
МИНИСТЕРСТВО
ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАНДАРТЫ ОТРАСЛИ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ТРУБОПРОВОДОВ
ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛЕЙ
НА Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С
ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
ЧАСТЬ III
СТАНДАРТ ОТРАСЛИ
Детали и сборочные единицы
трубопроводов ТЭС
на Рраб <
2,2
МПа (22 кгс/см2), t ≤ 425 °С
ТРОЙНИКИ СВАРНЫЕ РАВНОПРОХОДНЫЕ
Конструкция и размеры
ОСТ 34 10.762-97
Предисловие
1 РАЗРАБОТАН АООТ Севзапэнергомонтажпроект
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Министерства топлива и энергетики РФ от 23 декабря 1997 г. № 443
3 ВЗАМЕН ОСТ 3410-762-92
СОДЕРЖАНИЕ
СТАНДАРТ ОТРАСЛИ
Детали и сборочные единицы трубопроводов ТЭС
на Рраб < 2,2 МПа (22 кгс/см2), t ≤
425 °С
ТРОЙНИКИ СВАРНЫЕ РАВНОПРОХОДНЫЕ
Конструкция и размеры
Дата введения 1998-03-01
1 Область применения
Настоящий стандарт распространяется на сварные равнопроходные тройники из углеродистой и низколегированной сталей для трубопроводов тепловых электростанций.
Стандарт соответствует требованиям «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды» РД 03-94, утвержденным Госгортехнадзором РФ [1].
Сварные равнопроходные тройники предназначены для применения на трубопроводах, на которые распространяются РД 03-94.
Допускается применение сварных равнопроходных тройников по настоящему стандарту для изготовления трубопроводов по СНиП 3.05.05-84, утвержденным Госстроем СССР [2].
Пределы применения сварных равнопроходных тройников приведены в таблице 1.
|
Условное давление Ру, МПа (кгс/см2) |
Рабочее давление Рраб, МПа (кгс/см2) для температуры рабочей среды, °С |
|||||
|
200 |
250 |
300 |
350 |
400 |
425 |
|
|
4,00 (40,0) |
- |
- |
|
- |
- |
2,0 (20) |
|
2,50 (25,0) |
2,2 (22,0) |
2,20 (22,0) |
1,90 (19,0) |
1,7 (17) |
1,5 (15) |
1,3 (13) |
|
1,60 (16,0) |
1,6 (16,0) |
1,40 (14,0) |
1,20 (12,0) |
- |
- |
- |
|
1,00 (10,0) |
1,0 (10,0) |
0,90 (9,0) |
0,75 (7,5) |
- |
- |
- |
|
0,63 (6,3) |
0,6 (6,0) |
0,54 (5,4) |
0,48 (4,8) |
- |
- |
- |
|
0,40 (4,0) |
0,4 (4,0) |
0,35 (3,5) |
0,30 (3,0) |
- |
- |
- |
1.1 Для трубопроводов тепловых сетей допускается применение сварных равнопроходных тройников на рабочее давление до 2,5 МПа при рабочей температуре до 200 °С.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ОСТ 34 10.747-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Трубы и прокат. Сортамент.
ОСТ 34 10.748-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Соединения сварные стыковые. Типы, конструктивные элементы и размеры.
ОСТ 34 10.766-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Технические требования.
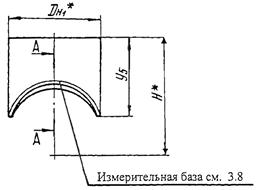
3 Конструкция и размеры
Конструкция и размеры сварных равнопроходных тройников должны соответствовать указанным на чертеже 1 и в таблицах 2 и 3.
Рисунок 1 Рисунок 2
Остальное см. рисунок 1
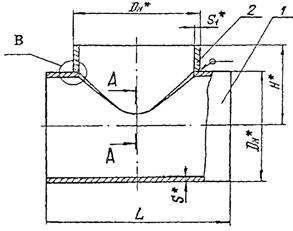
* Размеры для справок
Чертеж 1, лист 1
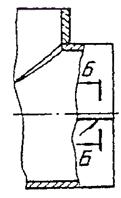
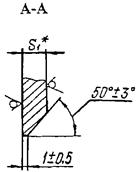
А-А
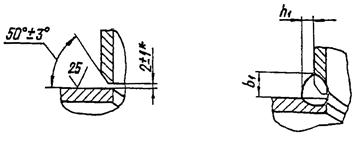
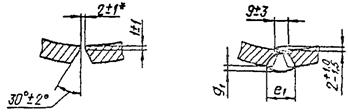
Подготовка кромок под сварку
Б-Б
Подготовка кромок под сварку
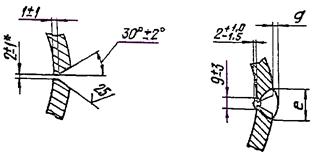
* Размер для справок
Чертеж 1, лист 2
Размеры в миллиметрах
|
Обозначение тройника |
Условное давление Ру, МПа, (кгс/см2) |
Условный проход Dу |
Размеры присоединяемой трубы Dн´S |
Dн |
S |
S1 |
L |
H |
|
|
Номин. |
Пред. откл. |
||||||||
|
01 |
4,0 (40) |
65 |
76´3,0 |
76 |
4,0 |
4,0 |
350 |
-4 |
140 |
|
02 |
80 |
89´3,5 |
89 |
5,0 |
5,0 |
300 |
145 |
||
|
03 |
2,5 (25) |
4,5 |
3,5 |
||||||
|
04 |
100 |
108´4 |
108 |
6,0 |
4,0 |
320 |
175 |
||
|
05 |
4,0 (40) |
6,0 |
6,0 |
||||||
|
06 |
125 |
133´4 |
133 |
7,0 |
7,0 |
350 |
190 |
||
|
07 |
2,5 (25) |
6,0 |
4,0 |
||||||
|
08 |
150 |
159´5 |
159 |
7,0 |
5,0 |
400 |
200 |
||
|
09 |
4,0 (40) |
9,0 |
7,0 |
||||||
|
10 |
200 |
219´7 |
219 |
11,0 |
9,0 |
450 |
250 |
||
|
11 |
2,5 (25) |
9,0 |
7,0 |
||||||
|
12 |
250 |
273´8 |
273 |
11,0 |
8,0 |
500 |
280 |
||
|
13 |
4,0 (40) |
14,0 |
14,0 |
||||||
|
14 |
1,6 (16) |
273´6 |
8,0 |
8,0 |
|||||
|
15 |
300 |
325´6 |
325 |
550 |
325 |
||||
|
16 |
2,5 (25) |
325´8 |
16,0 |
10,0 |
|||||
|
17 |
4,0 (40) |
325 |
16,0 |
||||||
|
18 |
2,5 (25) |
350 |
377´9 |
377 |
11 |
11 |
650 |
350 |
|
|
19 |
4,0 (40) |
18 |
18 |
||||||
|
20 |
400 |
426´10 |
426 |
22 |
16 |
700 |
395 |
||
|
21 |
2,5 (25) |
16 |
12 |
||||||
|
22 |
1,6 (16) |
426´9 |
10 |
10 |
|||||
|
23 |
500 |
530´8 |
530 |
11 |
8 |
800 |
445 |
||
|
24 |
|
18 |
|||||||
|
25 |
2,5 (25) |
600 |
630´12 |
630 |
14 |
1000 |
535 |
||
|
26 |
1,6 (16) |
630´8 |
14 |
12 |
|||||
|
27 |
1,0 (10) |
10 |
10 |
||||||
|
28 |
700 |
720´9 |
720 |
11 |
9 |
1100 |
-6 |
580 |
|
|
29 |
1,6 (16) |
18 |
|||||||
|
30 |
2,5 (25) |
22 |
14 |
||||||
|
31 |
800 |
820´11 |
820 |
18 |
1200 |
630 |
|||
|
32 |
1,6 (16) |
820´9 |
18 |
11 |
|||||
|
33 |
1,0 (10) |
820´9 |
14 |
9 |
1200 |
||||
|
34 |
1,6 (16) |
1000 |
1020´10 |
1020 |
22 |
14 |
1600 |
790 |
|
|
35 |
1,0 (10) |
18 |
|||||||
|
36 |
0,6 (6) |
14 |
10 |
||||||
|
37 |
1200 |
1220´10 |
1220 |
14 |
11 |
1800 |
890 |
||
|
38 |
1,0 (10) |
18 |
14 |
||||||
|
39 |
1,6 (16) |
25 |
18 |
||||||
|
40 |
1400 |
1420´14 |
1420 |
25 |
2100 |
-10 |
1030 |
||
|
41 |
1,0 (10) |
22 |
14 |
||||||
|
42 |
0,6 (6) |
18 |
|||||||
|
43 |
0,4 (4) |
14 |
|||||||
|
44 |
1600 |
1620´14 |
1620 |
2200 |
1130 |
||||
|
45 |
0,6 (6) |
18 |
|||||||
|
46 |
1,0 (10) |
22 |
18 |
||||||
Продолжение таблицы 2
Размеры в миллиметрах
|
Обозначение тройника |
b |
b1 |
h |
h1 |
e |
g |
Рисунок |
Масса, кг |
||
|
Не менее |
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
||||||
|
01 |
13 |
9 |
2 |
4 |
- |
- |
- |
- |
3,0 |
|
|
02 |
4,0 |
|||||||||
|
03 |
14 |
7 |
3,8 |
|||||||
|
04 |
5,9 |
|||||||||
|
05 |
18 |
12 |
6 |
6,5 |
||||||
|
06 |
9,8 |
|||||||||
|
07 |
18 |
7 |
4 |
7,7 |
||||||
|
08 |
9 |
12,2 |
||||||||
|
09 |
22 |
13 |
6 |
15,6 |
||||||
|
10 |
28 |
15 |
7 |
29,9 |
||||||
|
11 |
26 |
13 |
6 |
24,6 |
||||||
|
12 |
28 |
39,8 |
||||||||
|
13 |
32 |
21 |
3 |
10 |
53,6 |
|||||
|
14 |
21 |
13 |
2 |
6 |
31,9 |
|||||
|
15 |
41,8 |
|||||||||
|
16 |
26 |
17 |
8 |
52,1 |
||||||
|
17 |
36 |
24 |
12 |
80,5 |
||||||
|
18 |
27 |
18 |
9 |
74,2 |
||||||
|
19 |
39 |
26 |
3 |
13 |
119,5 |
|||||
|
20 |
36 |
24 |
12 |
163,9 |
||||||
|
21 |
28 |
19 |
9 |
125,9 |
||||||
|
22 |
26 |
17 |
8 |
83,0 |
||||||
|
23 |
28 |
14 |
2 |
7 |
120,8 |
|||||
|
24 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
2 |
178,5 |
||||
|
25 |
42 |
21 |
3 |
10 |
295,6 |
|||||
|
26* |
38 |
19 |
25 |
239,9 |
||||||
|
27 |
26 |
17 |
2 |
8 |
19 |
±4 |
2,0 |
±1,5 |
177,5 |
|
|
28 |
30 |
15 |
- |
- |
- |
- |
227,9 |
|||
|
29 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
2 |
336,2 |
||||
|
30 |
42 |
21 |
3 |
10 |
36 |
±6 |
3,0 |
+2,5 -1,5 |
427,7 |
|
|
31 |
52 |
26 |
13 |
610,9 |
||||||
|
32 |
36 |
18 |
9 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
440,8 |
||
|
33 |
30 |
15 |
2 |
8 |
25 |
±5 |
2,5 |
+2,0 -1,5 |
337,6 |
|
|
34 |
42 |
21 |
3 |
10 |
36 |
±6 |
3,0 |
+2,5 -2,0 |
881,2 |
|
|
35 |
34 |
17 |
2 |
8 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
704,9 |
|
|
36 |
- |
- |
- |
- |
575,5 |
|||||
|
37 |
36 |
18 |
3 |
9 |
777,7 |
|||||
|
38 |
42 |
21 |
10 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
2 |
1166,3 |
|
|
39 |
52 |
26 |
13 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
1344,1 |
||
|
40 |
35 |
18 |
1966,4 |
|||||||
|
41 |
42 |
21 |
10 |
36 |
±6 |
1580,8 |
||||
|
42 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
1353,8 |
|||||
|
43 |
32 |
25 |
1123,3 |
|||||||
|
44 |
1334,0 |
|||||||||
|
45 |
42 |
30 |
1605,2 |
|||||||
|
46 |
52 |
26 |
13 |
36 |
±6 |
3,0 |
+2,5 -2,0 |
1926,4 |
||
|
* Допускается применение тройника из сталей марок Ст3сп5 и Ст3Гпс4 на рабочее давление до 0,6 МПа (6 кгс/см2) при температуре tраб ≤ 200 °С |
||||||||||
|
Примечание - При применении листовой стали марки 20К параметры среды применяются согласно приложению А |
||||||||||
Пример условного обозначения сварного равнопроходного тройника диаметром 108 мм и толщиной стенки корпуса 6 мм и штуцера 4 мм на условное давление Ру 2,5 МПа:
Тройник равнопроходный 108´6´4-2,5 03 ОСТ 34 10.762-97
Таблица 3
Размеры в миллиметрах
|
Обозначение тройника |
Позиция 1. Корпус |
Позиция 2. Штуцер |
|||
|
Dн´S |
L |
Материал по ОСТ 34 10.747 раздел |
Масса, кг |
Обозначение |
|
|
01 |
76´4,0 |
350 |
5 |
2,3 |
2-01 |
|
02 |
89´5,0 |
300 |
2,9 |
2-03 |
|
|
03 |
89´4,5 |
2,6 |
2-02 |
||
|
04 |
108´6,0 |
320 |
4,4 |
2-05 |
|
|
05 |
2-04 |
||||
|
06 |
133´7,0 |
350 |
6,8 |
2-06 |
|
|
07 |
133´6,0 |
5,9 |
2-07 |
||
|
08 |
159´7,0 |
400 |
9,4 |
2-09 |
|
|
09 |
159´9,0 |
11,8 |
2-08 |
||
|
10 |
219´11 |
450 |
21,8 |
2-10 |
|
|
11 |
219´9,0 |
18,2 |
2-11 |
||
|
12 |
273´11 |
500 |
30,1 |
2-13 |
|
|
13 |
273´14 |
38,0 |
2-12 |
||
|
14 |
273´8,0 |
4 |
22,2 |
2-13 |
|
|
15 |
325´8,0 |
550 |
28,4 |
2-16 |
|
|
16 |
325´10 |
5 |
35,5 |
2-15 |
|
|
17 |
325´16 |
56,1 |
2-14 |
||
|
18 |
377´11 |
650 |
53,4 |
2-18 |
|
|
19 |
377´18 |
86,8 |
2-17 |
||
|
20 |
426´22 |
700 |
126,1 |
2-19 |
|
|
21 |
426´16 |
92,5 |
2-20 |
||
|
22 |
426´10 |
700 |
4 |
58,6 |
2-21 |
|
23 |
530´11 |
800 |
9 |
91,1 |
2-24 |
|
24 |
530´18 |
11 |
149,7 |
||
|
25 |
630´18 |
1000 |
226,9 |
2-25 |
|
|
26 |
630´14 |
176,1 |
2-26 |
||
|
27 |
630´10 |
125,8 |
2-27 |
||
|
28 |
720´11 |
1100 |
9 |
171,9 |
2-29 |
|
29 |
720´18 |
11 |
280,2 |
||
|
30 |
720´22 |
343,8 |
2-28 |
||
|
31 |
820´22 |
1200 |
481,0 |
2-30 |
|
|
32 |
820´18 |
347,8 |
2-31 |
||
|
33 |
820´14 |
269,7 |
2-32 |
||
|
34 |
1020´22 |
1600 |
716,0 |
2-34 |
|
|
35 |
1020´18 |
584,0 |
2-35 |
||
|
36 |
1020´14 |
9 |
452,1 |
|
|
|
37 |
1220´14 |
1800 |
600,9 |
2-39 |
|
|
38 |
1220´18 |
11 |
772,4 |
2-38 |
|
|
39 |
1220´25 |
1079,6 |
2-37 |
||
|
40 |
1420´25 |
2100 |
1462,7 |
2-40 |
|
|
41 |
1420´22 |
1287,2 |
2-41 |
||
|
42 |
1420´18 |
1053,4 |
|||
|
43 |
1420´14 |
823,0 |
|||
|
44 |
1620´14 |
2200 |
960,5 |
2-44 |
|
|
45 |
1620´18 |
1231,7 |
|||
|
46 |
1620´22 |
1506,7 |
2-43 |
||
3.1 Конструкция и размеры штуцеров должны соответствовать указанным на чертеже 2 и в таблице 4.
Рисунок 1 Рисунок 2
Остальное см. Рисунок 1
* Размеры для справок
Чертеж 2, лист 1
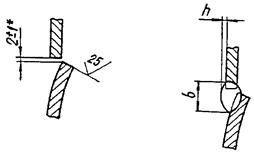
Б-Б
Подготовка кромок под сварку
Угол фаски равномерно уменьшать до 0° в точках М
* Размеры для справок
Чертеж 2, лист 2
Таблица 4
Размеры в миллиметрах
|
Обозначение штуцера |
Условные проходы Dу´Dу1 |
Dн1 |
S1 |
H |
e1 |
g1 |
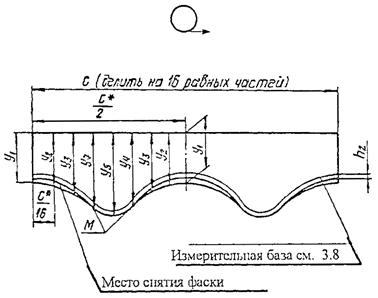
h2 |
Шаблон для разметки |
Материал по ОСТ 3410,747 раздел |
Рисунок |
Масса, кг |
|||||||
|
Номин. |
Предельное отклонение |
Номин. |
Предельное отклонение |
c |
y1 |
y2 |
y3 |
y4 |
y5 |
|||||||||
|
2-01 |
65´65 |
76 |
3,5 |
140 |
- |
- |
- |
- |
8 |
259 |
100 |
102 |
108 |
117 |
122 |
5 |
0,7 |
|
|
2-02 |
80´80 |
89 |
3,5 |
145 |
280 |
115 |
118 |
4 |
0,8 |
|||||||||
|
2-03 |
5,0 |
103 |
110 |
120 |
125 |
5 |
1,1 |
|||||||||||
|
2-04 |
100´100 |
108 |
6 |
175 |
10 |
339 |
120 |
123 |
132 |
143 |
149 |
2,0 |
||||||
|
2-05 |
4 |
8 |
133 |
146 |
153 |
4 |
1,4 |
|||||||||||
|
2-06 |
125´125 |
133 |
7 |
190 |
10 |
418 |
125 |
138 |
155 |
165 |
5 |
3,0 |
||||||
|
2-07 |
4 |
8 |
137 |
151 |
158 |
4 |
1,8 |
|||||||||||
|
2-08 |
150´150 |
159 |
7 |
200 |
10 |
500 |
125 |
139 |
157 |
167 |
5 |
3,8 |
||||||
|
2-09 |
5 |
8 |
140 |
160 |
172 |
4 |
2,8 |
|||||||||||
|
2-10 |
200´200 |
219 |
9 |
250 |
10 |
688 |
140 |
147 |
166 |
192 |
206 |
5 |
8,1 |
|||||
|
2-11 |
7 |
167 |
195 |
211 |
4 |
6,4 |
||||||||||||
|
2-12 |
250´250 |
273 |
14 |
280 |
858 |
150 |
172 |
202 |
218 |
5 |
15,6 |
|||||||
|
2-13 |
8 |
149 |
175 |
209 |
231 |
4 |
9,7 |
|||||||||||
|
2-14 |
300´300 |
325 |
16 |
325 |
1021 |
160 |
170 |
198 |
233 |
253 |
5 |
24,4 |
||||||
|
2-15 |
10 |
171 |
201 |
242 |
266 |
|
16,6 |
|||||||||||
|
2-16 |
8 |
202 |
244 |
272 |
4 |
13,4 |
||||||||||||
|
2-17 |
350´350 |
377 |
18 |
350 |
1184 |
204 |
244 |
267 |
5 |
32,7 |
||||||||
|
2-18 |
11 |
172 |
207 |
255 |
284 |
|
20,8 |
|||||||||||
|
2-19 |
400´400 |
426 |
16 |
395 |
1338 |
180 |
194 |
232 |
282 |
312 |
5 |
37,8 |
||||||
|
2-20 |
12 |
233 |
285 |
317 |
|
33,4 |
||||||||||||
|
2-21 |
10 |
235 |
292 |
328 |
4 |
24,4 |
||||||||||||
|
2-22 |
500´500 |
530 |
12 |
445 |
23 |
±5 |
2,5 |
+2,0 -1,5 |
1685 |
198 |
250 |
322 |
369 |
11 |
2 |
42,1 |
||
|
2-23 |
11 |
- |
- |
- |
- |
9 |
36,4 |
|||||||||||
|
2-24 |
8 |
199 |
252 |
327 |
380 |
28,8 |
||||||||||||
|
2-25 |
600´600 |
630 |
14 |
535 |
25 |
±5 |
2,5 |
+2,0 -1,5 |
1979 |
220 |
241 |
303 |
385 |
442 |
11 |
2 |
68,7 |
|
|
2-26 |
12 |
23 |
±5 |
2,0 |
±1,5 |
242 |
304 |
391 |
449 |
61,5 |
||||||||
|
2-27 |
10 |
19 |
±4 |
305 |
394 |
456 |
51,7 |
|||||||||||
|
2-28 |
700´700 |
720 |
14 |
580 |
25 |
±5 |
2,5 |
+2,0 -1,5 |
2262 |
220 |
245 |
313 |
408 |
468 |
83,4 |
|||
|
2-29 |
9 |
- |
- |
- |
- |
246 |
320 |
424 |
500 |
9 |
56,8 |
|||||||
|
2-30 |
800´800 |
820 |
18 |
630 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
2576 |
248 |
328 |
438 |
510 |
11 |
2 |
129,9 |
||
|
2-31 |
11 |
- |
- |
- |
- |
250 |
333 |
451 |
536 |
9 |
83,0 |
|||||||
|
2-32 |
9 |
334 |
454 |
545 |
69,9 |
|||||||||||||
|
2-33 |
1000´1000 |
1020 |
25 |
790 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
3204 |
280 |
315 |
413 |
541 |
632 |
11 |
2 |
279,8 |
|
|
2-34 |
14 |
- |
- |
- |
- |
317 |
420 |
566 |
671 |
9 |
165,2 |
|||||||
|
2-35 |
10 |
422 |
574 |
690 |
120,9 |
|||||||||||||
|
2-36 |
1200´1200 |
1220 |
25 |
890 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
3833 |
323 |
442 |
607 |
717 |
11 |
2 |
367,3 |
||
|
2-37 |
18 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
446 |
615 |
743 |
264,5 |
|||||||||
|
2-38 |
14 |
- |
- |
- |
- |
324 |
449 |
628 |
760 |
9 |
216,5 |
|||||||
|
2-39 |
11 |
325 |
451 |
633 |
775 |
173,0 |
||||||||||||
|
2-40 |
1400´1400 |
1420 |
25 |
1030 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
4461 |
320 |
370 |
511 |
708 |
843 |
11 |
2 |
500,1 |
|
|
2-42 |
18 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
371 |
515 |
721 |
871 |
332,4 |
||||||||
|
2-43 |
14 |
25 |
372 |
518 |
729 |
890 |
293,6 |
|||||||||||
|
2-44 |
1600´1600 |
1620 |
25 |
1130 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
5089 |
378 |
540 |
770 |
930 |
614,6 |
||||
|
2-45 |
18 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
545 |
776 |
960 |
419,7 |
|||||||||
|
2-46 |
14 |
25 |
379 |
547 |
790 |
980 |
365,8 |
|||||||||||
Пример условного обозначения штуцера с наружным диаметром 219 мм и толщиной стенки 7 мм для трубопровода с условным проходом 200 мм:
Штуцер 219´7-200 2-11 ОСТ 34 10.762-97
3.3 Материал:
корпуса (дет. 1) - см. табл. 3;
штуцера (дет. 2) - см. табл. 4.
3.4 Отверстие в корпусе (дет. 1) разметить по штуцеру (дет. 2).
3.5 Методы обработки кромок, значения зазора между штуцером и корпусом устанавливаются производственно-технологической документацией (ПТД) (технологическим процессом) по сварке в зависимости от применяемого способа сварки.
3.6 Расположение продольных сварных швов на штуцере и корпусе устанавливается заводом-изготовителем с учётом требований 2.3.4 «Правил пара и горячей воды».
3.7 Обработку кромок и внутренние расточки штуцера и корпуса допускается производить по усмотрению завода-изготовителя до их сварки.
3.8 Значения зазоров и допускаемые смещения внутренних кромок при сварке обечаек устанавливаются требованиями ПТД или производственных инструкций по сварке, в зависимости от применяемого способа сварки.
3.9 До приварки штуцера к корпусу на штуцер нанести измерительную базу - линию на расстоянии h2 от края фаски.
При контроле углового шва измерительная база штуцера должна быть видимой на расстоянии не более 5 мм от края сварного шва.
3.10 Размеры шаблонов определены для разметки после вальцовки обечаек.
3.11 Величины выпуклости и вогнутости корня углового шва должны соответствовать таблицам 16.8 и 16.9 РД 3415.027-93 (РТМ-1с-93) [3] соответственно.
3.12 Требования к подготовке кромок тройников под сварку и сварке их с трубопроводом по ОСТ 34 10.748, при этом диаметры расточек корпуса и штуцера и минимально-допустимые толщины стенок в месте расточек выбираются в зависимости от размеров присоединяемых труб.
3.13 Рекомендуется производить его подварку в соответствии с требованиями ПТД.
3.14 Неуказанные предельные отклонения размеров ![]()
3.15 Остальные требования по ОСТ 34 10.766.
Приложение А
(обязательное)
Пределы применения тройников из стали марки 20К
Пределы применения тройников из листовой стали марки 20К должны соответствовать таблице А.1.
|
Обозначение типоразмера тройника |
Условное давление Ру МПа (кгс/см2) |
Обозначение типоразмера тройника |
Условное давление Ру МПа (кгс/см2) |
|
23 |
1,0 |
35 |
1,0 |
|
24 |
1,6 |
36 |
0,6 |
|
25 |
37 |
||
|
26 |
38 |
||
|
27 |
1,0 |
39 |
1,0 |
|
28 |
0,6 |
40 |
1,6 |
|
29 |
1,6 |
41 |
1,0 |
|
30 |
42 |
0,6 |
|
|
31 |
43 |
0,4 |
|
|
32 |
1,0 |
44 |
|
|
33 |
45 |
0,6 |
|
|
34 |
46 |
Приложение Б
(информационное)
Библиография
[1] РД 03-94. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
[2] СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы.
[3] РД 34 15.027-93. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1с-93). Утвержден Госгортехнадзором и Минтопэнерго РФ.