МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСУДАРСТВЕННАЯ СЛУЖБА ДОРОЖНОГО ХОЗЯЙСТВА
(РОСАВТОДОР)
ЦЕНТР
ОРГАНИЗАЦИИ ТРУДА И ЭКОНОМИЧЕСКИХ
МЕТОДОВ УПРАВЛЕНИЯ
(ЦЕНТРОРГТРУД)
СБОРНИК КАРТ
ТРУДОВЫХ ПРОЦЕССОВ НА
СТРОИТЕЛЬСТВО
АВТОМОБИЛЬНЫХ ДОРОГ
Карта трудового процесса
Нарезка температурных швов
в затвердевшем цементобетонном покрытии
двумя нарезчиками ДС-506 (Д-432А)
КТП-5.05-2002
Издание второе, переработанное и дополненное.
(Выпуск 5)
Москва 2002 г.
Карты трудовых процессов предназначены для совершенствования организации труда рабочих, занятых на строительстве автомобильных дорог.
Карты определяют прогрессивную технологию работ, рациональное использование рабочего времени, технологическую последовательность выполнения работ на основе передовых приемов и методов труда.
Карты могут быть использованы при разработке организационно-технологической документации при строительстве, ремонте и содержании автомобильных дорог (ППР и другие), планировании работ, а также в учебных целях при подготовке высококвалифицированных рабочих.
Сборник карт трудовых процессов подготовлен инженерами А.И. Анашко, Е.В. Купцовой, Т.В. Страховой.
Ответственный за выпуск А.А. Морозов.
СОДЕРЖАНИЕ
|
1. Область и эффективность применения карты.. 2 2. Подготовка и условия выполнения процессов. 2 3. Исполнители, предметы и орудия труда. 2 |
|
Нарезка температурных швов в затвердевшем цементобетонном покрытии двумя нарезчиками ДС-506 (Д-432А) |
Разработана ГП Центроргтруд Росавтодора |
|
|
КТП-5.05-2002 |
Взамен КТ-6.13.89 |
1. Область и эффективность применения карты
1.1. Карта предназначена для рациональной организации труда рабочих на нарезке температурных швов в затвердевшем цементобетонном покрытии двумя нарезчиками ДС-506 (Д-432А) с режущими дисками типа К-24 СТЗБ и применением передвижной электростанции, при ширине бетонируемой полосы 7,5 м и в глубине прорезки швов 50¸60 мм.
1.2. Показатели производительности труда:
|
Наименование показателей |
Единица измерения |
Величина показателей |
||
|
по ЕНиР |
по карте |
|||
|
1. |
Выработка на 1 чел.-день |
м2 |
20,4 |
21,1 |
|
2. |
Затраты труда на 100 м2 покрытия |
чел.-час |
39,2 |
38,0 |
Примечание: В затраты труда по карте включено время на подготовительно-заключительные работы - 5 % и отдых - 10 %.
Подвозка воды и перемещение электростанции и цистерн с водой с одного участка на другой в нормах не предусмотрены и оплачиваются отдельно. Снижение затрат труда и повышение выработки до 4 % достигается за счет рационального использования рабочего времени по составу работ.
2. Подготовка и условия выполнения процессов
2.1. До начала работы должны быть демонтированы рельс-формы. Нарезку швов производят после набора бетоном прочности 80 - 90 кг/м2 (через 6 - 30 часов после укладки бетона в зависимости от температуры воздуха).
2.2. Нарезчик швов снабжается электрокабелем длиной не менее 60 м, водяным шлангом такой же длины и цистерной с водой емкость 1,5 - 2,0 м3.
2.3. Для работы нарезчика направляющие рельсы должны быть установлены строго по метке, нанесенной на бетонное покрытие (основание).
2.4. Перед нарезкой проверяют герметичность и надежность крепления патрубков, водяных шлангов, исправность ременных и цепных передач.
2.5. Режущие диски должны быть установлены строго перпендикулярно поверхности бетонного покрытия (основания) и параллельно боковой поверхности рельса (за счет установки самой машины и регулировки перпендикулярности шпинделя диска). Нарезка швов расширения производится тремя режущими дисками, установленными на одном валу.
2.6. Работы следует производить в соответствии с требованиями СНиП 3.06.03-85.
2.7. Все работы должны производиться в соответствии с «Правилами охраны труда при строительстве, ремонте и содержании автомобильных дорог» (М., Союздорнии, 1993 г.), а также «Правилами техники безопасности рабочих в строительстве» СНиП III-4-80, СНиП 12-03-2001.
3. Исполнители, предметы и орудия труда
3.1. Исполнители.
1. Машинист нарезчика 5 разряд (М1, М2) 2
2. Машинисты электростанции 5 разряд (М3) 1
3. Дорожный рабочий 2 разряд (Д1) 1
3.2. Машины, оборудование, инструменты, приспособления, инвентарь.
|
Наименование |
Кол-во |
|
|
1 |
2 |
3 |
|
1. |
Деревянные упоры |
20 |
|
2. |
Нарезчик швов ДС-506 (Д-432А) |
2 |
|
3. |
Передвижная электростанция мощностью 40 кВт |
1 |
|
4. |
Направляющие рельсы |
20 пог. м |
|
5. |
Кабель КРТП 4´25 |
120 м |
|
6. |
Шланг водяной |
120 м |
|
7. |
Цистерна емкостью 1,5 - 2 м |
2 |
|
8. |
Шаблон для разметки швов |
4 |
|
9. |
Лопата строительная подборочная |
2 |
|
10. |
Рулетка стальная ПС-20 |
2 |
|
11. |
Метла |
2 |
3.3. Спецодежда и спецобувь.
Машинист электростанции передвижной
1. Комбинезон х/б 1
2. Рукавицы комбинированные 1 пара
3. Галоши резиновые Деж.
4. Перчатки резиновые Деж.
Машинист нарезчика швов
1. Комбинезон х/б 2
2. Рукавицы комбинированные 2 пары
3. Ботинки кожаные 2 пары
Дорожный рабочий
1. Костюм х/б 1
2. Ботинки кожаные 1 пара
3. Рукавицы комбинированные 1 пара
4. Жилет сигнальный 1
3.4. Расход материалов на нарезку 100 м шва:
Алмазные диски типа К-24, типа СТЗБ 1 шт
Вода 4,4 м3
Липкая полиэтиленовая лента шириной 8 - 10 см 55 м
Мел кусковой 1 кг
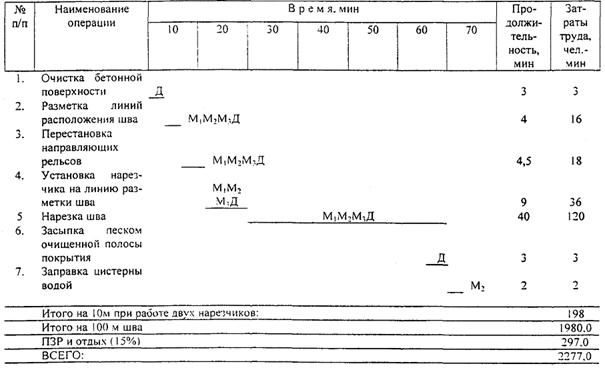
4. Технология процессов и организация труда
4.1. Работы по нарезке швов выполняются в следующей технологической последовательности:
- очистка полосы покрытия от песка (при защите поверхности на период твердения);
- разметка линий расположения шва;
- перестановка направляющих рельсов;
- установка нарезчика на линию разметки шва;
- нарезка шва;
- засыпка песком очищенной полосы покрытия;
- заправка цистерны водой.
4.2. Графики трудового процесса
4.3. Электродвигатель нарезчика включают по окончании подготовки машин и установки направляющего рельса. Вращающиеся диски при помощи рычага постепенно заглубляют в покрытие (основание) до нужной отметки и закрепляют рычаг заглубления.
4.4. В процессе работы нарезчик движется самостоятельно по направляющему рельсу. Машинист следит за направлением резания, контролируя его по указателю продольной симметрии.
4.5. Заглубление дисков контролируют по сегменту заглубления диска и промером мерным шаблоном.
4.6. Нарезку швов производят с одновременным охлаждением дисков водой.
4.7. При нарезке должна обеспечиваться тщательная промывка швов водой, что облегчает работу по очистке швов перед заполнением их мастикой.
4.8. Машинист электростанции следит за бесперебойным питанием нарезчика электроэнергией и состоянием электрокабеля, располагая передвижную электростанцию в сцепе с емкостью для воды так, чтобы число передвижений по участку было минимально.
4.9. После окончания нарезки швов рабочий орган поднимают в транспортное положение, разворачивают нарезчик по направлению к следующему шву и при помощи рычага перемещают его по покрытию (основанию) к месту нарезки шва. Затем приводят машину в рабочее положение и цикл повторяется.
4.10. Организация рабочего места
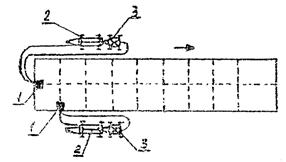
1 - нарезчик ДС 506 (Д-432А); 2 - передвижная электростанция; 3 - емкость для воды.
Стрелкой указано направление фронта работ.
5. Приемы труда
|
Наименование операций |
Характеристика приемов труда |
|
|
1 |
2 |
3 |
|
1. |
Очистка бетонной поверхности |
Д производит очистку поверхности бетона в местах нарезки швов совковой лопатой и метлой. |
|
2. |
Разметка линий расположения шва |
М1, М2, М3 и Д с помощью шаблона или рулетки намечают места расположения швов, а затем на бетоне прочеркивают мелом по рейке (или отбивают шнуром) запроектированные линии шва. |
|
3. |
Перестановка направляющих рельсов |
По окончании нарезки шва от кромки покрытия до оси М1, М2 снимают первую секцию направляющего рельса и переносят к месту продолжения нарезки шва. Укладывают его так, чтобы линия нарезки совпала с разметкой. По окончании нарезки второй половины предыдущего шва (от оси к кромке) М1, М2, М3 и Д вручную с помощью рычага снимают нарезчик с рельса и устанавливают его на бетонное покрытие. М1, М2 переносят вторую секцию рельса к последующему шву и соединяют ее с первой секцией в паз. М3, Д переносят деревянные упоры и подкладывают их под свешивающуюся часть рельса (при нарезке поперечного шва). |
|
4. |
Перемещение и установка нарезчика на линию разметки шва |
При помощи рычага М1, М2, М3 и Д перемещают нарезчик на ходовых катках на покрытие и вручную устанавливают машину так, чтобы в желоб направляющего катка вошла полка уголка направляющего рельса. Затем М1, М2 проверяют правильность установки рельса и прохождения алмазных дисков, а после включения электростанции заводят двигатель нарезчика швов. |
|
5. |
Нарезка швов и обслуживание электростанции |
Нарезка шва начинается с одновременным заглублением алмазных дисков и охлаждением их водой. Заглубление дисков в бетон осуществляется поворотом кронштейнов привода шпинделя вокруг промежуточной оси. Поворот производится рычагом, соединенным с кронштейном через пружинное устройство. Одновременно с перемещением механизмов, в процессе работы производится подтаскивание водяного шланга и электрокабеля. М3, Д следит за бесперебойным питанием нарезчика электроэнергией. При нарезке шва М1, М2 должен следить за достаточной и равномерной подачей воды на диски, прямолинейностью нарезаемого шва, глубиной нарезки шва. |
|
6. |
Засыпка очищенной поверхности песком |
Д - производит засыпку очищенной поверхности песком. |
|
7. |
Заправка цистерны водой |
М2 производит заправку цистерны нарезчика швов водой. |