|
КАРТА ТРУДОВОГО ПРОЦЕССА СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА |
КТ-4.1-1.13-77 |
|
|
Разработана Ростовским отделом ПИ Промстальконструкция Минмонтажспецстроя СССР * Откорректирована и рекомендована ВНИПИ труда в строительстве Госстроя СССР для внедрения в строительное производство |
||
|
ЗАМОНОЛИЧИВАНИЕ СТЫКОВ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ ПЕРЕКРЫТИЯ (ПОКРЫТИЯ) |
||
|
Входит в комплект карт ККТ-4.1-1 Монтаж сборных железобетонных и бетонных конструкций промышленных зданий |
||
|
Взамен КТ-4.1-1.13-67 |
* г. Ростов-на-Дону, ул. Серафимовича, 42.
1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих при замоноличивании стыков сборных железобетонных плит покрытий с помощью машины для замоноличивания стыков.
1.2. Показатели производительности труда
|
По карте |
По ЕНиР |
|
|
Выработка на 1 чел.-день, м стыка |
240 |
195 |
|
Затраты труда на замоноличивание 10 м стыка, чел.-ч |
0,33 |
0,41 |
2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
2.1. Стыки замоноличивают только после проверки правильности укладки плит и качества сварных соединений.
Перед началом работы машины необходимо отрегулировать горизонтальность площадки вибратора.
2.2. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 14.
3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
3.1. Исполнители:
бетонщик IV разряда (Б1) - 1
бетонщик III разряда (Б2) - 1
3.2. Инструменты, приспособления и инвентарь
|
Наименование, назначение и основные параметры |
ГОСТ, № чертежа |
Количество, шт. |
|
Машина для замоноличивания стыков |
МЗС-01, чертеж 7374РМ Ростовского отдела ПИ Промстальконструкция |
1 |
|
Раздаточный бункер объемом 0,5 - 0,75 м3 |
- |
2 |
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Стыки замоноличивают при помощи машины МЗС-01. Объем бункера машины позволяет замоноличивать 10 м стыков при ширине их до 50 мм.
Машину загружают бетонной смесью из раздаточного бункера объемом 0,5 - 0,75 м3, установленного на перекрытии.
4.2. График трудового процесса

4.3. Схема машины для замоноличивания стыков плит покрытия (МЗС-01)
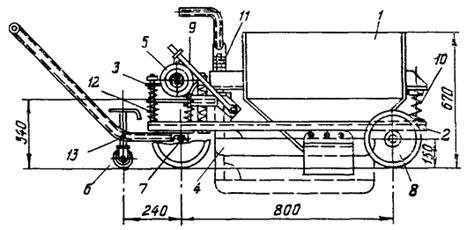
1 - бункер; 2 - рама; 3 - установочный лист; 4 - вибронож; 5 - вибратор С-414; 6 - направляющий ролик; 7 - передняя ось с рукояткой; 8 - колесо; 9 - рычаг эксцентрика; 10 - задняя пружина бункера; 11 - передняя пружина бункера; 12 - пружина площадки вибратора; 13 - пружина направляющего ролика
4.4. Описание операций
|
№ по графику |
Наименование операций, их продолжительность, * исполнители и орудия труда; характеристика приемов труда |
|
1 |
ПОДГОТОВКА СТЫКОВ К ЗАМОНОЛИЧИВАНИЮ; 1 мин; Б1, Б2 Бетонщики Б1 и Б2 подготовляют стыки плит покрытия к замоноличиванию (очищают их от строительного мусора, а бункер машины МЗС-01 - от остатков бетонной смеси) |
|
2 |
ЗАГРУЗКА МАШИНЫ БЕТОННОЙ СМЕСЬЮ; 1 мин; Б1, Б2 Бетонщик Б1 открывает затвор раздаточного бункера, а бетонщик Б2 контролирует поступление бетонной смеси в бункер машины и после наполнения его закрывает затвор раздаточного бункера
|
|
3, 4 |
ПЕРЕДВИЖЕНИЕ МАШИНЫ К МЕСТУ РАБОТЫ И ЗАМОНОЛИЧИВАНИЕ СТЫКОВ; 6 мин; Б1, Б2 Бетонщики Б1 и Б2 передвигают машину к месту работы. Затем, установив машину в рабочее положение, бетонщики Б1 и Б2 регулируют высоту установки виброножа, включают вибратор и замоноличивают стык плит покрытия
|
|
5 |
ПЕРЕДВИЖЕНИЕ МАШИНЫ ДЛЯ ЗАГРУЗКИ К РАЗДАТОЧНОМУ БУНКЕРУ; 2 мин; Б1, Б2 Освободив бункер машины от бетонной смеси, бетонщики Б1 и Б2 поднимают вибронож, выключают вибратор и транспортируют машину к раздаточному бункеру |
* На 10 м шва.
СОДЕРЖАНИЕ
|
1. Область и эффективность применения карты.. 1 2. Условия и подготовка выполнения процесса. 1 |