ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ
ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ
ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

НАРЕЗКА
ТЕМПЕРАТУРНЫХ ШВОВ
В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИЙ
АВТОМОБИЛЬНЫХ ДОРОГ, УСТРАИВАЕМЫХ
КОМПЛЕКТОМ МАШИН «АВТОГРЕЙД»
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта предназначена для использования при разработке проекта производства работ и организации работ и труда на объекте.
Настоящая технологическая карта предусматривает нарезку температурных швов в затвердевшем цементобетонном покрытии дорог, устраиваемом комплектом бетоноукладочных машин «Автогрейд» (США).
В основу технологической карты положены следующие исходные данные:
на бетонном покрытии шириной 7,5 м и толщиной 22 см самоходными двухдисковыми нарезчиками швов конструкции ПКБ Главстроймеханизации нарезают поперечные швы сжатия через 5 м. Продольный шов нарезают нарезчиками Д-903 (ДС-510) (рис. 1);
контрольные швы сжатия нарезают по заложенной в свежеуложенный бетон полиэтиленовой пленке (комбинированный способ);
алмазные диски охлаждают смазывающе-охлаждающей жидкостью (СОЖ);
сменная производительность комплекта бетоноукладочных машин «Автогрейд»-800 м покрытия (2000 пог. м швов);
работу выполняет бригада рабочих в составе 18 человек, которой приданы 5 двухдисковых нарезчиков конструкции ПКБ Главстроймеханизации и 4 нарезчика Д-903 (ДС-510) (рис. 2).
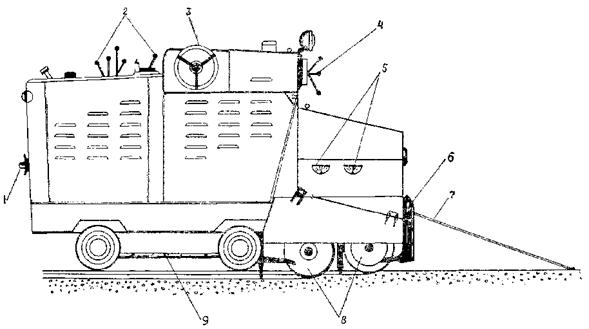
Рис. 1. Нарезчик Д-903 (ДС-510):
1 - патрубок для подсоединения шланга водяного охлаждения дисков; 2 - рукоятки управления двигателем и гидромеханизмами машины; 3 - штурвал рулевого управления; 4 - штурвал регулирования глубины резания; 5 - указатель глубины резания; 6 - откидной указатель симметрии машины; 7 - откидной указатель движения машины по разметке шва; 8 - режущие диски; 9 - опорно-поворотный круг
При изменении условий, принятых в настоящей технологической карте, требуется ее корректировка и привязка к новым условиям работы.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Нарезку швов в затвердевшем бетоне производят при достижении бетоном прочности 80 - 100 кГ/см2.
Время, необходимое для набора бетоном прочности в зависимости от температуры воздуха, составляет:
|
6 - 8 |
10 - 12 |
15 - 20 |
24 - 30 |
|
|
Средняя температура воздуха, °С |
25 - 30 |
15 - 25 |
5 - 15 |
5 |
Расстояния
между поперечными швами сжатия и швами расширения
назначают в соответствии с требованиями «Инструкции по устройству цементобетонных покрытий автомобильных дорог» ![]() , изд. «Транспорт», М., 1958 г.
, изд. «Транспорт», М., 1958 г.
Для настоящей технологической карты приняты условия, изложенные в I разделе.
Швы нарезают ступенчатого сечения глубиной не менее 1/4 толщины покрытия.
При нарезке швов алмазные диски взамен охлаждения водой рекомендуется охлаждать смазывающе-охлаждающей жидкостью СОЖ. СОЖ представляет собой раствор следующего состава:
в 1 м3 воды растворяют 10 кг гудрона от хлопкового масла и 0,35 кг каустической соды.
В качестве СОЖ можно также применять водно-мыльный раствор с содержанием стирального порошка «Лотос» в количестве от 0,3 до 0,5 % (или «Донбасс», «Кристалл», «Мылолит» с изменениями в дозировке). Стиральный порошок вводится в воду охлаждения в расходную емкость на рабочей площадке.
Применение СОЖ сокращает расход алмазных дисков и охлаждающей жидкости (по сравнению с водой), позволяет увеличить скорость резания швов.
Нарезку швов ведут в такой последовательности: сначала при необходимости нарезают прорези контрольных швов, затем прорезают поперечные швы сжатия. Одновременно с нарезкой поперечных швов нарезают продольный шов.
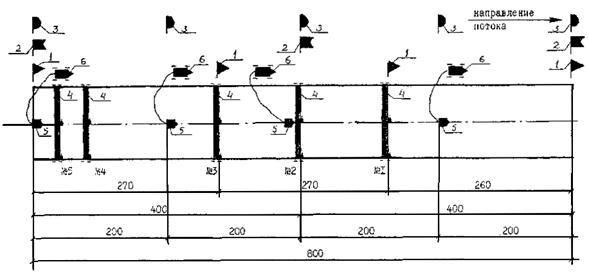
Рис. 2. Схема разбавки сменной захватки на участки для нарезки продольных и поперечных швов и расположение нарезчиков в начале смены:
1 - граница участков для нарезки поперечных швов ступенчатого сечения; 2 - граница участков для нарезки пазов контрольных швов; 3 - граница участков для нарезки продольного шва; 4 - самоходные двухдисковые нарезчики швов (5 шт.); 5 - нарезчики швов Д-903 (ДС-510); 6 - цистерны с водой
Перед началом работы делают разметку и прочерчивают на покрытии линии швов. Поперечные линии швов можно отбить заранее на поверхности свежеуложенного бетона топкой проволокой.
Краткая характеристика самоходного двухдискового нарезчика швов конструкции ПКБ «Главстроймеханизации»
Ширина бетонного покрытия, м........................................... 7; 7,5
Глубина паза нарезаемого шва, мм....................................... 50 ÷ 60
Число кареток с режущими дисками, шт............................. 2
Мощность электродвигателя рабочего органа, кВт........... 10
Число оборотов режущего диска, об/мин............................. 3600
Скорость подачи режущего диска, м/мин............................ 0,75 ÷ 1
Мощность силовой установки, кВт..................................... 27
Вес навесного оборудования, кг........................................... 2485
Скорость передвижения машины, м/мин............................. 2 - 20
Самоходный двухдисковый нарезчик швов конструкции ПКБ Главстроймеханизации представляет собой навесное оборудование 5669-00000-00А для нарезки поперечных швов, установленное на любое самоходное шасси машин бетоноукладочного комплекта. Навесное оборудование, выпускаемое серийно Пушкинским заводом треста «Трансстройпром», включает направляющую (навесную) балку с двумя самоходными каретками режущих дисков, оснащенную по концам гидроцилиндрами и механизмами наводки балки в плане. В комплект оборудования входят гидравлическая насосная станция, электродвигатель, система водоснабжения с баком емкостью 4 м3.
Самоходное шасси устанавливают на пневмоколесный ход. При этом в конструкцию нарезчиков вносят следующие изменения:
1) устанавливают вариатор или ступенчатый шкив, позволяющий скорость вращения режущих дисков менять от 3260 до 4500 об/мин;
2) в цепи привода кареток устанавливают вариатор ВЦ-1, позволяющий увеличить скорость подачи кареток с режущими инструментами.
Нарезку швов самоходным двухдисковым нарезчиком производят следующим образом. Нарезчик устанавливают в рабочее положение около линии шва так, чтобы засечка намеченного шва находилась в одной плоскости с режущими дисками. С помощью механизма наводки выправляют положение балки с каретками в плане и опускают ее на поверхность бетонного покрытия. Затем включают механизм вращения дисков, одновременно открывая вентиль подачи СОЖ (или воды), заглубляют диски в бетон и включают механизм подачи кареток с режущими дисками. Поперечный шов нарезают одновременно двумя каретками, связанными между собой тягой: алмазные диски одной каретки нарезают шов от края бетонного покрытия до середины, другой каретки - от середины до противоположного края покрытия.
Заглубление режущих дисков контролируют визуально.
По окончании нарезки поперечного шва отключают механизм подачи кареток и вращения режущих дисков, перекрывают подачу СОЖ и поднимают навесную балку с каретками в транспортное положение. Включают механизм передвижения нарезчика и одновременно включают механизм обратного хода кареток. На месте нарезки очередного шва все операции по нарезке повторяют.
Нарезка контрольных швов
Пазы контрольных швов нарезают самоходным двухдисковым нарезчиком швов конструкции ГЩБ Главстроймеханизации. Для нарезки пазов контрольных швов по полиэтиленовой ленте на шпиндель нарезчика ставят пакет из двух - трех алмазных дисков одного диаметра.
В случае отсутствия контрольных швов, нарезанных в свежеуложенном бетоне, при достижении бетоном прочности 50 - 70 кГ/см2 (ранняя стадия твердения) одним алмазным диском через 15 м нарезают прорези шириной 4 мм. При этом увеличивают скорость вращения режущего диска до 4500 об/мин и скорость подачи режущего инструмента до 1,2 м/мин. В дальнейшем, по достижении бетоном прочности 80 - 100 кГ/см2, пакетом из трех алмазных дисков разного диаметра нарезают верхнюю часть шва на ширину 8 - 10 мм. При этом диск большого диаметра является направляющим.
Нарезка поперечных швов сжатия
Поперечные швы сжатия нарезают самоходным двухдисковым нарезчиком швов конструкции ПКБ Главстроймеханизации. Для нарезки швов сжатия ступенчатого сечения на шпиндель нарезчика ставят пакет из двух - трех алмазных дисков разного диаметра (например, пакет из трех дисков 200 + 250 + 200 мм или 250 + 320 + 250 мм).
В конце рабочего дня диски снимают, моют и сдают в охраняемую кладовую, а нарезчик очищают, ставят в транспортное положение и перемещают на место стоянки.
В случае устройства швов расширения пазы швов расширения нарезают двумя алмазными дисками с прокладкой между ними или прорезают две прорези одним алмазным диском. В обоих случаях бетонный гребень между прорезями скалывают зубилом.
Нарезка продольного шва
Продольный шов нарезают нарезчиком Д-903 (рис. 1).
Техническая характеристика нарезчика Д-903
Рабочий орган..................................................................... Двухдисковый
Максимальный диаметр алмазных дисков, мм....................... До 320
Число оборотов дисков, об/мин.................................................. 3000
Глубина нарезаемого шва, мм................................................... 50 - 60
Скорости машины, м/мин:
рабочая.................................................................................... 0 - 1
транспортная......................................................................... 0 - 12
Мощность двигателя, л.с............................................................... 40
Вес машины, кг............................................................................ 1870
На шпиндель нарезчика ставят пакет из двух - трех алмазных дисков разного диаметра.
Нарезчик подключают к цистерне с водой охлаждения (или с СОЖ) емкостью 1 - 3 м3. Емкость устанавливают посередине участка работ на обочине или на краю покрытия. По мере передвижения нарезчика емкость с водой перемещают автомобилем.
Нарезчик устанавливают на линию разметки шва так, чтобы указатели, расположенные на поворотном круге, совпали с линией разметки. Затем нарезчик поднимают на поворотном круге и при помощи выдвижной рукоятки разворачивают на такой угол, чтобы указатель продольной симметрии совпал с линией разметки шва. После этого нарезчик опускают на ходовые колеса и начинают нарезку шва, заглубляя диски и охлаждая их СОЖ через форсунки.
С помощью регулятора скорости (дросселя гидродвигателя) включают минимальную подачу и постепенно увеличивают ее до оптимальной величины.
Ориентировочно скорость подачи при нарезке алмазными дисками швов глубиной 5 - 6 см в бетоне на гранитном щебне и кварцевом песке должна составлять 0,6 - 0,8 м/мин.
Контроль за заглублением дисков ведется визуально по сегменту заглубления диска. При нарезке шва необходимо следить за охлаждением дисков и при появлении пара или искр уменьшить скорость резания.
После окончания нарезки алмазные диски снимают, моют и сдают в охраняемую кладовую, а нарезчик очищают, ставят в транспортное положение и перемещают на место стоянки.
Указания по технике безопасности
До начала работы необходимо осмотреть все узлы и крепления нарезчиков и недостатки устранить.
Запрещается во время работы нарезчиков производить смазку, регулировку, какие-либо исправления или смену дисков. Категорически запрещается работа при открытой крышке кожуха дисков. Все приводные ремни должны быть ограждены щитками. Нарезать шов разрешается только в защитных очках. Работать при незафиксированном положении дисков запрещается.
Каждый режущий диск должен быть установлен строго вертикально и при вращении касаться стенки шва всей плоскостью.
Если на месте работы нарезчика Д-903 нет песка, то на прицеп с водой устанавливают ящик с песком на случай воспламенения топлива.
Участок работ ограждают знаками, запрещающими проезд. Электростанцию необходимо заземлить. При уходе на перерыв электростанцию необходимо выключить.
При
нарезке швов в затвердевшем цементобетонном
покрытии следует руководствоваться «Техническими указаниями по устройству
деформационных швов в цементобетонных дорожных
покрытиях» ![]() , М., Оргтрансстрой, 1969; «Руководством
по организации труда при производстве строительно-монтажных работ», глава 28.
Дорожные работы, М., Оргтрансстрой, 1971; «Правилами техники безопасности при строительстве, ремонте и содержании
автомобильных дорог», М., «Транспорт», 1969.
, М., Оргтрансстрой, 1969; «Руководством
по организации труда при производстве строительно-монтажных работ», глава 28.
Дорожные работы, М., Оргтрансстрой, 1971; «Правилами техники безопасности при строительстве, ремонте и содержании
автомобильных дорог», М., «Транспорт», 1969.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по нарезке температурных швов в затвердевшем цементобетонном покрытии выполняют за одну смену на захватке длиной 800 м.
Для успешного выполнения работ на участок заранее должны быть доставлены все необходимые материалы и инструменты. Запасные алмазные диски должны храниться в специальных сейфах или ящиках.
Нарезку швов выполняют два звена: одно нарезает поперечные швы, другое - продольный шов.
а) Нарезка поперечных швов
Звено по нарезке поперечных швов состоит из 10 чел. и снабжено пятью самоходными двухдисковыми нарезчиками швов. Захватку длиной 800 м делят на 3 участка длиной 270 + 270 + 260 м для одновременной нарезки швов сжатия ступенчатого профиля и на 2 участка длиной по 400 м для прорезки пазов над контрольными швами. Стоящие по порядку 2-й и 4-й нарезчики нарезают пазы контрольных швов, а 1-й, 3-й и 5-й нарезчики - швы сжатия ступенчатого профиля (рис. 2).
Состав звена по нарезке поперечных швов:
машинисты нарезчиков 4 разр. - 5;
помощники машинистов 3 разр. - 5.
Основные обязанности в звене распределяются следующим образом: машинист каждого нарезчика вместе с помощником готовят машину к работе, проверяют работу рабочих органов и устанавливают режущие алмазные диски.
В процессе работы машинист управляет работой нарезчика.
Помощник машиниста следует около нарезчика, следит за качеством нарезаемых швов, с помощью механизма наводки выправляет положение навесной балки с каретками в плане, открывает вентили подачи СОЖ, подает машинисту сигнал для включения механизма вращения дисков.
б) Нарезка продольного шва
Звено по нарезке продольного шва состоит из 8 человек, снабжено четырьмя нарезчиками Д-903 и четырьмя емкостями для воды на тележке.
Захватку длиной 800 м делят на 4 одинаковых участка для одновременного ведения работ (см. рис. 2).
Состав звена по нарезке продольного шва:
машинисты нарезчиков 4 разр. - 4;
дорожные рабочие 1 разр. - 4.
Основные обязанности в звене распределяются следующим образом.
В начале смены машинист каждого нарезчика готовит машину к работе, проверяет работу на холостом ходу и устанавливает режущие алмазные диски. До начала нарезки шва все рукоятки управления золотниками машинист должен поставить в нейтральное положение, а рукоятки управления дросселями - в положение минимальной подачи.
В процессе работы машинист управляет работой нарезчика.
Дорожные рабочие подсоединяют к нарезчикам шланги подачи СОЖ, готовят СОЖ и по мере перемещения нарезчика подносят шланги. В процессе нарезки шва дорожные рабочие периодически контролируют положение указателя курса нарезчика.
IV. ГРАФИК НАРЕЗКИ ШВОВ НАРЕЗЧИКАМИ С АЛМАЗНЫМИ ДИСКАМИ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ, УСТРОЕННОМ КОМПЛЕКТОМ МАШИН «АВТОГРЕЙД» НА ЗАХВАТКЕ ДЛИНОЙ 800 м ПОКРЫТИЯ (2000 п. м. швов)
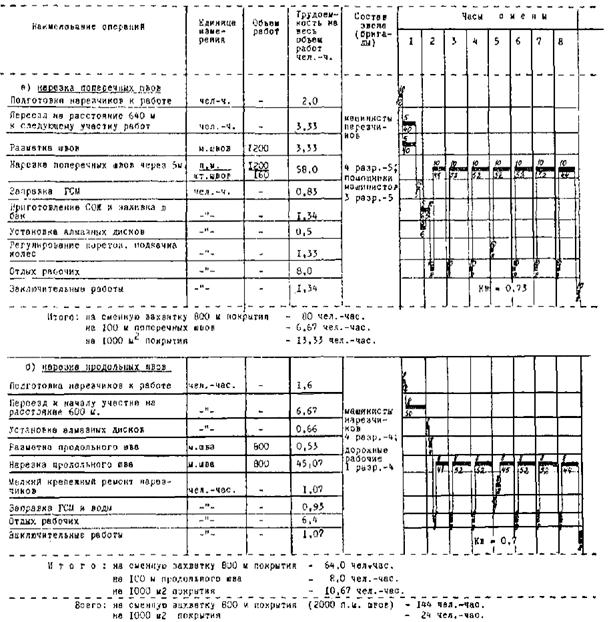
Примечание: цифра над линией - количество рабочих, занятых в операции; цифра под линией - продолжительность операции, мин.
V. ЦИКЛОГРАММА НАРЕЗКИ ПОПЕРЕЧНЫХ ШВОВ ДЛИНОЙ 7,5 м САМОХОДНЫМ ДВУХДИСКОВЫМ НАРЕЗЧИКОМ ШВОВ КОНСТРУКЦИИ ПКБ «ГЛАВСТРОЙМЕХАНИЗАЦИИ»
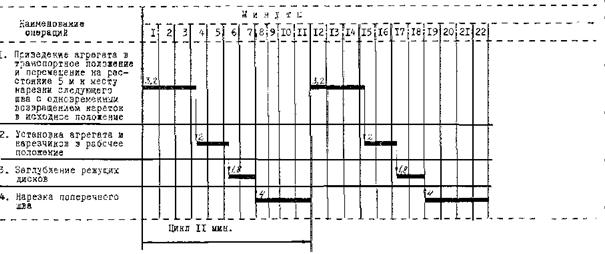
Производительность нарезчика за 1 час работы 60 ∙ 7,5/11 = 41 м швов.
Возможная производительность за 8-часовую смену при Кв = 0,73 составляет 239,4 м швов одним нарезчиком или 1197 м швов пятью нарезчиками.
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Трудоемкость работ на 1000 лог. м шва, чел-дн.......................... 9
Средний разряд рабочих.............................................................. 3,13
Выработка на одного рабочего в смену, м шва......................... 111
Коэффициент использования нарезчиков по времени в течение смены, Кв:
а) самоходного двухдискового нарезчика конструкции ПКБ Главстроймеханизации 0,73
б) нарезчика Д-903 (ДС-510).................................................... 0,7
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы
|
Наименование материала |
Марка, ГОСТ |
Единица измерения |
Количество |
|
|
на 1000 м2 |
на смену |
|||
|
Алмазные диски |
ГОСТ 16115-70 |
шт. |
1,77 |
10,6 |
|
Жидкость СОЖ |
- |
м3 |
4 |
24 |
|
в том числе: |
|
|
|
|
|
вода |
ГОСТ 2874-54 |
» |
4,0 |
24 |
|
гудрон от хлопкового масла |
- |
кг |
40 |
240 |
|
каустическая сода |
- |
» |
1,4 |
8,4 |
Б. Машины, оборудование, инвентарь
|
Наименование, марка |
Количество |
|
Самоходный двухдисковый нарезчик швов с навесным оборудованием 5669-00000-00А |
5 |
|
Нарезчик швов Д-903 (ДС-510) |
4 |
|
Емкость для воды 3 - 4 м3 (на прицепе) |
4 |
|
Шланги резиновые диаметром 25 мм длиной по 60 м (ГОСТ 2342-50) |
4 |
|
Рейка для разметки швов |
9 |
|
Набор слесарных инструментов |
9 |
СОДЕРЖАНИЕ