ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ
ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ
ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

НАРЕЗКА КОНТРОЛЬНЫХ ШВОВ В СВЕЖЕУЛОЖЕННОМ
БЕТОНЕ МОДЕРНИЗИРОВАННЫМ
НАРЕЗЧИКОМ ШВОВ
ДНШС-60-3М
I. Область применения
Технологическая карта предназначена для использования при разработке проекта производства работ и организации работ и труда на объекте строительства.
Настоящая технологическая карта разработана для нарезки продольных швов в свежеуложенном цементно-бетонном покрытии, устраиваемом комплектом бетоноукладочных машин «Автогрейд», в состав которого дополнительно включен модернизированный нарезчик швов ДНШС-60-3М, поставленный на колесный ход.
В технологической карте предусмотрена сменная производительность комплекта бетоноукладочных машин «Автогрейд» 800 м покрытия (6000 м2) в смену.
Однослойное цементобетонное покрытие имеет толщину 22 см и ширину 7,5 м; контрольные швы сжатия нарезают в свежеуложенном бетоне через 15 - 18 м; глубина шва 5 - 6 см.
Состав звена рабочих - 2 чел.
При изменении условий, принятых в настоящей технологической карте, требуется ее корректировка и привязка к новым условиям работы.
II. Указания по технологии производственного процесса
Контрольные швы в свежеуложенном бетонном покрытии нарезают в тех случаях, когда ожидаются значительные перепады температуры в течение суток.
При устройстве цементобетонного покрытия комплектом бетоноукладочных машин «Автогрейд» модернизированный нарезчик швов ДНШС-60-3М располагают следом за бетоноукладочной машиной.
До нарезки контрольных швов производят разбивку расположения их на покрытии.
Швы устраивают до начала схватывания бетона, не позднее 10 - 30 мин (в зависимости от температуры воздуха) после обработки покрытия бетоноукладочной машиной.
Для нарезки шва рабочий орган нарезчика подводят к кромке покрытия и поворотом колонки устанавливают его так, чтобы режущая часть вибропластины была обращена к кромке покрытия. Бухту ленты одевают на стержень держателя так, чтобы она разматывалась по часовой стрелке.
Для установки ленты в шов ее заправляют в прорезь вибропластины и немного протягивают. Конец ленты на длине 2 - 3 см складывают вдвое - втрое и сложенный конец снизу-вверх заводят в прорезь фиксатора (рис. 1).
Фиксатор с заправленной лентой устанавливают вплотную к кромке покрытия так, чтобы головка фиксатора легла на поверхность бетона. Вибропластину подводят к фиксатору, выправляют ленту, наматывая ее на бухту. Включают вибратор рабочего органа, погружают вибропластину с лентой в бетон и включают механизм передвижения каретки. Фиксатор придерживают рукой, пока не прорежут 1,5 - 2 м шва, затем ленту у фиксатора обрезают ножницами или ножом, конец ленты выпрямляют и поверхность бетона отделывают гладилкой.
В конце нарезаемого шва вплотную к кромке бетона устанавливают металлический щиток с прорезью (переносную опалубку) таким образом, чтобы вибропластина с лентой прошла через прорезь (рис. 2).
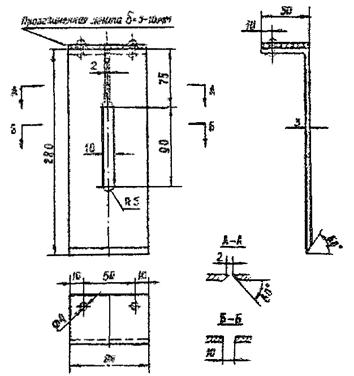
Рис. 1. Фиксатор ленты
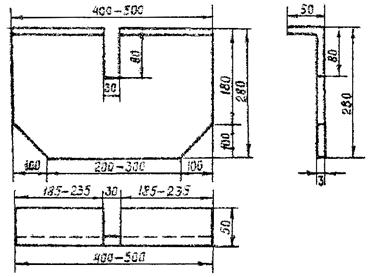
Рис. 2. Переносная опалубка
Механизм передвижения каретки останавливают, включают привод лебедок, а затем вибратор.
Ленту обрезают и вытягивают из прорези вибропластины крючком; вибропластину поднимают, очищают от бетона и холостым ходом возвращают к началу шва для нарезки следующего контрольного шва. Поверхность бетона у шва заглаживают гладилками.
В качестве прокладки для швов применяют полиэтиленовую ленту, смотанную в бухты (ГОСТ 10354-63). Ширина ленты должна быть на 10 мм больше глубины шва (т.е. 65 мм), На месте работы бухты хранят в специальных ящиках, установленных на раме нарезчиков швов.
Если в бетоне начался процесс схватывания, нарезчик перемещают на свежеуложенный бетон, а на пропущенном участке контрольные швы нарезают в затвердевшем бетоне.
При нарезке швов в свежеуложенном бетоне необходимо выполнять следующие требования:
а) вибропластина должна периодически (обязательно при перерывах в работе и в конце смены) очищаться от бетона и промывают водой. По мере износа вибропластина должна заменяться новой (Рис. 3);
б) резиновая гладилка должна быть эластичной. В процессе работы ее необходимо периодически очищать и промывать водой, а изношенную заменить новой, изготовленной из диэлектрического коврика толщиной 6 - 10 мм;
в) электровибратор рабочего органа должен работать на расчетном напряжении. Работа на пониженном напряжении не допускается.
К качеству швов предъявляются следующие требования:
а) шов должен быть ровным, отклонение от прямой линии не должно быть более 5 мм на длине 3 м;
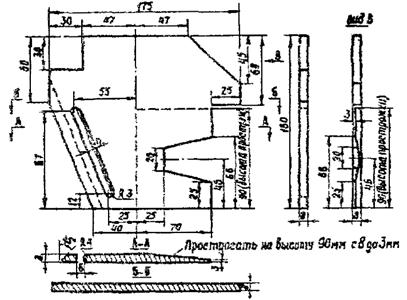
Рис. 3. Вибропластина
б) лента должна быть заделана в бетон вертикально, хорошо омоноличена с бетоном на всю глубину;
в) глубина заложения полиэтиленовой ленты должна быть не менее 1/4 толщины покрытия. Лента должна выступать из шва над поверхностью бетона на 0,5 - 1 см.
Дефекты в работе рабочего органа нарезчика и способы их устранения
Техника безопасности
Запрещается заправлять ленту в прорезь вибропластины при включенном электродвигателе вибратора, а также производить смазку, регулировку или какие-либо другие исправления на ходу машины.
Машинисту нарезчика запрещается резко погружать рабочий орган в обрабатываемый бетон, оставлять без надзора машину при включенном вибраторе.
Необходимо постоянно следить за тщательным и надежным заземлением понижающего трансформатора машины.
При производстве работ по нарезке швов в свежеуложенном бетоне модернизированным нарезчиком швов ДНШС-60-3М следует руководствоваться «Техническими указаниями по устройству деформационных швов в цементобетонных дорожных покрытиях» ![]() , Оргтрансстрой, М., 1969.
, Оргтрансстрой, М., 1969.
III. Указания по организации труда
Модернизированный нарезчик швов ДНШС-60-3М обслуживают машинист нарезчика 4 разр. и бетонщик 4 разряда.
Машинист нарезчика отвечает за качество устраиваемых швов. В процессе нарезки шва он управляет машиной, следит за работой рабочего органа и за хорошим сцеплением ленты с бетоном, а также заправляет ленту в прорезь вибропластины. В начале смены машинист готовит машину к работе, а в конце смены очищает ее от бетона.
Бетонщик размечает швы (совместно с машинистом), заправляет конец ленты в фиксатор, устанавливает его и придерживает рукой при нарезке в начале шва, переходит по мостику машины и придерживает металлический щиток у кромки покрытия в конце шва в месте выхода вибропластины. Затем он обрезает ленту, очищает и убирает фиксатор и металлический щиток и заделывает бетон в начале и конце шва. Бетонщик периодически очищает и промывает водой вибропластину и резиновую гладилку. В начале и конце смены помогает машинисту в подготовке машины к работе, уборке рабочего места.
Полиэтиленовую пленку разрезают на ленты заранее на специальном станке, сматывают в бухты и доставляют к месту работ.
IV. Циклограмма нарезки контрольных швов модернизированным нарезчиком швов ДНШС-60-3М
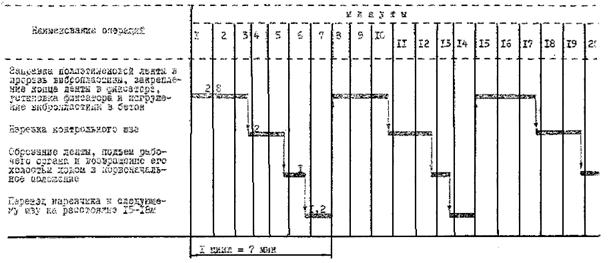
Производительность нарезчика в час (60 ∙ 7,5)/7 = 64,3 м швов.
Возможная производительность нарезчика за 8-часовую смену при Kв = 0,8 составляет 411,5 м. швов (825 - 990 п.м. покрытия дороги).
V. Основные технико-экономические показатели
Трудоемкость работ на 1000 м шва, чел.-дн. 4,96
Средний разряд рабочего 4
Выработка на одного рабочего в смену, м шва 206
Коэффициент использования нарезчика по времени в течение смены, Kв 0,8
VI. Материально-технические ресурсы
А. Основные материалы
Полиэтиленовая лента шириной 65 мм
на 100 м шва - 104 м
на смену - 428 м
Б. Машины, инструменты, приспособления
Модернизированный нарезчик швов ДНШС-60-3М
(на колесном ходу) 1
Фиксатор 1
Металлический щиток с прорезью (переносная опалубка) 1
Металлическая фигурная гладилка 1
Крючок для извлечения ленты 1
Нож или ножницы для резки полиэтиленовой ленты 1
Металлическая лопаточка 1
Ведро для воды 1
Станок для резки полиэтиленовой пленки на ленты 1
Технологическая карта разработана отделом внедрения передового опыта и технического нормирования в строительстве автодорог и аэродромов института «Оргтрансстрой» (исполнитель Королева Л.С.)
СОДЕРЖАНИЕ
|
II. Указания по технологии производственного процесса. 1 III. Указания по организации труда. 4 IV. Циклограмма нарезки контрольных швов модернизированным нарезчиком швов ДНШС-60-3М... 5 |