РЕКОМЕНДАЦИЯ
ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ
ЕДИНСТВА ИЗМЕРЕНИЙ
ПЛИТЫ ПОВЕРОЧНЫЕ
И РАЗМЕТОЧНЫЕ
МЕТОДИКА ПОВЕРКИ
МИ 2007-89
МОСКВА - 1990
РЕКОМЕНДАЦИЯ
|
Государственная система обеспечения единства измерений ПЛИТЫ ПОВЕРОЧНЫЕ И РАЗМЕТОЧНЫЕ Методика поверки |
МИ |
Дата введения 01.07.90
Настоящая рекомендация распространяется на поверочные и разметочные плиты, выпускаемые из производства по ГОСТ 10905, на образцовые плиты разрядов 2 и 3 по ГОСТ 8.420 и устанавливает методику их первичной и периодической поверок.
По методике настоящей рекомендации допускается поверять также находящиеся в эксплуатации импортные плиты и плиты, выпущенные до введения ГОСТ 10905.
Рекомендуемый межповерочный интервал для образцовых плит - 1 год, для рабочих - 2 года.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в табл. 1.
Таблица 1
|
Номер пункта |
Средства поверки и их нормативно-технические характеристики |
Обязательность проведения операции при |
||
|
первичной поверке |
эксплуатации и хранении |
|||
|
Внешний осмотр |
|
Да |
Да |
|
|
Проверка размагниченности |
Частицы из низкоуглеродистой стали массой от 0,1 до 0,2 г |
Да |
Да |
|
|
Определение шероховатости боковых и нешаброванных рабочих поверхностей |
Образцы шероховатости поверхности по ГОСТ 9378 или образцовые аттестованные детали с параметром шероховатости Ra, равным 0,32; 0,63; 1,25; 2,5 и 5,0 мкм |
Да |
Нет |
|
|
Определение отклонения от перпендикулярности боковых поверхностей между собой и боковых поверхностей к рабочей |
Угольник поверочный типа УП или УШ класса 2 по ГОСТ 3749; набор щупов |
Да |
Нет |
|
|
Определение качества шабровки |
Поверочная плита по ГОСТ 10905 или поверочная линейка типа ШМ по ГОСТ 8026 |
Да |
Да |
|
|
Определение отклонения от плоскостности рабочей поверхности |
См. табл. 4 |
Да |
Да |
|
Примечания:
1. Качество шабровки у плит, находящихся в эксплуатации, проверяют только в том случае, если они предназначены для работы по методу «пятен на краску».
2. Чугунные плиты, прошедшие ремонт, разрешается не поверять по п. 3.4, если их боковые поверхности при работе не используются. В этом случае боковые поверхности должны быть окрашены.
3. Поверка может быть прекращена после получения отрицательных результатов при выполнении любой из операций поверки.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Температура помещения, в котором проводят поверку, должна быть 20 °С с допускаемыми отклонениями:
±3 °С - для плит класса точности 00 и разрядов 2 и 3;
±4 °С - для плит классов точности 0 и 1;
±6 °С - для плит классов точности 2 и 3.
Скорость изменения температуры во время поверки не должна превышать 1 °С/ч.
2.2. Плита должна быть тщательно промыта бензином - растворителем марки БР-1 по ГОСТ 443 или другим обезжиривающим средством, протерта сухой салфеткой и выдержана в помещении, где проводят поверку, не менее 12 ч.
2.3. Плиты размером 1000´630 мм и более, находящиеся в эксплуатации, устанавливают на фундаменты или опорные тумбы и их поверку проводят непосредственно на рабочем месте.
2.4. При определении отклонения от плоскостности плиты уровнем или микронивелиром рабочая поверхность плиты должна быть установлена в горизонтальное положение. Для проверки горизонтальности используют брусковый уровень с ценой деления 0,02 мм/м по ГОСТ 9392. Смещение пузырька уровня относительно нуль-пункта в центре плиты не должно превышать двух делений шкалы. На остальных участках поверхности пузырек должен находиться в пределах шкалы уровня.
Если смещения пузырька превышают указанные, проводят регулировку положения плиты, изменяя высоту опор. В этом случае поверку плит размером 630´400 мм и более классов точности 2 и 3 проводят не ранее чем через 12 ч после окончания регулировки, а классов точности 00, 0 и 1 - не ранее чем через 24 ч.
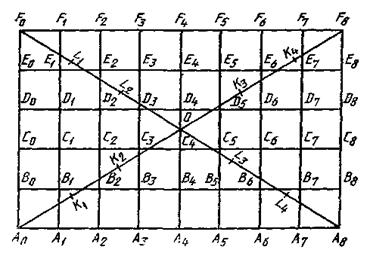
2.5. На листе бумаги чертят план рабочей поверхности плиты с указанием сечений и точек, в которых будут проводиться измерения для определения отклонения от плоскостности плиты (см., например, черт. 1 приложения 5). Число сечений и проверяемых точек в них выбирают в соответствии с пп. 3.6.2 и 3.6.3.
2.6. На боковых поверхностях плиты мелом или цветными карандашами наносят отметки против проверяемых точек в соответствии с планом. На образцовых плитах отметки и их буквенные обозначения следует наносить несмываемой краской.
При определении отклонения от плоскостности сличением с образцовыми поверочными линейками следует также нанести отметки на боковых поверхностях линеек в соответствии с отметками на плите. Если проверяемые точки в продольных и поперечных сечениях расположены на разных расстояниях, а для измерений используют одну линейку, то отметки для них должны иметь разный цвет.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Внешний осмотр
3.1.1. При внешнем осмотре проверяют внешний вид, комплектность и маркировку.
3.1.2. На поверхностях плит, выпускаемых из производства, не должно быть трещин, раковин, выбоин, посторонних включений и других дефектов, снижающих качество. Материал для заделки раковин на чугунных плитах должен быть однородным с материалом плиты. У плит из гранита исправление дефектов на рабочей поверхности плиты не допускается.
У плит, находящихся в эксплуатации, допускается наличие царапин, вмятин и забоин, не выступающих над рабочей поверхностью плиты и не влияющих на ее эксплуатационные качества.
Материал плит из гранита должен иметь однородную структуру. Цвет каждой плиты должен быть однородным. Допускается неоднородность структуры и цвета плит, не влияющая на эксплуатационные качества.
3.1.3. На боковой поверхности плиты или на прикрепленной пластине должны быть нанесены:
товарный знак предприятия-изготовителя;
класс точности;
год выпуска;
номер по системе нумерации предприятия-изготовителя;
обозначение стандарта технических условий.
3.1.4. Комплектность плиты должна соответствовать указанной в эксплуатационном документе.
3.2. Проверка размагниченности
Размагниченность плит из чугуна проверяют с помощью мелких частиц из низкоуглеродистой стали. Частицы не должны прилипать к поверхности плиты.
3.3. Определение шероховатости боковых и нешаброванных рабочих поверхностей
Шероховатость боковых и нешаброванных рабочих поверхностей определяют визуальным сравнением с образцами шероховатости или с аттестованными образцовыми деталями, изготовленными из материала, соответствующего материалу плиты. Параметр шероховатости Ra рабочей поверхности для плит классов точности 00 и 0 и разрядов 2 должен быть не более 0,32 мкм; для плит разряда 3 и плит класса 1 размером до 630´400 мм - не более 0,63 мкм; для плит класса 1 большего размера и всех типоразмеров плит классов 2 и 3 - не более 1,25 мкм. У боковых поверхностей параметр шероховатости Ra должен быть не более 5 мкм для плит из чугуна и не более 2,5 мкм - для плит из гранита.
При возникновении спорных вопросов шероховатость поверхности определяют профилометром степени точности 2 по ГОСТ 19300. Измерения проводят не менее чем на пяти участках для плит размером 1000´630 мм и не менее чем на десяти - для плит большего размера.
При измерении шероховатости поверхности плит из гранита профилометром не следует учитывать результаты, значительно отличающиеся от остальных вследствие влияния на них пористости поверхности. Последнее обнаруживается по резкому скачку стрелки прибора в момент попадания щупа на пору.
3.4. Определение отклонения от взаимной перпендикулярности боковых поверхностей к рабочей
3.4.1. Отклонение от перпендикулярности определяют с помощью щупа и угольника. Рекомендуемая длина, на которой определяется отклонение от перпендикулярности, и соответствующие размеры щупов приведены в табл. 2.
Таблица 2
мм
|
Рекомендуемая длина контролируемого участка поверхности плиты |
Толщина щупа для плит исполнений по ГОСТ 10905 |
||
|
1, 2, 3 |
4, 5 |
||
|
От 160´160 до 250´250 |
100 |
0,2 |
0,02 |
|
От 400´400 до 1000´1000 |
250 |
0,3 |
0,03 |
|
От 1600´1000 до 2500´1600 |
400 |
0,4 |
0,04 |
3.4.2. Для определения отклонения от перпендикулярности угольник накладывают внутренним рабочим углом на контролируемые поверхности таким образом, чтобы при наличии отклонения от перпендикулярности зазор образовывался вдоль длинной рабочей поверхности угольника. От точки касания длинной поверхности угольника с плитой отсчитывают длину, рекомендуемую в табл. 2. Щуп соответствующего размера не должен входить в зазор на указанной длине.
3.4.3. Измерения можно выполнять на длине, превышающей значения, рекомендованные в табл. 2. В этом случае для плит исполнений 1 - 3 толщина щупа должна соответствовать допуску перпендикулярности 12-й степени точности, а для плит исполнений 4 и 5 - допуску 7-й степени точности по ГОСТ 24643.
3.5. Определение качества шабровки
Качество шабровки проверяют как у плит с ручной шабровкой, так и у плит, поверхность которых разбивается на пятна механическим способом. При этом определяют число пятен и равномерность их распределения на рабочей поверхности плиты.
Проверку осуществляют сличением «на краску» с рабочей поверхностью плиты размером не более 630´400 мм или поверочной линейки длиной не более 1000 мм, класс точности которых выше класса точности поверяемой плиты. Поверочные плиты классов точности 00 и 0 сличают с плитами того же класса.
Одна из боковых сторон образцовой плиты или линейки должна быть не менее расстояния между проверяемыми точками.
Рабочую поверхность образцовой плиты или линейки покрывают тонким слоем берлинской лазури, смеси сажи с машинным маслом или типографской краски № 2515-26. Поместив образцовую плиту или линейку на рабочую поверхность поверяемой плиты, смещают ее несколько раз в продольном и поперечном направлениях. Выбрав участки с наибольшим и наименьшим числом окрашенных пятен, определяют на них числа пятен в квадрате со стороной 25 мм, используя рамку из плотной бумаги или картона. Число участков, на которых подсчитывают пятна, должно быть не менее пяти у плит размером до 1600´1000 мм и не менее десяти у плит большего размера. Число пятен должно быть не менее указанного в табл. 3. Разность чисел пятен в любых двух квадратах должна быть не более пяти у плит, выпускаемых из производства, и не более десяти у плит, прошедших ремонт и находящихся в эксплуатации.
Таблица 3
|
Число пятен в квадрате со стороной 25 мм, не менее |
||
|
при выпуске из производства |
в эксплуатации и после ремонта |
|
|
Классы 00 и 0, разряд 2 |
25 |
20 |
|
Класс 1, разряд 3 |
20 |
15 |
|
Классы 2 и 3 |
15 |
12 |
Число пятен не определяют на расстоянии до 5 мм от краев плит размерами до 630´400 мм и до 10 мм - у плит больших размеров.
3.6. Определение отклонения от плоскостности рабочей поверхности
3.6.1. Отклонение от плоскостности рабочих поверхностей плит определяют с помощью средств, приведенных в табл. 4.
Таблица 4
|
Размеры плит, мм |
Средства поверки и их нормативно-технические характеристики |
|
|
Класс 00 и 0 |
От 160´160 до 630´400 |
Оптическая линейка ОЛ-800 разряда 1 по ГОСТ 8.420 |
|
Классы 00, 0; разряд 2 |
От 250´250 до 2500´1600 |
Автоколлиматор с ценой деления 0,2", измерительная каретка (см. приложение 1) |
|
Класс 0 |
От 400´400 до 1000´630 |
Оптическая линейка ОЛ-1600 разряда 1 по ГОСТ 8.420 |
|
Класс 1, разряд 3 |
От 250´250 до 2500´1600 |
Автоколлиматор с ценой деления 0,5" или 1"; уровень с микрометрической подачей ампулы типа 1 с ценой деления 0,01 мм/м, по ГОСТ 11196; брусковый уровень с ценой деления 0,02 мм/м по ГОСТ 9392 или микронивелир типа МН-2 разряда 2 по ГОСТ 8.420; электронный уровень «Микрад»; измерительная каретка (см. приложение 1) |
|
Классы 1 и 2 |
От 160´160 до 2500´1600 |
Поверочные линейки типов ШП или ШД разряда 3 по ГОСТ 8.420; устройство компарирующее по ТУ 50.446-84 или приспособления (см. приложение 2) и измерительная головка типа 1ИГ по ГОСТ 18833 |
|
Классы 2 и 3 |
От 400´400 до 1600´1000 |
Приспособление с измерительной5 головкой (см. приложение 3); контрольный брусок по ГОСТ 22601 |
|
От 630´400 до 2500´1600 |
Оптический плоскомер типа ОП 3-го разряда по ГОСТ 8.420 |
|
|
Класс 3 |
От 400´400 до 2500´1600 |
Поверочные линейки типа ШП или ШД разряда 3 по ГОСТ 8.420; измерительная головка типа 2ИГ по ГОСТ 18833 и приспособления (см. приложение 2) или устройство компарирующее по ТУ 50.446-84 |
|
От 1000´1000 до 2500´1600 |
Гидростатический уровень с ценой деления 0,01 мм разряда 3 по ГОСТ 8.420 |
Примечания:
1 При отсутствии указанных средств поверки определение отклонения от плоскостности поверхностей рабочих шаброванных плит размером не более 400´400 мм классов точности 1 и ниже допускается проводить методом «на краску». Проверку осуществляют методом «трех плит» или сличением с образцовой поверхностью. Методика проверки «на краску» приведена в приложении 4.
2. При поверке допускается использовать средства, предусмотренные в табл. 4, для плит более высоких разрядов и классов точности, чем у поверяемой плиты.
3. Допускается применение других средств поверки, прошедших метрологическую аттестацию в органах государственной метрологической службы и обеспечивающих необходимую точность поверки.
3.6.2. При определении отклонения от плоскостности рабочей поверхности всеми средствами измерений, кроме гидростатического уровня и оптического плоскомера, проводят измерения в продольных, поперечных и в двух диагональных сечениях. У плит класса точности 1 и ниже допускается не проверять промежуточные поперечные сечения.
При поверке плит класса точности 00 должно быть выполнено не менее трех независимых измерений, а класса точности 0 - не менее двух. За результат принимают средние арифметические значения.
3.6.3. Число проверяемых точек выбирают в зависимости от размера плиты в соответствии с табл. 5.
Таблица 5
|
Наименьшее число проверяемых точек |
|
|
160, 250 |
3 |
|
400 |
4 |
|
630, 1000 |
5 |
|
1600 |
7 |
|
2000, 2500 |
9 |
Расстояние между проверяемыми точками в поперечном сечении не должно превышать расстояния в продольном.
При измерении отклонения от плоскостности уровнем, микронивелиром, автоколлиматором или приспособлением, приведенным в приложении 3, проверяемые точки в продольных и поперечных сечениях рекомендуется располагать на одинаковых расстояниях. Для диагональных сечений расстояние может быть другим, однако при этом должно укладываться целое четное число шагов.
При измерении оптической линейкой и при сличении с поверочными линейками в диагональных сечениях достаточно выполнить измерения в трех точках - двух крайних и центральной.
3.6.4. При измерении автоколлиматором, уровнем, микронивелиром и приспособлением, приведенным в приложении 3, для правильного определения знаков отклонений от вспомогательной плоскости измерения и обработку результатов в каждом сечении следует начинать с крайнего участка, расположенного слева по отношению к поверителю, стоящему лицом к плите.
3.6.5. Результаты измерений записывают в таблицы (см. табл. 8 - 17 приложения 5). Точкам в каждом сечении дают номера 0, 1, 2, ..., п, начиная с крайней левой точки сечения.
3.6.6. При определении отклонения от плоскостности рабочей поверхности сначала проводят измерения в диагональных сечениях и по методикам, приведенным в п. 4.5.1, вычисляют отклонения от вспомогательной плоскости в крайних точках диагоналей. Если они не превышают значение допуска плоскостности, проводят измерения в остальных сечениях. В противном случае плиту бракуют.
Примечание. Если отклонения имеют разные знаки, то с допуском сравнивают их алгебраическую разность.
Отклонения от плоскостности рабочих плит, находящихся в эксплуатации, и плит, выпускаемых из производства, не должны превышать значений допусков, приведенных в табл. 6. Для плит, размеры которых не соответствуют ГОСТ 10905, допускаемые отклонения от плоскостности устанавливают пропорционально размеру длинной стороны, исходя из допусков, приведенных в табл. 6.
Таблица 6
|
Допуск плоскостности, мкм, для классов точности |
|||||
|
00 |
0 |
1 |
2 |
3 |
|
|
160´160 |
2 |
4 |
8 |
16 |
30 |
|
250´250 |
2,5 |
5 |
10 |
20 |
40 |
|
400´400 |
3 |
6 |
12 |
25 |
50 |
|
630´400 |
4 |
8 |
16 |
30 |
60 |
|
1000´630 |
5 |
10 |
20 |
40 |
80 |
|
1600´1000 |
6 |
12 |
25 |
50 |
100 |
|
2000´1000 |
8 |
16 |
30 |
60 |
120 |
|
2500´1600 |
8 |
16 |
30 |
60 |
120 |
Для образцовых поверочных плит значения допусков плоскостности приведены в табл. 7.
Таблица 7
|
Допуск плоскостности, мкм, для плит разрядов |
||
|
2 |
3 |
|
|
1000´630 |
10 |
16 |
|
1600´1000 |
12 |
25 |
|
2000´1000 |
20 |
40 |
|
2500´1600 |
25 |
60 |
3.6.7. Методика измерения отклонения от плоскостности автоколлиматором
Плоское зеркало, входящее в комплект автоколлиматора, закрепляют на измерительной каретке, расстояние между опорами которой устанавливают равным расстоянию между проверяемыми точками. При поверке плит размером от 400´400 до 1000´630 мм в качестве измерительной каретки можно использовать синусную линейку с расстоянием между опорами 100 мм.
Автоколлиматор устанавливают рядом с последней точкой проверяемого сечения на жесткую опору, обеспечивающую стабильность углового положения его оптической оси. Ось автоколлиматора направляют вдоль проверяемого сечения. Если труба автоколлиматора имеет возможность вращаться вокруг горизонтальной оси, то ее разворачивают так, чтобы значения цифр на вертикальных шкалах увеличивались снизу вверх. Если труба закреплена жестко, а значения цифр на вертикальных шкалах возрастают сверху вниз, то автоколлиматор следует устанавливать около точки с номером 0.
Если по каким-либо причинам невозможно установить автоколлиматор так, как указано выше, можно расположить его на противоположной стороне, однако в этом случае при обработке результатов знаки полученных отклонений от вспомогательной плоскости следует заменить на обратные.
Каретку с зеркалом помещают на ближайший к автоколлиматору участок проверяемого сечения. При этом центр зеркала располагают против центра объектива. Регулируя наклон зеркала и трубы автоколлиматора, добиваются появления автоколлимационного изображения марки автоколлиматора в поле зрения окуляра и совмещают его с одним из центральных штрихов минутной шкалы.
Затем проверяют яркость автоколлимационного изображения, устанавливая зеркало на наиболее удаленный участок сечения. При недостаточной яркости изображения проводят повторную регулировку положения автоколлиматора и зеркала, после чего приступают к измерениям. Для ускорения процесса измерений применяют поверочную линейку типа ШД, равную длине проверяемого сечения или превышающую ее. Положив линейку вдоль проверяемого сечения так, чтобы она касалась плиты боковыми поверхностями, рабочую поверхность линейки используют в качестве направляющей, вдоль которой перемещают каретку с зеркалом. Это ограничивает изменение углового положения зеркала в горизонтальной плоскости и обеспечивает расположение автоколлимационного изображения в поле зрения автоколлиматора.
При измерении в крайних сечениях опоры измерительной каретки устанавливают против отметок на боковой поверхности плиты. Положение проверяемых точек в промежуточных и диагональных сечениях определяют по рулетке, натянутой между отметками на противоположных боковых поверхностях плиты, или по отметкам на поверочной линейке типа ШД.
Установив каретку с зеркалом на первый участок, ограниченный точками 0 и 1, снимают отсчет a1 по автоколлиматору, после чего каретку последовательно устанавливают на остальные участки проверяемого сечения и снимают отсчеты a2, a3, a4, ..., an. Пример записи результатов измерений приведен в табл. 10 и 11 приложения 5.
Затем автоколлиматор устанавливают против следующего сечения и повторяют все операции в такой же последовательности.
Чтобы не проводить регулировку положения автоколлиматора при его перестановке, плиты размером до 630´400 мм рекомендуется поверять на плите большего размера, используя ее в качестве опоры для автоколлиматора.
3.6.8. Методика измерения отклонения от плоскостности оптической линейкой
При поверке плит размером до 630´400 мм поверяемую плиту и оптическую линейку рекомендуется устанавливать на плиту большего размера. Линейку помещают на домкраты, позволяющие регулировать ее положение по высоте.
При поверке плит большего размера оптическую линейку устанавливают непосредственно на поверхность поверяемой плиты. В этом случае расстояние опор линейки от краев плиты должно быть достаточным для установки каретки при проверке крайних точек.
Измерения проводят сначала в диагональных сечениях. Оптическую линейку устанавливают вдоль одной из диагоналей, регулировкой высоты опор добиваются, чтобы показания в двух крайних точках были равны и записывают их в таблицу (см. табл. 8 приложения 5). Затем проводят измерение в центральной течке. При установке измерительного наконечника каретки на крайние точки одна из опор выходит за пределы поверяемой плиты. Ее следует поддерживать рукой. Таким же образом проводят измерения в соответствующих точках второй диагонали.
Положение проверяемых точек в крайних сечениях определяют по отметкам на боковых поверхностях плиты, а в промежуточных - по шкале на корпусе оптической линейки. При проверке продольных и поперечных сечений разность показаний в крайних точках не должна превышать 5 - 10 мкм. Пример записи результатов измерений приведен в табл. 9 приложения 5.
3.6.9. Методика измерения отклонения от плоскостности пузырьковым уровнем и микронивелиром
Уровень закрепляют на измерительной каретке с соответствующим расстоянием между опорами, а ампулу микронивелира - на одном из сменных оснований, входящих в его комплект.
Положение проверяемых точек в сечениях определяют таким же образом, как при измерении автоколлиматором. При измерении определяют на каждом участке контролируемого сечения смещение пузырька ампулы уровня или микронивелира относительно нулевых штрихов шкалы. За нулевые условно принимают два больших штриха А и В (черт. 1), расположенных симметрично относительно нуль-пункта уровня на расстоянии друг от друга, равном длине пузырька. Смещение левого конца пузырька отсчитывают относительно штриха А, смещение правого конца пузырька - относительно штриха В. При смещении конца пузырька вправо от соответствующего нулевого штриха отсчет записывают со знаком «плюс», при смещении влево - со знаком «минус». Примеры записи и обработки результатов измерений приведены в табл. 12 и 13 приложения 5.

Установив каретку так, чтобы опоры располагались на точках, ограничивающих крайний левый участок проверяемого сечения, ожидают полного успокоения пузырька и снимают отсчеты по обоим концам в делениях шкалы ампулы с точностью до 0,1 деления. Отсчеты записывают в таблицу против точки с номером 1. Затем каретку помещают последовательно на все участки проверяемого сечения и снимают отсчеты аналогичным образом. Закончив измерения в одном сечении, устанавливают каретку на крайний левый участок следующего сечения и продолжают измерения.
3.6.10. Методика измерения отклонения от плоскостности электронным уровнем «Микрад»
Для выполнения измерений с целью компенсации возможного изменения углового положения плиты рекомендуется использовать оба преобразователя, входящие в состав электронного уровня. Один преобразователь закрепляют на измерительной каретке или на сменном основании из комплекта микронивелира МН-2 и перемещают вдоль проверяемого сечения. Второй преобразователь устанавливают на любой из участков плиты, располагая его параллельно первому. Положение второго преобразователя при выполнении измерений в каждом из сечений должно оставаться постоянным и может изменяться только при перестановке первого преобразователя с одного проверяемого сечения на другое. При изменении направления перемещения первого преобразователя необходимо изменить положение второго преобразователя, установив его параллельно первому.
Измерения выполняют шаговым методом, как и при измерении уровнями с пузырьковыми ампулами. Отсчеты снимают по показывающему прибору электронного блока. Электронный уровень «Микрад» частично осуществляет обработку результатов в процессе измерений и выдает измерительную информацию в виде ординат yi точек профиля, выраженных в единицах длины. Поэтому протоколы для записи и обработки результатов измерений должны соответствовать приведенным в табл. 10 и 11 приложения 5 с исключением из них граф 3 - 5.
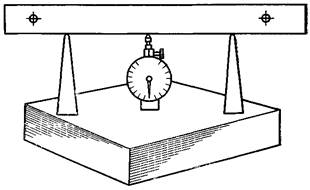
3.6.11. Методика измерения отклонения от плоскостности сличением с образцовыми поверочными линейками при помощи компарирующего устройства или приспособлений с измерительными головками
При измерении используют поверочные линейки и компарирующее устройство или приспособления по приложению 2.
Сначала проводят измерения в диагональных сечениях. Образцовую линейку помещают на опорные призмы, входящие в состав компарирующего устройства (или приспособления с измерительными головками), и устанавливают ее вдоль одной из диагоналей плиты так, чтобы середина линейки совпала с центром плиты (черт. 2). В центральную точку плиты устанавливают стойку с измерительной головкой, поднимают ее до соприкосновения измерительного наконечника с рабочей поверхностью образцовой линейки и, установив на шкале близкое к нулю показание, закрепляют головку в стойке. Затем проводят измерения в двух крайних точках диагонали, записывая отсчеты в протокол (см. табл. 14 приложения 5), после чего выполняют измерения во втором диагональном сечении.
При измерении в крайних сечениях положение проверяемых точек определяют по отметкам на боковых поверхностях плиты, а в промежуточных - по отметкам на боковых поверхностях поверочных линеек.
Отсчеты по индикатору a0, a1, a2, ..., an записывают в протокол (табл. 15 приложения 5).
3.6.12. Методика измерения отклонения от плоскостности приспособлением, приведенным в приложении 3
Расстояние между проверяемыми точками плиты должно соответствовать расстоянию между опорами приспособления. Его выбирают таким, чтобы число проверяемых точек было не менее указанного в табл. 12, но не более одиннадцати.
Перед измерениями приспособление настраивают по контрольному бруску.
Сначала измерения проводят в диагональных сечениях. Приспособление устанавливают так, чтобы опоры располагались на двух первых точках проверяемого сечения, а наконечник индикатора касался третьей точки, и снимают отсчет a1 по индикатору. Отсчет записывают в протокол (см. табл. 16 приложения 5) против точки с номером 2.
Затем приспособление смещают на отрезок, равный расстоянию между опорами, и снимают отсчет a2 в точке с номером 3. Аналогичные измерения проводят в остальных точках сечения, после чего проверяют по бруску нулевую установку индикатора и, если она изменилась, проводят поднастройку и повторяют измерение, если нет - выполняют измерения в следующем диагональном сечении. Далее переходят к измерениям в продольных и поперечных сечениях, проверяя нулевую установку после окончания измерений в каждом сечении. Результаты измерений записывают в протокол (см. табл. 17 приложения 5).
3.6.13. Методика измерения отклонения от плоскостности гидростатическим уровнем
Измерения проводят только в продольных сечениях. Одну измерительную головку устанавливают на одну из угловых точек плиты, а вторую - последовательно на все проверяемые точки и каждый раз снимают отсчеты по обеим головкам. Показания записывают в протокол произвольной формы.
3.6.14. Методика измерения отклонения от плоскостности оптическим плоскомером типа ОП 3-го разряда
Порядок выполнения измерений и обработка результатов должны осуществляться в соответствии с инструкцией по эксплуатации прибора.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
4.1. Для определения значения отклонения от плоскостности в соответствии с ГОСТ 24642 необходимо найти наибольшее расстояние от проверяемой поверхности до прилегающей плоскости.
Прежде всего определяют общий рельеф поверхности. Для этого сначала проводят вычисление ординат профилей отдельных сечений, а затем - совместную обработку полученных результатов относительно общей вспомогательной плоскости. В качестве вспомогательной принимают плоскость, проходящую через центральную точку поверхности параллельно прямым, соединяющим точки, расположенные на противоположных концах диагональных сечений.
Конкретные примеры обработки результатов измерений приведены в приложении 5.
4.2. В том случае, когда измерения проводят во всех продольных и поперечных сечениях, для промежуточных точек плиты получают два значения отклонения от вспомогательной плоскости. Расхождение этих значений не должно превышать 1/3 допуска плоскостности при значении допуска до 30 мкм и 1/5 - при допуске более 30 мкм. В противном случае измерения следует повторить. За результат измерений в точке принимают среднее арифметическое значение всех результатов.
4.3. С допускаемым отклонением от плоскостности сравнивают наибольшее положительное или отрицательное отклонение от вспомогательной плоскости, если отклонения всех точек поверхности имеют один знак, или алгебраическую разность наибольших положительного и отрицательного отклонений, если отклонения точек имеют разные знаки.
Эти значения всегда больше отклонения от прилегающей плоскости, поэтому, если они не превышают допускаемых отклонений от плоскостности, плиту можно отнести к соответствующему разряду или классу точности без построения прилегающей плоскости. В противном случае определяют приближенное значение отклонения от прилегающей плоскости по методике, изложенной в приложении 7.
4.4. Для повышения производительности поверки плит обработку результатов наблюдений следует проводить на электронно-вычислительных машинах. В приложении 8 приведена программа для обработки результатов на ЭВМ типа ЕС. Ввод данных осуществляется в соответствии с инструкцией, приведенной в приложении 9. Примеры изображения введенной информации на экране дисплея и примеры распечатки результатов измерений при их обработке на ЭВМ приведены в приложениях 10 и 11.
4.5. Обработка результатов измерений автоколлиматором
4.5.1. Обработку результатов начинают с вычисления ординат профилей диагональных сечений. Из всех полученных при измерении в данном сечении отсчетов a1, a2, …, aп вычитают отсчет a1 на первом участке. Значения разностей, выраженные в угловых секундах, умножают на постоянную С.
C = 4,8×10-6×l,
где l - расстояние между опорами измерительной каретки.
Полученные значения h1 = C(a1 - a1) = 0, h2 = C(a2 - a1); h3 = C(a3 - a1); ... hn = C(a -a1) показывают, насколько каждая точка выше или ниже предыдущей. Если принять условно, что ордината крайней левой точки сечения с номером 0 равна нулю, то есть уо = 0, то ординаты остальных точек сечения определяют по формулам:
у1 = h1
у2 = у1 + h2
у3 = у2 + h3
…………..
уn = уn-1 + hn
В общем виде
yi = уi-1 + hi,
где i - порядковый номер точки, ордината которой вычисляется.
Аналогично вычисляют ординаты точек во втором диагональном сечении, после чего определяют отклонения от вспомогательной плоскости в центральной и четырех угловых точках плиты. Для этого используют значения ординат крайних точек уо и уп и ординаты центральной точки уц, полученные при обработке результатов измерений в диагональных сечениях.
Пусть уо, уп и уц - ординаты точек одной из диагоналей. Так как вспомогательная плоскость проходит через центральную точку, отклонение в ней Нц должно быть равно нулю, поэтому значение ординаты в центральной точке вычитают из значений всех ординат. Получают у¢0 = уо - уц, у¢ц = уц - уц = 0 и у¢п = уn - уц. Вспомогательная плоскость параллельна прямой, соединяющей крайние точки диагоналей, следовательно, отклонения от нее крайних точек Но и Нп должны быть равны между собой. Их определяют из соотношения
Нп =
Но = ![]() .
.
Таким же образом вычисляют отклонения в крайних точках второй диагонали.
4.5.2. Определив значения отклонений в четырех угловых и центральной точке проводят их оценку в соответствии с п. 3.6.5. В зависимости от результата либо бракуют плиту, либо переходят к обработке результатов измерений в продольных и поперечных сечениях, используя четыре угловые точки как точки «привязки».
4.5.3. Прежде всего вычисляют ординаты и находят отклонения
от вспомогательной плоскости точек крайних поперечных сечений. Вычисление
ординат проводят в такой же последовательности, как и для диагональных сечений.
Пусть для рассматриваемого крайнего поперечного сечения получены ординаты уо,
у1, у2, …, уп (0; 1; 2,
..., п - номера точек сечения). Обозначим отклонения в крайних точках
одной диагонали НI, а в крайних точках второй - НII. Точка 0 рассматриваемого поперечного сечения совпадает с точкой
диагонального сечения, имеющей отклонение от вспомогательной плоскости, равное НI, а точка n
- с точкой, имеющей отклонение НII.
Поэтому значения ординат поперечного сечения будут соответствовать отклонениям
от вспомогательной плоскости, если при обработке результатов преобразовать их
таким образом, что ординаты крайних точек 0 и n будут
равны соответственно НI и НII.
Ордината точки 0 всегда равна нулю. Для того, чтобы получить в ней значение НI, не исказив
формы профиля сечения, к ординатам уi всех точек
прибавляют число НI и
получают ординаты у¢о = уо
+ Н1, у¢о = у1
+ Н1; y¢2 = y2 + HI, ..., y¢n = yn + HI. Ордината y¢n в точке п
должна быть равна НII. Если yn
отличается от НII, то определяют разность d = НII - yn и во
всех точках, кроме точки с номером 0, прибавляют к значениям уi поправки di. Эти поправки определяют по формуле ![]() , где п - номер
последней точки, a i - номер точки, для которой вычисляют поправку.
, где п - номер
последней точки, a i - номер точки, для которой вычисляют поправку.
Следовательно,
![]() ;
;
![]() ,
…,
,
…, ![]() .
.
Отклонения от вспомогательной плоскости Hi будут равны:
H0 = H1; H1 = у¢1 + d1, Н2 = у¢2 + d2, ..., Нn = у¢n + dn.
Полученные значения отклонений выписывают на план поверхности в соответствующих точках (см., например, черт. 17 приложения 5). Для упрощения обработки результатов рекомендуется пользоваться номограммой, приведенной в приложении 6.
Аналогично вычисляют отклонения в точках второго крайнего поперечного сечения и выписывают их на план. Затем, считая противоположные точки крайних сечений точками «привязки», таким же образом определяют отклонения от вспомогательной плоскости во всех продольных сечениях.
Если проводились измерения в промежуточных поперечных сечениях, то отклонения от вспомогательной плоскости в них вычисляют, считая точками «привязки» противоположные точки крайних продольных сечений.
Далее с учетом требований пп. 4.2 и 4.3 оценивают отклонение от плоскостности поверяемой плиты.
4.6. Обработка результатов измерений оптической линейкой
Порядок обработки результатов рассмотрим, приняв, что отклонение формы исходной прямой оптической линейки, приведенное в свидетельстве о ее поверке, не превышает 1/10 допуска плоскостности поверяемой плиты и им можно пренебречь. Если это условие не выполняется, то вводят поправки таким же образом, как на отклонение формы поверочных линеек (см. п. 4.9), дополнив соответственно протокол для записи и обработки результатов.
При обработке результатов измерений оптической линейкой ординаты вычисляют только для продольных и поперечных сечений. В диагональных сечениях сразу определяют отклонения от вспомогательной плоскости. Так как отсчеты в крайних точках диагонального сечения равны, вычитая из них отсчет в центральной точке диагонали, получают отклонения от вспомогательной плоскости.
Для определения ординат точек профилей продольных или поперечных сечений отсчет aо, полученный в крайней левой точке сечения, вычитают из отсчетов в остальных точках.
Если при измерении в точках сечения получены отсчеты а0, а1, а2, ..., аn, то ординаты точек соответственно равны: уо = aо - aо = 0; у1 = a1 - aо; у2 = a2 - aо; ...; уп = an - aо.
По значениям ординат вычисляют отклонения от вспомогательной плоскости в соответствии с методикой, приведенной в п. 4.5.1.
4.7. Обработка результатов измерений уровнем и микронивелиром
Методика вычисления ординат точек профилей одинакова для всех сечений.
Определяют средние арифметические значения ai из отсчетов по обоим концам пузырька в каждой точке, т. е.
![]() ,
,
![]() ,
…,
,
…, ![]() .
.
Полученные значения умножают на постоянную
С = 4,8×10-6×l×t,
где l - расстояние между опорами уровня, мм;
t - цена деления ампулы в угловых секундах.
Значения h1 = C×ai; h2 = C×a2; …; hn = C×an показывают, насколько каждая точка выше или ниже предыдущей. Принимают уо = 0. Ординаты остальных точек сечения определяют по формулам п. 4.5.1 таким же образом, как для автоколлиматора.
Далее по значениям ординат вычисляют отклонения от вспомогательной плоскости для всех сечений по методике, приведенной в пп. 4.5.1, 4.5.3.
4.8. Обработка результатов измерений электронным уровнем «Микрад»
Электронный уровень «Микрад» позволяет определить непосредственно ординаты уi точек профилей проверяемых сечений, выраженные в единицах длины (см. п. 3.6.10). Отклонения от вспомогательной плоскости по значениям ординат определяют в соответствии с п. 4.5.1 в последовательности, установленной графами 6 - 8 табл. 10 и 6 - 9 табл. 11 приложения 5.
4.9. Обработка результатов измерений отклонений от плоскостности сличением с образцовыми поверочными линейками
Ординаты точек диагональных сечений вычисляют, вычитая из отсчетов по индикатору поправки на образцовую линейку. Если aо, aц и aп соответственно отсчеты в крайней левой, центральной и крайней правой точках сечения, a H¢о, H¢ц и Н¢n - поправки на образцовую линейку в этих точках, то уо = aо - Н¢о;
уц = aц - Н¢ц; уn = an - Н¢n.
Затем определяют отклонения от вспомогательной плоскости точек крайних поперечных сечений. Для этого из отсчетов aо, a1, a2, ..., an, полученных при измерении в сечении, вычитают поправки на образцовую линейку Н¢о, Н¢1, Н¢2, ..., Н¢n и получают ординаты уо = ao - Н¢0; у1 = a1 - Н¢1; у2 = a2 - Н¢2; ...; уn = аn - Н¢n. Поправки на образцовую линейку берут из свидетельства о ее поверке. Если отметки на линейке не совпадают с отметками, для которых приведены отклонения в свидетельстве, или размер линейки больше длины поверяемого сечения, то поправки определяют графическим методом (см. п. 4 приложения 5).
Далее определяют разность r между
отклонением H1 точки 0 от вспомогательной плоскости, полученным при обработке
результатов измерений диагональных сечений, и ординатой уо,
вычисленной для рассматриваемого сечения, т. е. r = HI - уо. Полученное значение r прибавляют
ко всем ординатам yi
и получают ординаты у¢о = уо
+ r = Н1; у¢1 = у1
+ r; у¢2 = у2 + r; …,
у¢n = уn
+ r. Дальнейшее
определение поправок di для вычисления
отклонений от вспомогательной плоскости аналогично приведенному в п. 4.5.1.
Поправка dn для точки n равна
разности между ее отклонением НII от вспомогательной
плоскости, определенным по результатам измерений диагональных сечений, и
ординатой у¢n, т.
е. dn = НII - у¢n. Поправки di для остальных точек определяют по формуле ![]() . Прибавляя
значения поправок di к ординатам у¢i, определяют отклонения от вспомогательной плоскости во
всех точках сечения.
. Прибавляя
значения поправок di к ординатам у¢i, определяют отклонения от вспомогательной плоскости во
всех точках сечения.
Аналогичным образом вычисляют отклонения от вспомогательной плоскости в остальных сечениях.
4.10. Обработка результатов измерений приспособлением, приведенным в приложении 3
Ординаты точек во всех сечениях вычисляют одинаково. Условно принимают, что точки 0 и 1 совпадают с осью абсцисс. Тогда
уо = 0; у1 = 0;
у2 = 2у1 - уо + a1;
у3 = 2у2 - у1 + a2;
…………..
уn = 2уn-1 - уn-2 + an-1,
где а1, а2, ..., аn-1 - отсчеты в точках сечения, имеющих номера 1, 2, 3, ..., n.
В общем виде yi = 2yi-1 - yi-2 + ai-1,
где i - порядковый номер точки, ордината которой определяется.
Отклонение от вспомогательной плоскости во всех сечениях определяют по значениям ординат в соответствии с методикой, приведенной в п. 4.5.1.
411. Обработка результатов измерений гидростатическим уровнем
Из отсчетов по подвижной головке вычитают отсчеты по неподвижной. Полученные значения сравнивают с допуском плоскостности в соответствии с п. 4.3. Если они превышают допуск, то определяют отклонения от прилегающей плоскости.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. На плиты, признанные годными при поверке органами Госстандарта СССР, выдают свидетельство установленной формы с указанием даты поверки. В свидетельстве указывают значение отклонения от плоскостности и класс точности или разряд плиты. Для образцовых плит на обратной стороне свидетельства приводят план поверхности (см. черт. 17 приложения 5) или таблицу со значениями отклонений от вспомогательной плоскости.
5.2. Результаты периодической ведомственной поверки оформляют отметкой в соответствующем документе, составленном ведомственной метрологической службой и согласованном с органами Госстандарта СССР.
5.3. Результаты поверки плит при выпуске из производства оформляют записью в паспорте.
5.4. Плиты, не удовлетворяющие требованиям настоящей рекомендации, к выпуску и применению не допускаются. На них выдается извещение о непригодности с указанием необходимости ремонта и последующей повторной поверки.
ПРИЛОЖЕНИЕ 1
ИЗМЕРИТЕЛЬНАЯ КАРЕТКА
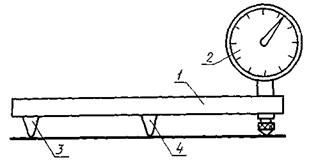
Измерительная каретка состоит из основания 1, на которое устанавливают зеркало автоколлиматора или уровень, двух подвижных опор 2 и 3 и зажимных винтов 4 и 5 для закрепления опор на основании Расстояние между серединами измерительных поверхностей опор устанавливают в соответствии с расстоянием между проверяемыми точками с точностью ±1 мм.
Измерительные поверхности опор могут иметь как плоскую, так и цилиндрическую форму. В качестве основания 1 может быть использована забракованная концевая мера или линейка типа ШП по ГОСТ 8026 после дополнительной обработки их боковых поверхностей.
Для поверки плит небольшого размера используют опоры от синусной линейки. Для закрепления опор в основании нарезают несколько резьбовых отверстий, располагая их на различных расстояниях в соответствии с рекомендуемыми расстояниями между поверяемыми точками (см. п. 3.6.2). Крепежные винты не должны выступать над поверхностью а.
Технические характеристики каретки
Отклонение от прямолинейности поверхностей а и b в продольном направлении (выпуклость не допускается), мкм, не более.
для поверки автоколлиматором - 20,
для поверки уровнями - 10.
Отклонение от прямолинейности поверхностей а и b в поперечном направлении (выпуклость не допускается) - не более 4 мкм.
Измерительные поверхности опор должны лежать в одной плоскости. Перекос измерительных поверхностей - не более 5 мкм.
Отклонение от плоскостности поверхностей подвижных опор, соприкасающихся с поверхностью b (выпуклость не допускается), - не более 4 мкм.
Отклонение от параллельности поверхности а к плоскости, касательной к измерительным поверхностям опор - не более 10 мкм.
ПРИЛОЖЕНИЕ 2
ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПЛОСКОСТНОСТИ МЕТОДОМ СЛИЧЕНИЯ С ПОВЕРОЧНЫМИ ЛИНЕЙКАМИ
Для измерения отклонения от плоскостности рабочих поверхностей плит методом сличения с поверочными линейками используют комплект приспособлений, включающий стойку для крепления измерительной головки (черт. 4) и две опорные призмы (черт 5).
Стойка с измерительной головкой
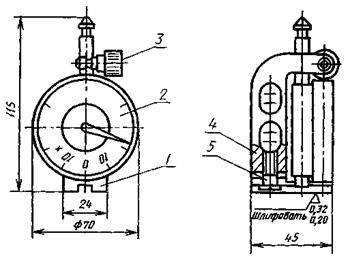
1 - основание; 2 - измерительная головка; 3 - зажимной винт, 4 - стойка; 5 - крепежный винт
Опорные призмы
Отклонение от плоскостности оснований стойки и призм должно быть не более 0,001 мкм (выпуклость не допускается). Отклонение от параллельности образующей призмы АВ относительно опорной поверхности и разновысотность призм должны быть в пределах 0,002 мм.
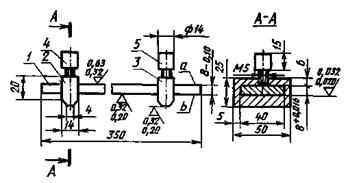
ПРИЛОЖЕНИЕ 3
ПРИСПОСОБЛЕНИЕ С ИЗМЕРИТЕЛЬНОЙ ГОЛОВКОЙ ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПЛОСКОСТНОСТИ И МЕТОДИКА ЕГО НАСТРОЙКИ (ЧЕРТ. 6)
Приспособление состоит из основания 1 с двумя опорами 3 и 4 и измерительной головки 2.
Расстояние от наконечника измерительной головки до ближайшей опоры равно расстоянию между опорами.
Расстояние между опорами должно соответствовать расстоянию между поверяемыми точками, поэтому при поверке плит различных размеров рекомендуется использовать приспособление с двумя подвижными опорами.
При поверке шаброванных плит под наконечник индикатора подкладывают концевую меру длины класса 2 по ГОСТ 9038 размером до 5 мм или используют самоустанавливающийся наконечник.
Перед началом измерений приспособление настраивают по контрольному бруску по ГОСТ 22601, отклонение от плоскостности которого не превышает 0,5 мкм. Приспособление устанавливают на брусок, измерительную головку опускают до соприкосновения с поверхностью бруска и, установив на шкале показание, близкое к нулю, закрепляют. Поворотом шкалы или винта установки совмещают стрелку головки с нулевым штрихом шкалы.
Если при измерении под наконечник головки подкладывают концевую меру, то настройку проводят с мерой.
ПРИЛОЖЕНИЕ 4
ПРОВЕРКА ПЛОСКОСТНОСТИ МЕТОДОМ «НА КРАСКУ»
Проверку проводят методом «трех плит» или методом сличения с образцовой поверхностью.
Метод «трех плит» применяют только для поверки плит одинакового размера. Заключается он в последовательном попарном сличении рабочих поверхностей трех плит. Рабочую поверхность одной из плит покрывают тонким слоем краски, толщина которого не должна превышать 1/2 допускаемого отклонения от плоскостности.
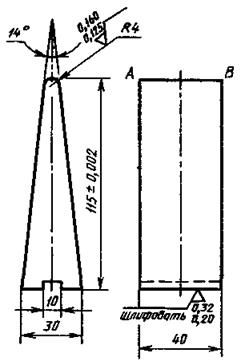
Толщину слоя определяют приспособлением, приведенным на черт. 7.
Приспособление для определения толщины слоя краски (черт. 7)
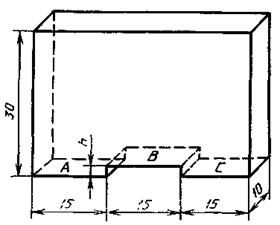
Приспособление устанавливают на поверхность окрашенной плиты и слегка смещают в направлении, перпендикулярном к большей боковой поверхности. Плоскость В не должна окрашиваться. Толщину слоя краски проверяют в нескольких местах поверхности. Затем окрашенную плиту накладывают на рабочую поверхность второй плиты, несколько раз смещают ее в разных направлениях и снимают. Поверхность второй плиты должна окраситься полностью. Далее покрывают краской вторую плиту и сравнивают с ней третью, после чего с третьей плитой сравнивают первую.
Если хотя бы одна из трех плит окрасится не полностью, то все три плиты бракуют или поверяют их снова в сочетании с другими плитами.
При поверке методом сличения с образцовой поверхностью в качестве образцовой используют плиту, класс точности которой выше класса точности поверяемой плиты. Образцовую поверхность покрывают краской и накладывают ее на поверяемую. Поверхность поверяемой плиты должна полностью окраситься.
Отклонение от плоскостности поверхностей А, В и
С не более 0,001 мм. Отклонение от параллельности поверхности В поверхностям
А и С не более 0,001 мм. Расстояние h от
поверхности В до поверхностей А и С должно быть равно
половине допуска плоскостности поверяемой плиты. Шероховатость поверхностей А, В, С - ![]() по
ГОСТ 2789.
по
ГОСТ 2789.
ПРИЛОЖЕНИЕ 5
ПРИМЕРЫ ОБРАБОТКИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ
1. Обработка результатов измерений оптической линейкой
Последовательность обработки результатов измерений рассмотрим на конкретном примере, используя данные, полученные при поверке плиты класса 2 размером 630´400 мм. Поскольку согласно п. 3.6.3 число проверяемых точек в продольных сечениях для плит данного размера должно быть не менее пяти, измерения проводились по плану, приведенному на черт. 8.
Результаты измерений в диагональных сечениях приведены в табл. 8, в продольных и поперечных - в табл. 9.
Сначала определяют отклонения от вспомогательной плоскости в угловых точках плиты, т. е. в точках Ао, E4, Eо, А4. Отклонения в точках Ао и Е4 определяют по результатам измерения в диагональном сечении АоЕ4, в точках Ео и А4 - по результатам измерения в сечении EoA4. Для этого отсчет в центральной точке, полученный при измерении в данном сечении, вычитают из отсчетов в крайних точках. Полученные отклонения от вспомогательной плоскости записывают в табл. 8.
Поскольку отклонения от вспомогательной плоскости точек Ао, А4, Ео и Е4 не превышают допускаемого отклонения от плоскостности (30 мкм), переходят к определению отклонений точек, расположенных в крайних сечениях AоA4, EоE4, AоEо и А4Е4.
Таблица 8
мкм
|
Отсчеты |
Отклонение от вспомогательной плоскости |
|
|
Сечение АоЕ4 |
||
|
Ао |
61 |
+15 |
|
С2 |
46 |
0 |
|
Е4 |
61 |
+15 |
|
Сечение А4Ео |
||
|
А4 |
59 |
+21 |
|
С2 |
38 |
0 |
|
Ео |
59 |
+21 |
Таблица 9
мкм
|
Номера точек i |
Отсчеты ai |
Ординаты уi |
у¢i |
|
Hi = у¢i + di |
Проверяемые точки |
Номера точек i |
Отсчеты ai |
Ординаты уi |
у¢i |
|
Hi = у¢i + di |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Сечение АоЕо |
Сечение DоD4 |
||||||||||||
|
Ао |
0 |
60 |
0 |
+15 |
0 |
+15 |
Dо |
0 |
62 |
0 |
+14 |
0 |
+14 |
|
Во |
1 |
56 |
-4 |
+11 |
+2 |
+13 |
D1 |
1 |
46 |
-16 |
-2 |
+2 |
0 |
|
Со |
2 |
52 |
-8 |
+7 |
+5 |
+12 |
D2 |
2 |
44 |
-18 |
-4 |
+4 |
0 |
|
Dо |
3 |
51 |
-9 |
+6 |
+8 |
+14 |
D3 |
3 |
44 |
-18 |
-4 |
+7 |
+3 |
|
Ео |
4 |
56 |
-4 |
+11 |
+10 |
+21 |
D4 |
4 |
56 |
-6 |
+8 |
+9 |
+17 |
|
Сечение АоА4 |
Сечение А4Е4 |
||||||||||||
|
Ао |
0 |
62 |
0 |
+15 |
0 |
+15 |
A4 |
0 |
58 |
0 |
+21 |
0 |
+21 |
|
А1 |
1 |
59 |
-3 |
+12 |
+4 |
+16 |
B4 |
1 |
55 |
-3 |
+18 |
+1 |
+19 |
|
А2 |
2 |
58 |
-4 |
+11 |
+7 |
+18 |
C4 |
2 |
52 |
-6 |
+15 |
+2 |
+17 |
|
А3 |
3 |
51 |
-11 |
+4 |
+10 |
+14 |
D4 |
3 |
51 |
-7 |
+14 |
+3 |
+17 |
|
А4 |
4 |
54 |
-8 |
+7 |
+14 |
+21 |
Е4 |
4 |
48 |
-10 |
+11 |
+4 |
+15 |
|
Сечение В0В4 |
Сечение E0E4 |
||||||||||||
|
ВО |
0 |
55 |
0 |
+13 |
0 |
+13 |
EО |
0 |
61 |
0 |
+21 |
0 |
+21 |
|
B1 |
1 |
47 |
-8 |
+5 |
+2 |
+7 |
Е1 |
1 |
48 |
-13 |
+8 |
0 |
+8 |
|
В2 |
2 |
44 |
-11 |
-2 |
+5 |
+7 |
E2 |
2 |
43 |
-18 |
+3 |
0 |
+3 |
|
В3 |
3 |
40 |
-15 |
-2 |
+8 |
+6 |
E3 |
3 |
49 |
-12 |
+9 |
-1 |
+8 |
|
В4 |
4 |
51 |
-4 |
+9 |
+10 |
+19 |
E 4 |
4 |
56 |
-5 |
+16 |
-1 |
+ 15 |
|
Сечение СоС4 |
Сечение А2Е2 |
||||||||||||
|
Со |
0 |
60 |
0 |
+12 |
0 |
+12 |
А2 |
0 |
63 |
0 |
+18 |
0 |
+18 |
|
С1 |
1 |
48 |
-12 |
0 |
+2 |
+2 |
В2 |
1 |
55 |
-8 |
+10 |
-2 |
+8 |
|
С2 |
2 |
44 |
-16 |
-4 |
+4 |
0 |
Е2 |
2 |
49 |
-14 |
+4 |
-3 |
+1 |
|
С3 |
3 |
43 |
-17 |
-5 |
+7 |
+2 |
D2 |
3 |
49 |
-14 |
+4 |
-4 |
+0 |
|
С4 |
4 |
56 |
-4 |
+8 |
+9 |
+17 |
Е2 |
4 |
54 |
-9 |
+9 |
-6 |
+3 |
|
Сечение А1Е1 |
Сечение А3Е3 |
||||||||||||
|
А1 |
0 |
56 |
0 |
+16 |
0 |
+16 |
А3 |
0 |
53 |
0 |
+ 14 |
0 |
+14 |
|
В1 |
1 |
49 |
-7 |
+9 |
-1 |
+8 |
В3 |
1 |
45 |
-8 |
+6 |
0 |
+6 |
|
С1 |
2 |
46 |
-10 |
+6 |
-2 |
+4 |
С3 |
2 |
42 |
-11 |
+3 |
+1 |
+4 |
|
D1 |
3 |
44 |
-12 |
+4 |
-3 |
+1 |
D3 |
3 |
41 |
-12 |
+2 |
+1 |
+3 |
|
Е1 |
4 |
52 |
-4 |
+12 |
-4 |
+8 |
Е3 |
4 |
45 |
-8 |
+6 |
+2 |
+8 |
Примечание. По измерительным барабанам оптической линейки отсчеты производят с точностью до десятых долей микрометра. В табл. 8 и 9 для упрощения вычислений все отсчеты округлены с точностью до 1 мкм.
Последовательность вычислений рассмотрим на примере сечения АоА4. При проверке сечения AoA4 в точках Ао, А1, А2, А3 и А4 получены отсчеты aо, a1, a2, a3 и a4, которые соответственно равны 62, 59, 58, 51 и 54 мкм (графа 3, табл. 9). Определяем ординаты уi точек кривой профиля сечения, вычитая отсчет в точке Ао из всех отсчетов. Полученные значения 0, -3, -4, -11, -8 записывают в графу 4. Согласно табл. 8 отклонения точек Ао и А4 от вспомогательной плоскости соответственно равны 15 и 21 мкм. Сначала ко всем ординатам прибавляют 15 мкм, чтобы в точке Ао получить значение, равное отклонению от вспомогательной плоскости. После суммирования получают ординаты уi равные 15, 12, 11, 4, 7 мкм (графа 5, табл. 9). Для того, чтобы в точке А4 получить значение, равное отклонению от вспомогательной плоскости (21 мкм), к полученному для нее значению в графе 5 (7 мкм) прибавляют поправку d4, которая равна разности между отклонениями от вспомогательной плоскости и значением приведенным в графе 5, т. е. d4 = +21 - (+7) = +14 мкм. Поправка для точки Ао равна нулю, а для остальных точек поправки определяют по формуле
![]() ,
,
где i - порядковый номер точки (графа 2).
Следовательно,
![]() × 1 ≃
+4 мкм;
× 1 ≃
+4 мкм; ![]() =
+7 мкм;
=
+7 мкм; ![]() ≃ +10 мкм.
≃ +10 мкм.
Поправки d1, d2, d3, d4 прибавляют к значениям, приведенным в графе 5, и получают отклонения от вспомогательной плоскости для всех точек сечения (графа 7).
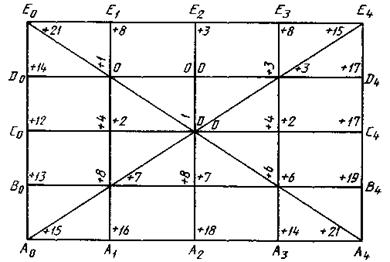
Аналогично определяют отклонения от вспомогательной плоскости в точках сечений АоЕо, ЕоЕ4, Е4А4. Полученные результаты записывают на план поверхности в соответствующих точках (черт. 9).
После того, как найдены отклонения от вспомогательной плоскости во всех точках, расположенных по контуру, их используют в качестве «точек привязки» для определения отклонений от вспомогательной плоскости в промежуточных сечениях.
Рассмотрим обработку результатов для одного из промежуточных сечений, например сечения А1Е1. Измерения начинали с точки А1, поэтому точки А1, В1, С1, D1, E1 (графа 1, табл. 9) имеют соответственно номера 0, 1, 2, 3, 4 (графа 2).
При измерении в этих точках получены отсчеты 56, 49, 46, 44 и 52 мкм (графа 3). Сначала определяют ординаты yi, вычитая отсчет в точке А1 из остальных отсчетов, и получают 0, -7, -10, -12 и -4 мкм (графа 4). Отклонения от вспомогательной плоскости в точках А1 и Е1, полученные при обработке результатов измерений сечений AоA4 и ЕоЕ4, равны +16 и +8 мкм (графа 7 табл. 9, сечения АоА4 и ЕоЕ4). Прибавляют ко всем значениям +16 мкм и получают + 16, +9, +6, +4, 12 мкм (графа 5). Теперь в точке А1 имеют значение, соответствующее отклонению от вспомогательной плоскости, а в точке Е1 вместо +8 мкм имеют значение +12 мкм. Чтобы в точке Е1 получить значение, равное отклонению от вспомогательной плоскости, следует прибавить поправку. Поправка d4 равна +8 - (+12) = -4 мкм. Так как в поперечных сечениях такое же число проверяемых точек, как и в продольных, номер последней точки сечения Е1 также равен 4. Поэтому поправки для точек В1, С1 и D1 определяют по формуле
![]() .
.
Они соответственно равны -1, -2 и -3 мкм. Прибавляя эти значения к значениям, приведенным в графе 5 для этих точек, получаем отклонения точек В1, С1 и D1 от вспомогательной плоскости. Они равны +8, +4 и +1 мкм (графа 7). Результаты записывают на план (черт. 9).
Всем точкам, кроме расположенных в крайних сечениях, соответствуют два значения. Одно получено при поверке продольных, а другое - поперечных сечений. Вычисляют среднее арифметическое этих значений, которое и принимают за отклонение от вспомогательной плоскости в данной точке.
Наибольшее отклонение от вспомогательной плоскости равно +21 мкм. Это значение не превышает допускаемого отклонения от плоскостности (30 мкм), поэтому плита согласно п. 4.3 может быть отнесена к классу 2 без определения отклонения от прилегающей плоскости.
2. Обработка результатов измерений автоколлиматором
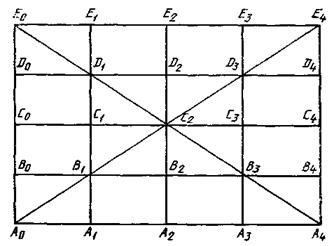
Для рассмотрения последовательности обработки результатов измерений используем результаты, полученные при поверке плиты класса 1 размером 1600´1000 мм. В продольных и поперечных сечениях измерения проводились с шагом 200 мм, в диагональных - с шагом 320 мм. План поверхности с обозначением проверяемых точек и сечений изображен на черт. 10.
Сначала вычисляют отклонения от вспомогательной плоскости в диагональных сечениях на примере сечения AоF8. Результаты измерений и последовательность их обработки приведены в табл. 10.
Таблица 10
мкм
|
Номера точек i |
Отсчеты ai |
ai - a1 |
hi = C(ai - a1) |
yi = yi-1 + hi |
yi - y3 |
Hi |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Сечение AоF8 |
|||||||
|
Ао |
0 |
- |
- |
- |
0 |
+6 |
-12 |
|
К1 |
1 |
3¢06,5" |
0 |
0 |
0 |
- |
- |
|
К2 |
2 |
3¢04,5" |
-2,0" |
-3,0 |
-3,0 |
- |
- |
|
0 |
3 |
3¢04,5" |
-2,0" |
-3,0 |
-6,0 |
0 |
0 |
|
К3 |
4 |
3¢02,0" |
-4,5" |
-6,7 |
-12,7 |
- |
- |
|
К4 |
5 |
2¢59,5" |
-7,0" |
-10,5 |
-23,2 |
- |
- |
|
F8 |
6 |
2¢58,0" |
-8,5" |
-12,7 |
-35,9 |
-30 |
-12 |
|
Сечение FoA8 |
|||||||
|
Fo |
0 |
- |
- |
- |
0 |
-12 |
+9 |
|
L1 |
1 |
3¢00,0" |
0 |
0 |
0 |
- |
- |
|
L2 |
2 |
3¢02,5" |
+2,5" |
+3,7 |
+3,7 |
- |
- |
|
0 |
3 |
3¢05,5" |
+5,5" |
+8,3 |
+12,0 |
0 |
0 |
|
L3 |
4 |
3¢05,0" |
+5,0" |
+7,5 |
+19,5 |
- |
- |
|
L4 |
5 |
3¢07,0" |
+7,0" |
+10,5 |
+30,0 |
- |
- |
|
A8 |
6 |
3¢08,0" |
+8,0" |
+12,0 |
+42,0 |
+30 |
+9 |
При измерении в сечении AoFo получены отсчеты ai, приведенные в графе 3. Прежде всего вычитают отсчет в
точке 1 из отсчетов в остальных точках. Полученные разности 0; -2,0";
-2,0"; -4,5"; -7,0"; -8,5" записывают в графу 4. Затем
значения графы 4 умножают на постоянную C = 4,8×10-6×l. Для диагональных сечений l = 320 мм,
следовательно, С = 4,8×10-6×320 ≃
0,0015 мм = 1,5 мкм. После умножения получают значения 0, -3,0; -3,0; -6,7;
-10,5; -12,7 мкм (графа 5). Эти значения последовательно суммируют и
получают ординаты точек профиля сечения. Они равны 0; 0; -3,0; -6,0; -12,7;
-23,2; -35,9 мкм (графа 6). Отклонения от вспомогательной плоскости определяют
только в крайних и в центральной точках сечения, т. е. в точках Ао,
0 и F8. Ординаты в этих точках, согласно графе 6, равны
соответственно 0; -6; -36 мкм (значения округлены с точностью до 1 мкм).
Сначала из всех ординат вычитают ординату у3 точки 0 и
получают +6; 0; -30 мкм (графа 7). Затем находят отклонения от вспомогательной
плоскости в крайних точках сечения. Они равны ![]() = -12 мкм.
= -12 мкм.
Аналогично определяют отклонения от вспомогательной плоскости в крайних точках диагонального сечения FоA8. Они равны +9 мкм (вычисления не приводятся).
Отклонения угловых точек в сечении AоF8 и в сечении FоA8 имеют разные знаки. Поэтому определяют их алгебраическую разность +9 - (-12) = 21 мкм. Так как она не превышает допускаемого отклонения от плоскостности, равного 25 мкм для плит 1-го класса данного размера, определяют отклонения от вспомогательной плоскости в других сечениях плиты Пример записи результатов измерений продольных и поперечных сечений приведен в табл. 11. Так как вычисления во всех продольных и поперечных сечениях проводятся аналогично, приведена обработка результатов измерений только одного сечения FоAо.
Первый отсчет проводился на участке FoЕo, поэтому нумерацию точек начинают с точки Fо. Сначала определяют разности ai - a1, вычитая отсчет в точке 1 из отсчетов в других точках (графа 4). Полученные значения умножают на постоянную С = 4,8×10-6 200 = 0,00096 мм » 1 мкм и результаты записывают в графу 5. По данным графы 5 вычисляют ординаты yi во всех проверенных точках сечения. Для этого значения, приведенные в графе 5, последовательно суммируют. После того, как определены ординаты yi точек профиля, по методике, описанной в п. 4.5.1 и разд. 1 приложения 5, определяют отклонения от вспомогательной плоскости. Для этого сначала прибавляют ко всем ординатам отклонение от вспомогательной плоскости в точке Fо, равное +9 мкм (графа 8, табл. 10). Результаты записывают в графу 7 табл. 11, после чего определяют поправку d5 для точки Ао: d5 = -12 - (-2) = -10 мкм. Так как номер последней точки сечения FоAо равен 5, поправки точек Ео, Dо, Bо вычисляют по формуле
![]() .
.
Поправки приведены в графе 8. Прибавляя поправки к значениям y¢i получают отклонения от вспомогательной плоскости (графа 9).
Таблица 11
мкм
|
Номера точек i |
Отсчеты ai |
ai - a1 |
hi = С(ai - a1) |
yi = yi-1 + hi |
y¢i = yi + HFo |
|
Hi = y¢i + di |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Fo |
0 |
- |
- |
- |
0 |
+9 |
0 |
+9 |
|
Ео |
1 |
3¢10,0" |
0 |
0 |
0 |
+9 |
-2 |
+7 |
|
Dо |
2 |
3¢09,5" |
-0,5" |
-0,5 |
-0,5 |
+9 |
-4 |
+5 |
|
Со |
3 |
3¢07,5" |
-2,5" |
-2,5 |
-3,0 |
+6 |
-6 |
0 |
|
Во |
4 |
3¢07,0" |
-3,0" |
-3,0 |
-6,0 |
+3 |
-8 |
-5 |
|
Ао |
5 |
3¢05,0" |
-5,0" |
-5,0 |
-11,0 |
-2 |
-10 |
-12 |
3. Обработка результатов измерения уровнем
Для рассмотрения последовательности обработки результатов измерения уровнем используют данные поверки плиты класса 1 размером 1000´630 мм. Измерения в диагональных сечениях проводились с шагом 195 мм, в продольных и поперечных - с шагом 200 мм. Цена деления уровня 4". План проверяемой поверхности с обозначением точек и сечений, в которых проводились измерения, приведен на черт. 11.

Рассмотрим сначала обработку результатов измерений в диагональных сечениях. Для этого используем результаты, полученные при измерении в сечении AoD5.
Пример записи результатов измерений диагональных сечений и последовательность их обработки приведены в табл. 12.
Таблица 12
|
Номера точек i |
Отсчеты по уровню, деления шкалы |
|
hi = С×ai, мкм |
yi = yi-1 + hi, мкм |
y¢i = yi - у3, мкм |
Hi, мкм |
||
|
Левый аi |
Правый bi |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Ао |
0 |
- |
- |
- |
- |
0 |
-25 |
-10 |
|
К1 |
1 |
+1,1 |
+1,6 |
+1,4 |
+5,2 |
+5,2 |
- |
- |
|
К2 |
2 |
+2,0 |
+2,4 |
+2,2 |
+8,1 |
+13,3 |
- |
- |
|
0 |
3 |
+3,0 |
+3,5 |
+3,2 |
+11,8 |
+25,1 |
0 |
0 |
|
К3 |
4 |
+1,5 |
+2,0 |
+1,8 |
+6,7 |
+31,8 |
- |
- |
|
К4 |
5 |
+0,5 |
+0,9 |
+0,7 |
+2,6 |
+34,4 |
- |
- |
|
D5 |
6 |
-1,0 |
-1,4 |
-1,2 |
-4,4 |
+30,0 |
+5 |
-10 |
При измерении на каждом участке было получено два отсчета: аi по левому концу пузырька и bi - по правому (графы 3 и 4 табл. 12). Обработку результатов начинают с вычисления средних арифметических значений ai из отсчетов по обоим концам пузырька в каждой точке. Полученные значения +1,4; + 2,2; +3,2; +1,8; +0,7; -1,2 (графа 5) умножают на постоянную С = 4,8×10-6×l×t. Как указывалось выше, t = 4", l = 195 мм. Поэтому С = 4,8×10-6×195×4 = 0,0037 мм = 3,7 мкм. Полученные после умножения значения hi, приведенные в графе 6, показывают, насколько каждая точка выше или ниже предыдущей. По их значениям определяют ординаты yi точек профиля путем последовательного суммирования. Ординату уo точки Аo принимают равной нулю, тогда ординаты у1, у2, ..., y6 точек К1, К2, ..., D5 соответственно равны:
y1 = h1 = +5,2 мкм;
y2 = y1 + h2 = +5,2 + 8,1 = +13,3 мкм;
y3 = y2 + h3 = +13,3 + 11,8 = +25,1 мкм;
y4 = y3 + h4 = +25,1 + 6,7 = +31,8 мкм;
y5 = y4 + h5 = +31,8 + 2,6 = +34,4 мкм;
y6 = y5 + h6 = +34,4 + (-4,4) = +30,0 мкм.
Результаты приведены в графе 7.
После определения значений ординат находят отклонения от вспомогательной плоскости в центральной и двух крайних точках диагонали. Ординаты точек Ao, 0 и D5, округленные с точностью до 1 мкм, соответственно равны 0, +25, +30 мкм. Сначала вычитают значение ординаты точки 0 из всех остальных и получают -25; 0; +5 мкм (графа 8).
Полусумма значений, полученных в крайних точках, дает
их отклонения от вспомогательной плоскости. Они равны ![]() = -10 мкм.
= -10 мкм.
Во втором диагональном сечении отклонения от вспомогательной плоскости в крайних точках равны -8 мкм (вычисления не приводятся). Определив отклонения от вспомогательной плоскости в точках Ао, Do, D5 и A5, переходят к определению отклонений точек в крайних, расположенных по контуру сечениях AоDо, DоD5, D5A5 и АоА5. Порядок обработки результатов и таблицы для их записи одинаковы для всех продольных и поперечных сечений, поэтому рассмотрим только сечение A5D5. Пример записи приведен в табл. 13.
Таблица 13
|
Номера точек i |
Отсчеты по уровню, деления шкалы |
|
hi = С×ai, мкм |
yi = yi-1 + hi, мкм |
y¢i, мкм |
|
Hi = y¢i + di, мкм |
||
|
Левый аi |
Правый bi |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
As |
0 |
- |
- |
- |
- |
0 |
-8 |
0 |
-8 |
|
В5 |
1 |
-0,5 |
0,0 |
-0,2 |
-0,8 |
-0,8 |
-9 |
-2 |
-11 |
|
С5 |
2 |
+0,6 |
+1,0 |
+0,8 |
+3,0 |
+2,2 |
-6 |
-4 |
-10 |
|
D5 |
3 |
+0,2 |
+0,6 |
+0,4 |
+1,5 |
+3,7 |
-4 |
-6 |
-10 |
Сначала вычисляют ординаты yi точек кривой профиля сечения. Для определения значений hi следует брать другое значение постоянной С, так как в продольных и поперечных сечениях измерения проводились с расстоянием между опорами 200 мм.
С = 4,8×10-6×200×4 = 0,0038 мм = 3,8 мкм.
Затем, зная отклонения от вспомогательной плоскости точек А5 и D5, находят отклонения в точках В5 и С5 по методике, приведенной в п. 4.5.3 и п. 1 приложения 5.
4. Обработка результатов измерений методом сличения с образцовыми поверочными линейками
Последовательность обработки результатов рассмотрим, используя данные поверки плиты класса 2 размером 1000´630 мм. Для поверки диагональных сечений использовалась образцовая линейка длиной 1600 мм, для поверки продольных и поперечных сечений - линейка длиной 1000 мм. Проверяемые сечения и отсчеты по индикатору, полученные при измерениях, приведены на черт. 12.
В результаты измерений входят погрешности за счет отклонения от прямолинейности поверочных линеек, поэтому прежде всего вводят поправки на образцовые линейки. Их берут из свидетельства о поверке. Если точки, в которых проводились измерения, не совпадают с точками, приведенными в свидетельстве, поправки определяют следующим образом. На миллиметровой бумаге по данным свидетельства строят профилограммы образцовых линеек 1600 и 1000 мм (черт. 13 и 14).
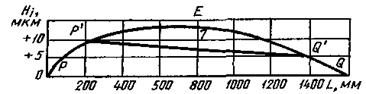
Поскольку длина проверяемого диагонального сечения плиты равна 1180 мм, на графике (черт. 13) проводят прямую, равную этой длине и расположенную симметрично по отношению к центру линейки. В диагональных сечениях измерения проводят только в центральной и двух крайних точках. Для этих точек и определяют поправки. Как видно на графике (черт. 13), отклонения крайних точек от прямой P¢Q¢ равны нулю, а отклонение центральной точки Е равно +7 мкм. Эти значения являются поправками на образцовую линейку.
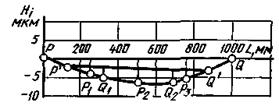
При проверке в продольных сечениях при помощи линейки длиной 1000 мм использовалась вся длина линейки, следовательно, поправки на образцовую линейку равны расстоянию от оси абсцисс до соответствующих точек на кривой профиля (черт. 14). В продольных сечениях плиты проверяют по пять точек, расположенных через 250 мм. На профилограмме образцовой линейки им соответствуют точки Р, Р1, Р2, Р3 и Q. Отклонения этих точек от прямой PQ соответственно равны: 0, -4, -6, -5 и 0 мкм.
При проверке поперечных сечений использовалась не вся длина линейки, а только ее часть (630 мм), поэтому поправки образцовой линейки определяют для этой длины.
Отмечают на графике кривой профиля (черт. 14) точки
Р¢ и Q¢ на расстоянии
от концов Р и Q, равном ![]() = 185 мм, и
соединяют эти точки прямой.
= 185 мм, и
соединяют эти точки прямой.
Поправки образцовой линейки на длине 630 мм равны расстояниям от прямой P¢Q¢ до соответствующих точек кривой профиля. В нашем случае это точки Р¢, Q1, P2, Q2 и Q¢, расположенные через 157 мм друг от друга.
Отклонения этих точек от прямой P¢Q¢ равны соответственно: 0, -2, -3, -3, 0 мкм.
После определения поправок на образцовые поверочные линейки переходят к определению отклонений от вспомогательной плоскости. Прежде всего определяют отклонения угловых точек плиты Ао, Ео, А4, E4. Их вычисляют по результатам измерений в диагональных сечениях. Порядок вычисления приведен в табл. 14.
Таблица 14
мкм
|
Номера точек i |
Отсчеты ai |
Поправки на образцовую линейку Hiобр |
yi = ai - Hiобр |
y¢i = yi - y1 |
Отклонения от
вспомогательной плоскости |
|
|
Сечение АаЕ4 |
||||||
|
Ао |
0 |
+11 |
0 |
+11 |
+22 |
+16 |
|
С2 |
1 |
-4 |
+7 |
-11 |
0 |
0 |
|
Е4 |
2 |
-1 |
0 |
-1 |
+10 |
+16 |
|
Сечение EоA4 |
||||||
|
Ео |
0 |
+3 |
0 |
+3 |
+10 |
+8 |
|
С2 |
1 |
0 |
+7 |
-7 |
0 |
0 |
|
А4 |
2 |
-1 |
0 |
-1 |
+6 |
+8 |
Дальнейшую обработку результатов проводят графическим или аналитическим методами. Пример записи результатов измерений аналитическим методом приведен в табл. 15 и одинаков для всех продольных и поперечных сечений.
Таблица 15
мкм
|
Номера точек i |
Отсчеты ai |
Hiобр |
yi = ai - Hiобр |
y¢i = yi + r |
|
i = y¢i + di |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ао |
0 |
+4 |
0 |
+4 |
+16 |
0 |
+16 |
|
A1 |
1 |
+12 |
-4 |
+16 |
+28 |
+1 |
+29 |
|
А2 |
2 |
+3 |
-6 |
+9 |
+21 |
+2 |
+23 |
|
А3 |
3 |
-4 |
-5 |
+1 |
+13 |
+3 |
+16 |
|
А4 |
4 |
-8 |
0 |
-8 |
+4 |
+4 |
+8 |
Рассмотрим последовательность обработки результатов на примере крайнего сечения АоА4. Сначала из полученных при измерении отсчетов ai вычитают поправки на образцовую линейку Нioбp (графа 4) и получают ординаты у точек профиля сечения.

Затем вычисляют отклонения от вспомогательной
плоскости. Для этого сначала определяют разность r между
отклонением от вспомогательной плоскости точки Ао, полученным
при обработке результатов измерений диагональных сечений и ее ординатой уо
(графа 5 табл. 15). Отклонение от вспомогательной плоскости
равно +16 мкм, а ордината +4 мкм. Следовательно, r = +16 -
(+4) = +12 мкм. Прибавляют значение r к
значениям ординат yi
во всех точках (графа 6). При этом в
точке Ао получают ординату у¢о, равную отклонению от вспомогательной плоскости (+16
мкм). Дальнейшая обработка результатов аналогична приведенной в п. 4.5.3.
Вычисляют поправку dn для точки А4. Она равна разности между отклонением
от вспомогательной плоскости, определенным из диагонального сечения ЕоА4
и ординатой у¢п, т. е. dп = +8 - (+4)
= +4 мкм. Для остальных точек определяют поправки по формуле ![]() (графа 7).
Прибавляя поправки к значениям ординат у¢i, определяют отклонения от вспомогательной плоскости всех точек сечения
(графа 8).
(графа 7).
Прибавляя поправки к значениям ординат у¢i, определяют отклонения от вспомогательной плоскости всех точек сечения
(графа 8).
Аналогично вычисляют отклонение от вспомогательной плоскости в точках остальных сечений.
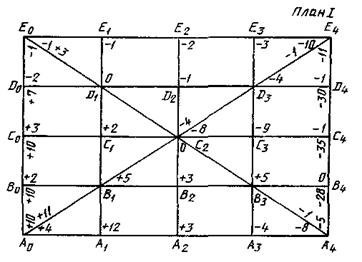
При графической обработке результатов сначала вводят поправку на образцовые линейки, вычитая их из соответствующих отсчетов на плане I (черт. 12). Результаты записывают на план II (черт. 15).
На миллиметровой бумаге строят по данным плана II графики кривых профилей этих сечений (черт. 16 а и б) и проводят прямые MN, соответствующие проекциям данных сечений на вспомогательную плоскость. Для того, чтобы определить на графике положение прямой MN, откладывают от крайних точек кривой профиля значения отклонений от вспомогательной плоскости в этих точках. Причем отклонения со знаком «плюс» откладывают вниз, а отклонения со знаком «минус» - вверх.
Положение прямой MN для сечения АоА4 определяется значениями отклонений от вспомогательной плоскости в точках Ао и A4 (АоМ = +16 мкм; A4N = +8 мкм); для сечения EоE4 - значениями отклонений в точках Ео и E4 (ЕоМ = +8 мкм, Е4N = +16 мкм). Определяют по графику расстояния от прямой MN до кривой профиля в точках А1, А2 и А3 (черт. 16а) и в точках Е1, Е2 и Е3 (черт. 16б). Если проверяемая точка расположена выше линии MN, то отклонение записывают на плане III (черт 17) со знаком «плюс», если ниже этой линии - со знаком «минус».
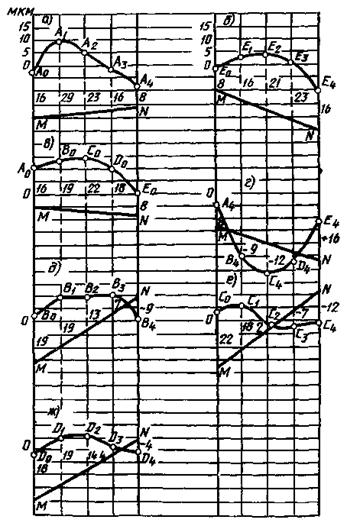
Затем определяют таким же образом, как и для точек в продольных сечениях, отклонения от вспомогательной плоскости точек, расположенных в крайних поперечных сечениях Во, Со и Dо в сечении АоЕо (черт. 16в) и В4, С4 и D4 в сечении A4E4 (черт. 16г).
Зная отклонение от вспомогательной плоскости точек Во, Со, Dо, B4, С4, D4, расположенных в крайних поперечных сечениях, определяют отклонения от вспомогательной плоскости точек в промежуточных продольных сечениях BоB4 (черт. 16д), СоС4 (черт. 16е), DоD4 (черт. 16ж).
Таким образом получают отклонения от вспомогательной плоскости для всех остальных проверяемых точек и выписывают их на план III (черт. 17).
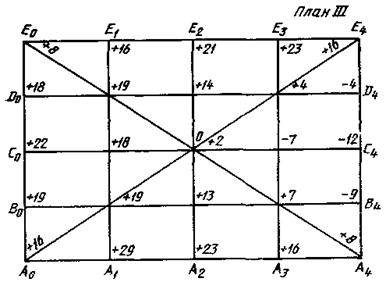
Алгебраическая разность наибольшего положительного и наибольшего отрицательного отклонений равна
Н = 29 - (-12) = +41 мкм,
что превышает допуск плоскостности. Следовательно, нужно определить отклонение от прилегающей плоскости (см. приложение 7).
5. Обработка результатов измерения отклонений от плоскостности приспособлением, приведенным в приложении 3
Обработку результатов измерений рассмотрим, используя данные поверки плиты класса 2 размером 630´400 мм План проверяемой поверхности с указанием точек и сечений, в которых проводились измерения, приведен на черт. 18.
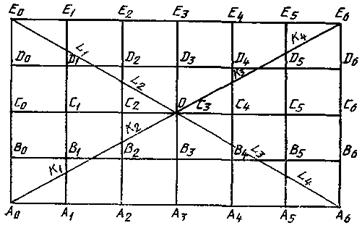
Пример записи результатов измерений приведен в табл. 16.
Последовательность обработки результатов измерений диагональных сечений рассмотрим на примере сечения АоЕ6. Условно принимают, что точки 0 и 1 совпадают с осью абсцисс, тогда yо = 0, у1 = 0, а ординату уi любой точки с номером i определяют по формуле
y1 = 2yi-1 - yi-2 + ai-1, т.е.
y2 = 2y1 - уо + a1 = 2×0 - 0 + (-2,0) = -2 мкм;
y3 = 2y1 - у1 + a2 = 2×(-2) - 0 + (-1,5) = -5,5 мкм;
y4 = 2y3 - у2 + a3 = 2×(-5,5) - (-2) + 1,4 = -7,6 мкм;
y5 = 2y4 - у3 + a4 = 2×(-7,6) - (-5,5) + 3,5 = -6,2 мкм;
y6 = 2y5 - у4 + a5 = 2×(-6,2) - (-7,6) + 0 = -4,8 мкм.
Таблица 16
мкм
|
Номера точек i |
Отсчеты по индикатору ai |
Ординаты точек yi |
y¢i = yi - y3 |
Отклонения от вспомогательной плоскости |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Ао |
0 |
- |
0 |
+6 |
+3 |
|
K1 |
1 |
- |
0 |
- |
- |
|
К2 |
2 |
-2,0 |
-2,0 |
- |
- |
|
0 |
3 |
-1,5 |
-5,5 |
0 |
0 |
|
К3 |
4 |
+1,4 |
-7,6 |
- |
- |
|
К4 |
5 |
+3,5 |
-6,2 |
- |
- |
|
Е6 |
6 |
0 |
-4,8 |
+1 |
+3 |
Полученные ординаты записывают в графу 4 табл. 16.
По значениям ординат определяют отклонения от вспомогательной плоскости в крайних точках Ао и E6 по методике, описанной в п. 4.5.1.
Пример записи результатов измерений продольных и поперечных сечений приведен в табл. 17. Последовательность обработки рассматривается только для одного сечения АоА6, так как для всех сечений она одинакова. Принимаем, что отклонения от вспомогательной плоскости точек Ео и А6 определены и равны +8 мкм.
Сначала так же, как и для диагональных сечений, вычисляют ординаты yi точек кривой профиля сечения. Затем, зная отклонения от вспомогательной плоскости точек Ао и А6, равные соответственно +3 и +8 мкм, по методике, описанной в п. 4.5.3, определяют отклонения от вспомогательной плоскости в остальных точках сечения. Так как в продольных сечениях последняя точка имеет номер 6, а в поперечных - 4, формула для определения поправок для продольных сечений принимает вид
![]() ,
,
а для поперечных
![]() .
.
Полученные отклонения от вспомогательной плоскости записывают на план поверхности и оценивают значение отклонения от плоскостности.
Таблица 17
мкм
|
Номера точек i |
Отсчеты по индикатору ai |
Ординаты точек yi |
y¢i = yi + НАо |
|
Отклонения от вспомогательной плоскости Нi = y¢i + di |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ао |
0 |
- |
0 |
+3 |
0 |
+3 |
|
А1 |
1 |
- |
0 |
+3 |
+2 |
+5 |
|
А2 |
2 |
-0,4 |
-0,4 |
+3 |
+3 |
+6 |
|
А3 |
3 |
-1,5 |
-2,3 |
+1 |
+4 |
+5 |
|
А4 |
4 |
+1,5 |
-2,7 |
0 |
+6 |
+6 |
|
A5 |
5 |
+0,5 |
-2,6 |
0 |
+8 |
+8 |
|
A6 |
6 |
-1,0 |
-3,5 |
-1 |
+9 |
+8 |
ПРИЛОЖЕНИЕ 6
НОМОГРАММА ДЛЯ ОПРЕДЕЛЕНИЯ ПОПРАВОК ПРИ ПОВЕРКЕ ПЛОСКОСТНОСТИ ПОВЕРХНОСТЕЙ
Номограмма представляет ряд линий, проходящих на одинаковых расстояниях перпендикулярно к оси абсцисс. Точки пересечения с осью абсцисс имеют номера 0, 1, 2, ..., п. Линия, проходящая через точку 0, является осью ординат. Точки на оси абсцисс соответствуют проверяемым точкам поверхности. Расстояние между ними произвольно. На оси ординат и на всех вертикальных линиях нанесены отметки, соответствующие значениям поправок. Расстояние между отметками на оси ординат выбирают в зависимости от класса точности проверяемой плиты. Оптимальный масштаб - 5000:1, т. е. 1 мкм на номограмме соответствует 5 мм. При небольших отклонениях можно брать соотношение 10000:1.
Определение поправок при вычислении отклонений от вспомогательной плоскости
Рассмотрим применение номограммы на примере одного из сечений плиты. Пусть в сечении семь точек с номерами 0, 1, 2, ..., 6. Ординаты точек предварительно вычислены и равны соответственно +2,0; +4,5; +3,0; +8,0; +5,5; +7,0; +10,0 мкм. При обработке диагональных сечений определено, что отклонения крайних точек 0 и 6 равны соответственно -3,0 и +14,0 мкм. Сначала вычисляют поправки в точках 0 и 6. Они равны разности между отклонениями этих точек от вспомогательной плоскости и их ординатами, т. е. для точки 0 поправка равна -3 - (+2) = -5 мкм, а для точки 6 - +14 - (+10) = +4 мкм. Затем на номограмму накладывают линейку так, чтобы в точке 0 она проходила через отметку -5 мкм, а в точке 6 - через отметку +4 мкм (на номограмме линия CD). Отрезки, отсекаемые на вертикальных линиях, проходящих через точки 1, 2, 3, 4, 5, являются значениями поправок в этих точках. В данном случае они равны -3,5; -2,0; -0,5; +1,0; 2,5 мкм. Прибавляя поправки к значениям ординат уi, получают отклонения от вспомогательной плоскости, равные соответственно -3,0; +1,0; +1,0; +7,5; +6,5; +9,5; +14,0 мкм.
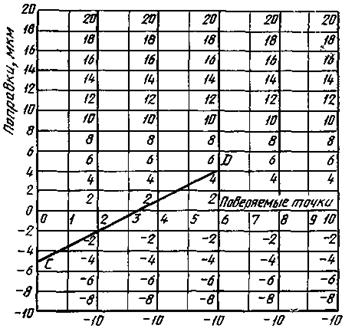
Примечание. Если ордината 0 равна нулю, поправка для нее равна отклонению от вспомогательной плоскости.
ПРИЛОЖЕНИЕ 7
ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЯ ОТ ПРИЛЕГАЮЩЕЙ ПЛОСКОСТИ
В данном приложении рассматривают два графических способа определения отклонения от прилегающей плоскости. Примеры графических построений при первом способе приведены на черт. 20 и 21, при втором - на черт. 22. Определение отклонений от прилегающей плоскости проводилось для результатов, приведенных на черт. 17 приложения 5.
Первый способ является приближенным и заключается в следующем. Прежде всего строят профили продольных сечений, спроектированные на плоскость, перпендикулярную к поверхности плиты и расположенную параллельно продольным сечениям. Считаем, что эта плоскость совпадает с плоскостью чертежа. Для построения проекций профилей сечений вдоль оси абсцисс в произвольном масштабе откладывают одинаковые отрезки, соответствующие расстояниям между проверяемыми точками, а вдоль оси ординат - отклонения этих точек от вспомогательной плоскости. Полученные точки, принадлежащие одному сечению, соединяют ломаной линией. Проекции профилей различных сечений чертят карандашами разного цвета.
После построения проекций профилей продольных сечений через две наиболее удаленные и наиболее низкие точки поверхности проводят прямую линию. Выбирают такие точки, чтобы ни одна из точек поверхности не оказалась ниже прямой, соединяющей их (прямая M¢1N¢1 на черт. 20). Затем находят на графике точку, расстояние которой от прямой M¢1N¢1, отсчитанное вдоль оси ординат, является наибольшим, и проводят прямую М1N1, параллельную прямой M¢1N¢1. Прямая М1N1 является следом пересечения прилегающей плоскости с плоскостью чертежа и дает ее наклон в продольном направлении.
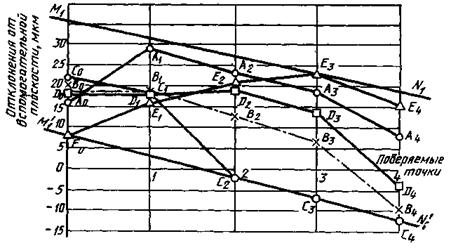

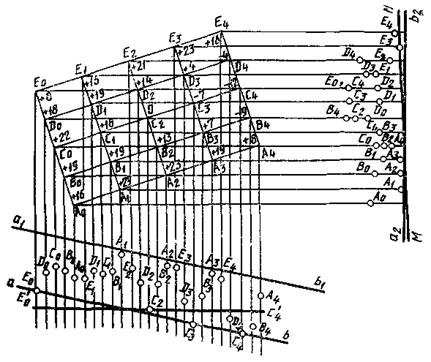
От прямой М1N1 отсчитывают отклонения точек вдоль оси ординат и строят по ним проекции профилей поперечных сечений на плоскость, перпендикулярную к поверхности плиты и проходящую параллельно поперечным сечениям. Принимаем, что эта плоскость совпадает с плоскостью черт. 21, а прямая M1N1 совпадает с осью абсцисс. Тогда для построения проекций профилей на оси абсцисс наносят отметки, соответствующие положению точек в поперечных сечениях, а вдоль оси ординат откладывают отклонения от прямой M1N1 (черт. 21). Затем через самую высокую точку Е3 проводят прямую MN таким образом, чтобы ее расстояние до наиболее удаленных точек поверхности было наименьшим. При этом ни одна из точек поверхности не должна оказаться выше прямой MN. Прямая MN является следом пересечения прилегающей плоскости с плоскостью чертежа и дает наклон в поперечном направлении. Наибольшее расстояние от этой прямой является отклонением от плоскостности. На черт. 21 самыми низкими точками являются точки С3, С4 и Ео, имеющие одинаковые отклонения от оси абсцисс. Прилегающая прямая имеет наклон в сторону точек С3 и С4, поэтому самой удаленной точкой поверхности является точка Ео. В данном случае самая низкая точка Ео оказалась в одном сечении с самой высокой точкой и после построения прилегающей прямой расстояние до нее не уменьшилось. Определение наклона в поперечном направлении не имело смысла. Отклонение точки Ео от прилегающей плоскости равно 30 мкм.
Второй способ дает более точное значение отклонения от прилегающей плоскости, но требует больше времени на выполнение графических построений.
На листе миллиметровой бумаги чертят план поверяемой поверхности с указанием на нем отклонений точек от вспомогательной плоскости (черт. 22). При этом соотношение длин продольных и поперечных сечений должно соответствовать соотношению их действительных размеров. Две наиболее низкие и наиболее удаленные друг от друга точки С4 и Ео соединяют на плане линией Е6С4. Если из плана неясно, какие точки следует выбрать, сначала строят проекции профилей продольных сечений, а затем, как в предыдущем случае (черт. 20), определяют, через какие точки должна пройти прямая, чтобы ни одна точка поверхности не оказалась ниже ее.
Из всех точек, обозначенных на плане, проводят линии, перпендикулярные к линии ЕоС4, а затем на некотором расстоянии от плана проводят перпендикулярно им линию Е¢оС¢4. От линии Е¢оС¢4, пользуясь масштабной линейкой, откладывают на перпендикулярных к ней линиях отклонения от вспомогательной плоскости, приведенные на плане. Две наиболее низкие и наиболее удаленные точки на графике соединяют линией ab, находят точку, имеющую наибольшее расстояние от прямой ab (точка А1), и проводят через нее прямую а1b1, параллельную прямой ab. Затем, пользуясь угольником, из всех точек проводят линии, параллельные линии ЕоС4 на плане, и проводят перпендикулярно им линию а2b2. Отсчитывают по масштабной линейке отклонения всех точек от прямой а1b1. Полученные значения откладывают от линии а2b2 вдоль перпендикулярных к ней линий. Самой высокой точкой является точка А1, а самыми низкими точки - Ео, С3 и С4. Через самую высокую точку проводят прямую таким образом, чтобы расстояние до наиболее удаленных точек было наименьшим и при этом ни одна точка не оказалась выше этой прямой. На черт. 22 такой прямой является прямая MN. Прямая MN представляет собой след прилегающей плоскости. Наибольшее расстояние от нее имеют точки С3 и С4. Оно равно 29 мкм и является отклонением от прилегающей плоскости. Отклонение точки Ео, которая оказалась самой низкой при первом способе построения (черт. 21), в данном случае равно 28 мкм.
Второй способ следует использовать в тех случаях, когда наибольшее отклонение от вспомогательной плоскости значительно превышает допускаемое отклонение от плоскостности. Если отклонение от вспомогательной плоскости близко к значению допускаемого отклонения от плоскостности, может быть использован первый способ.
Примечание. Программа для вычисления отклонений от прилегающей плоскости на ЭВМ имеется в ВНИИМСО.
ПРИЛОЖЕНИЕ 8
ПРОГРАММА ОБРАБОТКИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ
С*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 С MAIN ОРГАНИЗАЦИЯ ВВОДА ДАННЫХ (SDG)
2 С * * * * * * * * * * * * * * * * * * * * * * * * * *
3 С KOD = l АВТОКОЛЛИМАТОР
4 С KOD = 2 ЭЛЕКТРОННЫЙ УРОВЕНЬ
5 С KOD = 3 ПУЗЫРЬКОВЫЙ УРОВЕНЬ, МИКРОНИВЕЛИР
6 С KOD = 4 ПОВЕРОЧНАЯ ЛИНЕЙКА БЕЗ ПОПРАВОК
7 С KOD = 5 ПОВЕРОЧНАЯ ЛИНЕЙКА С ПОПРАВКАМИ
8 С KOD = 6 ОПТИЧЕСКАЯ ЛИНЕЙКА БЕЗ ПОПРАВОК
9 С KOD = 7 ОПТИЧЕСКАЯ ЛИНЕЙКА С ПОПРАВКАМИ
10 С KEY = 1 ПРОВЕРЯЮТСЯ БОЛЕЕ, ЧЕМ ДВА ПОПЕРЕЧНЫХ
С СЕЧЕНИЯ
11 С KEY = 2 ПРОВЕРЯЮТСЯ ТОЛЬКО ДВА КРАЙНИХ ПОПЕРЕЧНЫХ
С СЕЧЕНИЯ
12 С * * * * * * * * * * * * * * * * * * * * * * * * * *
13 IMPLICIT REAL*8(B-H, О-Z)
14 INTEGER*2 AL
15 DIMENSION ZG(20,20), ZM(20,20), D1(30), D2(30), PV(20,20),
16 * QV(20,20), P(20,20), Q(20,20), ZR(20,20), Z1(20,20), Z2(20,20),
* ZO (20,20)
17 DIMENSION PY1 (40,40), QY1 (40,40), DY1(60), DY2(60),
18 * IP(20,20), IQ(20,20)
19 COMMON /BG/BG1, BG2, BG3
20 READ 10, KOD, KEY
21 10 FORMAT (213)
22 READ 12, AL, NA
23 12 FORMAT (A2, I5)
24 READ 11, LI, L2
25 11 FORMAT (215)
26 PRINT 66
27 66 FORMAT (//)
28 PRINT 21, AL, NA, LI, L2
29 21 FORMAT (¢¢, 22X, ¢ПОВЕРОЧНАЯ ПЛИТА N¢, A1, I5, ¢РАЗ¢,
30 * ¢MEPOM¢, 15, 1X, 1HX, I5, 1X, 2HMM)
31 READ 15, ND, NX, NY
32 15 FORMAT (3(I3))
33 READ 16, HD, HY, HX
34 16 FORMAT (3(F5.1))
35 IF(HD.GT.0..OR.KOD.LE.3) PRINT 31, HD, HY, HX
36 31 FORMAT (¢¢, 6X, ¢ШАГ ИЗМЕРЕНИЙ В ДИАГОНАЛЬНЫХ¢,
37 * ¢СЕЧЕНИЯХ, F6.1, ¢ММ, ¢, ¢В ПРОДОЛЬНЫХ СЕЧЕНИЯХ¢,
38 * F6.1, ¢ММ¢, ¢В ПОПЕРЕЧНЫХ СЕЧЕНИЯХ¢, F6.1, ¢ММ¢)
39 READ 17, DO
40 17 FORMAT (F5.1)
41 BG1 = .0048481*HX
42 BG2 = .0048481*HY
43 BG3 = .0048481*HD
44 IF(KOD. EQ.1) CALL SDG1(KOD, KEY, NY, NX, ND, IP, PV,
* P, IQ, QV, Q, D1, D2)
45 IF(KOD. EQ.2) CALL SDG2(KOD, KEY, NY, NX, ND, PV, QV,
* P, Q, D1, D2)
46 IF(KOD. EQ.3) CALL SDG3(KOD, KEY, NY, NX, ND, PV, QV,
* P, Q, D1, D2)
47 IF(KOD. EQ.4) CALL SDG4(KOD, KEY, NY, NX, ND, P, Q, D1,
* D2)
48 IF(KOD. EQ.5) CALL SDG5(KOD, KEY, NY, NX, ND, PV, QV,
* P, Q, D1, D2)
49 IF(KOD. EQ.6) CALL SDG4(KОD, KEY, NY, NX, ND, P, Q, D1,
* D2)
50 IF(KOD. EQ.7) CALL SDG5(KOD, KEY, NY, NX, ND, PV, QV,
* P, Q, D1, D2)
51 CALL RYX(KEY, NY, NX, ND, DO, ZG, P, Q, D1, D2, ZR, Z1,
* Z2, ZO)
52 STOP
53 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE PRDG(KOD, KEY, NY, NX, ND, NY1, NX1, ND1,
* DY1, DY2, PY1, QY1)
2 IMPLICIT REAL*8(B-H, O-Z)
3 INTEGER*2 AT(21)
4 DIMENSION PY1(NY, NX1), QY1(NY1, NX), NО(21)
5 DIMENSION DY1(60) DY2(60)
6 COMMON /P/PD(60), PP(60), PQ(60)
7 DATA AT/¢A¢, ¢B¢, ¢C¢, ¢D¢, ¢E¢, ¢F¢, ¢G¢, ¢H¢, ¢I¢
8 * ¢J¢, ¢K¢, ¢L¢, ¢M¢, ¢N¢, ¢O¢, ¢P¢, ¢Q¢, ¢R¢, ¢S¢,
* ¢Т¢, ¢U¢/
9 IF(KEY.EQ.1) NXS = 1
10 IF(KEY.EQ.2) NXS = NX - 1
11 DO 50 I = 1,21
12 50 NО(I) = I - 1
13 PRINT 20
14 20 FORMAT (30X, ¢ИСХОДНЫЕ ДАННЫЕ¢)
15 PRINT 30
16 30 FORMAT (127 (1H-))
17 NX2 = MAXО(NY, NX, ND)
18 С РАСПЕЧАТКА ДАННЫХ ЭЛЕКТРОННОГО УРОВНЯ
19 IF(KOD.NE.2) GOTO 26
20 PRINT 41
21 41 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1HI, 4X, ¢ОТСЧЕТЫ ПО ШКА¢,
22 *¢ ЛЕ УРОВНЯ, ¢, ¢СЕК, В ТОЧКАХ¢)
23 PRINT 61, (NО(I), I = 2, NX2)
24 61 FORMAT (¢¢, 1HI, 11Х, 1HI, 10(14, 5Х)/1Х, 1HI, 11Х, 1HI,
* 10(14, 5Х))
25 PRINT 30
26 PRINT 71, АТ(1), NО(1), AT(NY), NO(NX), (DYI(I), I = 2, ND)
27 PRINT 71, AT(NY), NО(1), AT(1), NO(NX), (DY2(I), I = 2, ND)
28 71 FORMAT (¢¢, 1HI, 2X, A1, I2, 1H-, A1, I2, 2X, 1HI, 1X,
29 * 10(F6.1, 2H", 1X)/1X, 1HI, 11X, 1HI, 10(F6.1, 2H", 1X))
30 DO 81 I = 1, NY
31 PRINT 71, AT(I), NО(1), AT(I), NO(NX), (PY1(I, J), J = 2,
* NX)
32 81 CONTINUE
33 DO 90 J = l, NX, NXS
34 90 PRINT 71, AT(1), NO (J), AT(NY), NO(J), (QY1(I, J), I = 2, NY)
35 С РАСПЕЧАТКА ДАННЫХ ОПТИЧЕСКОЙ ЛИНЕЙКИ БЕЗ
С ПОПРАВОК
36 26 IF(KOD.NE.4.AND.KOD.NE.6) GOTO 36
37 IF(KOD.EQ.4) PRINT 42
38 42 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1HI, 4X, ¢ОТСЧЕТЫ ПО¢,
39 *¢ ШКАЛЕ ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ, МКМ, В ТОЧКАХ¢)
40 IF(KOD.EQ.6) PRINT 402
41 402 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1HI, 4X, ¢ОТСЧЕТЫ ПО БА¢,
42 *¢ РАБАНУ ОПТИЧЕСКОЙ ЛИНЕЙКИ, МКМ, В ТОЧКАХ¢)
43 PRINT 62, (NО(I), I = 1, NX2)
44 62 FORMAT(¢¢, 1HI, 11X, 1HI, 3Х, 10(I3,4X) / 1X, 1HI, 11Х, 1НI,
3X, 10(I3,4X))
45 PRINT 30
46 PRINT 72, АТ(1), NО(1), AT(NY), NO (NX), (DY1(I), I = 1, ND)
47 PRINT 72, AT(NY), NO(1), AT(I), NO(NX), (DY2(I), I = 1, ND)
48 DO 82 I = 1, NY
49 PRINT 72, AT(I), NO(1), AT(I), NO(NX), (PY1(I, J), J = I, NX)
50 82 CONTINUE
51 72 FORMAT (¢¢, 1HI, 2X, A1, I2, 1Н-, A1, I2, 2X, 1HI, 1X,
52 * 10(F6.1, 1X)/1X, 1HI, 11X, 1HI, 10(F6.1, 1X))
53 DO 92 J = 1, NX, NXS
54 PRINT 72, AT(1), NO(J), AT(NY), NO(J), (QY1 (I, J), I = 1, NY)
55 92 CONTINUE
56 С РАСПЕЧАТКА ДАННЫХ ОПТИЧЕСКОЙ ЛИНЕЙКИ С
С ПОПРАВКАМИ
57 36 IF(KOD.NE.5.AND.KOD.NE.7) GOTO 99
58 IF(KOD.EQ.5) PRINT 43
59 43 FORMAT (¢¢, 1HI, ¢¢СЕЧЕНИЕ¢, 1HI, 4X, ОТСЧЕТЫ ПО
60 * ШКАЛЕ ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ И ПОПРАВКИ НА
61 * ПОВЕРОЧНУЮ ЛИНЕЙКУ, МКМ, В ТОЧКАХ¢)
62 IF (KOD.EQ.7) PRINT 403
63 403 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1HI, 4X, ОТСЧЕТЫ ПО БА¢,
64 *¢ РАБАНУ ОПТИЧЕСКОЙ ЛИНЕЙКИ И ПОПРАВКИ НА ОТК¢,
65 *¢ ЛОНЕНИЯ ФОРМЫ ИСХОДНОЙ ПРЯМОЙ, ¢МКМ В ТОЧ¢,
*¢ КАХ¢)
66 PRINT 62, (NО(I), I = 1, NX2)
67 PRINT 30
68 PRINT 72, АТ(1), NО(1), AT(NY), NO(NX), (DY1(I), I = 1, ND)
69 PRINT 72, AT(NY), NО(1), AT(1), NO(NX), (DY2(I), I = 1, ND)
70 PRINT 101, (PD(I), I = 1, ND)
71 101 FORMAT (¢¢, 1HI, ¢ПОПРАВКИ¢, 1HI, 1X, 10(F6.1, 1X)/1X,
72 * 1HI, 11X, 1HI, 1X, 10(F6.1, 1X))
73 DO 83 I = 1, NY
74 PRINT 72, AT(I), NO(1), AT(I), NO(NX), (PY1 (I, J), J = 1, NX)
75 83 CONTINUE
76 PRINT 101, (PP(I), I = 1, NX)
77 DO 93 J = l, NX, NXS
78 PRINT 72, AT(1), NO(J), AT(NY), NO(J), (QY1(I, J), I = 1, NY)
79 93 CONTINUE
80 PRINT 101, (PQ(I), J = 1, NY)
81 99 CONTINUE
82 PRINT 30
83 RETURN
84 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE RYX(KEY, NY, NX, ND, DO, ZG, P, Q, D1, D2,
ZR, Z1, Z2, ZO)
2 IMPLICIT REAL*8(B-H, O-Z)
3 INTEGER*2 AD1(1), AD2(1), AD(1), C(2), D(2), VD(2)
4 DIMENSION P(NY, NX), Q(NY, NX), ZG(NY, NX)
5 DIMENSION ZR(NY, NX), Z1(NY, NX), Z2(NY, NX), ZO(NY,
* NX)
6 DIMENSION D1(60), D2(60), H1 (60), H2(60), RM1(60),
* RM2(60)
7 DATA AD1/¢HE¢/, AD2/¢¢/, C(1) ¢/1/¢/, C(2)/¢3¢/, D(1)/ ¢1/¢/,
8 * D(2)/ ¢5¢/
9 CALL DIHI(ND, D1, H1)
10 CALL DIHI(ND, D2, H2)
11 DO 20 I = 1, NY
12 20 RM1(I) = Q(I, 1)
13 CALL XIYI(NY, H1(1), H2(1), RM1, RM2)
14 DO 30 I = 1, NY
15 30 ZG(I, 1) = RM2(I)
16 DO 40 I = 1, NY
17 40 RM1(I) = Q(I, NX)
18 CALL XIYI(NY, H2(ND), H1 (ND), RM1, RM2)
19 DO 50 I = 1, NY
20 50 ZG(I, NX) = RM2(I)
21 DO 60 I = 1, NY
22 DO 70 J = 1, NX
23 70 RM1(J) = P(I, J)
24 CALL XIYI(NX, ZG(I, 1), ZG(I, NX), RM1, RM2)
25 DO 80 J = l, NX
26 80 Z1(I, J) = RM2(J)
27 60 CONTINUE
28 IF(KEY.EQ.2) CALL PRREZ(2, NY, NX, Z1)
29 IF(KEY.EQ.2) CALL MAXZR(NY, NX, Z1, DO, ZRM, К3)
30 IF(KEY.EQ.2) GOTO 772
31 DO 90 J = 1, NX
32 DO 100 Ш = 1, NY
33 100 RM1(I) = Q(I, J)
34 CALL XIYI(NY, Z1(1, J), Z1(NY, J), RM1, RM2)
35 DO 110 I = 1, NY
36 110 Z2(I, J) = RM2(I)
37 90 CONTINUE
38 DO 120 I = 1, NY
39 DO 120 J = 1, NX
40 ZO(I, J) = Z1(I, J) - Z2(I, J)
41 120 ZR(I, J) = (Z1(I, J) + Z2(I, J))/2.
42 CALL MAXZO (NY, NX, ZO, DO, ZOM, K2)
43 IF(K2.EQ.1) CALL MAXZR(NY, NX, ZR, DO, ZRM, К3)
44 IF(K2.EQ.1) CALL PRREZ(2, NY, NX, ZR)
45 IF(K2.EQ.2) CALL PRREZ(3, NY, NX, Z1)
46 IF(K2.EQ.2) CALL PRREZ(4, NY, NX, Z2)
47 IF(K2.EQ.2) CALL PRREZ(1, NY, NX, ZO)
48 772 PRINT 500, DO
49 500 FORMAT (¢¢, 11Х, ¢ДОПУСК ПЛОСКОСТНОСТИ¢, F9.1,
* ¢MKM¢)
50 IF(DO.LT.30.) GOTO 864
51 DO 757 M = 1, 2
52 757 VD(M) = D(M)
53 GOTO 975
54 864 DO 753 M = 1, 2
55 753 VD(M) = C(M)
56 975 IF(K2.EQ.2) PRINT 502, ZOM, (VD(I), I = 1, 2)
57 502 FORMAT (¢¢, ¢НАИБОЛЬШАЯ РАЗНОСТЬ РЕЗУЛЬТАТОВ¢,
58 *¢ ИЗМЕРЕНИЙ В ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ СЕЧЕНИ¢,
59 * ¢ЯХ¢, F9.1, 4Н МКМ, ¢ПРЕВЫШАЕТ¢, 2А2, ¢ДОПУСКА¢)
60 IF(K2.EQ.2) PRINT 503
61 503 FORMAT (¢¢, ¢ПЛОСКОСТНОСТИ. ИЗМЕРЕНИЯ СЛЕДУЕТ¢,
*¢ ПОВТОРИТЬ.¢)
62 IF(K3.EQ.1) AD(1) = AD1(1)
63 IF(K3.EQ.2) AD(1) = AD2(1)
64 IF(K2.EQ.1.ОR.KEY.EQ.2) PRINT 501, ZRM, AD(1)
65 501 FORMAT (¢¢, ¢НАИБОЛЬШАЯ РАЗНОСТЬ ОТКЛОНЕНИЙ¢,
66 *¢ ОТ ВСПОМОГАТЕЛЬНОЙ¢, ¢ПЛОСКОСТИ¢, F9.1, 4Н МКМ,
67 * 1X, А-2 ¢ПРЕВЫШАЕТ¢, ¢ДОПУСК ПЛОСКОСТНОСТИ¢)
68 RETURN
69 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE PRREZ(K1, NY, NX, ZR)
2 IMPLICIT REAL*8(B-H, O-Z)
3 INTEGER*2 AT (20)
4 DIMENSION ZR(NY, NX), NO(20)
5 DATA AT/¢A¢, ¢B¢, ¢C¢, ¢D¢, ¢E¢, ¢F¢, ¢G¢, ¢H¢,
6 * ¢I¢, ¢J¢, ¢K¢, ¢L¢, ¢M¢, ¢N¢, ¢O¢, ¢P¢, ¢Q¢, ¢R¢, ¢S¢, ¢T¢/
7 PRINT 21
8 21 FORMAT (/)
9 IF(K1.EQ.2) PRINT 20
10 20 FORMAT (30Х, ¢ТАБЛИЦА РЕЗУЛЬТАТОВ¢)
11 PRINT 30
12 30 FORMAT (127(1H-))
13 IF(K1.EQ.1) PRINT 40
14 40 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1HI, 4X, ¢РАЗНОСТИ МЕЖ¢,
15 * ¢ДУ РЕЗУЛЬТАТАМИ ИЗМЕРЕНИЙ В ПРОДОЛЬНЫХ И ПО¢,
16 * ¢ПЕРЕЧНЫХ СЕЧЕНИЯХ, МКМ¢, /,¢¢, 1HI, 11Х, 1HI, 5Х,
* ¢В ТОЧКАХ¢)
17 IF(K1.EQ.2) PRINT 45
18 45 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1НI, 4Х, ¢ОТКЛОНЕНИЯ ОТ¢,
19 * ¢ВСПОМОГАТЕЛЬНОЙ ПЛОСКОСТИ, МКМ, В ТОЧКАХ¢)
20 IF(K1.EQ.3) PRINT 46
21 46 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1HI, 4Х, ОТКЛОНЕНИЯ ОТ¢,
22 * ¢ВСПОМОГАТЕЛЬНОЙ ПЛОСКОСТИ, МКМ, ПО РЕЗУЛЬТА¢,
23 * ¢ТАМ ИЗМЕРЕНИЙ В ПРОДОЛЬНЫХ СЕЧЕНИЯХ¢, /,
24 * ¢¢, 1HI, 11Х, 1HI, 5Х, ¢В ТОЧКАХ¢)
25 IF(K1.EQ.4) PRINT 47
26 47 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1НI, 4Х, ¢ОТКЛОНЕНИЯ ОТ¢,
27 * ¢ВСПОМОГАТЕЛЬНОЙ ПЛОСКОСТИ, МКМ, ПО РЕЗУЛЬТА¢,
28 * ¢ТАМ ИЗМЕРЕНИЙ ДЛЯ ПОПЕРЕЧНЫХ СЕЧЕНИЙ¢, /,
29 * ¢¢, 1HI, 11Х, 1HI, 5Х, ¢В ТОЧКАХ¢)
30 DO 50 I = 1, 20
31 50 NО(I) = I - 1
32 PRINT 60, (NO(I), I = 1, NX)
33 60 FORMAT (¢¢, 1HI, 11Х, 1HI, 16(1Х, I6)/1X, 1HI, 11Х, 1НI,
* 4(1X, I6))
34 PRINT 30
35 DO 80 I = 1, NY
36 K = NY - I + 1
37 PRINT 70, AT(K), NO(1), AT(K), NO(NX), (ZR(K, J), J = 1, NX)
38 70 FORMAT (¢¢, 1HI, 2X, A1, I2, 1H-, A1, I2, 2X, 1HI, 1X, 16(1X,
39 * F6.1)/1X, 1HI, 11X, 1HI, 1X, 4(1X, F6.1))
40 80 CONTINUE
41 PRINT 30
42 RETURN
43 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE MAXZO(NY, NX, ZO, DO, Q, K2)
2 IMPLICIT REAL*8 (A-H, O-Z)
3 DIMENSION ZO (NY, NX)
4 Q = DABS(ZO(1, 1))
5 DO 10 I = 1, NY
6 DO 10 J = 1, NX
7 B = DABS(ZO(I, J))
8 IF(B.GT.Q) Q = B
9 10 CONTINUE
10 IF(DO.LT.30.) DO 1 = DO/3.
11 IF(DO.GE.30.) DO 1 = DO/5.
12 IF(Q.LE.DO1) K2 = 1
13 IF(Q.GT.DO1) K2 = 2
14 RETURN
15 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE MAXZR(NY, NX, ZR, DO, ZRM, К3)
2 IMPLICIT REAL*8(A-H, O-Z)
3 DIMENSION ZR(NY, NX)
4 Q1 = ZR(1, 1)
5 Q2 = ZR(1, 1)
6 DO 10 I = 1, NY
7 DO 10 J = l, NX
8 B = ZR(I, J)
9 IF(B.LE.Q1) Q1 = B
10 IF(B.GT.Q2) Q2 = B
11 10 CONTINUE
12 ZRM = DABS(Q2 - Q1)
13 IF(ZRM.LE.DO) K3 = l
14 IF(ZRM.GT.DO) K3 = 2
15 RETURN
16 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE DIHI(N, D, H)
2 IMPLICIT REAL*8(A-H, O-Z)
3 DIMENSION D(N), H(N)
4 FN1 = N/2.
5 FN2 = N/2
6 IF(FN1 - FN2.GT..3) GOTO 10
7 DM = (D(N/2) + D(N/2 + 1))/2.
8 GOTO 20
9 10 DM = D((N + 1)/2)
10 20 F1 = (D(1) - D(N))/(N - 1.)
11 DO 30 I = 1, N
12 30 H(I) = D(I) - DM + F1*(I - (N + 1.)/2.)
13 RETURN
14 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE XIYI (N, A, B, X, Y)
2 IMPLICIT REAL*8(A-H, O-Z)
3 DIMENSION X(N), Y(N)
4 F1 = (B-A-X(N) + X(1))/(N - 1.)
5 DO 10 I = 1, N
6 10 Y(I) = X(I) + F1*(I - 1) + A - X(1)
7 RETURN
8 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE SDG1(KOD, KEY, NY, NX, ND, IP, P1, P, IQ, Q1,
Q, D1, D2)
2 С ВВОД ДАННЫХ, ПОЛУЧЕННЫХ АВТОКОЛЛИМАТОРОМ
3 IMPLICIT REAL*8(B-Н, О-Z)
4 INTEGER*2 AT (21)
5 DIMENSION I1 (30), I2(30), NO(21)
6 DIMENSION DM1 (30), DM2(30), D1(30), D2(30)
7 DIMENSION IP(NY, NX), P1 (NY, NX), P(NY, NX)
8 DIMENSION IQ(NY, NX), Q1(NY, NX), Q(NY, NX)
9 COMMON /BG/BG1, BG2, BG3
10 DATA AT/¢A¢, ¢B¢, ¢C¢, ¢D¢, ¢E¢, ¢F¢, ¢G¢, ¢H¢, ¢I¢,
11 * ¢J¢, ¢K¢, ¢L¢, ¢M¢, ¢N¢, ¢O¢, ¢P¢, ¢Q¢, ¢R¢, ¢S¢, ¢T¢, ¢U¢/
12 IF(KEY.EQ.1) NXS = 1
13 IF(KEY.EQ.2) NXS = NX - 1
14 ND1 = ND - 1
15 NY1 = NY - 1
16 NX1 = NX - 1
17 READ 624, (I1 (I), DM1 (I), I = 2, ND)
18 READ 624, (I2(I), DM2(I), I = 2, ND)
19 DO 769 I = 1, NY
20 769 READ 624, (IP(I, J), P1 (I, J), J = 2, NX)
21 624 FORMAT (8(I2, 1X, F4, 1, 2X))
22 DO 569 J = 1, NX, NXS
23 569 READ 624, (IQ(I, J), Q1(I, J), I = 2, NY)
24 DO 50 I = 1, 21
25 50 NO(I) =I - 1
26 PRINT 20
27 20 FORMAT (30X, ¢ИСХОДНЫЕ ДАННЫЕ¢)
28 PRINT 30
29 30 FORMAT (127 (1H-))
30 NX2 = MAX0(NY, NX, ND)
31 С РАСПЕЧАТКА ДАННЫХ АВТОКОЛЛИМАТОРА
32 PRINT 40
33 40 FORMAT (¢¢ 1HI, ¢СЕЧЕНИЕ¢, 1HI, 4X, ¢ОТСЧЕТЫ ПО АВ¢
34 * ¢TOКОЛЛИМАТОРУ В ТОЧКАХ¢)
35 PRINT 60, (NO(I), I = 2, NX2)
36 60 FORMAT (¢¢, 1HI, 11X, 1HI, 1X, 10(I5, 6X)/1X, 1HI, 11Х, 1Н1,
* 1X, 10(I5, 6X))
37 PRINT 30
38 PRINT 70, AT(1), NO(1), AT(NY), NO(NX), (I1(I), DM1(I),
* I = 2, ND)
39 PRINT 70, AT(NY), NO(1), AT(1), NO(NX), (I2(I), DM2(I),
* I = 2, ND)
40 DO 80 I = 1, NY
41 PRINT 70, AT(I), NO(1), AT(I), NO(NX), (IP(I, J), P1(I, J),
* J = 2, NX)
42 70 FORMAT (¢¢, 1HI, 2X, A1, I2, 1H-, A1, I2, 2X, 1HI, 1X, 10(13,
43 * 1H¢, F4.1, 2H¢¢, 1X)/1X, 1HI, 11Х, 1HI, 10(F3.0, 1H¢, F4.1, 2H¢¢,
* 1X))
44 80 CONTINUE
45 DO 91 J = 1, NX, NXS
46 PRINT 70, AT(1), NO(J), AT(NY), NO(J), (IQ(I, J), Q1(I, J),
* I = 2, NY)
47 91 CONTINUE
48 PRINT 30
49 DO 90 I = 1, NY
50 90 Q(I, 1) = 0.
51 DO 110 I = 1, NY
52 DO 110 J = 2, NX
53 110 Q(I, J) = IP(I, J)*60 + P1(I, J)
54 DO 120 I = 1, NY
55 DO 120 K = 2, NX
56 P(I, K) = 0.
57 DO 120 J = 2, К
58 120 P(I, K) = P(I, K) + (Q(I, J) - Q(I, 2))*BG1
59 DO 125 I = 1, NY
60 125 P(I, 1) = 0.
61 DO 99 I = 1, NX, NXS
62 99 P1 (1, I) = 0.
63 DO 710 I = 1, NX, NXS
64 DO710 J = 2, NY
65 710 P1(J, I) = IQ(J, 1)*60 + Q1(J, I)
66 DO 620 I = 1, NX, NXS
67 DO 620 К = 2, NY
68 Q(K, I) = 0.
69 DO 620 J = 2, К
70 620 Q(K, I) = Q(K, I) + (P1(J, I) - P1(2, I))*BG2
71 DO 175 I = 1, NX, NXS
72 175 Q(1, I) = 0.
73 D1(1) = 0.
74 DO 810 J = 2, ND
75 810 D2(J) = I1(J)*60 + DM1(J)
76 DO 720 К = 2, ND
77 D1(K) = 0.
78 DO 720 J = 2, К
79 720 D1(K) = D1(K) + (D2(J) - D2(2))*BG3
80 D2(1) = 0.
81 DO 910 J = 2, ND
82 910 DM1(J) = I2(J)*60 + DM2(J)
83 DO 920 К = 2, ND
84 D2(K) = 0.
85 DO 920 J = 2, К
86 920 D2(K) = D2(K) + (DM1(J) - DM1(2))*BG3
87 RETURN
88 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE SDG2(KOD, KEY, NY, NX, ND, PV, QV, P, Q, D1, D2)
2 С ВВОД ДАННЫХ, ПОЛУЧЕННЫХ ЭЛЕКТРОННЫМ УРОВНЕМ
3 IMPLICIT REAL*8(A-H, О-Z)
4 DIMENSION P(NY, NX), Q(NY, NX)
5 DIMENSION D1 (ND), D2(ND), DY1 (60), DY2(60)
6 DIMENSION PV(NY, NX), QV(NY, NX)
7 COMMON /BG/BG1, BG2, BG3
8 IF(KEY.EQ.1) NXS = 1
9 IF(KEY.EQ.2) NXS = NX - 1
10 DY1(1) = 0.
11 DY2(1) = 0.
12 READ 624, (DY1(I), I = 2, ND)
13 READ 624, (DY2(I), I = 2, ND)
14 DO 769 I = 1, NY
15 PV(I, 1) = 0.
16 769 READ 624, (PV(I, J), J = 2, NX)
17 624 FORMAT(12(F6.I))
18 DO 569 J = 1, NX, NXS
19 QV(1, J) = 0.
20 569 READ 624, (QV(I, J), I = 2, NY)
21 CALL PRDG(KOD, KEY, NY, NX, ND, NY, NX, ND, DY1, DY2,
* PV, QV)
22 DO 120 I = 1, NY
23 P(I, 1) = 0.
24 DO 120 K = 2, NX
25 P(I, K) = 0.
26 DO 120 J = 2, К
27 120 P(I, K) = P(I, K) + (PV, I, J) - PV(I, 2))*BG1
28 DO 121 I = 1, NX, NXS
29 Q(1, I) = 0
30 DO 121 K = 2, NY
31 Q(K, I) = 0.
32 DO 121 J = 2, К
33 121 Q(K, I) = Q(K, I) + (QV(J, I) - QV(2, I))*BG2
34 D1(1) = 0.
35 DO 122 K = 2, ND
36 D1(K) = 0.
37 DO 122 J = 2, К
38 122 D1(K) = D1(K) + (DY1(J) - DY1(2))*BG3
39 D2(1) = 0.
40 DO 123 K = 2, ND
41 D2(K) = 0,
42 DO 123 J = 2, К
43 123 D2(K) = D2(K) + (DY2(J) - DY2(2))*BG3
44 RETURN
45 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE SDG3(KOD, KEY, NY, NX, ND, PV, QV, P, Q, D1, D2)
2 С ВВОД ДАННЫХ, ПОЛУЧЕННЫХ ПУЗЫРЬКОВЫМ УРОВНЕМ
3 IMPLICIT REAL*8 (В-Н, О-Z)
4 INTEGER*2 AT(21)
5 DIMENSION P(NY, NX), Q(NY, NX)
6 DIMENSION PV(NY, NX), QV(NY, NX)
7 DIMENSION D1(ND), D2(ND), DY1(60), DY2(60), NO(21)
8 COMMON /BG/BG1, BG2, BG3
9 DATA AT/¢A¢, ¢B¢, ¢C¢, ¢D¢, ¢E¢, ¢F¢, ¢G¢, ¢H¢, ¢I¢,
10 * ¢J¢, ¢K¢, ¢L¢, ¢M¢, ¢N¢, ¢O¢, ¢P¢, ¢Q¢, ¢R¢, ¢S¢, ¢T¢, ¢U¢/
11 READ 10, T
12 10 FORMAT (F4.1)
13 PRINT 20, T
14 20 FORMAT (¢¢, 7X, ¢ЦЕНА ДЕЛЕНИЯ ШКАЛЫ ПУЗЫРЬКО¢,
15 * ¢ВОГО УРОВНЯ¢, 1X, F4.1, 2Н¢¢)
16 IF(KEY.EQ.1) NXS = 1
17 IF(KEY.EQ.2) NXS = NX - 1
18 DO 50 I = 1, 21
19 50 NO(1) = I - 1
20 PRINT 26
21 26 FORMAT (30X, ¢ИСХОДНЫЕ ДАННЫЕ¢)
22 PRINT 30
23 30 FORMAT (127(1H-))
24 NX2 = MAX0(NY, NX, ND)
25 DY1(1) = 0.
26 DY2(1) = 0.
27 D1(1) = 0.
28 D2(1) = 0.
29 624 FORMAT (12(F6.1))
30 READ 624, (D1(I), I = 2, ND)
31 READ 624, (DY1(I), I = 2, ND)
32 READ 624, (D2(I), I = 2, ND)
33 READ 624, (DY2(I), I = 2, ND)
34 DO 769 I = 1, NY
35 P(I, 1) = 0
36 PV(I, 1) = 0.
37 READ 624, (P(I, J), J = 2, NX)
38 769 READ 624, (PV(I, J) J = 2, NX)
39 DO 569 J = 1, NX, NXS
40 Q(1, J) = 0.
41 QV(1, J) = 0
42 READ 624, (Q(I, J), I = 2, NY)
43 569 READ 624, (QV(I, J), I = 2, NY)
44 С РАСПЕЧАТКА ДАННЫХ ПУЗЫРЬКОВОГО УРОВНЯ
45 PRINT 41
46 41 FORMAT (¢¢, 1HI, ¢СЕЧЕНИЕ¢, 1HI, 8Х, ¢ОТСЧЕТЫ В ДЕЛЕ¢,
47 * ¢НИЯХ ШКАЛЫ УРОВНЯ ПО ЛЕВОМУ И ПРАВОМУ КОН¢,
* ¢ЦАМ ПУЗЫРЬКА ДЛЯ ТОЧЕК¢)
48 PRINT 61, (NO(I), I = 2, NX2)
49 61 FORMAT (¢¢, 1HI, 11Х, 1HI, 7Х, 10(I3, 4Х)/1Х, 1HI, 11Х, 1HI,
50 С * 7Х, 10(I3, 4Х)) 2Х, 10(I3, 4Х))
51 PRINT 30
52 PRINT 71, АТ(1), NO(1), AT(NY), NO (NX), (D1 (I), I = 2, ND)
53 PRINT 72, (DY1 (I), I = 2, ND)
54 PRINT 71, AT(NY), NO(1), AT(1), NO(NX), (D2(I), I = 2, ND)
55 PRINT 72, (DY2(I), I = 2, ND)
56 71 FORMAT (¢¢, 1HI, 2X, A1, I2, 1H-, A1, I2, 2X, 1HI, 1X, 1НЛ,
57 * 1X, 1HI, 1X, 10(F6.1, 1X)/1X, 1HI, 11Х, 1HI, 10(F6.1, 1X))
58 72 FORMAT (¢¢, 1HI, 11X, 1HI, 1X, 1НП, 1X, 1HI, 1X, 10(F61,
59 * 1X)/1X, 1HI, 11Х, 1НI, 10(F6.1, 1X))
60 DO 81 I = 1, NY
61 PRINT 71, AT(I), NO(1), AT(I), NO(NX), (P(I, J), J = 2, NX)
62 PRINT 72, (PV(I, J), J = 2, NX)
63 81 CONTINUE
64 DO 90 J = 1, NX, NXS
65 PRINT 71, AT(1), NO(J), AT(NY), NO(J), (Q(I, J), I = 2, NY)
66 90 PRINT 72, (QV(I, J), I = 2, NY)
67 PRINT 30
68 PRINT 78
69 78 FORMAT (15X, ¢Л - ОТСЧЕТЫ ПО ЛЕВОМУ КОНЦУ ПУ¢,
* ¢ЗЫРЬКА¢)
70 PRINT 79
71 79 FORMAT (15X, ¢П - ОТСЧЕТЫ ПО ПРАВОМУ КОНЦУ ПУ¢,
* ¢ЗЫРЬКА¢)
72 DO 885 I = 1, ND
73 D1(I) = T* (D1(I) + DY1(I))/2
74 885 D2(I) = T*(D2(I) + DY2(I))/2
75 DO 855 I = 1, ND
76 DY1(I) = D1(I)
77 855 DY2(I) = D2(I)
78 D1(1) = 0
79 DO 122 K = 2, ND
80 D1(K) = 0
81 DO 122 J = 2, К
82 122 D1(K) = D1(K) + (DY1(J)-DY1(2))*BG3
83 D2(1) = 0
84 DO 123 K = 2, ND
85 D2(K) = 0
86 DO 123 J = 2, К
87 123 D2(K) = D2(K) + (DY2(J) - DY2(2))*BG3
88 DO 261 I = 1, NY
89 DO 261 J = 1, NX, NXS
90 261 P(I, J) = T*(P(I, J) + PV(I, J))/2
91 DO 267 I = 1, NY
92 DO 267 J = 1, NX, NXS
93 267 PV(I, J) = P(I, J)
94 DO 120 I = 1, NY
95 P(I, 1) = 0
96 DO 120 K = 2, NX
97 P(I, K) = 0
98 DO 120 J = 2, К
99 120 P(I, K) = P(I, K) + (PV(I, J) - PV(I, 2))*BG1
100 DO 268 J = 1, NX, NXS
101 DO 268 I = 1, NY
102 268 Q(I, J) = T*(Q(I, J) + QV(I, J))/2.
103 DO 228 J = 1, NX, NXS
104 DO 228 I = 1, NY
105 228 QV(I, J) = Q(I, J)
106 DO 121 I = 1, NX, NXS
107 Q(1, I) = 0
108 DO 121 K = 2, NY
109 Q(K, I) = 0
110 DO 121 J = 2, К
111 121 Q(K, I) = Q(K, I) + (QV(J, I) - QV(2, I))*BG2
112 RETURN
113 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE SDG4(KOD, KEY, NY, NX, ND, P, Q, D1, D2)
2 С ВВОД ДАННЫХ, ПОЛУЧЕННЫХ ПОВЕРОЧНОЙ ИЛИ ОПТИ
С ЧЕСКОЙ ЛИНЕЙКОЙ
3 С ПОПРАВКИ НЕ ВВОДЯТСЯ
4 IMPLICIT REAL*8(A-H, О-Z)
5 DIMENSION P(NY, NX), Q(NY, NX)
6 DIMENSION D1(ND), D2(ND)
7 IF(KEYEQ 1) NXS = 1
8 IF(KEYEQ2) NXS = NX - 1
9 READ 624, (D1(I), I = 1, ND)
10 READ 624, (D2(I), I = 1, ND)
11 DO 769 I = 1, NY
12 769 READ 624, (P(I, J), J = 1, NX)
13 624 FORMAT (12(F6.1))
14 DO 569 J = 1, NX, NXS
15 569 READ 624, (Q(I, J), I = 1, NY)
16 CALL PRDG(KOD, KEY, NY, NX, ND, NY, NX, ND, D1, D2, P, Q)
17 RETURN
18 END
*** * * * * * * * * * * * * * * * * * * * * * * * * * * *
1 SUBROUTINE SDG5(KOD, KEY, NY, NX, ND, PV, QV, P, Q, D1, D2)
2 С ВВОД ДАННЫХ, ПОЛУЧЕННЫХ ПОВЕРОЧНОЙ ИЛИ ОП
С ТИЧЕСКОЙ ЛИНЕЙКОЙ
3 С ПОПРАВКИ ВВОДЯТСЯ
4 IMPLICIT REAL*8(A-H, О-Z)
5 DIMENSION P(NY, NX), Q(NY, NX), PV(NY, NX), QV(NY, NX)
6 DIMENSION D1(ND), D2(ND), DY1(60), DY2(60)
7 COMMON/P/DP(60), PP(60), QP(60)
8 IF(KEY.EQ.1) NXS = 1
9 IF(KEY.EQ.2) NXS = NX - 1
10 READ 624, (DY1(I), I = 1, ND)
11 READ 624, (DY2(I), I = 1, ND)
12 READ 624, (DP(I), I = 1, ND)
13 DO 400 I = 1, ND
14 D1(I) = DY1(I) - DP(I)
15 400 D2(I) = DY2(I) - DP(I)
16 DO 769 I = 1, NY
17 769 READ 624, (PV(I, J), J = 1, NX)
18 624 FORMAT (12(F6.1))
19 READ 634, (PP(J), J = 1, NX)
20 DO 260 I = 1, NY
21 DO 260, J = 1, NX
22 260 P(I, J) = PV(I, J) - PP(J)
23 DO 569 J = l, NX, NXS
24 569 READ 624, (QV(I, J), I = 1, NY)
25 READ 624, (QP(J), J = l, NY)
26 DO 261 I = 1, NY
27 DO 261 J = 1, NX, NXS
28 261 Q(I, J) = QV(I, J) - QP(I)
29 CALL PRDG(KOD, KEY, NY, NX, ND, NY, NX, ND, DY1, DY2, PV, QV)
30 RETURN
31 END
ПРИЛОЖЕНИЕ 9
ИНСТРУКЦИЯ ПО ПОДГОТОВКЕ ИСХОДНЫХ ДАННЫХ К ПРОГРАММЕ ОБРАБОТКИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ
Исходные данные записывают построчно, начиная с первой строки, на специальных бланках и затем переносят в память ЭВМ путем набора этих данных на клавиатуре дисплея в следующем порядке:
1. В первых трех позициях первой строки помещают номер типа вводимых исходных данных, который определяется применяемым средством измерений:
1 - для автоколлиматора;
2 - для электронного уровня;
3 - для уровня с пузырьковой ампулой или микронивелира;
4 - для поверочной линейки и измерительной головки (без учета поправок на поверочную линейку);
5 - для поверочной линейки и измерительной головки (с учетом поправок на поверочную линейку);
6 - для оптической линейки (без учета поправок на отклонение формы исходной прямой оптической линейки);
7 - для оптической линейки (с учетом поправок на отклонение формы исходной прямой оптической линейки).
Примечание. Если отсчеты, полученные при измерении автоколлиматором, для всех участков каждого из сечений содержат одинаковое число минут (в разных сечениях это число может быть различным), то вместо числа 1 вводят число 2, часть отсчета, выраженную в минутах, отбрасывают и ввод данных осуществляют так, как предусмотрено для электронного уровня.
В первую же строку в последующие три позиции вводят условное число, определяемое числом проверенных поперечных сечений:
1 - если измерения проведены во всех поперечных сечениях;
2 - если проверены только два крайних поперечных сечения.
Пример заполнения первой строки:
![]() формат (2 1 3)
формат (2 1 3)
2. Во второй строке помещают номер поверочной плиты (в первых двух позициях буква, обозначающая год выпуска, в последующих пяти - порядковый заводской номер).
Пример:
![]() формат (А 2, 1 5)
формат (А 2, 1 5)
3. В третьей строке в первых пяти позициях записывают длину плиты, а в последующих пяти - ширину в миллиметрах.
Пример:
![]() формат (2 I 5)
формат (2 I 5)
4. В четвертой строке последовательно помещают число проверяемых точек (включая обе крайние), в диагональных, продольных и поперечных сечениях.
Пример:
![]() формат (3 I 3)
формат (3 I 3)
5. В пятой строке при выполнении измерений уровнями и автоколлиматором записывают последовательно значение шага для диагональных, продольных и поперечных сечений в миллиметрах.
Пример:
![]() формат (3 F 5.1)
формат (3 F 5.1)
Для остальных методов в той же последовательности записывают расстояние между проверяемыми точками или просто вводят нулевые значения.
Пример:
![]() формат (3 I 3)
формат (3 I 3)
6. В шестую строку в пяти первых позициях вводят значение допуска плоскостности в микрометрах.
Пример:
![]() формат (F 5.1)
формат (F 5.1)
7. Далее с седьмой строки для всех методов, за исключением использования пузырькового уровня и микронивелира МН-2, вводят данные измерений в отдельных сечениях. Сначала для двух диагональных, затем для всех продольных и далее - для поперечных. Данные для каждого сечения записывают в отдельную строку. При этом должна строго соблюдаться последовательность ввода данных не только по сечениям, но и в каждом отдельном сечении. Для рассмотрения порядка ввода данных используем схему измерений, представленную на черт. 8 приложения 5.
Прежде всего вводят данные для диагонального сечения AоE4, проходящего на чертеже через нижнюю левую точку Ао, начиная с указанной точки, а затем для диагонального сечения ЕоА4, начиная с точки Ео. Далее вводят данные для всех продольных сечений, начиная с нижнего сечения АоА4. В каждом из сечений ввод данных начинают слева направо, т. е. с точек Ао, Во, Со, Do, Ео. Последними вводят данные для поперечных сечений, начиная с крайнего левого сечения АоЕо. Ввод данных начинают с нижних точек Ао, А1, А2, А3, A4. Таким образом, последовательность ввода данных по сечениям следующая: AоE4, ЕаА4, АоА4, BоB4, СоС4, DoD4, ЕoЕ4, AoEо, A1E1, А2Е2, A3E3, A4E4. Указанный порядок ввода данных должен выполняться независимо от числа проверенных сечений.
Примечание. Если при измерении средствами, указанными в п. 3.6.4, направление выполнения измерений и направление ввода данных не совпадают, то результаты следует вводить с противоположным знаком.
8. Для пузырькового уровня и микронивелира в седьмой строке в первых четырех позициях записывают действительное значение цены деления ампулы в угловых секундах.
Пример:
![]() Форма (F 4.1)
Форма (F 4.1)
Результаты измерений, выраженные в делениях шкалы ампулы, вводят с восьмой строки. Порядок ввода данных (по сечениям) такой же, как для остальных методов. Поскольку на каждом участке для пузырькового уровня снимают два отсчета по обоим концам пузырька, то при вводе данных каждому сечению соответствуют две строки результатов: первая по левому концу пузырька, вторая - по правому.
9. Форматы вводимых данных
9.1. Для автоколлиматора (если отсчеты выражены в минутах и секундах) - формат (8 (I 2, 1 X, F 4.1, 2Х). Например, отсчеты 3¢07,0" и 3¢06,5" записывают таким образом:
![]() и т д.
и т д.
9.2. Для электронного уровня и автоколлиматора (если отсчеты выражены только в угловых секундах) - формат (I2 F 6.1).
Пример:
![]() и т. д.
и т. д.
9.3. Для пузырькового уровня, микронивелира, поверочной и оптической линеек - формат (I2 F 6.1).
Пример:
![]()
10. Когда должны учитываться поправки на поверочную или оптическую линейку, их вводят отдельной строкой после ввода результатов измерений в соответствующих сечениях.
Например, для схемы, представленной на черт. 8 приложения 5, порядок ввода поправок таков:
данные диагональных сечений АоЕ4 и ЕоА4,
поправки на диагональные сечения,
данные продольных сечений АоА4, BоB4, ..., ЕоЕ4,
поправки на продольные сечения,
данные поперечных сечений АоЕо, А1Е1, ..., А4Е4,
поправки на поперечные сечения.
Направление ввода поправок должно совпадать с направлением ввода результатов измерений.
На этом ввод информации заканчивается.
11. Примеры изображения введенной информации на экране дисплея и распечатки полученных результатов приведены соответственно в приложениях 10 и 11.
ПРИЛОЖЕНИЕ 10
ПРИМЕРЫ ПРЕДСТАВЛЕНИЯ ВВОДИМОЙ ИНФОРМАЦИИ НА ЭКРАНЕ ДИСПЛЕЯ
1. Представление вводимой информации на экране дисплея при выполнении измерений автоколлиматором
Изображение вводимой информации на экране дисплея для результатов измерений автоколлиматором имеет вид:
1 1
А 00784
1600 1000
7 7 5
310. 263. 245.
12.
3¢07.0" 3¢06.5" 3¢04.8" 3¢04.1" 3¢02.2" 2¢59.2"
3¢00.0" 3¢02.3" 3¢05.5" 3¢07.0" 3¢10.3" 3¢12.5"
3¢10.7" 3¢11.2" 3¢14.5" 3¢15.7" 3¢16.0" 3¢16.2"
3¢10.6" 3¢12.0" 3¢13.5" 3¢14.7 3¢14.3" 3¢14.3"
3¢09.0" 3¢10.0" 3¢11.2" 3¢12.8" 3¢13.2" 3¢13.2"
3¢09.8" 3¢10.3" 3¢10.8" 3¢11.3" 3¢11.5" 3¢11.5"
3¢08.7" 3¢09.2" 3¢09.8" 3¢10.1" 3¢10.5" 3¢11.9"
3¢07.3" 3¢06.6" 3¢06.7" 3¢07.2"
3¢10.3" 3¢09.1" 3¢08.1" 3¢07.8"
3¢12.0" 3¢11.2" 3¢09.5" 3¢09.2"
3¢10.6" 3¢09.0" 3¢07.2" 3¢06.6"
3¢13.8" 3¢11.5" 3¢10.7" 3¢10.2"
3¢14.6" 3¢12.4" 3¢10.3" 3¢10.1"
3¢14.0" 3¢11.5" 3¢10.0" 3¢08.8"
Отсчеты в одном из сечений содержат разное число минут, поэтому в соответствии с п. 1 приложения 9 в первой строке указан номер типа данных 1. В этой же строке приведено условное число 1, означающее, что проверены все поперечные сечения. Во второй и третьей строках соответственно указаны номер плиты А 784 и ее размер - 1600´1000 мм. Число шагов в диагональных, продольных и поперечных сечениях соответственно равно 6, 6 и 4, а число проверяемых точек, включая обе крайние, - 7, 7 и 5 (4-я строка). Шаг измерений для указанных сечений в соответствии с числом проверяемых точек составляет 310, 263 и 245 мм (строка 5).
Поверяемая плита имеет класс точности 0. Допуск плоскостности для нее, приведенный в 6-й строке, составляет 12 мкм.
Далее введены результаты измерений: в строках 7 и 8 - данные для диагональных сечений, 9 - 13 - для продольных, 14 - 20 - для поперечных.
2. Представление вводимой информации на экране дисплея при выполнении измерений уровнем с пузырьковой ампулой
В качестве примера рассмотрим изображение вводимой информации для плиты класса точности 1 размером 630´400 мм. На экране дисплея информация имеет вид:
3 1
Г 00506
630 400
7 5 4
123. 155. 132.
16.
1.5 1.2 0.7 0.3 0.0 -0.5
2.1 1.8 1.1 0.9 0.6 -0.1
1.4 0.3 1.0 0.2 0.3 0.7
1.8 0.5 1.6 0.8 0.9 1.3
2.1 4.1 4.6 3.1
2.6 4.6 5.1 3.6
5.0 2.4 1.3 2.9
5.4 2.8 1.7 3.3
2.8 2.3 1.6 2.2
3.3 2.7 2.1 2.7
4.2 3.3 3.0 1.2
3.7 2.8 2.5 0.8
3.0 4.1 3.8
2.5 3.7 3.2
3.2 4.1 3.8
2.7 4.0 3.3
3.2 3.9 3.6
2.7 3.4 3.2
0.8 1.5 2.7
1.3 1.9 3.2
1.0 1.7 2.4
1.5 2.1 2.8
Первые шесть строк заполнены так же, как для автоколлиматора. В седьмой строке приведено действительное значение цены деления ампулы - 4". С восьмой строки приведены результаты измерений для двух диагональных, четырех продольных и пяти поперечных сечений, выраженные в делениях шкалы ампулы. Каждому сечению соответствуют два ряда значений: один - по левому концу пузырька, второй - по правому.
3. Представление вводимой информации на экране дисплея при выполнении измерений методом сличения с поверочными линейками при помощи измерительных головок
Порядок ввода данных на экран дисплея представлен для результатов, полученных при поверке плиты класса точности 2 размером 1000´630 мм. Изображение вводимой информации имеет вид:
5 2
A 00784
1000 630
3 5 5
0. 0. 0.
40.
11. -4. -1.
3. 0. -1.
0. 7. 0.
4. 6. -1. -6. -8.
2. 5. 3. 5. 6.
3. 2. -8. -7. -1.
-2. 0. -1. -4. -1.
-1. -1. -2. -3. -10.
0. -4. -6. -5. 0.
10. 10. 10. 7. -1.
-5. -28. -35. -30. -11.
0. -2 -3. -3. 0.
Заполнение строк 1 - 4 аналогично приведенному для автоколлиматора. Так как метод измерений не является шаговым, вместо значений шагов (расстояний между опорами измерительной каретки) в 5-ю строку введено условное число «0». В 6-й строке - допуск плоскостности, равный 40 мкм. В 7-й и 8-й строках - результаты измерений в диагональных сечениях, в 9-й - поправки на поверочную линейку для диагональных сечений. Результаты измерений для пяти продольных и двух поперечных сечений приведены соответственно в строках 10 - 14 и 16 - 17, а поправки для этих сечений на поверочную линейку - в строках 15 и 18.
ПРИЛОЖЕНИЕ 11
ПРИМЕРЫ РАСПЕЧАТКИ РЕЗУЛЬТАТОВ ОБРАБОТКИ ДАННЫХ НА ЭВМ
При обработке результатов измерений на ЭВМ на печать выдается таблица исходных данных и результаты обработки. Распечатка результатов обработки имеет два варианта.
Если проверялись только два поперечных сечения или если при проверке всех поперечных сечений наибольшая алгебраическая разность между результатами измерений в продольных и поперечных сечениях находится в пределах, установленных в п. 4.2 настоящей рекомендации, то печатается таблица результатов со значениями отклонений от вспомогательной плоскости. При этом для случая, когда проводилась проверка всех поперечных сечений, в таблице приводятся средние арифметические значения результатов измерений в продольном и поперечном направлениях. Кроме того, под таблицей результатов печатается приближенное значение отклонения от плоскостности, определяемое как наибольшая алгебраическая разность отклонений от вспомогательной плоскости, и приводится оценка его соответствия допуску плоскостности плиты по ГОСТ 10905. Этот вариант распечатки приведен в табл. 18 и 19 приложения 10.
В том случае, когда наибольшая алгебраическая разность между результатами измерений в продольных и поперечных сечениях превышает допускаемое значение, печатаются исходные данные и три таблицы результатов: отклонения от вспомогательной плоскости по результатам измерений в продольных сечениях, отклонения от вспомогательной плоскости по результатам измерений в поперечных сечениях и разности между результатами измерений в продольных и поперечных сечениях. Кроме того, приводится значение наибольшей разности результатов и указание о необходимости повторного выполнения измерений. Таблица разностей позволяет провести анализ качества выполненных измерений по сечениям и в некоторых случаях ограничиться повторением измерений только в одном или нескольких сечениях с наибольшим расхождением результатов.
Вариант такой распечатки приведен в табл. 20 - 23 приложения 10.
Таблица 18
Поверочная плита N А 784 размером 1000´630 мм
Исходные данные
|
Отсчеты по шкале измерительной головки и поправки на поверочную линейку, мкм, в точках |
|||||
|
0 |
1 |
2 |
3 |
4 |
|
|
А 0 - Е 4 |
11.0 |
-4.0 |
-1.0 |
- |
- |
|
Е 0 - А 4 |
3.0 |
0.0 |
-1.0 |
- |
- |
|
Поправки |
0.0 |
7.0 |
0.0 |
- |
- |
|
А 0 - А 4 |
4.0 |
6.0 |
-1.0 |
-6.0 |
-8.0 |
|
В 0 - В 4 |
2.0 |
5.0 |
3.0 |
5.0 |
6.0 |
|
С 0 - С 4 |
3.0 |
2.0 |
-8.0 |
-7.0 |
-1.0 |
|
D 0 - D 4 |
-2.0 |
0.0 |
-1.0 |
-4.0 |
-1.0 |
|
Е 0 - Е 4 |
-1.0 |
-1.0 |
-2.0 |
-3.0 |
-10.0 |
|
Поправки |
0.0 |
-4.0 |
-6.0 |
-5.0 |
0.0 |
|
А 0 - Е 0 |
10.0 |
10.0 |
10.0 |
7.0 |
-1.0 |
|
А 4 - Е 4 |
-5.0 |
-28.0 |
-35.0 |
-30.0 |
-11.0 |
|
Поправки |
0.0 |
-2.0 |
-3.0 |
-3.0 |
0.0 |
Таблица 19
Таблица результатов
|
Отклонения от вспомогательной плоскости, мкм, в точках |
|||||
|
0 |
1 |
2 |
3 |
4 |
|
|
Е 0 - Е 4 |
8.0 |
16.3 |
21.5 |
23.8 |
16.0 |
|
D 0 - D 4 |
18.3 |
18.6 |
13.9 |
4.2 |
-3.5 |
|
С 0 - С 4 |
20.5 |
16.4 |
1.3 |
-5.9 |
-12.0 |
|
В 0 - В 4 |
18.8 |
17.7 |
9.6 |
2.6 |
-9.5 |
|
А 0 - А 4 |
16.0 |
23.0 |
19.0 |
14.0 |
8.0 |
Допуск плоскостности 40.0 мкм. Наибольшая разность отклонений от вспомогательной плоскости 35.8 мкм не превышает допуск плоскостности.
Таблица 20
Поверочная плита N Г 506 размером 630´400 мм
Шаг измерений в диагональных сечениях 123.0 мм, в продольных сечениях 155.0 мм, в поперечных сечениях 132.0 мм, цена деления шкалы пузырькового уровня 4.0"
Исходные данные
|
Отсчеты в делениях шкалы уровня по левому и правому концам пузырька для точек |
|||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
А 0 - D 4 |
Л |
1.5 |
1.2 |
0.7 |
0.3 |
0.0 |
-0.5 |
|
П |
2.1 |
1.8 |
1.1 |
0.9 |
0.6 |
-0.1 |
|
|
D 0 - А 4 |
Л |
1.4 |
0.3 |
1.0 |
0.2 |
0.3 |
0.7 |
|
П |
1.8 |
0.5 |
1.6 |
0.8 |
0.9 |
1.3 |
|
|
А 0 - А 4 |
Л |
2.1 |
4.1 |
4.6 |
3.1 |
|
|
|
П |
2.6 |
4.6 |
5.1 |
3.6 |
|
|
|
|
В 0 - В 4 |
Л |
5.0 |
2.4 |
1.3 |
2.9 |
|
|
|
П |
5.4 |
2.8 |
1.7 |
3.3 |
|
|
|
|
С 0 - С 4 |
Л |
2.8 |
2.3 |
1.6 |
2.2 |
|
|
|
П |
3.3 |
2.7 |
2.1 |
2.7 |
|
|
|
|
D 0 - D 4 |
Л |
4.2 |
3.3 |
3.0 |
1.2 |
|
|
|
П |
3.7 |
2.8 |
2.5 |
0.8 |
|
|
|
|
А 0 - D 0 |
Л |
3.0 |
4.1 |
3.8 |
|
|
|
|
П |
2.5 |
3.7 |
3.2 |
|
|
|
|
|
А 1 - D 1 |
Л |
3.2 |
4.1 |
3.8 |
|
|
|
|
П |
2.7 |
4.0 |
3.3 |
|
|
|
|
|
А 2 - D 2 |
Л |
3.2 |
3.9 |
3.6 |
|
|
|
|
П |
2.7 |
3.4 |
3.2 |
|
|
|
|
|
А 3 - D 3 |
Л |
0.8 |
1.5 |
2.7 |
|
|
|
|
П |
1.3 |
1.9 |
3.2 |
|
|
|
|
|
А 4 - D 4 |
Л |
1.0 |
1.7 |
2.4 |
|
|
|
|
П |
1.5 |
2.1 |
2.8 |
|
|
|
|
Л - отсчеты по левому концу пузырька.
П - отсчеты по правому концу пузырька.
Таблица 21
|
Отклонения от вспомогательной плоскости, мкм, по результатам измерений в продольных сечениях в точках |
|||||
|
0 |
1 |
2 |
3 |
4 |
|
|
D 0 - D 4 |
-1.4 |
1.1 |
1.3 |
0.7 |
-4.3 |
|
С 0 - С 4 |
-2.7 |
-1.9 |
-2.5 |
-4.7 |
-5.4 |
|
В 0 - В 4 |
-5.2 |
0.3 |
-0.7 |
-4.6 |
-4.4 |
|
А 0 - А 4 |
-4.3 |
-7.1 |
-4.8 |
-1.2 |
-1.4 |
Таблица 22
|
Отклонения от вспомогательной плоскости, мкм, по результатам измерений для поперечных сечений в точках |
|||||
|
0 |
1 |
2 |
3 |
4 |
|
|
D 0 - D 4 |
-1.4 |
1.1 |
1.3 |
0.7 |
-4.3 |
|
С 0 - С 4 |
-2.7 |
-1.7 |
-0.9 |
-3.1 |
-5.4 |
|
В 0 - В 4 |
-5.2 |
-6.1 |
-3.9 |
-3.1 |
-4.4 |
|
А 0 - А 4 |
-4.3 |
-7.1 |
-4.8 |
-1.2 |
-1.4 |
Таблица 23
|
Разности между результатами измерений в продольных и поперечных сечениях, мкм, в точках |
|||||
|
0 |
1 |
2 |
3 |
4 |
|
|
D 0 - D 4 |
-0.0 |
0.0 |
0.0 |
-00 |
-0.0 |
|
С 0 - С 4 |
-0.0 |
-0.2 |
-1.5 |
-1.6 |
-0.0 |
|
В 0 - В 4 |
0.0 |
6.4 |
3.2 |
-1.5 |
-0.0 |
|
А 0 - А 4 |
0.0 |
0.0 |
0.0 |
0.0 |
0.0 |
Допуск плоскостности 16.0 мкм. Наибольшая разность результатов измерений в продольных и поперечных сечениях 6.4 мкм превышает 1/3 допуска плоскостности. Измерения следует повторить.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНА И ВНЕСЕНА Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ
В. В. Горбачева (руководитель темы), В. А. Фирсанов
2. УТВЕРЖДЕНА ПРИКАЗОМ Всесоюзного научно-исследовательского института метрологии стандартных образцов (ВНИИМСО) № 94 от 23.06.89
3. ЗАРЕГИСТРИРОВАНА ВНИИМС 12.07.89
4. ВЗАМЕН ГОСТ 8.210-76
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
СОДЕРЖАНИЕ