СССР
ОТРАСЛЕВЫЕ СТАНДАРТЫ
УТВЕРЖДЕН ПРИКАЗОМ
Министерства энергетики и электрификации СССР от 14 ноября 1990 г. № 168а
ИСПОЛНИТЕЛИ: Ленинградский филиал научно-исследовательского и проектно- технологического института «Энергомонтажпроект»
Есарев В.И.
Горбачев В.В.
Головин И.А.
Иванова Л.М.
Иевлева Л.Е.
Морозюк М.В.
Тихонова Е.И.
Институт «Энергомонтажпроект»
Леонтьев Н.В.
Ротштейн А.В.
Нечаева Н.Г.
Белкин С.А.
Саблина Т.А.
ОТРАСЛЕВОЙ СТАНДАРТ
|
Детали и сборочные ЕДИНИЦЫ ТРУБОПРОВОДОВ АС Рраб < 2,2 МПа (22 кгс/см2) Т £ 300 °С ШТУЦЕРА ДЛЯ ОТВЕТВЛЕНИЙ Конструкция и размеры |
ОСТ |
Дата введения 01.01.91
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на штуцера для ответвлений из коррозионностойкой стали трубопроводов групп В и С атомных станций по «Правилам АЭУ».
Стандарт соответствует требованиям «Правил АЭУ».
Допускается применение штуцеров для ответвлений для трубопроводов, на которые распространяются «Правила пара и горячей воды» и СНиП 3.05.05.
Примечание. Применение штуцеров для ответвлений допускается для трубопроводов группы В с рабочим давлением Рраб £ 1,57 МПа (16 кгс/см2) и расчетной температурой Т £ 100 °С.
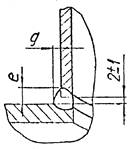
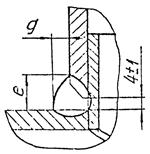
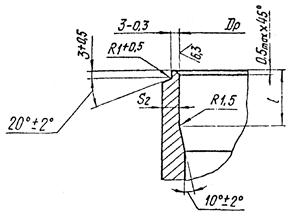
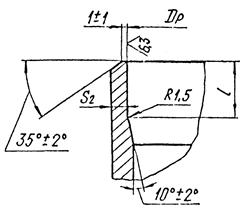
2. Конструкция и размеры штуцеров для ответвлений должны соответствовать указанным на чертеже и в таблице
![]()
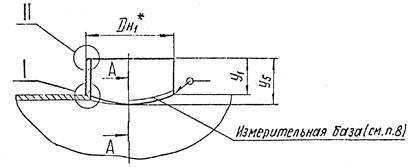
А-А
Для Dн1 £ 76 мм
Для Dн1 ³ 89 мм
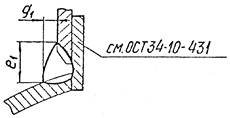
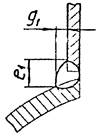
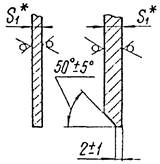
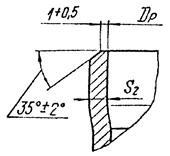
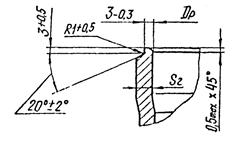
Подготовка кромки
Для S1 £ 3 мм Для S1 ³ 4,5 мм
Для Dн1 £ 76 мм
Для Dн1 ³ 89 мм
Для DН1 от 14 до 57 мм
Для DН1 от 76 до 108 мм
Для DН1 от 133 до 325 мм
Для Dн1 ³ 377 мм
Шаблоны для разметки
Исполнение 2
Угол фаски уменьшать до 25° в точке М
Исполнение 3
* Размеры для справок
Размеры в мм
|
Обозначение |
Условный проход |
Размеры штуцера Dн1 ´ S1 |
Dр |
S2 не менее |
е |
е1 |
g |
g1 |
h2 |
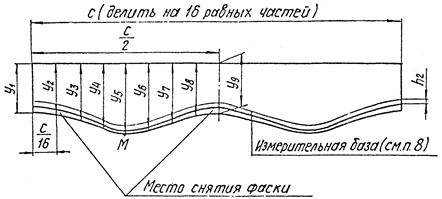
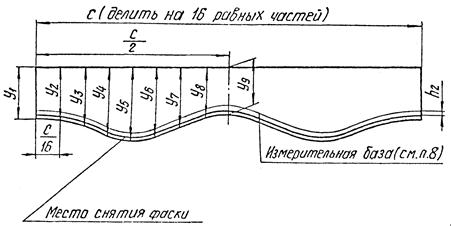
l |
Шаблон для разметки |
Материал по ОСТ 34-10-416, раздел |
Исполнение |
Масса, кг |
|||||||
|
штуцера Dу1 |
основного трубопровода Dу |
Номин. |
Пред. откл. |
с |
у1 = у9 |
у2 = у8 |
у3 = у7 |
у4 = у6 |
у5 |
||||||||||||
|
01 |
10 |
³ 65 |
14´2 |
10,5 |
+0,18 |
1,5 |
5 |
5 |
2 |
2 |
8 |
10 |
44 |
100 |
100 |
100 |
100 |
100 |
1 |
3 |
0,06 |
|
02 |
15 |
³ 80 |
18´2,5 |
13,5 |
2,0 |
56 |
0,09 |
||||||||||||||
|
03 |
20 |
³ 100 |
25´3 |
19,5 |
+0,21 |
2,5 |
79 |
0,16 |
|||||||||||||
|
04 |
25 |
³ 125 |
32´2,5 |
28 |
2,0 |
101 |
0,18 |
||||||||||||||
|
05 |
32 |
³ 150 |
38´3 |
33 |
+0,25 |
2,5 |
119 |
0,26 |
|||||||||||||
|
06 |
50 |
150 - 400 |
57´3 |
52 |
+0,30 |
7 |
179 |
101 |
101 |
103 |
0,41 |
||||||||||
|
07 |
500 - 1200 |
6 |
100 |
100 |
100 |
0,40 |
|||||||||||||||
|
08 |
65 |
150 |
76´4,5 |
68 |
3,5 |
8 |
13 |
4 |
4 |
239 |
101 |
103 |
106 |
107 |
0,85 |
||||||
|
09 |
200 - 500 |
11 |
100 |
101 |
102 |
103 |
0,82 |
||||||||||||||
|
10 |
600 - 1200 |
9 |
100 |
100 |
100 |
0,79 |
|||||||||||||||
|
11 |
80 |
350 - 900 |
89´5 |
80 |
4,0 |
11 |
13 |
5 |
5 |
10 |
280 |
101 |
102 |
103 |
1,07 |
||||||
|
12 |
1000, 1200 |
12 |
100 |
100 |
100 |
1,04 |
|||||||||||||||
|
13 |
100 |
350 - 700 |
108´5 |
99 |
+0,35 |
4,0 |
11 |
14 |
5 |
5 |
10 |
10 |
339 |
101 |
102 |
103 |
105 |
1 |
1,31 |
||
|
14 |
800 - 1200 |
12 |
100 |
101 |
102 |
103 |
1,30 |
||||||||||||||
|
15 |
125 |
350 - 500 |
133´6 |
124 |
+0,40 |
14 |
18 |
7 |
7 |
420 |
101 |
103 |
105 |
108 |
1,96 |
||||||
|
16 |
600 - 1200 |
17 |
100 |
101 |
103 |
104 |
3 |
1,93 |
|||||||||||||
|
17 |
350, 400 |
150 |
20 |
100 |
102 |
107 |
112 |
114 |
2,44 |
||||||||||||
|
18 |
150 |
500 |
159´6 |
18 |
15 |
500 |
106 |
109 |
111 |
2,40 |
|||||||||||
|
19 |
600 - 1200 |
17 |
101 |
102 |
105 |
106 |
2,34 |
||||||||||||||
|
20 |
400 |
209 |
+0,46 |
5,0 |
15 |
19 |
104 |
113 |
123 |
127 |
2 |
4,20 |
|||||||||
|
21 |
200 |
500 |
220´7 |
21 |
690 |
103 |
110 |
118 |
121 |
4,08 |
|||||||||||
|
22 |
600, 700 |
20 |
102 |
107 |
113 |
115 |
3 |
3,98 |
|||||||||||||
|
23 |
800 - 1200 |
19 |
101 |
104 |
108 |
110 |
3,88 |
||||||||||||||
|
24 |
250 |
400 |
273´11 |
255 |
6,5 |
20 |
30 |
10 |
10 |
25 |
858 |
105 |
111 |
125 |
140 |
146 |
2 |
8,97 |
|||
|
25 |
500 |
25 |
110 |
121 |
132 |
137 |
8,65 |
||||||||||||||
|
26 |
600, 700 |
30 |
109 |
117 |
126 |
129 |
8,36 |
||||||||||||||
|
27 |
250 |
800, 900 |
273´11 |
255 |
6,5 |
20 |
27 |
858 |
105 |
108 |
114 |
121 |
123 |
8,15 |
|||||||
|
28 |
1000, 1200 |
+0,52 |
26 |
10 |
10 |
25 |
107 |
112 |
117 |
119 |
1 |
8,00 |
|||||||||
|
29 |
800 |
30 |
139 |
150 |
160 |
163 |
13,88 |
||||||||||||||
|
30 |
300 |
900, 1000 |
325´12 |
305 |
7,0 |
21 |
29 |
1021 |
147 |
156 |
159 |
13,70 |
|||||||||
|
31 |
1200 |
27 |
10 |
138 |
145 |
151 |
154 |
3 |
13,56 |
||||||||||||
|
32 |
800 |
21 |
141 |
156 |
171 |
178 |
8,64 |
||||||||||||||
|
33 |
350 |
900 |
377´6 |
367 |
+0,57 |
4,5 |
14 |
20 |
7 |
7 |
15 |
1184 |
135 |
140 |
154 |
167 |
173 |
8,51 |
|||
|
34 |
1000 |
19 |
152 |
164 |
159 |
8,40 |
|||||||||||||||
|
35 |
1200 |
18 |
139 |
149 |
159 |
163 |
2 |
8,23 |
|||||||||||||
|
36 |
400 |
1000 |
426´8 |
412 |
+0,63 |
5,5 |
16 |
24 |
1338 |
141 |
156 |
172 |
178 |
13,00 |
|||||||
|
37 |
1200 |
23 |
8 |
8 |
20 |
140 |
153 |
165 |
171 |
12,70 |
|||||||||||
|
38 |
500 |
530´8 |
516 |
+0,70 |
6,5 |
25 |
1664 |
143 |
163 |
183 |
192 |
16,95 |
|||||||||
|
39 |
500 |
21 |
10 |
103 |
110 |
118 |
121 |
3 |
6,25 |
||||||||||||
|
40 |
200 |
600, 700 |
219´11 |
200 |
+0,46 |
7,5 |
20 |
20 |
10 |
7 |
25 |
690 |
100 |
102 |
107 |
113 |
115 |
1 |
6,08 |
||
|
41 |
³ 800 |
19 |
101 |
104 |
108 |
110 |
5,91 |
||||||||||||||
|
42 |
350 |
1000 |
377´8 |
367 |
+0,57 |
4,5 |
4,5 |
23 |
8 |
8 |
15 |
1184 |
135 |
140 |
151 |
163 |
168 |
2 |
11,00 |
||
Пример условного обозначения штуцера для ответвления с наружным диаметром 325 мм и толщиной стенки 12 мм, ответвляемого от трубопровода Dу 1200 мм для трубопроводов группы В, на которые распространяются «Правила АЭУ» с контролем сварных швов по ПН АЭГ-7-010 для IIIс категории сварного соединения:
Штуцер В325´12-1200-IIIс 31 ОСТ 34-10-509-90,
то же, для трубопроводов, на которые распространяются «Правила пара и горячей воды»:
Штуцер П325´12-1200-IIIс 31 ОСТ 34-10-509-90,
то же, для трубопроводов, на которые распространяются СНиП 3.05.05:
Штуцер 325´12-1200-IIIс 31 ОСТ 34-10-509-90.
3. Материал штуцера - см. таблицу.
4. Отверстие в трубопроводе разметить по штуцеру.
5. С целью обеспечения допустимого смещения кромок при S1 £ 5 мм выполнить калибровку или раздачу конца штуцера.
6. После приварки штуцера к трубопроводу на подкладном кольце последнее удалить, корень шва зачистить.
7. Допускается приварку штуцеров к трубопроводу производить без подкладного кольца при условии обеспечения:
- для Dн1 £ 220 мм - сквозного проплавления,
- для Dн1 ³ 325 мм - подварки корня шва.
8. При контроле углового шва измерительная база штуцера должна быть видимой на расстоянии не более 5 мм от края сварного шва.
9. Методы и объем контроля сварного соединения штуцера с трубопроводом - в соответствии с ОСТ 34-10-440.
10. Сварные стыковые соединения по ОСТ 34-10-417.
11. Расположение продольных сварных швов на штуцере устанавливается заводом-изготовителем с учетом требований п. 2.4.3.15 «Правил АЭУ».
12. Остальные технические требования по ОСТ 34-10-440.
13. Неуказанные предельные
отклонения размеров ±![]() .
.