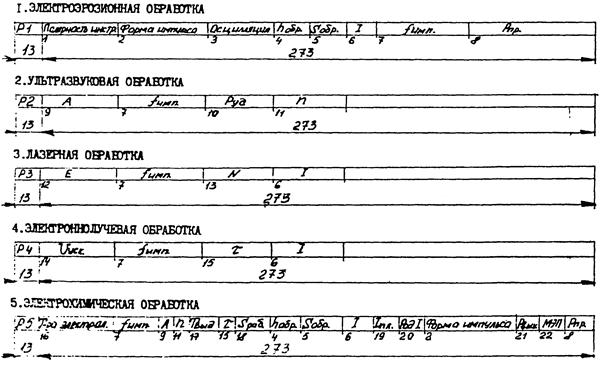
Условные обозначения и содержание граф
|
Условное обозначение графы при |
Номер информационного блока режимов |
Содержание графы |
||
|
ручном способе заполнения |
автоматизированном проектировании |
|||
|
1 |
Полярность инстр. |
ПИ |
Р1 |
Полярность инструмента |
|
2 |
Форма импульса |
ФИ |
Р1, Р5 |
Форма импульса |
|
3 |
Осцилляция |
сц |
Р1 |
Осцилляция |
|
4 |
h обр. |
Н ОБР. |
Р1, Р5 |
Глубина обработки за один установ |
|
5 |
S обр. |
S ОБР. |
Р1, Р5 |
Площадь обрабатываемой поверхности за один установ |
|
6 |
1 |
1 |
Г1, Г3, Р4, Р5 |
Сила тока |
|
7 |
f имн. |
ч ИМН. |
Р1, Р2, Р3, Р4, Р5 |
Частота импульсов генератора |
|
8 |
Р пр. |
Р ПР. |
Р1, Р5 |
Давление прокачки рабочей среды |
|
9 |
А |
А |
Р2, Р5 |
Амплитуда колебаний инструмента |
|
10 |
Р уд. |
Р УД. |
Р2 |
Удельная нагрузка |
|
11 |
n |
ЧВ. |
Р2, Р5 |
Частота вращения инструмента |
|
12 |
Е |
Е |
Р3 |
Энергия импульса |
|
13 |
N |
N ИЗЛУЧ. |
Р3 |
Мощность излучения |
|
14 |
U уск. |
U у |
Р4 |
Ускоряющее напряжение |
|
15 |
t |
ТИ |
Р4, Р5 |
Длительность импульсов |
|
16 |
Т-ра электрод. |
Т-РА ЭЛ. |
Р5 |
Температура электролита |
|
17 |
Т выд. |
ТВТ |
Р5 |
Время выдержки под током |
|
18 |
S раб. |
-SP |
Р5 |
Рабочая подача инструмента |
|
19 |
I пл. |
I ПЛ |
Р5 |
Плотность тока |
|
20 |
Род I |
РОД I |
Р5 |
Род тока |
|
21 |
Р вых. |
Р ВЫХ. |
Р5 |
Противодавление |
|
22 |
МЭП |
МЭП |
Р5 |
Межэлектродный промежуток |
ПРИЛОЖЕНИЕ 2
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОЙ КАРТЫ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ, ВЫПОЛНЕННЫЙ НА ФОРМАХ 1 и 1б МК
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАНЫ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
ИСПОЛНИТЕЛИ: к.т.н. В.Ф. Курочкин; к.т.н. П.А. Шалаев; Б.С. Мендриков (руководитель темы); Е.А. Лобода; А.Ю. Шабурин; М.Ю. Киселева
УТВЕРЖДЕНЫ приказом ВНИИНМАШ № 394 от 14.12.1987 г.
ВЗАМЕН ГОСТ 3.1415-73 и ГОСТ 3.1416-73
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта, приложения |
|
|
ГОСТ 977-75 |
|
|
ГОСТ 4753-68 |
|
|
ГОСТ 3.1104-81 |
|
|
ГОСТ 3.1124-86 |
|
|
Классификатор технологических операций машиностроения и приборостроения 1 85 151 |
СОДЕРЖАНИЕ
|
Приложение 1. Примеры формирования типовых блоков информации по технологическим режимам электрофизических и электрохимических методов обработки. 2 |