ГОССТРОЙ УССР
КАРТЫ ОРГАНИЗАЦИИ ТРУДА
И ТРУДОВЫХ ПРОЦЕССОВ СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
УСТРОЙСТВО ЦЕМЕНТОБЕТОННОЙ ДОРОЖНОЙ ОДЕЖДЫ
НАРЕЗКА ТЕМПЕРАТУРНЫХ ШВОВ
В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ
ПОКРЫТИИ
ДВУМЯ НАРЕЗЧИКАМИ Д-432А
КТ-17.0-18-11-74
Комплект карт предназначен для организации труда бригад, занятых на устройстве цементобетонных покрытий на дорогах III технической категории комплектом машин Д-375, Д-376.
Карты организации труда определяют рациональный состав бригады, характер и последовательность выполнения работ отдельными членами бригады и звеньями.
Карты трудовых процессов разработаны на основные виды работ при устройстве цементобетонных покрытий дорог с учетом технологии производства работ. Они могут быть использованы при разработке карт организации труда и ППР для различных объектов; при обучении рабочих передовым методам и приемам груда.
Карты организации труда и трудовых процессов являются составной частью инженерно-технологической и организационной подготовки нового производственного года и основой для массового перехода бригад на новую форму хозяйственного расчета (бригадный подряд).
Карты трудовых процессов разработаны в соответствии с «Методическими указаниями по составлению карт трудовых процессов строительного производства», изданными ВНИПИ труда в строительстве Госстроя СССР (1973 г.), а карты организации труда - в соответствии с «Методическими рекомендациями по разработке карт организации труда на специальные виды строительно-монтажных работ» (НИИСП Госстроя УССР, 1974 г.).
Авторы: И.М. Кравченко, Е.П. Середов, В.Ф. Рассовский (трест «Оргдорстрой» Миндорстроя УССР); Т.И. Лозовая, И.М. Тищенко (НИИСП Госстроя УССР).
Редакция литературы по сельскому строительству и озеленению
Заведующая редакцией Н.С. Колесник
|
КТ-17.0-18-11-74 |
УСТРОЙСТВО ЦЕМЕНТОБЕТОННОЙ ДОРОЖНОЙ ОДЕЖДЫ |
РАЗРАБОТАНА ТРЕСТОМ «ОРГДОРСТРОЙ» МИНДОРСТРОЯ УССР |
|
КАРТА ТРУДОВОГО ПРОЦЕССА СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА |
НАРЕЗКА ТЕМПЕРАТУРНЫХ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ ДВУМЯ НАРЕЗЧИКАМИ Д-432А |
РЕКОМЕНДОВАНА НИИСП ГОССТРОЯ УССР ДЛЯ ВНЕДРЕНИЯ В ДОРОЖНО-СТРОИТЕЛЬНОЕ ПРОИЗВОДСТВО |
|
ВХОДИТ В КОМПЛЕКТ КТП-17.0 |
ВЗАМЕН КТ-0.0 |
|
I. НАЗНАЧЕНИЕ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих на нарезке температурных швов в затвердевшем цементобетонном покрытии двумя нарезчиками Д-432А с режущими алмазными дисками марки АСК и применением передвижной электростанции, при ширине бетонируемой полосы 7,5 м и глубине прорезки шва 50 мм.
1.2. Показатели производительности труда
|
Наименование показателей |
Величина показателя |
||
|
по карте |
по ЕНиР |
||
|
1 |
Выработка на 1 чел.-день, м |
72 |
38 |
|
2 |
Затраты труда на нарезку 100 м шва, чел.-час. |
11,2 |
21 |
Снижение затрат труда рабочих и повышение производительности нарезчика достигается в результате внедрения рациональных методов организации работ и применения искусственных алмазов на нарезке швов в затвердевшем цементобетонном покрытии (основании) модернизированным нарезчиком Д-432А.
1.3. Подвозка воды для нарезчика, работа машиниста трактора (или водителя автомашины) по перемещению прицепов с электростанцией и цистерной для воды с одного участка на другой нормами не предусмотрены и оплачиваются особо.
II. ПОДГОТОВКА ПРОЦЕССА И УСЛОВИЯ ЕГО ВЫПОЛНЕНИЯ
2.1. До начала работы должны быть демонтированы рельс-формы. Нарезку швов производят после набора бетоном прочности 80 - 90 кг/см2 (через 6 - 30 часов после укладки бетона в зависимости от температуры воздуха).
2.2. Нарезчик швов снабжается электрокабелем длиной не менее 60 м, водяным шлангом такой же длины и цистерной с водой, емкостью 1,5 - 2,0 м3.
2.3. Для работы нарезчика направляющие рельсы должны быть установлены строго по метке, нанесенной на бетонное покрытие (основание).
2.4. Перед нарезкой проверяют надежность крепления и герметичность патрубков, водяных шлангов, исправность ременных и цепных передач.
2.5. Режущие диски должны быть установлены строго перпендикулярно поверхности бетонного покрытия (основания) и параллельно боковой поверхности рельса (за счет установки самой машины и регулировки перпендикулярности шпинделя диска). Нарезка швов расширения производится тремя режущими дисками, установленными на одном валу.
2.6. Работы следует выполнять, соблюдая правила производства работ (СНиП III-Д.5-73), а также правила техники безопасности (СНиП III-A.11-70, «Правила техники безопасности при строительстве, ремонте и содержании автомобильных дорог»).
III. ИСПОЛНИТЕЛИ И ОРУДИЯ ТРУДА
3.1. Состав исполнителей:
Машинист нарезчика швов 4 разр. (М-1, М-2) - 2
» электростанции 4 » (М-3, М-4) - 2
Машинисты работают парами: М-1, М-3 и М-2, М-4.
3.2. Инструменты, приспособления, инвентарь
|
Наименование |
ГОСТ, номер чертежа |
Количество, шт. |
|
|
1 |
Деревянные упоры |
- |
20 |
|
2 |
Нарезчик швов Д-432А |
- |
2 |
|
3 |
Передвижная электростанция мощностью 40 квт |
- |
2 |
|
4 |
Направляющие рельсы |
- |
20 пог. м |
|
5 |
Кабель КРТП 4´25 |
- |
120 м |
|
6 |
Шланг водяной |
120 м |
|
|
7 |
Цистерна емкостью 1,5 - 2,0 м3 для воды |
- |
2 |
|
8 |
Шаблон для разметки швов |
Изготовляется в мастерских ДСУ |
4 |
|
9 |
Лопата подборочная |
ГОСТ 3620-63 |
2 |
|
10 |
Рулетка стальная РС-20 |
ГОСТ 7502-69 |
2 |
|
11 |
Метла |
- |
2 |
3.3. Расход материалов на нарезку 100 м шва:
Алмазные диски АСК диаметром 250 мм...................................... 1 шт.
Вода.................................................................................................... 4,4 м3
Липкая полиэтиленовая лента шириной 8 - 10 см........................ 55 м
Мел кусковой..................................................................................... 1 кг
IV. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ ПРОЦЕССА
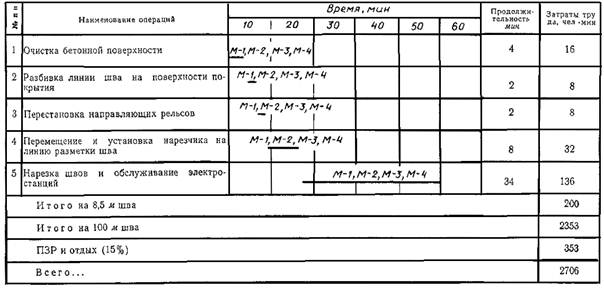
4.1. Работы выполняют в такой последовательности: очищают бетонную поверхность от грязи; разбивают линии шва на поверхности покрытия; устанавливают направляющие рельсы; устанавливают нарезчик на линию разметки шва; нарезают шов.
4.2. Электродвигатель нарезчика включают по окончании подготовки машины и установки направляющего рельса. Вращающиеся диски при помощи рычага постепенно заглубляют в покрытие (основание) до нужной отметки и закрепляют рычаг заглубления.
4.3. В процессе работы нарезчик движется самостоятельно по направляющему рельсу. Машинист следит за направлением резания, контролируя его по указателю продольной симметрии.
4.4. Заглубление дисков контролируют по сегменту заглубления диска и промером мерным шаблоном.
4.5. Нарезку швов производят с одновременным охлаждением дисков водой.
4.6. При нарезке должна обеспечиваться тщательная промывка швов водой, что облегчает работу по очистке швов перед заполнением их мастикой.
4.7. Машинист электростанции следит за бесперебойным питанием нарезчика электроэнергией и состоянием электрокабеля, располагая передвижную электростанцию в сцепе с емкостью для воды так, чтобы число передвижений по участку было минимальным.
4.8. После окончания нарезки швов рабочий орган поднимают в транспортное положение, разворачивают нарезчик по направлению к следующему шву и при помощи рычага перемещают его по покрытию (основанию) к месту нарезки шва. Затем приводят машину в рабочее положение и цикл процесса повторяется.
4.9. Организация рабочего места
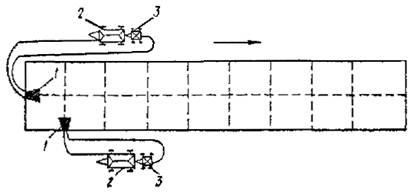
1 - нарезчик Д-432А; 2 - передвижная электростанция; 3 - емкость для воды.
Стрелкой указано направление фронта работ.
4.10. График трудового процесса
V. ПРИЕМЫ ТРУДА
|
Наименование операций, их продолжительность, исполнители и орудия труда |
Характеристика приемов труда |
|
|
1 |
Очистка бетонной поверхности; 4 мин; М-1, М-2, М-3 и М-4; совковая лопата, метла |
М-1 и М-2 очищают поверхность бетона в местах нарезки швов совковой лопатой, а М-3 и М-4 производит окончательную очистку, подметая покрытие метлой |
|
2 |
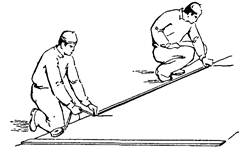
Разбивка линии шва на поверхности покрытия (основания); 2 мин; М-1, М-2, М-3, М-4; рулетка, мел, шаблон |
М-1, М-2, М-3, М-4 с помощью шаблона или рулетки намечают места расположения швов, а затем на бетоне прочерчивают мелом по рейке (или отбивают шнуром) запроектированные линии шва
|
|
3 |
Перестановка направляющих рельсов; 2 мин; М-1 (М-2), М-3 (М-4) |
По окончании нарезки шва от кромки покрытия до оси М-1 (М-2) снимает первую секцию направляющего рельса и переносит к месту продолжения нарезки шва. Укладывает его так, чтобы линия нарезки совпала с разметкой. По окончании нарезки второй половины предыдущего шва (от оси к кромке) М-1 (М-2) и М-3 (М-4) вручную с помощью рычага снимают нарезчик с рельса и устанавливают его на бетонное покрытие. М-1 (М-2) переносит вторую секцию рельса к последующему шву и соединяет ее с первой секцией в паз М-3 (М-4) переносит деревянные упоры и подкладывает их под свешивающуюся часть рельса (при нарезке поперечного шва)
|
|
4 |
Перемещение и установка нарезчика на линию разметки шва; 8 мин; М-1, М-2, М-3, М-4 |
При помощи рычага М-1 (М-2) и М-3 (М-4) перемещают нарезчик на ходовых катках по покрытию и вручную устанавливают машину так, чтобы в желоб направляющей катка вошла полка уголка направляющего рельса. Затем М-1 (М-2) проверяет правильность установки рельса и прохождения алмазных дисков, а после включения электростанции - заводит двигатель нарезчика швов |
|
5 |
Нарезка швов и обслуживание электростанции; 34 мин; М-1 (М-2), М-3 (М-4) |
Нарезка шва начинается с одновременным заглублением алмазных дисков и охлаждением их водой. Заглубление дисков в бетон осуществляется поворотом кронштейнов привода шпинделя вокруг промежуточной оси. Поворот производится рычагом, соединенным с кронштейном через пружинное устройство. Одновременно с перемещением механизмов в процессе работы производится подтаскивание водяного шланга и электрокабеля. М-3 (М-4) следит за бесперебойным питанием нарезчика электроэнергией. При нарезке шва М-1 (М-2) должен следить за достаточной и равномерной подачей воды на диски, прямолинейностью нарезаемого шва, глубиной нарезки шва
|


СОДЕРЖАНИЕ
|
I. Назначение и эффективность применения карты.. 1 II. Подготовка процесса и условия его выполнения. 2 III. Исполнители и орудия труда. 2 |