ОРДЕНА ЛЕНИНА
ГЛАВМОССТРОЙ ПРИ МОСГОРИСПОЛКОМЕ
МОСОРГСТРОЙ
КАРТЫ ТРУДОВЫХ
ПРОЦЕССОВ
НА ОБЛИЦОВКУ
ПОВЕРХНОСТЕЙ ПАНЕЛЯМИ
ИЗ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ,
ОФАНЕРОВАННЫХ ШПОНОМ
МОСКВА - 1982
ВВОДНАЯ ЧАСТЬ
1. Карта разработана на основе изучения и обобщения опыта столяров СУ-89 объединения Мосотделстрой (бригадиры А.Д. Морозов, и В.П. Синицын).
2. Режим труда и отдыха принят из условий оптимального темпа выполнения трудовых процессов в соответствии с «Основами методики технического нормирования труда в строительстве».
3. Древесностружечные плиты, офанерованные шпоном, предназначаются для облицовки кирпичных и бетонных стен в помещениях, где влажность воздуха не превышает 70 %.
4. В результате применения совершенных инструментов и наиболее рациональных приемов труда сокращение трудозатрат по сравнению с § 12-6-72 местных норм составит:
![]()
|
Карта трудового процесса строительного производства УСТАНОВКА ПАНЕЛЕЙ Входит в
комплект карт ККТ |
КТ Разработана трестом Мосоргстрой Главмосстроя с участием ЦНИБ «Мосстрой» Рассмотрена, откорректирована и рекомендована ВНИПИ труда в строительстве Госстроя СССР для внедрения в строительное производство |
1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих при установке панелей из древесностружечных плит, офанерованных шпоном.
1.2. Показатели производительности труда:
по карте
выработка на 1 чел.-дн., м2 - 7,5
затраты труда на 10 м2, чел.-ч. - 10,67
ПРИМЕЧАНИЕ: в затраты труда входит время на подготовительно-заключительные работы (5 %) и отдых (8 %).
2. УСЛОВИЯ И ПОДГОТОВКА ПРОЦЕССА
2.1. До начала работ необходимо подготовить инструменты, приспособления и инвентарь, проверить прочность и устойчивость подмостей.
2.2. Относительная влажность воздуха в помещениях должна быть не более 70 %.
2.3. Панели из древесностружечных плит, офанерованных шпоном, должны изготавливаться в соответствии с ТУ 400-1-467-73:
панели должны иметь правильную форму, без искривлений и покоробленности;
лицевая поверхность должна быть ровной, без царапин и других повреждений;
допускаемые отклонения по длине панелей не должны превышать ±2 мм, по ширине ±1 мм.
2.4. При офанеровке древесностружечных плит шпоном ценных пород дерева в целях предохранения плит от коробления покрытие выполняется с двух сторон, причем для обратной стороны используется шпон менее ценных пород дерева.
2.5. Доставку, складирование и хранение панелей необходимо осуществлять плашмя, сложенными попарно лицевой стороной внутрь с прокладкой их бумагой. Хранить изделия необходимо в закрытых помещениях с влажностью воздуха до 60 %.
2.6. Стены, облицованные панелями, должны иметь правильные геометрические стыки и ровную поверхность облицовки, на которой не должно быть пятен, царапин и других дефектов.
2.7. При производстве работ должны выполняться правила техники безопасности и охраны труда рабочих согласно СНиП III-4-80 «Техника безопасности в строительстве».
3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
3.1. Исполнители:
столяр IV разряда (С1) - 1
столяр III разряда (С2) - 1
3.2. Инструменты, приспособления и орудия труда
|
Наименование, назначение и основные параметры |
ГОСТ или № чертежа, изготовитель |
Количество, шт. |
|
Пила ручная электрическая дисковая |
ИЭ-5102Б объединения «Электростройинструмент» |
1 |
|
Ножовка по дереву |
ТУ 14-1-302-72 |
1 |
|
Рубанок с одиночным ножом |
ГОСТ 14664-69 |
1 |
|
Шуруповерт реверсивный ИЭ-3602А |
ТУ 22-4019-77 |
2 |
|
Отвертка слесарно-монтажная |
ГОСТ 17199-71 |
2 |
|
Коловорот с трещоткой |
ГОСТ 7467-75 |
1 |
|
Клещи строительные КС-250 |
ГОСТ 14184-69 |
2 |
|
Молоток плотничный |
ГОСТ 11042-72 |
2 |
|
Метр складной металлический |
ГОСТ 7253-54 |
2 |
|
Отвес ОТ-200 |
ГОСТ 7948-71 |
1 |
|
Рейка контрольная |
Черт. 1226 треста Мосоргстрой Главмосстроя*) |
1 |
|
Уровень строительный УС2-300 |
ГОСТ 9416-76 |
1 |
|
Стол для раскроя панелей |
Изготавливается по месту |
1 |
|
Стол для нарезки раскладок |
-«- |
1 |
|
Универсальные сборно-разборные передвижные подмости |
Черт. 611.00.00 Управления механизации отделочных работ объединения Мосотделстрой**) |
|
|
Очки защитные |
ГОСТ 9496-60 |
1 |
*) Москва, Б. Полянка, 51а
**) Москва, Пушкинская 23/8
3.3. Расход материалов на 100 м2 стен
Плиты древесностружечные, офанерованные шпоном, - 102,5 м2
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Работы по установке панелей выполняются в следующей последовательности:
раскрой панелей;
вырезка отверстий в панелях для электроарматуры;
крепление вертикальных раскладок;
заготовка закладных;
установка закладных с креплением;
установка панелей с креплением и выверкой;
установка горизонтальных раскладок.
4.2. Схема организации рабочего места
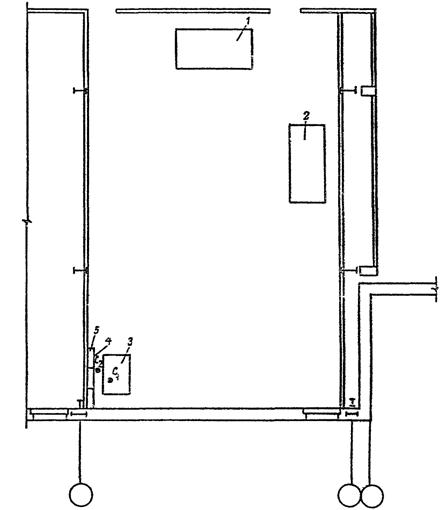
С1, С2 - столяры;
1 - стол для нарезки раскладок;
2 - стол для нарезки панелей;
3 - подмости;
4 - панель;
5 - каркас
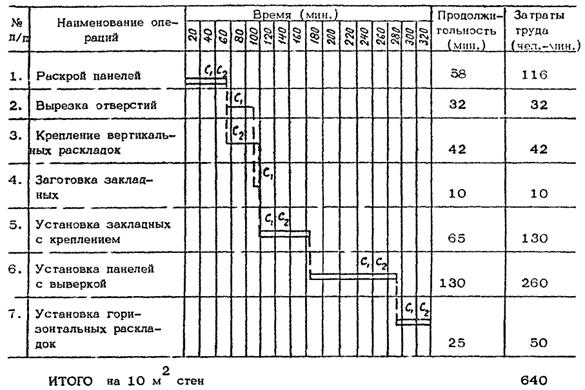
4.3. График трудового процесса
4.4. Описание операций
|
№ по графику |
Наименование операций; их продолжительность*), исполнители, орудия труда, характеристика приемов труда |
|
1. |
Раскрой панелей; 58 мин; С1, С2; пила дисковая, стол для раскроя панелей, метр Столяр С2 размечает панель по заданным размерам при помощи метра и карандаша, а столяр С1 производит раскрой панели при помощи дисковой пилы (рис. 1). |
|
2. |
Вырезка отверстий в панелях; 32 мин; С1; коловорот, стол Столяр С1 производит вырезку отверстий в панелях для различного вида проводок при помощи коловорота. |
|
3. |
Крепление вертикальных раскладок; 42 мин; С2; молоток, ножовка, стол Столяр С2 производит нарезку раскладок (деревянных реек шириной 10 мм) ножовкой, предварительно разметив их по заданным размерам, затем крепит раскладки к торцу панели гвоздями с шагом 20 - 25 см (рис. 2). |
|
4. |
Заготовка закладных; 10 мин; С1; пила дисковая, стол для раскроя панелей. Столяр С1 производит заготовку закладных размером 100×50 мм из листа фанеры толщиной 5 мм при помощи дисковой пилы. |
|
5. |
Установка закладных деталей с креплением; 65 мин; С1, С2; шуруповерт, пассатижи, стол. Столяры С1 и С2 устанавливают закладные детали с тыльной стороны панели в четырех местах в двух уровнях по высоте и крепят их к панели шурупами при помощи шуруповерта (рис. 3). Закладные детали должны выступать из-за панели на 4 - 5 см. |
|
6. |
Установка панелей с выверкой; 130 мин; С1, С2; молоток, отвес, подмости. Столяры С1 и С2 устанавливают рядовые панели следующим образом: с одной стороны панели закладные детали заводят за ранее установленную панель и опирают на закладные детали этой панели, а с другой стороны панели выступающие закладные детали крепятся к каркасу гвоздями (рис. 4). Каждую установленную панель выверяют по отвесу. Угловые панели устанавливают так: торец панели, примыкающий к углу помещения, прикрепляют к каркасу гвоздями с шагом крепления 20 - 25 см, шляпки гвоздей срезают, а гвозди забивают при помощи добойника. С другой стороны панель прикрепляется к каркасу при помощи закладных деталей. |
|
7. |
Установка горизонтальных раскладок; 25 мин; С1, С2; молоток, клещи, подмости. Столяр С1 производит нарезку раскладок, предварительно разметив их по заданным размерам. Столяр С2 устанавливает горизонтальные раскладки, закрывая ими швы между верхними и нижним рядами установленных панелей. Раскладки крепятся к каркасу гвоздями (рис. 5 ). |
*) на 10 м2 поверхности
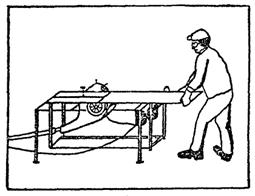
Рис. 1
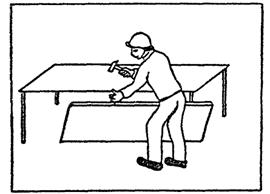
Рис. 2
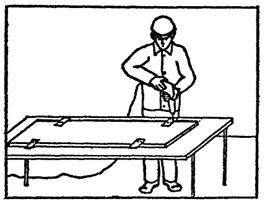
Рис. 3
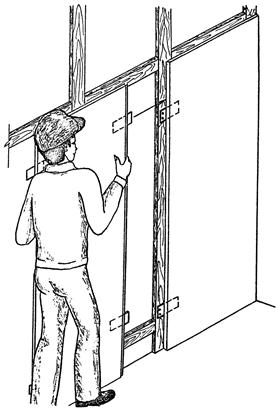
Рис. 4
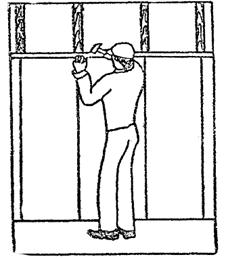
Рис. 5
СОДЕРЖАНИЕ
|
1. Область и эффективность применения карты.. 6 2. Условия и подготовка процесса. 6 |