НАУЧНО
ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА ГОССТРОЯ УССР
ТЕХНОЛОГИЧЕСКАЯ КАРТА
на изготовление сборных кровельных ковров
из полимерных рулонных материалов
с применением узкозахватной установки
для намотки ковров
Утверждена заместителем
директора НИИСП Госстроя УССР
В.И. СНИСАРЕНКО
Одобрена Ученым
советом НИИСП Госстроя УССР
Протокол № 13 от 29.12.87
КИЕВ 1988
Изложена технология изготовления сборных кровельных ковров из полимерных рулонных материалов в перерабатывающем комплексе группы цехов баз управления производственно-технологической комплектации трестов или на свободных площадях строящихся объектов с применением комплекта оборудования, включающего узкозахватную установку для намотки, транспортировки и укладки сборных ковров площадью до 300 м2.
Для строительных организаций, выполняющих работы по устройству кровель жилых и промышленных зданий.
Технологическую карту разработали: инж. О.И. Хрущев (ответственный исполнитель), канд. техн. наук О.Т. Павлюк (НИИСП Госстроя УССР), инженеры Ю.П. Шульженко (ВНИИстройполимер Минстройматериалов СССР), В.Г. Токарев, В.Н. Баклан (Главкиевгорстрой).
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящая технологическая карта распространяется на изготовление сборных кровельных ковров из полимерных рулонных материалов для плоских покрытий жилых и общественных зданий. Изготовление ковров предусматривается на производственных площадях базы управления производственно-технологической комплектации треста в цехе, оснащенном инженерным оборудованием в соответствии с санитарными условиями и условиями взрывопожарной опасности производства работ при клейке ковров, а также комплектом технологического оборудования, инвентаря и приспособлений, включая узкозахватную установку для намотки и транспортирования ковров конструкции НИИСП Госстроя УССР.
1.2. В состав работ, рассматриваемых картой, входят: подготовительные работы, изготовление ковров, рулонирование ковров на сердечник траверсы, подготовка готового изделия (ковра) к транспортировке на объект.
1.3. Работы выполняются в закрытом помещении, площадь которого обеспечивает поэлементную склейку ковров площадью 150 - 300 м2 (размер ковра устанавливается в проекте) при температуре не ниже 5 °С и не выше 18 °С.
Допускается привязка технологической карты к условиям изготовления ковров в холодном помещении (под навесом). Работы в этом случае можно выполнять при температуре окружающего воздуха не ниже минус 20 °С с применением беспокровных подкладочных материалов (пергамина, битумизированной бумаги и др.) и бутилкаучуковых клеящих мастик. Необходимо также уточнить состав работ, продолжительность выполнения отдельных операций и калькуляцию затрат.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
2.1. До начала процесса изготовления ковров должны быть выполнены следующие подготовительные работы: завезены необходимые материалы и проверено их качество в соответствии с требованиями государственных стандартов и технических условий; укомплектовано и подготовлено к работе оборудование, приспособления и инструменты, включая установку для намотки ковров, комплект сердечников и контейнеров; тщательно очищена поверхность стеллажа (выступы и раковины не допускаются) и произведена противоадгезионная обработка его поверхности; проинструктировано и обучено правилам производства работ и техники безопасности звено изолировщиков.
2.2. Материалы заготавливают на весь объект одной партией; они должны удовлетворять требованиям соответствующих стандартов. Контролирует качество поступающих материалов лаборатория строительной организации.
Для кровельных ковров применяют гидроизоляционные рулонные материалы, изготовленные из резиновых смесей на основе бутилкаучука: гидробутил I по ТУ 21-27-96-85, и с добавками хлорсульфополиэтилена, гидробутил К и армогидробутил АК по ТУ 21-27-96-85. Гидробутил I и гидробутил К применяют для ковров на подкладочном слое из битумированных рулонных материалов; изготовление ковров на основе армогидробутила АК допускается применять без подкладочного слоя.
Для подкладочных слоев ковра применяют пергамин марок П-300, П-350 (ГОСТ 2697-83) или подкладочный рубероид марок РПП-300 А, РПП-300 Б, РПП-300 В (ГОСТ 10923-82); для защитных фартуков (в местах примыканий) - клееное прокладочное полотно (прокламелин) или ткань стеклосетки марок ССС, СС-1. Применение рубероида в составе конструкции ковра оговаривают в проекте.
В качестве приклеивающего состава применяют холодную бутилкаучуковую мастику МБК (ТУ 21-27-90-83), представляющую собой раствор резиновой бутилкаучуковой смеси в бензине марки БР-2 (ГОСТ 443-76). Допускается применение каучуковых мастик КН-2, КН-3 (ГОСТ 24064-80) при температуре окружающего воздуха не ниже 5 °С (изготовление ковров под навесом). При наклейке методом пластификации поверхности рулонных полимерных материалов применяют растворители: осветительный керосин; уайт-спирит (ГОСТ 3134-78); бензин марок А-72, А-76 (ГОСТ 2084-77).
Для приготовления ограниченных порций клеящих мастик (до 100 кг) в производственных условиях используют отходы гидробутила I (брак, обрезки, некондиция и др.), растворяя их в бензине в соотношении по массе 1:4 с принудительным перемешиванием; время приготовления - одни сутки.
2.3. В качестве противоадгезионного материала рекомендуется применять молотый мел (ГОСТ 12085-73), тальк (ГОСТ 21235-75) или каолин (ГОСТ 19608-84).
2.4. Цех изготовления кровельных ковров (рис. 1) функционально разделяется на следующие рабочие зоны: I - складирования рулонных материалов; II - подготовки и раскроя рулонных материалов; III - склейки ковров (стеллаж); IV - складирования готовой продукции.
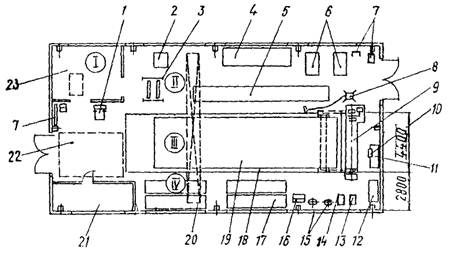
Рис. 1. Технологическая схема участка по изготовлению кровельных ковров:
I; II; III; IV - рабочие зоны цеха; 1 - тележка для перевозки материалов; 2 - емкость для отходов полимерных материалов; 3 - станок для размотки рулонов; 4 - стол для раскроя рулонных материалов; 5 - стеллаж для заготовки полотнищ рулонного материала; 6 - контейнер для доборных элементов; 7 - инвентарь пожарного поста; 8 - механическая щетка; 9 - установка для намотки и транспортирования пленочных ковров; 10 - приспособление для склейки ковров; 11 - стол; 12 - контейнер для нормокомплекта изолировщика; 13 - компрессор; 14 - шпаклевочный агрегат; 15 - емкость для клеящих мастик; 16 - ларь для противоадгезионного материала; 17 - площадка для складирования рулонированных ковров; 18 - стеллаж для изготовления ковров; 19 - готовый кровельный ковер; 20 - подвесная кран-балка; 21 - бытовое помещение; 22 - площадка погрузочно-разгрузочных работ; 23 - кладовая рулонных материалов
Размеры стеллажа следует устанавливать исходя из поэлементного способа изготовления сборных ковров (минимальная площадь 50 - 60 м2), а также более полного использования длины полотнища рулонных материалов. Поверхность стеллажа разделяют разметочными линиями (продольными и поперечными); ось продольных линий должна быть перпендикулярна оси установки для намотки ковров.
Готовые элементы ковров допускается сдвигать на боковые стороны стеллажа (с укладкой в несколько слоев) с целью освобождения места для изготовления последующих элементов. После их соединения нахлесточным стыком шириной не менее 100 мм ковер укладывают в ленту (как показано на рис. 2, а и б).
2.5. Конструктивные решения ковров с водоизоляционными слоями из гидробутила принимают по одному из следующих трех типов: Т-I, Т-II или Т-III (рис. 3, а, б, в). Количество водоизоляционных слоев в ковре оговаривают в проекте.
2.6. Кровельный ковер типа Т-I (рис. 3, а) состоит из двух слоев гидробутила I на подкладочном слое из пергамина (подкладочном рубероиде). Допускаемая площадь ковра - не более 150 м2.
Технологический процесс изготовления кровельных ковров типа Т-I состоит из разметки на стеллаже габаритов ковра; подготовки рабочего материала; раскатки, выдержки, нарезки и укладки на стеллаже полотнищ рулонных материалов (подкладочного, водоизоляционного); склейки полотнищ ковра; разметки, обрезки и укладки ковра в монтажную ленту; рулонирования и маркировки.
Разметка на стеллаже габаритов ковра включает: привязку габаритных размеров ковра к разметочным линиям стеллажа; совмещение геометрической оси ковра с продольной осью стеллажа и серединой сердечника траверсы установки для рулонирования ковра.
Подготовка рабочего материала ковров включает: перемотку (против слипания) рулонных материалов с помощью станка; нарезку и заготовку лент (донорских вкладышей) из гидробутила I шириной 5 см для прокладочного клеевого слоя; перемешивание клеящих мастик в таре вручную деревянным веслом до однородного состояния и заливку в рабочую емкость вместимостью до 30 л.
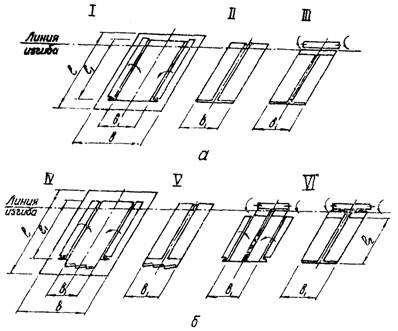
Рис. 2. Последовательность операций по изготовлению и укладке сборных ковров:
а - схема изготовления и укладки малоразмерных ковров; б - то же крупноразмерных ковров; I - изготовление элементов ковра, сдвижка на боковые стороны стеллажа, изготовление среднего элемента ковра, склейка в продольном направлении элементов ковра; II - укладка ковра в ленту; III - выравнивание торца ленты ковра, закрепление захватом, рулонирование на сердечник; IV - то же, что по позиции I, изготовление среднего элемента без разрыва по длине; V - то же, что по позициям II и III; VI - то же, что по позициям I и II, склейка в поперечном направлении элементов ковра, рулонирование на сердечник; в - ширина стеллажа; в1 - ширина ленты ковра; l - длина стеллажа; l1 - длина ленты ковра, рулонируемой за один прием; l2 - длина ленты ковра, рулонируемой за второй прием
Полотнища гидробутила разрезают на ленты (донорские вкладыши) на столе станка раскроя рулонных материалов. Полотнища, сложенные послойно, разрезают по длине механическим ножом, после чего каждую ленту наматывают на бобину.
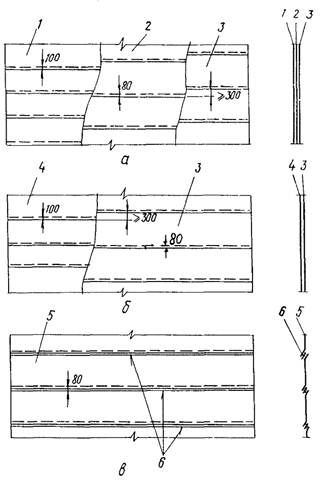
Рис. 3. Конструктивные решения сборных кровельных ковров:
а - типа Т-I; б - типа Т-II; в - типа Т-III; 1 - гидроизоляционный верхний слой из гидробутила I; 2 - то же нижний; 3 - подкладочный слой из пергамина; 4 - гидроизоляционный слой из гидробутила К; 5 - то же из армогидробутила АК; 6 - донорский вкладыш из гидробутила I
Раскатку рулонного материала на стеллаже, заголовку полотнищ рулонных материалов производят вручную с последующей выдержкой до 30 мин. В пределах габаритных размеров ковра укладку полотнищ выполняют параллельно оси стеллажа (вдоль усилий при рулонировании ковра) с нахлестом продольных кромок полотнищ на 8 и поперечных на 10 см. Нарезают полотнища по размеру ковра ножом, обойными ножницами или на столе раскроя рулонных материалов.
Склейка полотнищ рулонных материалов кровельного ковра включает склейку стыков полотнищ подкладочного слоя, склейку полотнищ нижнего водоизоляционного слоя с подкладочным слоем, склейку полотнищ верхнего слоя с нижним водоизоляционным слоем. Склеивают стыки полотнищ подкладочного слоя (из пергамина или подкладочного рубероида) мастикой МБК, которую наносят слоем толщиной 0,5 мм кистью или валиком на ширину стыковочных нахлесток полотнищ. Промазывают и склеивают стыки по длине полотнищ с предварительным загибом верхнего полотнища на 30 - 40 см и выдержкой нанесенного клея в течение 2 - 3 мин. Склеивать стыки полотнищ из пергамина (с целью увеличения их прочности) можно донорским вкладышем из ленты пластифицированного гидробутила I; пластификацию ленты обеспечивают помещением ее в емкость с растворителем (бензин А-76) и выдержкой в течение 1,5 - 2 мин. Укладывают ленты донорского вкладыша в стык с помощью комплекта приспособлений для склеивания ковров кровельных покрытий из рулонных материалов конструкции ЛенЗНИИЭП Госгражданстроя. Склеенный стык прикатывают валиком массой 10 кг. На отдельные выпученные места накладывают балласт (мешочки с песком массой до 5 кг) на 15 - 20 мин.
Полотнища нижнего водоизоляционного слоя ковра из гидробутила I необходимо склеивать с подкладочным слоем из беспокровных материалов (пергамин) мастикой, а с подкладочным слоем из покровных материалов (рубероид) - допускается методом пластификации путем нанесения растворителя малярными валиками или механической щеткой конструкции Укроргтехсельстроя Минсельстроя УССР непосредственно на покровный слой подкладочного материала. Склейка полотнищ верхнего водоизоляционного слоя с нижним выполняется методом пластификации поверхности нижнего слоя гидробутила.
Все слои полотнищ склеивают участками длиной 4 - 5 м при последовательном разворачивании рулонов и устройстве стыков с нахлесткой продольных кромок полотнищ на ширину 8 и поперечных 10 см. Укладывают полотнища по ширине ковра от его середины к продольным краям, начиная с пониженных мест (от ендов).
Растворители на склеиваемые поверхности полотнищ наносят ровным смачивающим слоем (50 - 60 г на 1 м2), не допуская образования луж, и выдерживают перед склеиванием до «отлипа».
В процессе наклейки поверхности полотнищ водоизоляционных слоев разравнивают гребком и прикатывают катком не менее трех раз, срезают ножницами неровности (превышающие 5 см) на кромках ковра, удаляют вздутия с поверхности методом проколов с последующим прижатием в этих местах верхнего слоя к нижнему и заделкой отверстия мастикой, производят противоадгезионную посыпку (мел, тальк) перед укладкой ковра в ленту из расчета 20 - 30 г/м2 (особенно над стыками).
Укладывают ковер в ленту (по проектным линиям изгиба) после соединения мастикой всех его элементов (см. п. 2.4), двухчасовой выдержки без сдвижки на стеллаже и проведения контроля качества работ. Малоразмерные ковры площадью до 150 м2 рулонируют на сердечник в один прием, а крупноразмерные ковры - в два и более приемов.
2.7. Кровельный ковер типа Т-II (см. рис. 3, б) состоит из одного слоя гидробутила К на подкладочном слое из пергамина (подкладочного рубероида). Допустимая площадь ковра - не более 300 м2.
Технология изготовления кровельного ковра типа Т-II аналогична технологии изготовления ковра типа Т-I, за исключением наклейки полотнищ водоизоляционного слоя из гидробутила К, которая выполняется с применением мастики МБК. Наклеивают полотнища с разворачиванием рулонов по нанесенному на подкладку слою мастики. При нанесении мастики удочкой с центральной подачей сжатого воздуха (рис. 4) используют комплект механизмов, включающий агрегат СО-150 и компрессор СО-7Б. Необходимая консистенция мастики устанавливается добавкой растворителя вязкостью, не превышающей 35 с, расход мастики составляет 0,35 - 0,4 кг на 1 м2 обрабатываемой поверхности. Выравнивают мастичный слой (при необходимости) валиком.
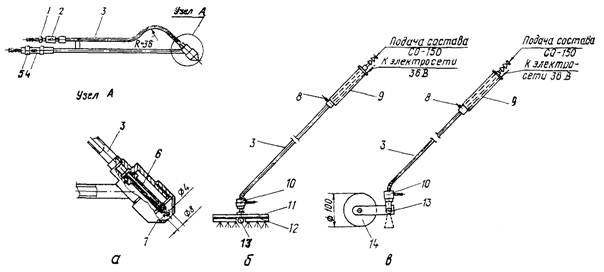
Рис. 4. Схема удочки для нанесения полимерных составов:
а - с центральной подачей сжатого воздуха; б - покрывочной щеткой; в - покрывочным валиком; 1 - штуцер диаметром 8 мм; 2 - пробковый проходной латунный кран с пружиной; 3 - корпус; 4 - натяжной муфтовый латунный кран; 5 - штуцер диаметром 16 мм; 6 - сопло; 7 - головка; 8 - выключатель; 9 - ручка; 10 - накидная гайка; 11 - основание из дерева; 12 - щетка; 13 - разбрызгиватель; 14 - каток
При склейке стыков полотнищ водоизоляционного слоя из гидробутила К мастику наносят на ширину склеиваемых полос (8 - 10 см) кистью или валиком за два раза. Промазка полос стыка за второй раз производится после высыхания первого слоя (2 - 3 мин) и выдержки поверхности клеящего слоя до «отлипа». Склейка стыков полотнищ может быть выполнена со вставкой в стык донорского вкладыша из ленты пластифицированного гидробутила I шириной 5 см.
2.8. Кровельный ковер типа Т-III (см. рис. 3, в) состоит из одного слоя армогидробутила АК. Допустимая площадь ковра - 300 м2.
Технология изготовления кровельного ковра типа Т-III (подготовительные работы) аналогична технологии изготовления ковра типа Т-I. Склейка стыков полотнищ из армогидробутила АК без снятия нетканой основы вдоль стыков выполняется в два приёма: нанесение кистью или валиком грунтопленочного (пропиточного) слоя мастики МБК толщиной 0,3 мм вдоль стыковочных кромок полотнищ на ширину 10 см с выдержкой поверхности до «отлипа» и укладка донорского вкладыша из ленты пластифицированного гидробутила (самоклеящей ленты) шириной 5 см в стык, с последующей прикаткой стыковочных кромок прижимным валиком и пригрузкой ленточным балластом (мешочек с песком). Донорский вкладыш укладывают в стык между склеиваемыми поверхностями полотнищ из расчета, чтобы наружная грань вкладыша выступала из шва не более чем на 1 см. Вместо донорских вкладышей допускается применять накладки из гидробутила К или АК в виде лент шириной 10 см, которые наклеивают вдоль кромок стыка по слою клеящей мастики. Накладки из гидробутила АК следует наклеивать нетканой основой вверх.
Склейка полотнищ из армогидробутила АК со снятием армирующей (нетканой) основы с верхнего полотнища в месте нахлесточного стыка на ширину 10 - 16 см выполняется на подкладке из беспокровного материала (пергамина) шириной 20 см путем нанесения мастики МБК валиком за один прием на подкладку и каждую склеиваемую полосу стыка на ширину 8 - 10 см.
2.9. Рулонируют кровельный ковер с помощью стационарной установки для намотки и транспортирования пленочных кровель конструкции НИИСП Госстроя УССР, в состав которой входит сердечник для рулонирования ковра, траверса для перемещения ковра и стенд (намоточное устройство). Установка предназначена для механизации процессов рулонирования, транспортирования и укладки ковров на покрытии здания.
Рулонирование ковров осуществляют в следующем порядке: проверяют соотношение ширины уложенного в ленту ковра ширине захвата сердечника, параллельность и перпендикулярность торцовой грани ковра оси сердечника; закрепляют ковер захватным устройством сердечника; выполняют рулонирование ковра и бандажирование рулона увязочными ремнями; маркируют изделие (указывают изготовителя, дату изготовления, массу, площадь ковра, марку, базовую ось).
Рулонирование ковра на сердечник осуществляют непрерывной лентой, исходя из грузоподъемности траверсы и сердечника. С целью исключения перекоса при намотке на сердечник ковер не должен иметь конструктивных вырезов по продольным граням (выполняются на покрытии здания). Рулонированные на сердечник ковры кран-балкой укладывают в защитные контейнеры и складируют на площадке готовой продукции в цехе. Предусмотрена возможность установки контейнеров в два яруса. В этом случае между ярусами устанавливают специальные (деревянные) прокладки. Кран-балкой также грузят контейнер в транспортное средство.
2.10. Сердечники и защитные контейнеры являются инвентарным оборудованием цеха и подлежат возврату после укладки ковра на покрытии здания.
2.11. Работы по изготовлению ковров выполняет звено в составе одного изолировщика (он же машинист) 4-го разряда и двух 3-го разряда.
2.12. Затраты труда звена при изготовлении сборного кровельного ковра типа Т-II на блок-секцию покрытия здания (357,2 м2 - развертка ковра) составляют 4,55 чел.-смены, т.е. звено занято 1,51 смены. Калькуляция затрат труда на изготовление кровельного ковра типа Т-II приведена в табл. 1. Трудоемкость изготовления ковров типов Т-I и Т-III подсчитывают с учетом их конструктивных отличий.
2.13. Операционный контроль качества работ по изготовлению кровельных ковров выполняют в соответствии с требованиями СНиП III-1-76 и правилами производства и приемки работ (табл. 2).
2.14. При производстве работ, связанных с изготовлением кровельных ковров, необходимо соблюдать правила техники безопасности (СНиП III-4-80), Правила пожарной безопасности при производстве строительно-монтажных работ, ППБ-05-86 утвержденные Главным управлением пожарной охраны МВД СССР 26.02.86.
Изготавливать кровельные ковры следует в помещении (цехе), снабженном общеобменной вентиляцией, электротехническим и противопожарным оборудованием. При изготовлении кровельных ковров под навесом зона производства работ должна быть ограждена и оснащена предупредительными знаками опасности по ГОСТ 12.4.027-76.
При работе с механизмами необходимо соблюдать правила техники безопасности, прилагаемые к Инструкциям по эксплуатации этих механизмов.
При производстве работ, связанных с применением бутилкаучуковых, каучуковых мастик и растворителей, технический персонал и рабочие должны быть проинструктированы о соблюдении мер санитарной и пожарной безопасности.
Помещения складирования полимерных материалов, клеящих мастик и изготовления кровельных ковров должны быть обеспечены средствами пожаротушения. Загоревшееся небольшое количество полимерного материала следует тушить пенным огнетушителем ОХП-10, асбестовым полотном, тальком, песком или специальными порошками типа ПСБ, ПФ или П-1А; возникший от разлитого продукта пожар тушат пенной струей. Пользоваться водой запрещается.
Хранение в цехе бутилкаучуковой и каучуковой клеящих мастик и растворителей разрешается в герметической таре (например, алюминиевых или жестких бидонах, снабженных прокладками из тиоколовой резины) из расчета односменной потребности в материалах. Расходными емкостями для мастик и растворителей являются ведра с крышкой.
При выполнении работ, связанных с доставкой и применением мастик и растворителей необходимо пользоваться индивидуальными средствами защиты (спецодеждой, обувью, защитными очками, брезентовыми и маслобензостойкими рукавицами, защитными пастами, типа ПМ-1, ХИОТБТ, респиратором). На рабочем месте должна быть в наличии аптечка с набором медикаментов.
Таблица 1. Калькуляция затрат труда (кровельный ковер из гидробутила на подкладочном слое типа Т-II)
|
Норма времени на единицу измерения, чел.-ч |
Расценка на единицу измерения, руб.-коп |
Основание |
|
|
Очистка и разметка стеллажа, распаковка и раскатка рулонов подкладочного слоя (пергамина) с разметкой и прирезкой по месту, нанесение мастики, склеивание полотнищ внахлестку с приглаживанием швов, распаковка и раскатка рулонов гидробутила с разметкой и прирезкой по месту, обрывание кромки нетканой основы, заправка установки мастикой с ее приготовлением, подключение компрессора, нанесение мастики при помощи форсунки с разравниванием, склеивание полотнищ с приглаживанием, устранение дефектов рулонных материалов (при необходимости), присыпка швов тальком, укладка ковра в ленту, рулонирование ковра на сердечник, бандажирование и маркировка ковра, транспортирование к месту складирования, промывка форсунки и шлангов, подноска материалов на расстояние 30 м, 100 м2 |
10,4 |
6-01 |
Местная норма ЦНИС Главкиевгорстроя от 1985 г. |
Таблица 2. Операционный контроль качества работ
|
Состав операций |
Способ контроля |
Время |
||
|
производителем работ |
мастером (бригадиром) |
|||
|
Приемка и контроль качества материалов |
- |
Проверка сертификата материалов и пробное испытание пригодности |
Визуальный и лабораторный |
До начала работ |
|
- |
Раскатка на стеллаже полотнищ рулонных материалов |
Проверка качества рулонных материалов (отсутствия обрывов, ссадин, проколов, слипаемости полотнищ в рулоне) |
Визуальный |
До изготовления кровельного ковра |
|
- |
Склейка ковра |
Проверка размера нахлеста, направления укладки полотнищ, отсутствия воздушных мешков, правильности разметки ковра, соответствия проекту |
-²- |
В процессе работ |
|
- |
Приемка склеенного ковра |
Проверка отсутствия дефектов, правильности разметки осей изгиба, проба на отрыв шва после выдержки (выборочно), проверка водонепроницаемости |
Визуальный и лабораторный |
По окончании работ |
|
- |
Рулонирование ковра, маркировка и приемка выполненных работ |
Проверка правильности укладки и маркировки ковра кровли |
Визуальный |
То же |
К работам по изготовлению кровельных ковров запрещается привлекать подростков и беременных женщин.
При работе с огне- и взрывоопасными материалами пользоваться открытым огнем, курить и производить работы с искрообразованием строго запрещается.
В рабочей зоне во время работ по изготовлению сборных ковров посторонним лицам находиться запрещается.
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
При производстве работ по устройству 100 м2 кровельного ковра типа Т-II затраты труда составляют 1,30 чел.-смены, стоимость затрат труда - 6,01 руб., выработка на одного работающего в смену - 76,9 м2, продолжительность работ - 0,43 смены.
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
4.1. Потребность в основных материалах на 100 м2 ковра:
Тип ковра:
Т-I Т-II Т-III
Гидробутил I, м2..................................... 214 - -
Гидробутил К, м2.................................... - 107 -
Армогидробутил АК, м2........................ - - 107
Пергамин П-350, м2................................ 110 110 -
Мастика МБК, кг.................................... 40 40 10
Лента из гидробутила I
шириной 50 мм, м.................................. 110* 90* 90
Растворитель уайт-спирит, кг............... 7 4 4
Тальк /мел/,кг.......................................... 2 2 2
* Потребность в ленте из гидробутила I следует учитывать при варианте склейки полотнищ с применением донорского вкладыша
4.2. Потребность в материалах для защитных фартуков на 100 м2 ковра типов Т-I, Т-II, Т-III:
1. Гидробутил АК, м2.................. 40 - 45
Мастика МБК, кг......................... 3,5
2. Гидробутил К, м2..................... 40 - 45
Прокламелин (стеклосетка), м2.. 40 - 45
Мастика МБК, кг......................... 26
Примечание. В случае применения защитных фартуков в узлах примыканий без пригрузочного элемента наружную поверхность (основную или стеклосетки) следует окрашивать полимерным составом (мастика МБК с добавлением 10 - 14 % наполнителя - алюминиевой пудры ПАК-3 или ПАК-4 по ГОСТ 5494-71), расход состава 0,6 - 0,8 кг/м2.
4.3. Перечень машин, оборудования, инвентаря, приспособлений и их характеристики приведены в табл. 3
Таблица 3
|
Количество |
Основной параметр |
|
|
Узкозахватная установка для намотки и транспортирования пленочных кровель конструкции НИИСП Госстроя УССР |
1 (сердечников 8 шт.) |
Грузоподъемность траверсы - 0,75 т |
|
Контейнер для сердечника с ковром конструкции треста Оргтехстрой комбината Комитяжстрой Минтяжстроя |
8 |
Грузоподъемность - 0,75 т |
|
Станок для размотки рулонных материалов конструкции треста Оргтехстрой комбината Комитяжстрой Минтяжстроя СССР |
1 |
Производительность - 300 м2/ч |
|
Станок для резки рулонных материалов конструкции Тюменского ДСК |
1 |
Производительность - 1,0 м/с |
|
Приспособление для склейки кровельных ковров конструкции НИЭО ЛенЗНИИЭП Госгражданстроя |
1 |
Производительность - 25 м/мин |
|
Контейнер для доборных элементов ОР 5660 СКБ «Кассетдеталь» |
2 |
Грузоподъемность - 0,4 т |
|
Контейнер для нормокомплекта изолировщика КЗ-IV ЭПКБ Главсевкавстроя |
1 |
Грузоподъемность - 0,85 т |
|
Тележка для перевозки рулонных материалов конструкции треста Оргтехстрой Минстроя ЭССР |
1 |
На 15 рулонов |
|
Кран-балка |
1 |
Грузоподъемность - 15 т |
|
Механическая щетка для подачи и нанесения растворителя конструкции треста Укроргтехсельстрой Минсельстроя УССР |
1 |
Производительность - 100 м2/ч |
|
Агрегат шпаклевочный СО-150 (комплект с удочкой с центральной подачей воздуха) |
1 |
Производительность - 0,36 м3/ч |
|
Передвижной компрессор СО-7Б |
1 |
- |
|
Каток для прикатки ковра конструкции треста Оргтехстрой комбината Комитяжстрой Минтяжстроя СССР |
1 |
Масса - 10 кг |
|
Измерительные инструменты |
||
|
Рулетка PC 20 (ГОСТ 7502-80) |
1 |
- |
|
Угольник деревянный (ТУ 22-3949-77) |
1 |
- |
|
Шнур капроновый длиной 50 м |
1 |
- |
|
Предохранительные приспособления по охране труда и технике безопасности |
||
|
Очки защитные с боковыми щитками |
3 |
- |
|
Костюм хлопчатобумажный мужской или женский (ГОСТ 12.4.109-82) |
3 |
- |
|
Костюм мужской (женский) со стеганым утеплителем (ГОСТ 12.4.109-82) |
3 |
- |
|
Рукавицы специальные типа Е (ГОСТ 12.4.010-75) |
3 пары |
- |
|
Перчатки бензиностойкие |
3 пары |
- |
|
Ботинки кожаные или полусапоги |
3 пары |
- |
|
Респиратор марки РПР-67А (ГОСТ 12.4.004-74) |
3 |
- |
|
Аптечка с набором медикаментов |
2 |
- |
|
Инвентарь |
||
|
Емкость для клеящих мастик и растворителей КЭ-0,04У конструкции ЭПКБ Главсевкавстроя |
2 |
Вместимость - 24 л |
|
Стол производственный |
1 |
- |
|
Ведро с крышкой конструкции треста Оргтяжстрой Минтяжстроя СССР |
4 |
Вместимость - 13 л |
|
Канистра для растворителей |
2 |
Вместимость - 20 л |
|
Ларь для противоадгезионного материала |
1 |
Объем - 1,0 м3 |
|
Валик для нанесения клеящего состава типа ВМ (ГОСТ 10831-30) |
8 |
Производительность - 50 м2/ч |
|
Кисть малярная КМ-65 (ГОСТ 10597-80) |
3 |
Масса - 0,19 кг |
|
Кисть флейцевая КФ-100 |
2 |
Масса - 0,25 кг |
|
Ванночка для валиков и кистей конструкции треста Оргтехстрой Минстроя СССР |
1 |
- |
|
Маркировочный трафарет |
1 |
- |
|
Мешочек с песком длиной 500 мм |
10 |
Масса - 5 кг |
|
Каток для прикатки стыков ковров конструкции треста Оргтехстрой комбината Комитяжстрой Минтяжстроя СССР |
1 |
Масса - 2,5 кг |
|
Нож для резки полотнищ |
3 |
- |
|
Ножницы обойные |
2 |
- |
|
Метла |
3 |
- |
|
Пожарный инвентарь на 100 м2 помещения |
||
|
пенный огнетушитель ОХП-10 |
2 |
- |
|
ящик с песком вместимостью 0,15 м3 |
1 |
- |
|
лопата |
2 |
- |
|
асбестовое полотно, м2 |
2 |
- |
|
ящик с порошком типа ПСБ, ПФ, П-1А вместимостью 0,15 м3 |
1 |
- |
СОДЕРЖАНИЕ