МИНИСТЕРСТВО ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
УТВЕРЖДЕНО
Приказом
Министерства энергетики
Российской Федерации
от 30.06.2003 г. № 274
ИНСТРУКЦИЯ
ПО ПРОДЛЕНИЮ СРОКА ЭКСПЛУАТАЦИИ
ПАРОВЫХ ТУРБИН
СВЕРХ ПАРКОВОГО РЕСУРСА
Настоящая Инструкция (СО 153-34.17.440-2003) распространяется на паровые турбины, эксплуатирующиеся при температуре пара 450 °С и выше, и определяет порядок проведения работ при продлении срока их эксплуатации сверх паркового ресурса.
Термины и определения, применяемые в настоящей Инструкции, приведены в приложении А.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция определяет необходимые работы, их объем и последовательность, требуемые при оценке индивидуального ресурса основных элементов паровых турбин и продлении срока их эксплуатации сверх паркового ресурса, методы неразрушающего контроля и критерии надежности, общие требования к расчетной оценке остаточного ресурса этих элементов, ремонтные и режимные мероприятия по обеспечению надежной эксплуатации турбин по исчерпании индивидуального ресурса или при выявлении недопустимых дефектов в металле.
1.2. К основным элементам турбин, определяющим их ресурс, относятся цельнокованые роторы высокого и среднего давления и корпусные детали, работающие в цилиндрах с температурой пара на входе 450 °С и выше, при которой в металле протекают необратимые (без применения специальных ремонтных операций) изменения структуры и свойств и происходит накопление повреждений от ползучести и малоцикловой усталости.
1.3. При решении вопроса о продлении срока эксплуатации турбины сверх паркового ресурса выполняется следующий комплекс исследований:
1) анализ технической документации ТЭС по режимам эксплуатации турбины, повреждениям, заменам и восстановительным ремонтам основных элементов, результатам контроля металла основных элементов в течение всего срока их эксплуатации;
2) неразрушающий контроль металла основных элементов для выявления дефектов и экспериментальной оценки накопленной поврежденности;
3) исследование структуры и свойств металла основных элементов;
4) расчетная оценка напряженного состояния и остаточного ресурса роторов и корпусных деталей с учетом фактических данных о свойствах металла и режимах эксплуатации турбины.
Дополнительно рекомендуется проводить анализ документации завода-изготовителя турбины о свойствах металла элементов в исходном состоянии и индивидуальных особенностях их изготовления с учетом возможности отступления от требований проектной документации.
1.4. При положительных результатах всех перечисленных в п. 1.3 настоящей Инструкции исследований, на основании заключений экспертных организаций, аккредитованных в установленном порядке, и с учетом мнения завода-изготовителя организация-владелец оборудования принимает решение о продлении срока эксплуатации турбины сверх паркового ресурса. Очередной комплекс исследований в объеме настоящей Инструкции проводится по исчерпании назначенного расчетного ресурса. В пределах этого срока контроль металла турбин проводится в соответствии с нормативными документами.
В случае, если расчетный ресурс основных элементов оказывается исчерпанным, а неразрушающий контроль металла и исследование его структуры и свойств дали положительные результаты, турбина может эксплуатироваться с уменьшенными интервалами между обследованиями и дополнительным (если требуется) объемом контроля металла на срок, подтвержденный расчетными оценками времени живучести детали с дефектами.
По исчерпании индивидуального ресурса основных элементов (исчерпании расчетного ресурса при отрицательных результатах неразрушающего контроля и (или) исследования структуры и свойств металла) или при выявлении недопустимых дефектов в металле в пределах расчетного ресурса дальнейшая эксплуатация возможна при проведении восстановительных ремонтных и (или) режимных мероприятий, описанных в разделе 5 настоящей Инструкции.
1.5. В настоящей Инструкции описаны только те работы, которые непосредственно связаны с продлением ресурса основных элементов турбин. Остальные работы, связанные с контролем за состоянием роторов и корпусных деталей, выполняемые в период ремонтов турбин, регламентируются действующими техническими документами.
2. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
2.1. Цельнокованые роторы высокого и среднего давления
2.1.1. Высоконагруженными зонами цельнокованых роторов, в которых образование эксплуатационных трещин наиболее вероятно, являются:
- осевой канал;
- обода дисков первых двух наиболее высокотемпературных ступеней;
- галтели дисков первых двух наиболее высокотемпературных ступеней;
- разгрузочные отверстия дисков первых двух наиболее высокотемпературных ступеней;
- тепловые канавки концевых, диафрагменных и промежуточных уплотнений, расположенных в зоне ротора с температурой металла выше 400 °С.
2.1.2. Контроль металла в районе осевого канала включает:
- визуальный осмотр поверхности канала, зачищенной от окалины, для оценки качества зачистки поверхности, выявления уступов, технологических выборок, рисок, коррозионных повреждений и других видимых дефектов поверхности (порядок проведения визуального осмотра поверхности осевого канала приведен в приложении Б);
- магнитопорошковую дефектоскопию (порядок проведения магнитопорошковой дефектоскопия поверхности осевого канала ротора приведен в приложении В) или вихретоковый контроль (в приложении Г приведены методические рекомендации по вихретоковому контролю поверхности осевого канала цельнокованого ротора), или ультразвуковой контроль (в приложении Д приведены методические рекомендации по ультразвуковому контролю цельнокованых роторов паровых турбин со стороны осевого канала), контроль поверхностными волнами для выявления поверхностных эксплуатационных или металлургических дефектов;
- ультразвуковой контроль объемными волнами для выявления скрытых дефектов различной ориентации в объеме поковки ротора (в приложении Д приведены методические рекомендации по ультразвуковому контролю цельнокованых роторов паровых турбин со стороны осевого канала).
Примечание - В том случае, если ультразвуковой контроль ротора проводился после 100 тыс. ч эксплуатации и недопустимых дефектов при этом выявлено не было, повторный контроль ротора этим методом по исчерпании паркового ресурса допускается не проводить;
- (факультативно) измерение остаточной деформации ползучести для оценки величины накопленной поврежденности в металле (в приложении Е приведены методические рекомендации по измерению остаточной деформации ползучести ротора со стороны осевого канала).
Примечание - Данный метод не применяется для контроля роторов производства НПО “ТУРБОАТОМ”, роторов с уступами или выборками на поверхности осевого канала, препятствующими проведению измерения накопленной деформации ползучести.
2.1.3. Последовательность проведения операций по контролю ротора со стороны осевого канала следующая:
- ротор устанавливается на козлах в доступном для контроля месте на высоте, удобной для визуального осмотра канала (1,0 - 1,5 м) со свободным доступом к обоим концам (4 - 5 м с каждого конца);
- снимается автомат безопасности и удаляются пробки, закрывающие с двух сторон осевой канал.
Примечание - При невозможности удаления пробок их высверливают;
- из осевого канала удаляются частицы металла, стружка, масло и пр. Поверхность канала протирают ветошью, обдувают сжатым воздухом, обезжиривают ацетоном или другим растворителем;
- проводится предварительный визуальный осмотр поверхности для выявления уступов, выборок и пр.;
- проводится измерение остаточной деформации ползучести (где эта операция запланирована);
- с помощью хонинговальной головки производятся удаление окалины и обработка поверхности до шероховатости Rz = 10 мкм по действующим нормативным документам, обдувка ее сжатым воздухом и обезжиривание ацетоном или другим растворителем;
- проводится визуальный осмотр поверхности для оценки ее качества и выявления видимых дефектов;
- осуществляется контроль для выявления поверхностных дефектов методами магнитопорошковой, или вихретоковой, или ультразвуковой дефектоскопии поверхностными волнами;
- при необходимости производится фотографирование выявленных дефектов (в приложении Ж приведен порядок фотографирования дефектов на поверхности осевого канала ротора);
- проводится ультразвуковой контроль металла ротора для выявления скрытых дефектов в объеме поковки;
- для получения исходных данных для последующих замеров проводится повторное измерение диаметра канала по методике, описанной в приложении Е.
2.1.4. Контроль ободов дисков проводится с разлопачиванием одного пакета с замковой лопаткой каждого замкового соединения первых двух ступеней с последующим контролем металла в зонах концентрации напряжений методами магнитопорошковой или вихретоковой, или цветной дефектоскопии.
Контроль ободов дисков с Т-образным пазом под хвостовики лопаток допускается проводить методом ультразвуковой дефектоскопии без разлопачивания (в приложении И приведены методические рекомендации по ультразвуковому контролю Т-образных лопаточных пазов ободов дисков без разлопачивания).
Допускается не производить разлопачивание грибовидных ободов при зазоре между буртом диска и нижней кромкой хвостовика, не превышающем 0,2 мм, и равномерном его распределении по всей окружности обода. При появлении зазоров, превышающих это значение по всей окружности или в локально ограниченных зонах, вопрос о необходимости разлопачивания обода согласовывается с заводом-изготовителем турбины.
2.1.5. Контроль галтелей дисков и тепловых канавок (где они имеются) проводится методами магнитопорошковой, или цветной, или ультразвуковой (в приложении К при ведены методические рекомендации по ультразвуковому контролю цельнокованых роторов паровых турбин на наличие поперечных трещин на наружной поверхности), или вихретоковой дефектоскопии (в приложении Л приведены методические рекомендации по вихретоковому контролю тепловых канавок и радиусных переходов на наружной поверхности роторов). Вихретоковый контроль допускается проводить по незачищенной от окалины поверхности металла.
2.2. Литые корпусные детали
2.2.1. Контроль поверхности корпусных деталей турбин осуществляется в соответствии с формулярами контроля сплошности. В случае отсутствия формуляров контролю подвергаются все радиусные переходы на наружной поверхности и доступные радиусные переходы на внутренней поверхности.
Наиболее вероятными местами появления трещин являются:
- паровпускные и пароотводящие патрубки;
- радиусные переходы на наружной и внутренней поверхностях клапанов;
- кольцевая (для верха и низа цилиндра) зона перед сопловыми коробками;
- кольцевая (для верха и низа цилиндра) зона под сопловыми коробками;
- углы расточек под диафрагмы и обоймы;
- поверхность фланцевого разъема и шпилечных отверстий;
- улитки паровпуска и выхлопа цилиндров;
- дренажные отверстия и зоны патрубков отбора;
- патрубки подвода пара к концевым уплотнениям ротора.
2.2.2. Контроль металла корпусной детали включает:
- визуальный осмотр поверхности, зачищенной от окалины;
- магнитопорошковый или вихретоковый контроль (в приложении М приведены дефектоскопические методы контроля корпусов турбин в процессе эксплуатации); при наличии ремонтных заварок - травление;
- ультразвуковой контроль объемными волнами для определения толщины стенки детали и выявления объемных металлургических дефектов в зоне обнаруженных трещин;
- измерение глубины обнаруженных трещин различными методами (в приложении Н приведен порядок измерения глубины трещин в корпусах турбин).
2.2.3. Результаты контроля оформляются в виде формуляра детали, на котором условным цветом отмечаются места расположения дефектов, обнаруженных при каждом капитальном ремонте. Одновременно указываются год осмотра, исходные размеры дефекта, размеры выборки, принятое решение по ремонту (выбран, подварен, закернен, засверлен и т.д.) и толщина стенки в трещиноватой зоне.
3. ИССЛЕДОВАНИЕ СТРУКТУРЫ И СВОЙСТВ СТАЛИ
3.1. Цельнокованые роторы высокого и среднего давления
3.1.1. Для оценки степени структурных превращений, прошедших в металле ротора в процессе его эксплуатации, а также для выбора необходимых для определения расчетного ресурса ротора комплекса служебных свойств стали проводятся исследование структуры и измерение твердости металла наиболее высокотемпературной зоны ротора - обода или полотна диска первой по ходу пара ступени (в приложении П приведен порядок исследования микроструктуры и твердости металла роторов). Для сравнительного анализа аналогичные исследования проводятся на металле наиболее низкотемпературной цельнокованой части ротора в аналогичных зонах.
3.1.2. При решении вопроса о допуске в эксплуатацию ротора, содержащего дефекты или выработавшего свой индивидуальный ресурс, количество исследуемых зон и объем исследования структуры и свойств металла могут быть увеличены по согласованию с экспертной организацией, аккредитованной в установленном порядке.
3.2. Литые корпусные детали
3.2.1. Исследование структуры и свойств металла корпусов проводится преимущественно на вырезанных механическим способом образцах из наиболее высокотемпературных зон корпуса по специальным эскизам экспертной организации для оценки основных механических характеристик, определяющих надежность детали и позволяющих прогнозировать ее ресурс. Вырезка детали не должна снижать ресурс детали.
3.2.2. Дополнительно к вырезкам по эскизам рекомендуется производить отбор спилов в местах образования трещин, В связи с неоднородностью литой детали минимальное поперечное сечение спила не должно быть меньше 20 мм. В связи с малыми размерами пробы результатами могут быть оценочные значения величин, полученные на малых единичных образцах, или с помощью корреляционных соотношений путем анализа структуры, твердости, кратковременных механических свойств и химического состава. Целью исследования являются определение или приближенная оценка следующих механических характеристик и параметров микроструктуры:
- механические свойства на растяжение (1 - 2 образца);
- доля вязкой составляющей в изломах образцов при ударных испытаниях (1 - 2 образца);
- критическое раскрытие при рабочей температуре (1 - 2 образца);
- твердость при комнатной и рабочей температуре;
- сведения о структурных составляющих, состоянии карбидной фазы, размере зерна, наличии пор ползучести;
- характеристики длительной прочности (1 - 2 образца);
- характеристики циклической и статической трещиностойкости (1 - 2 образца).
Указанные характеристики допускается определять с помощью экспресс-методов.
В приложении Р приведен порядок исследования структуры и свойств металла литых корпусных деталей турбин и описаны методические подходы к отбору образцов для исследования.
3.2.3. При решении вопроса о допуске в эксплуатацию детали, на которой оставлены трещины или имеются глубокие (более 70 % толщины стенки) ремонтные подварки, количество исследуемых зон и объем исследования структуры и свойств металла могут быть увеличены по согласованию с экспертной организацией, аккредитованной в установленном порядке.
4. ОПРЕДЕЛЕНИЕ
ОСТАТОЧНОГО РЕСУРСА РОТОРОВ И КОРПУСНЫХ
ДЕТАЛЕЙ ТУРБИН
4.1. Общие положения
Остаточный ресурс роторов и корпусных деталей турбин определяется путем расчетных оценок (в приложении С приведены порядок определения расчетного ресурса и оценка живучести роторов и корпусных деталей турбин) с учетом:
- особенностей режимов эксплуатации данного турбоагрегата;
- уровня служебных характеристик материала;
- данных о фактической повреждаемости рассматриваемого объекта и аналогичных деталей по парку турбин;
- результатов оценки степени выработки ресурса экспериментальными методами (приложения Е, Т).
4.2. Цельнокованые роторы
4.2.1. Предельным состоянием для роторов является появление в нем макротрещины, размеры которой превышают нормы пп. 6.1.2.5 и 6.1.2.6 настоящей Инструкции, после чего эксплуатация ротора без выполнения специальных мероприятий по восстановлению надежности недопустима.
4.2.2. Для определения остаточного ресурса ротора производится оценка его накопленной поврежденности и расчетного ресурса (по стадии зарождения трещины) в соответствии с приложением Т. Величина расчетного остаточного ресурса представляет собой разность между расчетным ресурсом и наработкой детали на момент проведения работ по продлению срока службы.
Расчетная оценка времени живучести не включается в расчетный ресурс ротора, а служит для обоснованного выбора максимальных интервалов между осмотрами (и, если требуется, ремонтами) ротора, отработавшего индивидуальный расчетный ресурс, или ротора, не отработавшего этот ресурс, но содержащего дефекты, превышающие нормы пп. 6.1.2.5 и 6.1.2.6 настоящей Инструкции.
4.2.3. Для роторов, число пусков которых не превышает 300 и эксплуатация турбины проводилась в соответствии с требованиями эксплуатационной инструкции, допускается проводить экспериментальную оценку накопленной поврежденности в металле методом измерения остаточной деформации ползучести в соответствии с приложением Е (с учетом ограничений данного метода, изложенных в п. 2.1.2 настоящей Инструкции) или расчетным путем в соответствии с приложением С без учета накопленной циклической поврежденности.
4.2.4. По исчерпании расчетного ресурса, но при положительных результатах контроля металла, допускается продление срока эксплуатации ротора до очередного осмотра на период, определенный временем живучести, рассчитанным в соответствии с приложением С. Если при назначенном и последующих осмотрах результаты контроля металла вновь окажутся положительными, допускается повторное (многократное) продление его срока эксплуатации на тот же период без дополнительных ограничений режимов эксплуатации турбин.
4.2.5. При обнаружении в роторе дефектов, превышающих нормы пп. 6.1.2.5 и 6.1.2.6 настоящей Инструкции, но меньших, чем размеры недопустимых дефектов, рассчитанных в соответствии с приложением С, возможна его дальнейшая эксплуатация до очередного контроля в течение срока, определенного временем живучести, рассчитанного с учетом размеров выявленных дефектов, температурно - напряженного состояния металла в зоне расположения дефектов и свойств металла ротора. Роторы, содержащие такие дефекты, должны контролироваться по специальной программе и находиться под наблюдением экспертной организации.
4.2.6. В том случае, если в роторе обнаружены недопустимые дефекты, рассчитанные в соответствии с приложением С, его дальнейшая эксплуатация без осуществления ремонтных и (или) эксплуатационных мероприятий, изложенных в разделе 5 настоящей Инструкции, не разрешается.
Трещины любых размеров, возникшие в период эксплуатации ротора, недопустимы.
4.2.7. При снижении свойств материала ротора ниже допустимого уровня (см. пп. 6.1.2.7 и 6.1.2.8 настоящей Инструкции) или накоплении остаточной деформации ползучести выше предельного уровня (см. п. 6.1.2.2 настоящей Инструкции) возможность его ограниченной эксплуатации определяет экспертная организация.
4.3. Корпусные детали
4.3.1. Предельным состоянием для корпусных деталей турбин является появление в них трещин определенной глубины, ограничивающих их надежную эксплуатацию в течение межремонтного периода. Эксплуатация таких деталей без выполнения специальных мероприятий по восстановлению надежности недопустима.
4.3.2. Расчетный ресурс корпусов включает значения на работки, рассчитанные по стадиям зарождения и развития трещины согласно приложению С. Остаточный расчетный ресурс кованого корпуса определяется как разность между расчетным ресурсом и наработкой корпуса на момент проведения работ по продлению его срока службы, а литого - как время его живучести.
4.3.3. При обнаружении в корпусе трещин его подвергают ремонту. Решение о возможности эксплуатации корпуса с трещинами без ремонта (в частности, с трещинами в недоступных для ремонта зонах), а также о методах, объеме и периодичности контроля такого корпуса принимается на основании заключения экспертной организации, аккредитованной в установленном порядке.
4.3.4. Для корпусных деталей турбин, в которых обнаружены трещины, глубиной превышающие 15 % толщины стенки, кроме расчетных оценок остаточного ресурса проводится определение их допускаемого времени живучести по фактической скорости роста трещины в соответствии с приложением Т. Решение о продлении срока эксплуатации таких деталей принимается на основании заключения экспертной организации с учетом результатов оценок остаточного ресурса по двум подходам (приложения С, Т).
5.
ТЕХНОЛОГИЧЕСКИЕ, КОНСТРУКТИВНЫЕ И РЕЖИМНЫЕ МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ
ЭКСПЛУАТАЦИОННОЙ
НАДЕЖНОСТИ РОТОРОВ И КОРПУСНЫХ ДЕТАЛЕЙ ТУРБИН
5.1. Общие положения
5.1.1. Технологические, конструктивные и режимные мероприятия по повышению эксплуатационной надежности основных элементов турбин проводятся при исчерпании этими элементами своего индивидуального ресурса или выявлении в них недопустимых дефектов при невозможности или нецелесообразности их немедленной замены.
5.1.2. Технологические, конструктивные и режимные мероприятия включают:
- изменение режима эксплуатации турбины с целью снижения темпа накопления поврежденности в металле;
- изменение конструкции детали с целью снижения уровня максимальных напряжений в детали при стационарных и переменных режимах работы турбины при последующей эксплуатации;
- ремонт поврежденных элементов турбин;
- изменение тепловой схемы турбины и организация подвода пара для нагрева (охлаждения) цилиндров с целью снижения эксплуатационных напряжений или температур для уменьшения темпа накопления повреждений;
- дополнительный контроль температурного состояния и деформаций поврежденных деталей, оставляемых в эксплуатации с неудаленными дефектами.
5.1.3. Выбор конкретных технологических или режимных мероприятий, а также установление допустимого срока эксплуатации турбины после реализации выбранных мероприятий осуществляются по согласованию с экспертной организацией.
5.2. Изменение режима эксплуатации турбины
5.2.1. Понижение температуры свежего пара и пара промперегрева на номинальном режиме работы турбины.
Рекомендуемое значение понижения температуры пара 20 °С для турбин с промперегревом и 10 °С для турбин без промперегрева. Снижение номинальной температуры пара целесообразно проводить только перед тем цилиндром, детали которого находятся в критическом состоянии.
Примечание - Понижение температуры пара должно выполняться с учетом возможного изменения условий эксплуатации деталей проточной части, работающих в зоне фазового перехода и во влажном паре турбин без ущерба их надежности.
5.2.2. Ограничение числа переменных режимов.
Турбина не должна участвовать в регулировании нагрузки энергосистемы, останавливаясь лишь для ремонта и в аварийных случаях,
5.2.3. Изменение режимов останова и расхолаживания турбины.
5.2.3.1. Снижение нагрузки турбогенератора перед остановом следует проводить на скользящем давлении (на тех блоках, которые допускают скользящее давление). Если разгрузка блока осуществляется при постоянном давлении свежего пара, то скорость снижения нагрузки должна быть в 2 раза меньше, чем указано в соответствующих эксплуатационных инструкциях.
5.2.3.2. Следует отказаться от парового расхолаживания турбины перед выводом ее в ремонт и перейти на воздушное расхолаживание, при котором перепады температур в деталях меньше, чем при паровом.
5.2.4. Снижение скорости изменения нагрузки при разгрузках турбогенератора в пределах регулировочного диапазона.
Изменение нагрузки в регулировочном диапазоне следует производить на скользящем давлении, если котел допускает такой режим. Если изменение нагрузки осуществляется при постоянном давлении пара, то скорость ее изменения должна быть в 2 раза меньше, чем указано в соответствующих инструкциях.
5.2.5. Щадящие пусковые режимы.
5.2.5.1. Скорость роста температуры свежего и вторично перегретого пара в процессе нагружения турбогенератора после включения в сеть, так же как и скорость роста нагрузки не должна превышать 0,7 от значений, указанных в инструкциях по пуску энергоблока и в инструкциях по эксплуатации.
5.2.5.2. Исключить подачу пара в турбину при недостаточно прогретых паропроводах, перепускных трубах и корпусах стопорных клапанов - главный источник высоких растягивающих температурных напряжений в деталях при пусках из горячего и неостывшего состояния.
5.2.5.3. Обеспечить взятие минимально возможной нагрузки после включения турбогенератора в сеть при пусках турбины из холодного состояния. Целесообразно для этой цели использовать частичное прикрытие ПСБУ после включения турбогенератора в сеть.
5.2.5.4. Не применять при пусках блоков СКД специальный этап перехода на номинальное давление. Вести начальный этап нагружения при неизменном положении частично открытых регулирующих клапанов ЦВД, как это рекомендуется типовыми инструкциями.
5.2.6. Качество ведения переходных режимов.
Обязательным условием является по температуры пара перед цилиндрами турбины в пределах ± 20 °С от инструктивного графика-задания, а также строгое соблюдение графика нагружения турбогенератора, особенно на начальной стадии после включения в сеть. Наилучшим решением является автоматизация пусковых процессов, обеспечивающая выполнение этих требований.
5.3. Изменения конструкции турбины
5.3.1. Снижение концентрации температурных напряжений на поверхности роторов.
При пусках и остановах турбины максимальные температурные напряжения и, следовательно, наибольший темп накопления повреждений от малоцикловой усталости будут реализовываться в поверхностном слое металла в донной части тепловых канавок концевых, диафрагменных и промежуточных уплотнений, температура металла в которых превышает 400 °С. С целью снижения концентрации напряжений рекомендуется осуществлять изменение формы этих канавок. Снижение концентрации напряжений в тепловых канавках достигается в первую очередь увеличением радиуса кривизны донышка канавки, выполняемым одновременно с некоторым увеличением ее глубины. Увеличение ради уса кривизны ограничено возможностями расширения канавки в реальной конструкции и может производиться двумя путями: без потери эффективности соседнего гребня уплотнения (вариант А) и с потерей ее (вариант Б), Вариант А позволяет снизить уровень температурных напряжений на поверхности ротора в 1,3-1,5 раза без снижения экономичности турбоустановки, вариант Б - в 1,5-1,75 раза - с не значительным снижением экономичности (менее 0,015 % на турбоустановку). Это позволяет увеличить число циклов до появления трещин в 3 и 5 раз, соответственно.
Подобная операция может быть проведена в условиях электростанции в период и сроки капитального ремонта турбины. При невозможности выполнения этой операции на ТЭС, она может быть реализована в ремонтных организациях, располагающих необходимым оборудованием, или на заводе-изготовителе турбины. Операцию необходимо проводить с привлечением экспертной организации.
5.3.2. Повышение надежности ободов дисков первых ступеней РВД и РСД турбин производства АО “Турбоатом”.
Для повышения надежности и долговечности замкового соединения на дисках первых ступеней РВД и РСД турбин К-500-240 и К-300-240 АО “Турбоатом” разработал проект дополнительного крепления замковой и предзамковых лопаток. При модернизации замковая лопатка крепится четырьмя штифтами вместо двух, как это предусмотрено проектом, и, кроме этого, для уменьшения нагрузки от предзамковых лопаток на диск введено крепление штифтом предзамковых лопаток к соседним. Такое же штифтовое соединение десяти соседних лопаток с каждой стороны от замковой выполнено с меньшим диаметром штифта. Модернизация крепления замковой группы снижает напряжения в ободе диска и обеспечивает существенное увеличение ресурса.
5.3.3. Повышение надежности соединения роторов высокого и среднего давления.
С целью разгрузки призонных болтов полумуфт РВД-РСД рекомендуется увеличить долю крутящего момента, передаваемого трением на торцевых поверхностях полумуфт этих турбин.
Для этой цели разработана олигомеросодержащая паста с электрокорундом, позволяющая увеличить трение более, чем в 2 раза. Паста наносится на поверхности полумуфт в соответствии с действующей нормативной документацией.
5.3.4. Экранирование внутренних поверхностей корпусов турбин.
Экранирование внутренней поверхности одностенных корпусов цилиндров в зоне камер с наиболее высокой интенсивностью теплообмена позволяет резко снизить уровень напряжений при эксплуатационных отклонениях параметров пара и практически увеличить ресурс корпуса.
5.3.5. Разделка кольцевого паза на внутренней поверхности корпусов ЦВД турбин К-200-130 ЛМЗ.
Для снижения концентрации напряжений в зоне кольцевого паза под направляющий козырек за регулирующей ступенью могут быть выполнены изменения конструкции и способа крепления в корпусе цилиндра направляющего козырька, аналогичные принятым заводом-изготовителем в последних образцах ЦВД. Это изменение способа крепления козырька позволяет выполнить разделку кольцевого паза, снижающую концентрацию напряжений в этой зоне.
5.3.6. Предупреждение пропаривания корпуса при выходе трещины в шпилечное отверстие.
Проводится усиление донной части шпилечного колодца с помощью укрепляющей шайбы, которая вваривается в дно шпилечного отверстия. Высота (толщина) шайбы зависит от числа витков резьбы, затронутых образовавшейся трещиной, и может достигать 40 мм по условиям предельного укорочения рабочей длины шпильки.
5.3.7. Улучшение тепловой изоляции корпусов цилиндров, клапанов и паропроводов.
Наибольшие напряжения, возникающие в деталях паровпуска на начальных этапах пусков из горячего и неостывшего состояний, связаны с различием исходных тепловых состояний главных паропроводов, корпусов клапанов, пароперепускных труб и цилиндров турбины. Особенно высокие напряжения возникают при быстром остывании паропроводов вторично-перегретого пара и перепускных труб высокого и среднего давления, так как на большинстве блоков нет эффективных способов их прогрева.
В высокой скорости остывания этих элементов решающую роль играет низкое качество и несовершенство конструкции известково-кремнеземистой изоляции. Эти недостатки устраняются применением двухслойной комбинированной изоляции, в которой вместо второго слоя сегментов используются минеральные маты, уменьшающие влияние от крытых швов и позволяющие сблизить характеристики остывания паропроводов и цилиндров, что особенно важно для турбин, исчерпавших расчетный ресурс и требующих щадящего режима эксплуатации.
5.4. Ремонт поврежденных элементов
5.4.1. Удаление поврежденного поверхностного слоя.
5.4.1.1. Накопление повреждений от ползучести и мало цикловой усталости локализовано в приповерхностном слое. Повреждения, связанные с переменными режимами, практически полностью локализованы в слое толщиной до 100 мкм, а связанные с ползучестью - в значительной степени в подповерхностном слое на глубине от 100 до 2000 мкм. Ресурс цельнокованых роторов и корпусных деталей турбин на стадии зарождения трещин может быть существенно увеличен периодическим удалением поврежденного поверхностного слоя. Наибольший эффект эта операция может дать при проведении работ по увеличению ресурса роторов.
5.4.1.2. В цельнокованых роторах по истечении расчетного ресурса целесообразно выполнить операцию по снятию поверхностного слоя на глубину ~ 0,5 мм в следующих зонах с рабочей температурой металла, превышающей 400 °С:
- тепловые канавки концевых, промежуточных и диафрагменных уплотнений;
- галтели дисков;
- поверхность осевого канала.
5.4.1.3. Удаление слоя с наружной поверхности ротора (в тепловых канавках и придисковых галтелях) следует проводить в условиях машиностроительного завода, располагающего необходимым станочным оборудованием, или в условиях электростанции на балансировочном станке маятникового типа с помощью устройства, разработанного предприятием ″Мосэнергоремонт″, в присутствии представителя экспертной организации. Операцию по удалению поверхностного слоя на наружной поверхности ротора целесообразно совместить с операцией по изменению формы тепловых канавок, описанной в п. 5.3.1 настоящей Инструкции.
5.4.1.4. Удаление поврежденного слоя на глубину 0,5 мм с поверхности осевого канала можно производить в условиях электростанции с помощью хонинговальной головки и совместить эту операцию с зачисткой поверхности канала от окалины для проведения ее дефектоскопического контроля.
Более полного восстановления ресурса металла в районе осевого канала можно добиться увеличением толщины удаляемого слоя до 2 мм. Подобная операция может быть выполнена в заводских условиях.
5.4.1.5. При реализации операции по удалению поврежденного поверхностного слоя ресурс ротора будет лимитироваться состоянием металла в зонах, где эта операция не реализуется (обода дисков) и сохранением служебных свойств стали на необходимом для обеспечения надежной эксплуатации ротора уровне.
5.4.2. При выявлении на поверхности осевого канала поверхностных дефектов допускается их выборка расточкой до увеличения диаметра канала на 15 мм. Предпочтительнее производить расточку канала по всей длине ротора на одинаковую глубину. Допускается выполнять локальную (местную) выборку дефекта на указанную глубину с последующим плавным переходом на основной диаметр. При выявлении более глубоких дефектов технология ремонта ротора согласовывается с экспертной организацией.
5.4.3. Ремонт корпусных деталей с дефектами.
5.4.3.1. Удаление дефектов осуществляется любым механическим способом. Не допускаются методы и технологии, приводящие к нагреву металла выше 650 °С. Рекомендуется предварительное определение глубины дефектной зоны.
5.4.3.2. Глубина оставляемых без заварки ремонтных выборок может превышать 15 % толщины стенки в зависимости от зоны корпуса, свойств и структуры его металла, опыта эксплуатации корпусов той же конструкции с аналогичными незаваренными выборками. Решение по этому вопросу с учетом перечисленных факторов принимается по согласованию с экспертной организацией или заводом-изготовителем турбины.
5.4.3.3. Для снижения концентрации напряжений в местах удаления трещины, выборки, оставляемые без заварки, должны скругляться радиусом не менее 10 мм. У выборок глубиной до 15 % толщины стенки уклоны выполнять крутизной не более 30° по отношению к исходной поверхности. При разделке более глубоких выборок уменьшение угла наклона боковых поверхностей выборки нецелесообразно из - за большого объема механической обработки и относительно слабого снижения эксплуатационных напряжений. Для них требуется, чтобы ширина выборки была не менее 30 мм и радиус кривизны дна выборки составлял не менее 15 мм. Если ширину по тем или иным причинам нельзя увеличить, переход от профиля донной части выборки в виде дуги окружности к эллипсной форме с соотношением полуосей эллипса S1/2 позволяет снизить концентрацию напряжений еще на 20 %.
5.4.3.4. Использование аустенитного варианта заварки целесообразно применять при ремонте зон корпусных деталей с рабочей температурой металла не выше 400 °С. Более высокотемпературные зоны рекомендуется ремонтировать специальными перлитными электродами без термической обработки детали в соответствии с принятыми нормативными документами.
5.4.3.5. Технология ремонтной заварки без термической обработки выбирается в зависимости от температуры металла в зоне ремонта, объема выборки и соответствия металла критериям надежности (см. п. 6), При общем объеме отдельной выборки более 1000 см3 или глубине свыше 40 % толщины стенки выбор технологии заварки осуществляется экспертной организацией.
5.4.3.6. В случае образования сквозных трещин, планируемые ремонтные мероприятия рекомендуется согласовывать с экспертной организацией. Эти материалы будут использованы для анализа и организации банка данных.
5.5. Изменение тепловой схемы турбины
5.5.1. Охлаждение роторов среднего давления.
Для отечественных турбин мощностью 300 и 500 МВт разработаны системы охлаждения роторов среднего давления с подводом пара первого отбора в зону переднего концевого уплотнения и под диафрагму второй ступени. достигаемое снижение температуры ротора в зоне думмиса и первых двух ступеней более чем на порядок снижает скорость накопления повреждений от ползучести на поверхности осевого канала и в зоне обода.
5.5.2. Подвод горячего пара к переднему концевому уплотнению ЦСД.
Конструкция роторов среднего давления турбин К-200-130 ЛМЗ и К-300-240 ХТЗ и схема подвода пара к переднему концевому уплотнению определяют высокие термические напряжения на поверхности думмиса этих роторов при пусках из горячего и неостывшего состояний. Эффективным средством снижения этих напряжений более чем в 2 раза является отработанная на блоках 200 МВт подача горячего пара промперегрева от соседних блоков на переднее уплотнение ЦСД для предварительного прогрева ротора перед пуском.
5.5.3. Обогрев фланцев и шпилек ЦВД и ЦСД.
Обогрев фланцевых соединений ЦВД и ЦСД с подачей пара в приваренные к наружной поверхности фланца короба и частично - в обнизку горизонтального разъема не только усложняет схему и эксплуатацию турбины, но и приводит зачастую к появлению высоких напряжений и трещин во фланцах. Поэтому при переходе к эксплуатации турбины за пределами расчетного срока службы важно обратить внимание на тип и состояние системы обогрева и, при необходимости, во время капитального ремонта смонтировать систему обогрева фланцев и шпилек с подводом греющего пара в обнизку.
5.5.4. Изменение схемы дренирования паровпуска ЦВД.
При отключении турбины наблюдается выброс конденсата, скапливающегося в отключенных дренажных линиях паровпуска ЦВД, на внутреннюю поверхность корпуса, а в последующем и появление трещин в стенке вблизи этого дренажа.
Рекомендуется выполнение постоянно действующего дренажа из этой камеры, соединенного с дренажной линией первого отбора. До изменения схемы дренирования рекомендуется при плановых остановах или в случаях, когда есть возможность, предварительно перед отключением турбогенератора открыть дренаж из камеры паровпуска, выполнить такую операцию и сдренировать конденсат, скопившийся в трубке.
Если при капитальном ремонте в корпусе вблизи дренажного отверстия обнаружены трещины, то они удаляются. Если же из-за этого приходится увеличивать диаметр отверстия, то можно, увеличив его до Dу50, использовать для отбора пара на обогрев фланцев этого цилиндра.
5.6.
Рекомендации по дополнительному эксплуатационному
контролю поврежденных или исчерпавших свой расчетный
ресурс корпусных деталей турбин
5.6.1. При приближении срока эксплуатации корпусных деталей турбины к их индивидуальному ресурсу или при необходимости их дальнейшей эксплуатации с неудаленными дефектами для обеспечения требований безопасности и надежности эксплуатации турбины предлагается разработанная ОАО ВТИ система слежения за ростом трещин.
5.6.2. Система слежения за ростом трещины включает непрерывный локальный контроль температуры и давления с наружной стороны детали в зоне возможного пропаривания для раннего оповещения об аварийной ситуации.
6. КРИТЕРИИ ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ МЕТАЛЛА ОСНОВНЫХ ЭЛЕМЕНТОВ ТУРБИН
В настоящем разделе описаны критерии эксплуатационной надежности роторов и корпусных деталей турбин, относящиеся к экспериментальным методам контроля за металлом. Расчетные критерии надежности, относящиеся к определению расчетом допустимого значения накопленной поврежденности, допустимых и критических размеров дефектов, а также запасы прочности по напряжениям и деформациям, запасы по циклической и статической долговечности и другие приведены в приложении С.
6.1. Цельнокованые роторы
6.1.1. До исчерпания расчетного ресурса срок эксплуатации (в часах наработки) роторов высокого и среднего давления, эксплуатирующихся при температуре пара 450 °С и выше, может быть увеличен сверх паркового ресурса без ограничений по срокам и объемам обследования и режимам эксплуатации турбины при положительных результатах контроля металла в соответствии с п. 6.1.2 настоящей Инструкции.
6.1.2. Состояние металла роторов может быть признано удовлетворительным, если соблюдены следующие условия.
6.1.2.1. На поверхности осевого канала отсутствуют глубокие выборки, уступы, подрезы, препятствующие проведению дефектоскопического контроля канала.
6.1.2.2. Значение накопленной остаточной деформации ползучести, измеренное со стороны осевого канала, для роторов из сталей Р2 и Р2МА не превышает 1 %, а для роторов из других марок сталей - 0,8 %; средняя скорость ползучести, определенная по результатам двух или более измерений, не превышает у роторов из сталей Р2 и Р2МА 05∙10-5 %/ч, а для роторов из других марок сталей 04∙10-5 %/ч.
6.1.2.3. На поверхности осевого канала в районе высокотемпературной зоны (рабочая температура металла 400 °С и выше) отсутствуют крупные одиночные равноосные дефекты с диаметром 3 мм и более или скопление более мелких дефектов в количестве более 10 шт. на площади 60 см2. Точечные дефекты размером менее 1,5 мм не учитываются.
6.1.2.4. Отсутствуют коррозионные повреждения поверхности осевого канала в районе низкотемпературньих зон глубиной более 2 мм.
6.1.2.5. На наружной поверхности ротора и на поверхности осевого канала отсутствуют протяженные трещиноподобные дефекты глубиной более 1 мм.
6.1.2.6. В объеме поковки отсутствуют дефекты, размер которых по сопоставлению с плоскими отражателями, а также их количество не превосходят следующие нормы:
- общее количество дефектов эквивалентным диаметром от 2 до 4 мм включительно не превышает 30 шт., в том числе в районе бочки не более 10 шт., причем в зоне бочки дефекты должны находиться на расстоянии не менее 50 мм друг от друга;
- отдельные дефекты эквивалентным диаметром от 2 до 4 мм включительно в обоих концах ротора должны находиться на расстоянии не менее 50 мм друг от друга, если они расположены на одной прямой, параллельной оси ротора; не менее 30 мм, если они располагаются на одной окружности, и не менее 15 мм, если дефекты располагаются в одном радиальном направлении;
- отдельные разрозненные дефекты эквивалентным диаметром до 2 мм включительно не учитываются;
- дефекты эквивалентным диаметром от 4 до 6 мм включительно с расстоянием между ними не менее 50 мм допускаются в количестве не более 10 шт. по длине ротора;
- дефекты эквивалентным диаметром более 6 мм в роторе не допускаются.
6.1.2.7. Степень сфероидизации (дифференциации) второй структурной составляющей в металле высокотемпературных ступеней ротора не должна превышать 3 балл по утвержденному нормативному документу.
6.1.2.8. Твердость металла высокотемпературной зоны ротора из стали ЭИ 415 не ниже 200 НВ, а из других марок сталей - не ниже 180 НВ.
6.1.3. По исчерпании расчетного ресурса, но при положительных результатах контроля металла в соответствии с п. 6.1.2, ротор допускается к дальнейшей эксплуатации. Срок его эксплуатации до очередного контроля состояния металла и объем этого контроля определяет экспертная организация.
6.1.4. При неудовлетворительных результатах контроля металла возможность и условия дальнейшей эксплуатации ротора, а также использование тех или иных мероприятий по повышению надежности его эксплуатации, изложенных в разделе 5 настоящей Инструкции, определяет экспертная организация.
6.2. Корпусные детали
6.2.1. Основными критериями надежности металла корпусных деталей являются:
- состояние структуры и уровень физико-механических свойств металла;
- фактическая средняя скорость роста трещины за межремонтный период;
- глубина трещины, в том числе в зонах, недоступных для ремонта.
6.2.2. Требования по структуре и свойствам металла при комнатной и рабочей температурах, определяемым на образцах и спилах по эскизам, высылаемым экспертной организацией, приведены в таблице 6.1.
6.2.3. Фактическая средняя скорость роста трещины за межремонтный период не должна превышать 10-3 мм/ч.
|
Механическая или структурная характеристика, единица измерения |
Температура испытания, °С |
допустимое значение (не менее) для сталей марок |
||
|
15Х1 М1 ФЛ |
20ХМФЛ |
20ХМЛ |
||
|
1. Предел текучести, МПа |
20 |
255 |
245 |
220 |
|
2. Доля вязкой составляющей в изломе ударного образца Шарпи (КСV) % |
150/80 |
100/50 |
100/50 |
100/50 |
|
3. Ударная вязкость (КСV) кДж/м2 |
150/80 |
300 |
300 |
300 |
|
4. Критическое раскрытие при ударном нагружении, мм |
Температура пара на входе |
0,25 |
0,25 |
0,25 |
|
5. Горячая твердость, МПа |
Температура пара на входе |
850 |
950 |
900 |
|
6. Твердость, НВ |
20 |
145 |
140 |
135 |
|
7. Количество пор ползучести диаметром > 2,0 мкм в одном поле зрения, × 500 |
20 |
3 (не более) |
5 (не более) |
5 (не более) |
6.2.4. В случае невозможности удаления имеющейся трещины, а также при прочих неудовлетворительных результатах контроля металла возможность и условия дальнейшей эксплуатации корпуса, использование мероприятий по повышению надежности его эксплуатации, изложенных в разделе 5 настоящей Инструкции, определяет экспертная организация.
Приложение А
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
|
Термины |
Определения |
|
1 |
2 |
|
Долговечность |
Свойство объекта сохранять работоспособное состояние до наступления предельного состояния при установленных условиях эксплуатации и системе технического обслуживания и ремонта. Примечания – 1 В некоторых случаях установленные условия эксплуатации могут включать установленные последовательность или сочетание нагрузок. 2 Переход в предельное состояние, когда дальнейшее применение объекта по назначению недопустимо по экономическим или техническим причинам, является примером исчерпания его срока службы |
|
Надежность |
Свойство объекта сохранять во времени и установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, хранения и транспортирования. Примечание - Надежность является комплексным свойством, которое в зависимости от назначения объекта и условий его применения может включать безотказность, долговечность, ремонтопригодность и сохраняемость или определенное сочетание этих свойств |
|
Предельное состояние |
Состояние объекта, при котором его дальнейшая эксплуатация не допустима или нецелесообразна либо восстановление его работоспособного состояния невозможно или нецелесообразно |
|
|
«Для ремонтируемых объектов выделяют два или более видов предельных состояний. Например для двух видов предельных состояний требуется отправка объекта в средний или капитальный ремонт, т.е. временное прекращение применения объекта по назначению. Третий вид предельного состояния предполагает окончательное прекращение применения объекта по назначению. Критерии предельного состояния каждого вида устанавливаются нормативно-технической и (или) конструкторской (проектной) и (или) эксплуатационной документацией.» |
|
Ресурс |
Суммарная наработка объекта от начала его эксплуатации или ее возобновления после ремонта до перехода в предельное состояние |
|
Срок службы |
Календарная продолжительность эксплуатации от начала эксплуатации объекта или ее возобновления после ремонта до перехода в предельное состояние |
|
Остаточный ресурс |
Суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние. Примечание - Аналогично вводятся понятия остаточной наработки до отказа, остаточного срока службы и остаточного срока хранения |
|
Назначенный ресурс |
Суммарная наработка, при достижении которой эксплуатация объекта должна быть прекращена независимо от его технического состояния «…При достижении объектом назначенного ресурса, в зависимости от назначения объекта, особенности эксплуатации, технического состояния и других факторов объект может быть списан, направлен в средний или капитальный ремонт... или может быть принято решение о продолжении эксплуатации...» |
|
Отказ |
Событие, заключающееся в нарушении работоспособности состояния объекта |
|
Живучесть |
«...Под живучестью понимают свойство объекта, состоящее в его способности противостоять развитию критических отказов из-за дефектов и повреждений при установленной системе технического обслуживания и ремонта, или свойство объекта сохранять ограниченную работоспособность при воздействиях, не предусмотренных условиями эксплуатации, или свойство объекта сохранять ограниченную работоспособность при наличии дефектов или повреждений определенного вида, а также при отказе некоторых компонентов. Примером служит сохранение несущей способности элементами конструкции при возникновении в них усталостных трещин, размеры которых не превышают заданных значений...» |
|
Парковый ресурс |
Наработка однотипных по конструкции и условиям эксплуатации объектов, при которой не произойдет отказа |
|
Предельное состояние для ротора |
Появление в роторе макротрещины, после чего его эксплуатация без выполнения специальных мероприятий по восстановлению надежности недопустима |
|
Предельное состояние для корпуса |
Появление в корпусе трещины определенной глубины, после чего его эксплуатация без выполнения специальных мероприятий по восстановлению надежности недопустима |
|
Расчетный ресурс ротора или корпуса |
Наработка ротора или корпуса до своего предельного состояния, уменьшенная в соответствии с принятыми коэффициентами запасов (по напряжениям, деформациям, циклам, накопленной поврежденности) |
|
Индивидуальный ресурс |
Назначенный ресурс конкретного объекта, определенный с учетом фактических свойств металла и условий его эксплуатации |
Приложение Б
ПОРЯДОК
ПРОВЕДЕНИЯ
ВИЗУАЛЬНОГО ОСМОТРА ПОВЕРХНОСТИ
ОСЕВОГО КАНАЛА
1. Визуальный осмотр поверхности осевого канала проводится дважды;
- для оценки состояния поверхности после ее зачистки металлическими щетками, продувки сжатым воздухом, протирки ветошью и обезжиривания (фиксируется состояние окалины, наличие локальных выборок, камер, уступов, задиров);
- для оценки качества зачистки поверхности от окалины и непосредственного осмотра на предмет выявления видимых дефектов в осевом канале (проводится после зачистки поверхности канала хонинговальной головкой).
2. Визуальный осмотр рекомендуется производить с помощью перископа РВП-456. Допускается использование перископов других типов или эндоскопов, предназначенных для осмотра внутренних поверхностей, позволяющих просматривать поверхность с не менее чем двукратным увеличением при достаточной ее освещенности и снабженных мерной линейкой для определения координат просматриваемого участка.
3. Длина перископа (эндоскопа) в собранном виде должна соответствовать длине ротора. При осмотре канала раздельно с обоих концов длина перископа (эндоскопа) должна составлять не менее половины длины ротора.
4. При просмотре канала необходимо использовать центрирующие диски. Диаметр дисков выбирается в зависимости от диаметра осевого канала ротора. Во избежание образования царапин на контролируемой поверхности, рекомендуется центрирующие диски изготавливать из мягких материалов (фторопласта, текстолита и т.п.). Допускается кромки штатных металлических дисков покрывать мягким материалом (изоляционной лентой).
5. Визуальному осмотру подлежит поверхность осевого канала по всей длине ротора объективом кругового зрения (при применении РВП-456) с двукратным увеличением. Отдельные места поверхности в случае необходимости просматриваются более тщательно объективом углового зрения с трехкратным увеличением.
6. В собранном виде перископ (эндоскоп) осторожно вводится объективом вперед в осевой канал. Поверхность канала осматривается через окуляр по мере медленного продвижения прибора. При обнаружении дефекта перископ (эндоскоп) устанавливается в положение наилучшей видимости дефекта. Координаты дефекта фиксируются по его удалению (мм) от торца ротора и по его ориентации в окружном направлении (указывается номер отверстия на полумуфте, против которого расположен дефект), а также описывается характер и размеры дефекта.
По окончании осмотра перископ (эндоскоп) осторожно выводится из канала и разбирается.
7. Результаты контроля заносятся в Протокол, где указывается:
- тип прибора;
- наличие на поверхности канала локальных выборок, камер, уступов, задиров;
- качество зачистки поверхности канала от окалины;
- результаты контроля с указанием координат, размеров и характера выявленных дефектов.
Приложение В
ПОРЯДОК
ПРОВЕДЕНИЯ
МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
ПОВЕРХНОСТИ ОСЕВОГО КАНАЛА РОТОРА
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Магнитопорошковая дефектоскопия (МПД) распространяется на паровые турбины, роторы которых изготовлены из низко- и среднелегированных (хромомолибденовых, хромомолибденованадиевых и хромомолибденовольфрамованадиевых) сталей перлитного класса по действующей нормативной документации, например 34ХМА, 25Х1М1ФА (Р2, Р2МА), 20Х3МВФА (ЭИ-415А).
1.2. Методика не распространяется на роторы, имеющие в осевом канале местные расточки и выборки в виде камер, не подлежащие зачистке и контролю МПД.
1.3. МПД осевого канала ротора не гарантирует выявление дефектов плоскости которых параллельны направлению магнитного потока или составляют с ним угол менее 30°.
1.4. Контролю МПД подлежит поверхность осевого канала ротора турбины, принятая по результатам визуального контроля. МПД должна предшествовать ультразвуковой дефектоскопии.
1.5. Магнитопорошковый контроль по настоящей Инструкции обеспечивает выявление продольных поверхностных и подповерхностных дефектов типа трещин, усредненные параметры которых превышают следующие значения: раскрытие - 10 мкм, глубина - 100 мкм, протяженность - 1000 мкм.
Данный уровень чувствительности соответствует условному уровню чувствительности по действующей нормативной документации.
1.6. Шероховатость контролируемой поверхности для достижения заданного уровня чувствительности не должна превышать значения RZ = 10 мкм.
1.7. Подразделение магнитопорошкового контроля на пре приятии оснащается: серийными и специализированными дефектоскопами контрольными образцами электроизмерительной аппаратурой для контроля режимов намагничивания и размагничивания и устройствами для нанесения магнитной суспензии на контролируемую поверхность канала ротора.
1.8. Контроль рекомендуется проводить звеном из двух- трех контролеров, один из которых должен иметь право на выдачу заключения по результатам контроля.
2. АППАРАТУРА И СРЕДСТВА КОНТРОЛЯ
2.1. Дефектоскопическая аппаратура и средства контроля.
2.1.1. Используемые для контроля дефектоскопы должны обеспечивать:
- намагничивание изделий выпрямленным (одно- или двухполупериодным) и импульсным видами токов;
- размагничивание канала ротора переменным или знакопеременным (выпрямленным импульсным) токами;
- напряженность магнитного поля на поверхности контролируемого осевого канала ротора, значение которой определено в пп. 3.5, 3.6 и достаточной для достижения чувствительности при выявлении дефектов, указанных в п. 1.3 настоящей Инструкции.
2.1.2. Передвижные, переносные и специализированные дефектоскопы должны оснащаться измерителями намагничивающего тока или поля с погрешностью измерения не более 10 %.
2.1.3. Измерительные приборы и средства контроля, применяемые при дефектоскопии осевого канала ротора турбины, подлежит периодической проверке не реже, чем 1 раз в год, службами метрологии в установленном на предприятии порядке.
2.1.4. Для проведения МПД поверхности осевого канала ротора рекомендуется использовать следующее оборудование:
- передвижные дефектоскопы, позволяющие проводить как намагничивание, так и размагничивание ротора типов УНМД 2000/8000 (разработчик НПО "Спектр", г. Москва), ДМП-ЭМ (разработчик НПО ЦНИИТМАШ), МД-50П (разработчик ПО "Волна", г. Кишинев) и другие дефектоскопы с аналогичными характеристиками;
- выпрямители универсальные для сварки (не предусматривающие схемы размагничивания) типов ВСВУ-400, ВДУ-5064Э (ПО "Электромеханика", г. Ржев), ВКСМ-1000, ПСМ-500 и др.;
- краскопульт ручной типа С-536А;
- перископ типа РВП-456 или другие приборы для визуального осмотра поверхности;
- труба диаметром 50-60 мм из немагнитного токопроводящего материала, например, алюминия;
- кабель сварочный сечением 25-30 мм и длиной 120 м в резиновой или хлорвиниловой изоляции;
- переносной источник ультрафиолетовой облученности типа КД-33л;
- магнитометр МФ-23И для измерения напряженности магнитного поля (НПО "Спектр", г. Москва);
- анализатор контроля концентрации и качества магнитной суспензии типа АКС-1С (ЧПЗ, г. Чебоксары), МФ-10СЛ (НПО "Спектр", г. Москва) и др.
2.2. Контрольные образцы.
2.2.1. Форма образца и расположение имитаторов дефектов (реальных дефектов) должны позволять проводить проверку качества магнитной суспензии и работоспособность дефектоскопа по заданным расчетному режиму и технологии контроля.
Общий вид контрольного образца показан на рисунке В.1.
1 – имитатор
дефекта; 2 – контролируемая поверхность;
3 – вставка; 4 – немагнитное покрытие
Рисунок В.1 – Контрольный образец
2.2.2. Основной параметр имитатора дефекта контрольного образца - ширина раскрытия, должен удовлетворять требованию условного уровня чувствительности "Б" по п. 1.5 приложения В настоящей Инструкции.
2.2.3. Аттестация контрольных образцов проводится службами неразрушающего контроля и метрологии.
2.2.4. Переаттестация контрольного образца должна производиться 1 раз в 2 года. Результаты переаттестации заносятся в паспорт.
2.2.5. На контрольный образец составляется паспорт, содержащий:
- фотографию с индикаторными следами магнитного порошка над выявленными дефектами;
- материал образца;
- способ контроля, вид и схему намагничивания;
- вид намагничивающего тока или поля и их значения;
- количество дефектов, длину каждого или общую их протяженность;
- свидетельство о проверке (аттестации) магнитного порошка;
- подпись службы метрологии и неразрушающего контроля;
- результаты аттестации, переаттестации.
2.2.6. Проверка пригодности контрольного образца проводится с помощью контрольной суспензии с аттестованным магнитным порошком.
2.3. Магнитные порошки и суспензии
2.3.1. В качестве индикаторов несплошностей материала изделий при МПД используются черные, цветные магнитные и магнитолюминесцентные порошки или суспензии на основе этих порошков.
2.3.2. В качестве жидкой дисперсионной среды для составления магнитной суспензии применяют масло, керосин, их смесь и воду.
2.3.3. При приготовлении магнитных суспензий содержание черного, цветного или люминесцентного порошка в дисперсионной среде должно соответствовать рекомендациям производителя порошка, указанным в руководстве по его применению.
В случае отсутствия рекомендаций производителя порошка, содержание магнитного порошка в 1 л дисперсионной среды должно соответствовать: черного (25±5) г, магнитолюминесцентного (4±1) г.
2.3.4. Рекомендуемые составы магнитных суспензий:
- водная магнитная суспензия, состав № 1
|
Порошок магнитный черный, |
(25±5) г |
|
или магнитолюминесцентный "люмагпор-3Б", |
(4±1) г |
|
Нитрит натрия, |
(15±2) г |
|
Тринатрий фосфат технический, |
(10±1) г |
|
Эмульгатор ОП-7 (ОП-10), |
(5±1) г |
|
или "сульфанол", ТУ, |
(2±1) г |
|
Вода питьевая |
1000 мл |
- керосиномасляная суспензия, состав № 2
|
Порошок магнитный черный, |
(25±5) г |
|
или магнитолюминесцентный "люмагпор-3Б", |
(4±1) г |
|
Керосин осветительный, |
500 мл |
|
Масло трансформаторное, или масло МК-8 |
500 мл |
Примечание - В состав водных магнитных суспензий должны входить поверхностно-активные, антикоррозионные и стабилизирующие компоненты. Водную суспензию необходимо оберегать от масла и загрязнений, вызывающих коагуляцию порошка и снижение чувствительности ее к выявлению несплошностей.
При использовании магнитолюминесцентного порошка жидкая дисперсионная среда не должна гасить люминесценцию индикатора и создавать дополнительный люминесцирующий фон, затрудняющий расшифровку индикаторных следов дефектов.
2.3.5. Приготовление магнитных суспензий.
Вначале приготавливают жидкую дисперсионную среду (водную или керосино-масляную), для чего все компоненты жидкой среды (кроме магнитного порошка) растворяют в теплой (50-70 °С) воде, а керосин смешивают с маслом.
Магнитный порошок предварительно смешивают с небольшим количеством жидкой основы суспензии до получения сметанообразной массы (вливая жидкость в порошок), а затем в полученную массу, не прекращая перемешивания, вливают остальной необходимый объем жидкости.
2.3.6. Срок хранения приготовленной суспензии не должен превышать 10 дн.
2.3.7. Концентрация магнитной суспензии проверяется при неоднократном ее использовании каждый раз перед проведением контроля с помощью прибора типа АКС-1С или его аналога. Допускается проводить контроль концентрации суспензии другими способами, например, методом отстоя, если достоверность результатов контроля не хуже, чем контроль с помощью АКС-1С
2.3.8. Качество готовой магнитной суспензии проверяется перед проведением контроля с помощью контрольного образца с несплошностями (имитаторами дефектов), удовлетворяющими принятому данной инструкцией уровню чувствительности, или приборов МФ-1ОСП, АКС-1С (или их аналогов).
3. ПОДГОТОВКА К ПРОВЕДЕНИЮ КОНТРОЛЯ
3.1. Перед проведением контроля необходимо:
- выбрать способ контроля по магнитным характеристикам стали контролируемого ротора;
- выбрать способ и схему намагничивания в соответствии с размерами и формой изделия;
- провести выбор и расчет поля и тока намагничивания;
- подготовить аппаратуру, собрать схему и провести намагничивание металла ротора в зоне осевого канала.
3.2. Контроль металла в зоне осевого канала ротора осуществляется способом остаточной намагниченности.
3.3. Намагничивание поверхности осевого канала проводится циркулярным видом двумя способами.
3.3.1. Циркулярный вид намагничивания путем пропускания тока через проводник в виде, например, дюралевой трубы диаметром 50-60 мм с центрирующими изоляционными опорами является более предпочтительным, так как обеспечивает проведение по завершении контроля операции размагничивания ротора. Схема намагничивания и размагничивания при данном способе приведена на рисунке В.2.
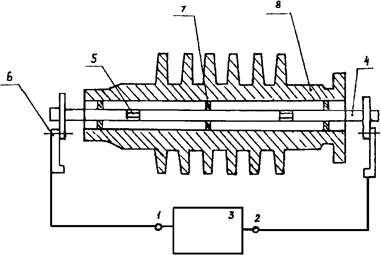
1, 2
- клеммы подключения проводника к источникам намагничивания
и размагничивания; 3 - источник намагничивания и размагничивания;
4 - проводник (труба) для намагничивания и размагничивания;
5 - муфты для стыковки частей проводника; 6 - зажимы проводника
(трубы);
7 - центрирующие шайбы; 8 – ротор
Рисунок В.2 - Схема намагничивания и размагничивания
с помощью проводника (трубы) тока,
проходящего через осевой канал ротора
3.3.2. Намагничивание металла ротора путем нанесения тороидальной обмотки из 8-10 витков допускается осуществлять в том случае, когда не требуется проведение операции его размагничивания. При такой схеме намагничивается не только поверхностный слой металла в зоне осевого канала, но и наружная поверхность ротора и лопатки, что создает большие трудности для размагничивания этих деталей до необходимого уровня. Схема намагничивания ротора с помощью тороидальной обмотки приведена на рисунке В.3.
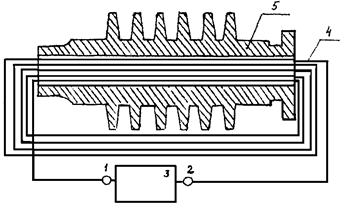
1, 2
- клеммы для подключения токопровода; 3 - источник намагничивания;
4 - тороидальная обмотка 8-10 Витков проводника сечением 25-30 мм2; 5
– ротор
Рисунок В.3 - Схема намагничивания ротора с помощью
тороидальной обмотки, навитой на ротор через осевой канал
3.4. Для намагничивания канала ротора необходимо использовать выпрямленный одно- или двухполупериодный или импульсные виды тока.
3.5. Намагничивание осевого канала ротора для достижения уровня чувствительности по п. 1.5 проводится с учетом достижения в металле поверхностного слоя канала ротора индукции насыщения Вr. Напряженность поля насыщения Нs для получения этой индукции выбирается в пределах 40-60 А/см.
3.6. Циркулярное намагничивание металла поверхностного слоя канала ротора осуществляется полем тока, проходящего по проводнику (трубе), пропущенного через осевой канал. Значение намагничивающего тока (Iм) для получения максимальной остаточной намагниченности определяется по формуле
![]() (3.1)
(3.1)
где D - диаметр осевого канала, см;
Нs - напряженность магнитного поля насыщения контролируемой роторной стали, А/см.
3.7. Расчет тока (I), протекающего по тороидальной обмотке, намотанной на ротор через осевой канал, производится по формуле
![]() (3.2)
(3.2)
где Нs - поле насыщения, А/см;
W - количество витков тороидальной обмотки (не более 10).
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. Перед началом контроля ротор следует установить на опоры с небольшим наклоном осевого канала (не более 2°) в вертикальной плоскости для обеспечения стекания магнитной суспензии. Кроме того, необходимо предусмотреть возможность поворота ротора вокруг своей оси на 180°.
4.2. Служба неразрушающего контроля принимает заявки на проведение контроля при условии, что состояние поверхности канала соответствует требованиям карты контроля и настоящей Инструкции (п. 1.4).
4.3. МПД поверхности осевого канала проводится в следующей последовательности:
- проверяется работоспособность дефектоскопической аппаратуры;
- приготавливается магнитная суспензия и проверяется ее качество на контрольных образцах; делается запись в журнале;
- принимается качество зачистки поверхности осевого канала и производится ее подготовка для МПД;
- помещается намагничивающее приспособление или обмотка в осевой канал ротора и производится их подключение к дефектоскопу или источнику тока;
- включается дефектоскоп или источник тока. По индикатору устанавливается значение намагничивающего тока или поля согласно расчетным данным и указаниям карты контроля и производится намагничивание поверхностного слоя канала ротора;
- после намагничивания дефектоскоп (источник тока) отключается, и снимается намагничивающее приспособление (проводник или обмотка);
- верхняя часть поверхности осевого канала обрабатывается магнитной суспензией;
- обработанная поверхность просматривается на наличие дефектов;
- дефектные места отмечаются, определяются координаты дефектов и проводится оценка качества поверхности канала в соответствии с принятыми нормами;
- поверхность канала протирается ветошью;
- ротор поворачивается вокруг своей оси на 180°. Повторяются операции по нанесению магнитной суспензии и оценке качества металла ротора;
- производится размагничивание поверхности канала ротора;
- результаты контроля заносятся в протокол.
4.4. Для проверки работоспособности аппаратуры и качества магнитной суспензии необходимо провести намагничивание контрольного образца и обработать контролируемую поверхность образца магнитной суспензией.
После испытаний вид индикаторных следов осевшего порошка над дефектами на образце сверяется с фотодефектограммой, имеющейся в паспорте к контрольному образцу или инструкции по эксплуатации дефектоскопа. При совпадении дефектограмм делается запись в рабочем журнале: магнитный дефектоскоп соответствует паспортным данным и исправен; магнитная суспензия пригодна для контроля; чувствительность метода соответствует заданному уровню.
При несоответствии дефектограммы контрольного образца при испытаниях изображению дефектограммы в паспорте причина несоответствия устраняется инженерно-техническими работниками службы неразрушающего контроля предприятия.
4.5. Для подготовки поверхности под контроль (после перископического осмотра и устранения выявленных дефектов) необходимо непосредственно перед МПД очистить ее от пыли, шлака и других загрязнений, мешающих проведению контроля.
В случае наличия на поверхности канала следов масла, поверхность обезжиривается и при необходимости, промывается моющими растворами, если контроль проводится с применением водной магнитной суспензии.
4.6. После подготовки поверхности канала под контроль необходимо провести его разметку и маркировку. Начало и направление отсчета должно быть замаркировано и отмечено на карте контроля. Маркировку по участкам (если смотреть в направлении перемещения рабочей среды) рекомендуется проводить по аналогии с часовым циферблатом или привязываться к номеру отверстия на полумуфте.
4.7. При контроле способом остаточной намагниченности продолжительность намагничивания составляет 2-5 с при 3 - 5-кратном включении тока.
Значение напряженности поля насыщения и тока намагничивания выбираются по рекомендациям пп. 3.5 и 3.6.
4.8. Магнитная суспензия наносится на поверхность осевого канала ротора с помощью краскопульта типа С-536А. Перед нанесением суспензии удочка краскопульта удлиняется так, чтобы форсунка вышла с противоположной стороны канала. В этом положении устанавливается режим разбрызгивания суспензии, после чего удочка плавно выводится из канала, и вращением форсунки достигается равномерное покрытие поверхности магнитной суспензией. Суспензия наносится за один проход. Сначала обрабатывается суспензией и подвергается перископическому (визуальному) осмотру и оценке качества верхняя часть осевого канала. Затем поверхность канала тщательно протирается, и ротор поворачивается вокруг своей оси на 180°, обрабатывается суспензией и контролируется в том же порядке вторая половина поверхности осевого канала, оказавшаяся после поворота ротора в верхнем положении.
4.9. При визуальном осмотре поверхность осевого канала освещается:
- либо электролампой накаливания, входящей в состав прибора (перископа или эндоскопа), при использовании в качестве индикатора черного магнитного порошка;
- либо источником ультрафиолетового излучения при использовании суспензии с магнитолюминесцентным порошком. Ультрафиолетовая лампа типа ДРУФ-125 закрепляется на перископе (эндоскопе) при проведении осмотра канала. Штатная лампа накаливания при этом отключается.
4.10. Расшифровка результатов контроля проводится по индикаторным следам валика осевшего магнитного порошка над несплошностью.
Под индикаторным следом следует понимать видимую визуально с помощью перископа (эндоскопа) длину плотного валика осевшего над несплошностью порошка. При этом длина индикаторного следа линейной несплошности равна протяженности выявленной несплошности.
4.11. При обнаружении дефекта перископ (эндоскоп) устанавливается в положение наилучшей видимости дефекта, фиксируются его размер и координаты. Координаты дефекта определяются по его расстоянию (мм) от торца ротора и по его ориентации на развертке в окружном направлении.
4.12. Оценка качества канала проводится в соответствии с п. 6.1.2.5 настоящей Инструкции.
4.13. После проведения контроля поверхность осевого канала ротора необходимо размагнитить.
Для размагничивания проводник (труба) устанавливается в осевом канале ротора и подсоединяется к источнику размагничивания (дефектоскопу). Размагничивание осуществляется знакопеременным магнитным полем с убывающей от максимального значения до нуля амплитудой. Ток, создающий воздействующее поле, может быть переменным промышленной частоты, импульсным или выпрямленным однополупериодным и чередующейся полярностью и разной частотой коммутации.
Напряженность начального размагничивающего поля должна быть не менее напряженности намагничивающего поля, а при отсутствии данных о последнем поле - не менее 4-кратного значения коэрцитивной силы материала ротора. Значение тока (создающее соответствующее поле) при размагничивании канала током промышленной частоты с помощью проводника должно быть не менее 1000 А. При размагничивании ток плавно в течение 20-30 с уменьшается от наибольшего значения до нуля.
4.14. Степень размагничивания определяется с помощью измерителей или градиентометров магнитных полей (например, типов ФП-1, ПКР-1, МФ-22Ф, МФ-23Ф и других с аналогичными характеристиками). При измерении степени размагниченности датчик устанавливается на места с наличием рассеянного поля утечки (торцевая поверхность канала, углы, выступы и т.д.). Качественная (ориентировочная) оценка степени размагничивания проводится по притяжению к размагниченному участку канала ротора малых (примерно 5 г) ферромагнитных масс (5 скрепок) или по отклонению стрелки компаса. При необходимости можно использовать многократное (2-3 раза) размагничивание канала.
5. ТРЕБОВАНИЯ БЕ3ОПАСНОСТИ
5.1. При проведении работ по дефектоскопии необходимо соблюдать требования электробезопасности.
5.2. Перед включением дефектоскопа контролер должен убедиться в наличии заземления его визуальным осмотром. Сечение медного провода для заземления должно быть не менее 2,5 мм2.
5.3. При обнаружении неисправности дефектоскопического оборудования или в случае замыкания тока на корпус, работу по контролю следует прекратить и вызвать дежурного электрика для ликвидации неисправности.
5.4. При использовании масляной, керосиново-масляной суспензии обратить особое внимание на противопожарную безопасность.
5.5. Перед началом работы необходимо проверить исправность электропроводов, кабелей на целостность изоляции, а также наличие и исправность предохранителей и выключателей источников постоянного тока.
5.6. Переключение и отключение концов токопроводящих проводов, используемых для намагничивания роторов, проводятся только при выключенном напряжении.
Приложение Г
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ ПО ВИХРЕТОКОВОМУ
КОНТРОЛЮ ПОВЕРХНОСТИ ОСЕВОГО КАНАЛА
ЦЕЛЬНОКОВАНОГО РОТОРА
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Методические рекомендации (МР) устанавливают порядок проведения вихретокового контроля цельнокованых валов роторов паровых турбин со стороны осевого канала при их периодическом обследовании на электростанциях, ремонтных предприятиях, турбостроительных заводах с применением комплекса вихретоковой аппаратуры.
1.2. Цели контроля - выявление поверхностных несплошностей различной ориентации металла на поверхности осевого канала, определение местоположения дефектов и оценка их глубины.
1.3. Настоящие МР распространяются на цельнокованые роторы с диаметром осевого канала от 70 до 160 мм и не распространяются на роторы, имеющие в осевом канале локальные расточки, выборки, уступы.
1.4. Настоящие МР определяют основные технологические операции контроля, регламентируют его параметры, а также требования по технике безопасности.
2. АППАРАТУРА И НАСТРОЕЧНЫЕ ОБРАЗЦЫ
2.1. В качестве средства контроля рекомендуется применять комплекс вихретоковой аппаратуры типа "Ротор" (разработка УралВТИ), который обеспечивает:
- выявление продольных и поперечных дефектов типа трещин на поверхности осевого канала протяженностью более 2 мм, глубиной более 0,5 мм и шириной раскрытия более 0,002 мм;
- автоматическое сканирование поверхности канала вихретоковым накладным преобразователем (ВТНП) с шагом сканирования не более одного эффективного радиуса ВТНП при помощи транспортно-сканирующего механизма (ТСМ);
- отстройку от зазора между ВТНП и поверхностью металла и регулировку уровня чувствительности;
- звуковую и световую индикацию наличия дефекта;
- регистрацию дефектов на съемный носитель;
- управление перемещением ВТНП;
- определение координат обнаруженного дефекта относительно выбранной точки отсчета;
- возможность оценки параметров обнаруживаемых дефектов (протяженности, глубины).
Допускается применение и других средств вихретокового контроля, обладающих техническими характеристиками не хуже перечисленных.
Уровень чувствительности аппаратуры должен соответствовать условному уровню чувствительности "Б" по действующей нормативной документации.
2.2. Для проверки настройки аппаратуры используют настроечные образцы № 1 и № 2 с искусственными дефектами. Образцы представляют собой прямоугольные бруски из стали той же марки, что и контролируемый ротор, или близкой к ней по электромагнитным свойствам. Рекомендуемые размеры образцов - 25×25×60 мм. В центральной части образца перпендикулярно плоскости грани на всю ширину грани фрезой делается прямоугольный пропил. Заготовка нагревается до температуры 300-600 °С и под прессом сжимается в направлении, поперечном пропилу, до получения раскрытия порядка 0,002 мм. Поверхность образца обрабатывается до уровня шероховатости Rz = 10 мкм. Глубина искусственного дефекта на образце № 1 составляет 0,5 мм, на образце № 2 - 3 мм.
3. ПОДГОТОВКА К ПРОВЕДЕНИЮ КОНТРОЛЯ
3.1. Ротор устанавливается на козлах так, чтобы имелся свободный доступ к обоим его торцам с возможностью ввода в осевой канал аппаратуры. Для установки пульта управления вихретоковым комплексом у одного из краев ротора сооружается подставка.
3.2. Вихретоковый контроль проводится после выемки пробок, закрывающих осевой канал, зачистки поверхности канала от окалины до шероховатости Rz = 10 мкм, обезжиривания и визуального осмотра поверхности.
3.3. На один из торцов ротора наносится азимутальная шкала (или используется накладная) с ценой деления не менее 15 град./деление. Начало отсчета ("0 град.") должно соответствовать отверстию № 1 под болт на полумуфте ротора.
3.4. Проводится подготовка к работе вихретокового комплекса в соответствии с Инструкцией по его эксплуатации; подключаются периферийные устройства регистрации, проверяется работоспособность ТСМ, устройств индикации и регистрации дефектов.
3.5. ВТНП устанавливается на бездефектный участок поверхности канала, на индикаторе глубины дефекта выставляется нулевое значение. Производится настройка чувствительности аппаратуры по образцу № 1: при перемещении ВТНП над искусственным дефектом должна стабильно срабатывать звуковая и световая индикация наличия дефекта, а устройство регистрации - регистрировать появление сигнала от дефекта. Фиксируются показания на индикаторе глубины дефекта при положении ВТНП над искусственным дефектом образца № 1, затем - образца № 2. Эти данные в дальнейшем используются для оценки глубины дефекта в роторе. Для более точной оценки глубины дефекта в роторе рекомендуется использовать большее количество настроечных образцов с различной глубиной искусственного дефекта.
3.6. ТСМ помещается в осевой канал, и фиксируется степень раскрытия центрирующих устройств. ВТНП устанавливается на расстоянии 15 мм от кромки осевого канала в положении "0 град." по азимутальной шкале.
После выполнения перечисленных операций вихретоковый комплекс готов к проведению контроля осевого канала ротора.
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. После операций по подготовке аппаратуры к работе приводится в действие ТСМ синхронно с устройством регистрации дефектов. Непрерывно ведется наблюдение за перемещением ТСМ и показаниями индикаторов. Поверхность канала вблизи торцов контролируется вручную.
4.2. При приближении аппарата к торцу ротора ТСМ останавливается и извлекается из осевого канала.
4.3. При необходимости повторного контроля допускается его проведение при реверсном движении ТСМ.
4.4. При появлении сигнала от дефекта в процессе сканирования поверхности рекомендуется повторное сканирование участка, на котором произошло срабатывание средств регистрации дефекта. При подтверждении наличия дефекта проводится оценка его протяженности и глубины.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
5.1. Результаты контроля фиксируются в специальном Заключении с приложенной разверткой осевого канала (дефектограммой).
5.2. В Заключении указывается название электростанции, тип турбины, станционный номер турбины, тип ротора, заводской номер ротора, марка стали ротора, время его наработки, дата проведения контроля, состав бригады, выполнявшей контроль, тип используемого средства контроля, описание качества подготовки поверхности канала к контролю. Указываются также направление отсчета линейных координат (со стороны котла или генератора) и "привязка" угловых координат азимутальной шкалы к отверстию на полумуфте.
5.3. На дефектограмме фиксируется месторасположение выявленных дефектов, указываются их количество, протяженность и глубина.
5.4. Дается сравнение выявленных дефектов с допустимыми по п. 6.1.2.5 настоящей Инструкции.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. Все лица, участвующие в проведении контроля, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале.
6.2. Техника безопасности при производстве работ по вихретоковому контролю осевых каналов роторов должна удовлетворять нормативным документам.
6.3. Перед каждым включением аппаратуры оператор должен убедиться в наличии надежного заземления, выполненного из медного провода сечением не менее 2,5 мм2.
Приложение Д
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ
ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ
ЦЕЛЬНОКОВАНЫХ РОТОРОВ ПАРОВЫХ ТУРБИН
СО СТОРОНЫ ОСЕВОГО КАНАЛА
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Ультразвуковой контроль (УЗК) роторов проводят для обнаружения несплошностей и неоднородностей металла.
Ультразвук вводят в металл (и принимают эхо-сигналы от несплошностей в металле) с помощью специальных ультразвуковых пьезоэлектрических преобразователей (ПЭП), в контактном или иммерсионном варианте (альтернативно).
1.2. Для обнаружения дефектов, ориентированных поперек оси ротора, ультразвук вводят в осевой плоскости ротора. Для обнаружения дефектов, ориентированных вдоль оси ротора, ультразвук вводят в азимутальной плоскости ротора, расположенной перпендикулярно оси.
1.3. Ультразвук вводят в металл ротора с помощью ПЭП, размещаемых в полости осевого канала.
1.4. Для проведения УЗК ротора в условиях электростанции необходимо демонтировать ротор и обеспечить свободный доступ к полости осевого канала.
2. ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
2.1. Для УЗК используют следующее оборудование (см. приложение Д.1-Д.8).
2.1.1. Испытательные образцы.
2.1.2. Отраслевые стандартные образцы - стандартный образец предприятия (СОП).
2.1.3. Специальные ПЭП.
2.1.4. Радиочастотный кабель (длина 8-16 м), снабженный специальным герметичным электрическим разъемом для присоединения к ПЭП и соответствующим разъемом , присоединения к электронному блоку дефектоскопа.
2.1.5. Электронный блок серийного дефектоскопа. Рекомендуется применять дефектоскоп типа УД2-12. Допускается использовать другие серийные дефектоскопы, если они находятся в исправном состоянии и удовлетворяют требованиям настоящей Инструкции.
2.1.6. Механизмы (или приспособления) для ориентации и перемещения ПЭП в канале ротора.
2.2. Спецоснастка (пробки и козлы для ротора, подставки для дефектоскопов, ведро и лейки для иммерсионной жидкости, настил с ограждениями для дефектоскопистов).
2.3. Иммерсионный вариант УЗК (схема на рисунке Д.1) реализуют с помощью специального координатного механизма, описанного в разделе 4. Контактный вариант (рисунок Д.2) реализуют с помощью призматических ПЭП, перемещаемых в канале ротора с помощью ориентирующей рамки и легкой трубы диаметром 18-25 мм (см. раздел 5).
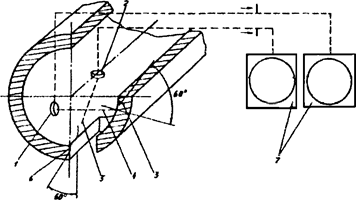
1 - ПЭП
канала продольного обнаружения 1; 2 - ПЭП канала
поперечного обнаружения II; 3, 6 - дефекты;
4 - путь ультразвуковых колебаний канала I; 5 - путь
ультразвуковых
колебаний канала II; 7 – дефектоскопы
Рисунок Д.1 - Схема иммерсионного метода УЗК
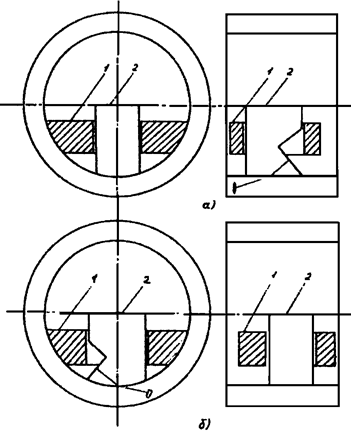
1 -
ориентирующее устройство; 2 – ПЭП
Рисунок Д.2 - Схема контактного метода контроля ротора
при вводе ультразвука в осевой (а) и азимутальной (б)
плоскостях
2.4. Для создания акустического контакта ПЭП с металлом ротора применяют дегазированные жидкости (водопроводную воду или минеральное масло, например, турбинное). Для дегазации жидкости ее надо выдержать в открытом сосуде не менее 8 ч при комнатной температуре.
2.5. Перед выполнением УЗК аппаратура (электронный блок и специальные ПЭП) должна быть проверена в соответствии с действующими отраслевыми нормативными актами.
3. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
3.1. Демонтировать ротор из турбины, установить его на козлы в горизонтальное положение, извлечь пробки из осевого канала и выполнить работы по хонингованию металла на поверхности осевого канала.
Осевой канал ротора должен находиться не выше 1,5 м над уровнем пола или прочного деревянного настила. Ротор следует разместить так, чтобы имелся свободный доступ к его торцам для присоединения заглушек, ввода штанги, размещения приборов и операторов.
Для проведения контроля необходимо выделить две непрерывные рабочие смены (кроме времени, необходимого для установки ротора и зачистки поверхности осевого канала). В этот период выполнение работ по ремонту ротора не допускается.
3.2. Подготовительные работы по контролю роторов рекомендуется проводить в такой последовательности:
- шлифовать хонинговальной головкой поверхность осевого канала ротора (требуется чистота поверхности Rz = 10 мкм по действующей нормативной документации. Визуальная оценка качества шлифовки проводится с помощью перископа типа РВП-456 или эндоскопа);
- установить ротор на козлах так, чтобы торец ротора, со стороны которого вводят ПЭП, был расположен на 100-150 мм выше противоположного торца (при установке ротора с наклоном необходимо учесть требования безопасности);
- закрыть глухой пробкой осевой канал ротора со стороны сниженного торца);
- подключить к ПЭП радиочастотный соединительный кабель (во избежание обрыва провода при подсоединении кабеля следует вращать только накидную гайку разъема, придерживая ПЭП и кабель);
- присоединить колена штанги (составной) к каретке (ориентирующей рамке), при этом соединительный кабель должен быть пропущен через центраторы, шарнир и колена штанги;
- совместить продольную риску на штанге с риской на кардане и каретке и зафиксировать это положение контргайкой;
- вставить каретку (рамку) с центраторами и первым коленом штанги в осевой канал ротора;
- пропустить штангу с кабелем через отверстие резиновой манжеты заглушки конца ротора и прижать заглушку к фланцу ротора;
- разместить на штанге азимутальный диск (фиксируется на штанге пружинами) и рукоятку;
- смонтировать штангу до полной дины, пропуская через нее кабель и совмещая риски. Подставить треногу (козлы), поддерживающую штангу;
- налить в осевой канал воду (или турбинное масло в случае контактного варианта УЗК) через лейку (патрубок)
- подключить дефектоскопы.
4. ПАРАМЕТРЫ КОНТРОЛЯ
4.1. Контроль ведут при следующих параметрах:
4.1.1. Частота ультразвуковых колебаний 2,5 МГц;
4.1.2. Диаметр пьезопластины 12 мм;
4.1.3. Контрольный уровень чувствительности должен быть на 6 дБ выше уровня чувствительности, соответствующего амплитуде сигнала от плоскодонного отражателя в испытательном образце на заданной глубине (тарировочный уровень - сплошная линия);
4.1.4. Поисковый уровень чувствительности должен быть выше контрольного уровня не менее чем на 6 дБ. При недостаточной чувствительности дефектоскопа допускается устанавливать поисковый уровень чувствительности на контрольном уровне, относящемся к глубине 80 мм (рисунок Д.6).
4.2. Размер угла ввода и значение частоты должны быть подтверждены путем прямых измерений согласно нормативным документам.
4.3. Для настройки дефектоскопов служит испытательный образец, приведенный на рисунке Д.3, выполненный в виде кольца с внутренним диаметром, равным диаметру осевого канала контролируемого ротора.
Настройку чувствительности проводят по плоскодонным отражателям, размеры которых, с учетом выявляемости реальных дефектов, соответствуют требованиям действующей нормативной документации.
Плоскодонные отражатели диаметром 2 мм располагают перпендикулярно вводимому ультразвуковому лучу (ось плоскодонного сверления образует с нормалью к внутренней поверхности образца угол 60°, равный углу ввода). Пять искусственных отражателей для настройки канала продольного обнаружения располагают в плоскости образца перпендикулярно его оси на глубине 5, 10, 20, 40 и 80 мм от внутренней поверхности и четыре отражателя - для настройки канала поперечного обнаружения - в осевой плоскости на глубине 5, 10, 20 и 40 мм от внутренней поверхности. Для получения четкого сигнала от поверхности канала на внутренней поверхности образца выполняют две риски.
Для изготовления образца следует использовать сталь той же марки, из которой изготовлен ротор. Допускается изготавливать образец из стали 20, по действующей нормативной документации, в нормализованном состоянии.
Требования к изготовлению испытательного образца приведены в приложении Д.1 к настоящим Методическим рекомендациям.
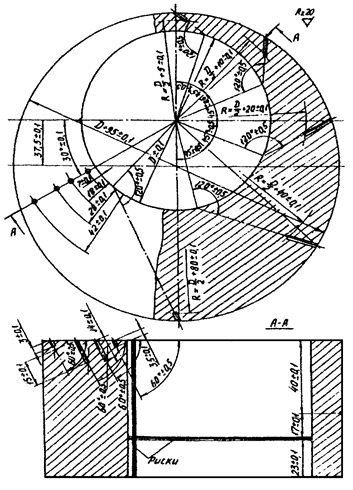
Рисунок Д.3 - Испытательный образец
4.4. Допускается для настройки дефектоскопов применять упрощенные испытательные образцы уменьшенного размера с цилиндрическими отражателями, расположенные на глубине 5, 10, 20, 40 и 80 мм (рисунки Д.4 и Д.5), с последующим пересчетом в плоскодонные отражатели по следующим данным:
|
Глубина залегания, мм |
10 |
20 |
40 |
60 |
80 |
|
Показания аттенюатора, дБ: |
|
|
|
|
|
|
для отражателя типа "боковая поверхность" |
52 |
49 |
43 |
39 |
35 |
|
для плоскодонного отражателя |
41 |
39 |
34 |
29 |
29 |
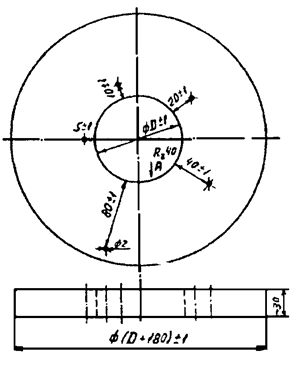
А -
поверхности для установки
ПЭП; D -
диаметр осевого канала
Рисунок Д.4 - Упрощенный
испытательный образец
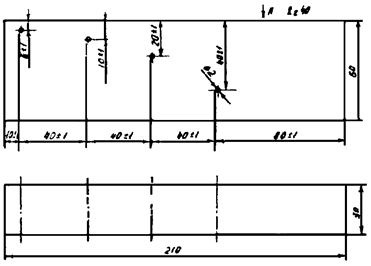
А -
поверхность для установки ПЭП
Рисунок Д.5 - Упрощенный испытательный
образец
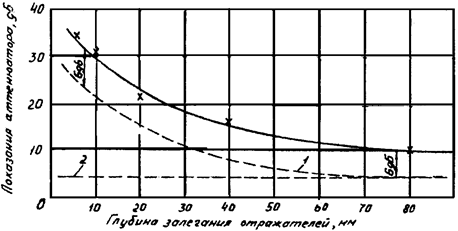
1 -
контрольный уровень; 2 - поисковый уровень
Рисунок Д.6 - Примерный тарировочный график
4.5. Для периодической проверки стабильности уровня чувствительности дефектоскопов допускается применять прямой ПЭП на частоту 2,5 МГц и стандартный образец № 2 по утвержденному нормативному документу.
5. ИММЕРСИОННЫЙ МЕТОД КОНТРОЛЯ
5.1. При иммерсионном методе ПЭП погружают в контактную жидкость, которая заполняет осевой канал ротора.
В качестве пьезоэлемента ПЭП используют пьезопластину, например из цирконата-титаната свинца ЦТС-19 диаметром 12 мм, непосредственно соприкасающуюся своей рабочей поверхностью с водой. Частота ультразвуковых колебаний 2,5 МГц.
5.2. Иммерсионный метод предусматривает использование двух каналов обнаружения.
Канал I (см. рисунок Д.1) предназначен для обнаружения дефектов, ориентированных вдоль оси ротора. В этом случае пьезопластину смещают относительно осевой линии ротора параллельно осевой плоскости, а ультразвуковые волны распространяются в азимутальной плоскости (перпендикулярно оси ротора).
Смещение центра пластины ПЭП m (в метрах, рисунок Д.7) рассчитывают по формуле
![]() (1)
(1)
где D - диаметр осевого канала ротора, м;
![]() - скорость
продольной волны в воде, м/с;
- скорость
продольной волны в воде, м/с;
с2t - скорость поперечной волны в стали, м/с;
α - угол ввода ультразвуковых колебаний в сталь, градус.
Канал II (см. рисунок Д.1) предназначен для обнаружения дефектов, ориентированных поперек оси ротора. Угол ввода ультразвуковых волн, распространяющихся в осевой плоскости ротора, должен составлять 60° ± 30′.
5.3. Для проведения иммерсионного метода контроля используют приспособления, предназначенные для перемещения и ориентации ПЭП в осевом канале ротора и уплотнения осевого канала при заполнении его водой (приложения 2-6 к настоящим Методическим рекомендациям).
5.4.1. Настройку чувствительности дефектоскопа ведут по плоскодонным отражателям.
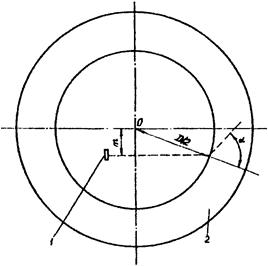
1 - ПЭП; 2
- ротор
Рисунок Д.7 - Схема обнаружения продольных
дефектов
5.4.2. Настройку ультразвуковьгх дефектоскопов рекомендуется выполнять в следующей последовательности:
а) установите испытательный образец 1 (рисунок Д.8) в сборе с удлинительными приспособлениями (трубами) 4, 5 в вертикальное положение;
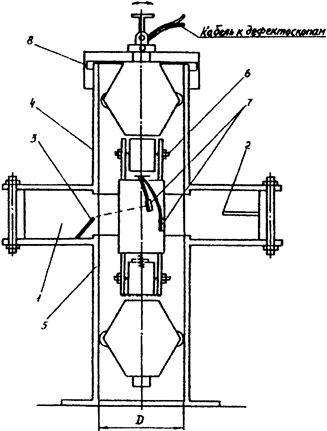
1 - образец;
2, 3 - контрольные отражатели;
4, 5 - удлинительные приспособления; 6 - каретка;
7 - ПЭП; 8 - приспособление для перемещения каретки
Рисунок Д.8 - Установка каретки в испытательном образце
при настройке дефектоскопов
б) заполните испытательный образец водой;
в) поместите в испытательный образец каретку 6 с ПЭП 7;
г) подключите дефектоскопы;
д) установите регуляторы канала обнаружения продольных дефектов (на примере дефектоскопа УД-10П) в следующие положения:
- регулятор "Мощность" - в среднее;
- кнопки переключателя "Мощность" - отпущены;
- кнопка переключателя рода работы - отпущена;
- регулятор отсечки - в крайнее левое;
- кнопки (длительности) "Ослабление ЭБ" - отпущены;
- регулятор длительности стробирующего импульса - в крайнее левое;
- регулятор задержки стробирующего импульса - в крайнее левое;
- кнопка "Внешняя синхронизация" (на верхней панели прибора) - отпущена;
- регулятор длительности развертки и переключатель диапазонов контроля - в положение, соответствующее толщине испытательного образца (эхо-сигнал от наружной поверхности образца должен располагаться в крайнем правом положении);
е) наклейте на экран дефектоскопа под линией развертки полоску бумаги для нанесения делений шкалы глубиномера;
ж) добейтесь изменением положения каретки максимальной амплитуды эхо-сигнала от риски на внутренней поверхности испытательного образца. Для плавного перемещения каретки при настройке служит приспособление 8;
з) отметьте положение импульса на шкале глубиномера и обозначьте его глубину - 0;
и) совместите регулятором ВРЧ начало ВРЧ с эхо-сигналом от внутренней поверхности;
к) добейтесь изменением положения каретки максимальной амплитуды эхо- сигнала от продольного контрольного отражателя 2, расположенного на глубине 20 мм;
л) отметьте положение импульса на шкале глубиномера и обозначьте соответствующую ему глубину - 20 мм;
м) измерьте амплитуду эхо-сигнала, установив кнопками "Ослабление ЭБ" высоту импульса 10 мм по экрану дефектоскопа;
н) выполните аналогичные операции (пп. 5.4.2к - 5.4.2м) для искусственных отражателей, расположенных на глубине 5, 10, 40 и 80 мм;
о) постройте по полученным значениям амплитуды тарировочный график (в качестве примера тарировочный график - сплошная линия на рисунке Д.6).
Тарировочный график строят для каждого дефектоскопа и ПЭП отдельно при заданном положении регуляторов и проверяют по образцу перед проведением контроля;
п) выполните аналогичные операции (пп. 5.4.2д - 5.4.2о) при настройке дефектоскопа, предназначенного для выявления поперечных дефектов.
При построении тарировочного графика канала обнаружения поперечных дефектов показание аттенюатора для глубины залегания 80 мм принимается на 10 дБ (25 ед. Нимп при использовании дефектоскопов типа УДМ) ниже, чем для глубины 40 мм.
5.4.3. При использовании дефектоскопов ДУК-66П регуляторы следует установить в следующие положения:
- "Координаты дефекта" - в крайнее правое;
- "х1 – х2" – "х1";
- "Задержка" - в "Откл.";
- "Развертка I-II" - в II;
- "Развертка плавно" - в крайнее левое;
- "Зона АСД" - в крайнее левое;
- "I-II" - в "I+II";
- "Ампл" - в крайнее левое;
- "Время" - в крайнее левое;
- "Ослабление, дБ" - "0".
Далее выполняют операции по пп. 5.4.2е - 5.4.2о и 5.4.2к - 5.4.2о.
5.4.4. После настройки дефектоскопа временно отключите ПЭП для контроля и включите прямой ПЭП, который следует установить на стандартный образец № 2, чтобы получить сигнал от отверстия диаметром 6 мм, расположенного на расстоянии 44 мм от контактной поверхности. Амплитуда сигнала от искусственного отражателя фиксируется. ПЭП для контроля вновь подключите к дефектоскопу. В процессе контроля периодически производите проверку уровня чувствительности дефектоскопа посредством подключения прямого ПЭП и сравнением амплитуды от искусственного отражателя с первоначальной.
В случае отличия амплитуд на 2 дБ и более следует проводить повторную настройку уровня чувствительности дефектоскопа по испытательному образцу.
Контроль выполняется в два приема со сменой направления ввода ультразвука на противоположное в целях повышения надежности контроля.
5.6. Операции по контролю рекомендуется проводить в следующей последовательности:
- установите регуляторы дефектоскопов по пп. 5.4.2 - 5.4.3;
- установите чувствительность дефектоскопа в режим поиска на 6 дБ выше по сравнению с тарировочным значением для глубины 80 мм (согласно тарировочному графику);
- осуществляйте сканирование всей поверхности осевого канала поступательно-вращательным движением штанги с помощью рукоятки подачи. Через каждые 6 мм поступательного (вдоль оси ротора) движения производятся один полный оборот штанги в одну сторону и возврат в прежнее положение;
- при дефектоскопировании ротора, имеющего расточку поверхности осевого канала диаметром большим, чем основной, необходимо провести повторное сканирование после прокручивания ротора на 180° в целях исключения влияния зеркала воды в расточке. Переходные участки расточки, имеющие коническую поверхность, контролировать не следует;
- проверьте чувствительность дефектоскопов через 1 ч работы, подключая дополнительный ПЭП и используя образец № 2;
- производите смену направления озвучивания в следующем порядке: снимите приспособление для заглушки рабочего торца ротора, извлеките каретку с центраторами, отсоедините высокочастотный кабель от ПЭП, отсоедините шарнир от транспортирующего устройства, поверните транспортирующее устройство на 180°, присоедините шарнир к транспортирующему устройству, подсоедините кабель к ПЭП, введите транспортирующее устройство в канал ротора, прижмите приспособление для заглушки к фланцу ротора, долейте воду.
5.7. По окончании контроля следует извлечь из осевого канала каретку и отсоединить ПЭП; приспособление разобрать, очистить от грязи и насухо протереть, смазать трущиеся детали каретки густой смазкой; промыть рабочую поверхность ПЭП уайт-спиритом, не касаясь при этом поверхности пьезопластины руками; поместить комплект в сухое место.
6. КОНТАКТНЫЙ МЕТОД КОНТРОЛЯ
6.1. При контактном методе применяют наклонные ультразвуковые ПЭП, снабженные приспособлениями для их ориентации и перемещения в осевом канале ротора (приложения Д.4 - Д.6 к настоящим Методическим рекомендациям). Частота ультразвуковых колебаний - 2,5 МГц, диаметр пьезопластины - 12 мм, угол призмы - 46° ± 1° (угол ввода - 60°) и 56° ± 1° (ввод поверхностных и поперечных волн под углом 60 - 90°). Для подключения ПЭП применяется высокочастотный кабель длиной 8 - 14 м.
6.2. Настройка аппаратуры. Для настройки аппаратуры следует:
- подключить ПЭП с помощью соединительного радиочастотного кабеля к дефектоскопу и вставить его в ориентирующую рамку;
- поместить ПЭП вместе с ориентирующей рамкой на внутреннюю поверхность испытательного образца;
- установить регуляторы дефектоскопа в положение согласно пп. 5.2 - 5.4.
Примечание - Для дефектоскопов типа УДМ регуляторы установить в следующие положения:
- "I-I+II" - в "I";
- "Частота" – "2,5";
- "Вид измерений" - "Нимп".
Остальные регуляторы установить в соответствии с указаниями инструкции по эксплуатации приборов.
Далее выполнить операции аналогично пп. 5.2 - 5.5.
При измерении амплитуды эхо-сигналов и построении тарировочного графика в качестве единицы измерения используйте единицы шкалы Нимп:
- изменением положения ПЭП получить максимальную амплитуду эхо-сигнала от риски на внутренней поверхности образца (используется призма с углом падения центрального луча 46°);
- отметить положение импульса на шкале глубиномера и обозначить соответствующую ему глубину 0 (для α = 46°);
- построить тарировочные кривые для искусственных отражателей, расположенных на глубине 5, 10, 40 и 80 мм. Тарировочные кривые построить для выявления продольных и поперечных дефектов согласно пп. 5.4.2о и 5.4. 2п;
- настроить чувствительность ПЭП (призма с углом 56°) по риске на испытательном образце (см. рисунок Д.4) при установке передней грани призмы на уровне риски.
6.3. Подготовка к контролю.
Общий вид устройства для УЗК ротора представлен на рисунке Д.9.
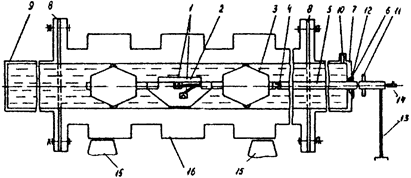
1 - ПЭП; 2
- каретка; 3 - центраторы; 4 - шарнир;
5 - штанга; 6 - резиновая манжета; 7 - проходное донышко;
8 - резиновые прокладки; 9 - глухое донышко; 10 -
патрубок;
11 - рукоятка подачи; 12 - азимутальный диск; 13 -
тренога;
14 - кабель к дефектоскопам; 15 - опоры; 16 – ротор
Рисунок Д.9 - Общий вид устройства для УЗК ротора
Подготовка к контролю (рисунок Д.10) производится в следующей последовательности:
- вставить в канал ориентирующее приспособление с ультразвуковым ПЭП, закрыть нижний конец канала пробкой, наполнить канал приготовленной по п. 2.2 водой (маслом) до максимально возможного уровня;
- подключить ПЭП кабелем к дефектоскопу;
- присоединить первое звено штанги к ориентирующему приспособлению, поставить вторую заглушку с окном (рисунок Д.11);
- совместите продольную метку на штанге с меткой на торце ротора (наносится мелом);
- долейте воду в канал ротора до предельного уровня.
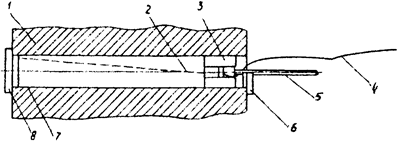
1 – ротор; 2
– уровень жидкости; 3 – ориентирующее
приспособление с ПЭП; 4 – высокочастотный кабель;
5 – штанга; 6 – пробка с окном; 7 – поверхность канала; 8
– пробка
Рисунок Д.10 - Схема УЗК ротора с погружением
призматического ПЭП в жидкость
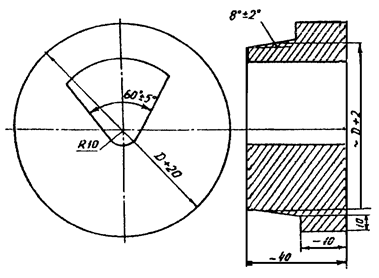
Рисунок Д.11 Опорно-уплотняющая заглушка с окном
6.4. Проведение контроля.
6.4.1. Контроль ротора проводите в четыре приема: два положения ПЭП (отличаются направлением излучения, - для выявления продольных дефектов и два - для выявления поперечных дефектов.
6.4.2. После контроля части, заполненной водой (маслом), ротор поворачивают вокруг оси на угол, обеспечивающий заполнение жидкостью и создание акустического контакта по поверхности, не подвергавшейся сканированию. После этого проводится контроль по п. 6.4.1. Число поворотов ротора определяется созданием надежного акустического контакта по всему периметру осевого канала и включает в себя не менее двух положений ротора.
6.4.3. Сканирование осуществляют поворотом штанги на угол, обеспечивающий контроль по поверхности, покрытой иммерсионной жидкостью, с шагом поступательного перемещения штанги не более 6 мм.
6.4.4. При обнаружении сигнала измеряют амплитуду эхо-сигнала, условные размеры дефекта, положение эхо-сигнала на развертке экрана дефектоскопа и координаты ПЭП.
7. ОПРЕДЕЛЕНИЕ ХАРАКТЕРИСТИК ДЕФЕКТОВ
Для обнаруженного дефекта определяют расстояние от торца ротора (линейную координату), азимут (угловую координату), эквивалентный диаметр (площадь), условную протяженность, условную высоту, глубину залегания дефекта, а также указывают амплитуду сигнала.
Способы определения характеристик дефектов приведены в приложении Д.7 к настоящим Методическим рекомендациям.
8. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
Результаты контроля записывают в протокол (приложение Д.8 к настоящим Методическим рекомендациям) и наносят на схему развертки (дефектограмму) осевого канала ротора. В протоколе указывают название электростанции, тип ротора (ВД, СД), тип турбины, станционный номер турбины, заводской номер ротора (выбит на торце), дату проведения контроля, состав бригады, проводящей контроль, направление отсчета координат (по ходу или против хода пара) и угловые координаты (координату "0" "привязывают" к какому-то номеру отверстия под болт на полумуфте). Протокол подписывается всеми членами бригады с указанием должности.
На рисунке Д.12 приведен пример дефектограммы осевого канала.
Обнаруженный линейный дефект расположен на расстоянии 1250 мм от торца ротора против хода пара (со стороны генератора), имеет азимут 270° по отношению к крепежному отверстию № 1 на полумуфте ротора и условную протяженность 250 мм.
Числа над условным обозначением дефекта указывают глубину его залегания (20 мм), эквивалентный диаметр (2 мм), условную высоту (3 мм).
На рисунке Д.12 угловая координата 0° совпадает с крепежным отверстием № 1 на полумуфте ротора.
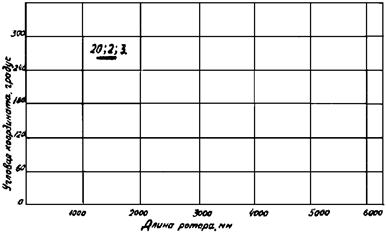
Рисунок Д.12 - Пример дефектограммы осевого канала ротора
9. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
9.1. При эксплуатации ультразвуковых дефектоскопов следует выполнять требования безопасности и производственной санитарии в соответствии с действующими нормативными актами.
9.2. Перед допуском к проведению контроля все лица, участвующие в его выполнении, должны пройти инструктаж по технике безопасности с регистрацией в специальном журнале.
9.3. Лица, участвующие в выполнении контроля, должны знать и выполнять общие правила техники безопасности, установленные для работников цехов и участков, в которых проводят контроль.
9.4. При отсутствии на рабочем месте розеток, подключение и отключение дефектоскопа к электрической цепи должны производить дежурные электрики.
9.5. Перед включением в электрическую сеть дефектоскоп должен быть надежно заземлен голым гибким медным проводом сечением не менее 2,5 мм2.
Приложение Д.1
ИЗГОТОВЛЕНИЕ ИСПЫТАТЕЛЬНОГО ОБРАЗЦА
В испытательном образце изготавливаются искусственные отражатели типа сверлений с плоским дном диаметром 2 мм и рисок.
Разметку для изготовления сверлений, начинающихся на цилиндрической поверхности образца, ведут следующим образом.
Согласно рисунку Д.3 отмечают точки начала сверлений. Определяют глубину, на которую изготавливается сверление. Направление сверления определяется с помощью шаблона, представляющего собой угольник с углом при вершине 120°. Шаблон накладывается так, чтобы угол при вершине находился на окружности, соответствующей внутренней поверхности образца, и при этом одна грань пересекала центр внутренней окружности, а другая точку выхода оси сверления на внешнюю окружность. Таким образом, размечают пять направлений сверлений на внешней цилиндрической поверхности образца. Четыре сверления на торцевой поверхности выполняются согласно рисунку Д. 12. Шероховатость плоской поверхности сверлений не должна превышать Rz = 8 мкм. Глубина рисок на внутренней поверхности 0,1 мм. Одна риска изготавливается путем проточки на токарном станке, другая - строганием. Форма рисок - треугольная с углом 15°.
Приложение Д.2
ОПИСАНИЕ
КОМПЛЕКТА ПРИСПОСОБЛЕНИЙ
ДЛЯ ИММЕРСИОННОГО МЕТОДА КОНТРОЛЯ
В состав комплекта приспособлений ИДЦ - 18 (ИДЦ-19) входят:
|
- каретка в сборе с двумя ПЭП и двумя центраторами........................................... |
1 шт. |
|
- штанга составная из трех колен............................................................................... |
1 шт. |
|
- заглушка-поперечина................................................................................................ |
1 шт. |
|
- рукоятка подачи......................................................................................................... |
1 шт. |
|
- диск азимутальный.................................................................................................... |
1 шт. |
|
- кабель коаксиальный для соединения ПЭП с дефектоскопом............................. |
2 шт. |
|
- образец испытательный в сборе с удлинительными приспособлениями |
|
|
(трубами)................................................................................................................... |
1 шт. |
|
- устройство плавного перемещения каретки при настройке................................ |
1 шт. |
|
- заглушка деревянная (изготавливается на месте).................................................. |
1 шт. |
|
- тренога для поддержания штанги............................................................................ |
1 шт. |
Технические данные:
- диаметр осевого канала контролируемого ротора 90 - 160 мм;
- диапазон контролируемых глубин 3 - 80 мм от поверхности осевого канала;
- минимальный диаметр плоского отражателя, выявляемого на глубине 80 мм - 2 мм;
- частота ультразвуковых колебаний 2,5 МГц.
Рабочая документация на комплект приспособлений для иммерсионного контроля (включая чертежи, технологию изготовления ПЭП и испытательного образца) или сам комплект могут быть заказаны в НПО ЦНИИТМАШ.
Приложение Д.3
ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАГЛУШКИ ТОРЦОВ
Приспособление для заглушки торцов изготавливают в соответствии с рисунком Д.3.1.
На рисунке показаны: удлинитель 1; фланцы 2; диаметр и разметку отверстий для крепежа определяют по фланцам ротора; резиновые прокладки 3; болты 4; патрубок для заливки воды 5; проходное донышко 6; глухое донышко 7; резиновая армированная манжета 8 40×24×10 мм (размеры манжеты и отверстия в донышке уточняются по фактическому диаметру штанги); крышка манжеты 9; винт 8×146 - 4 шт. 10; D - диаметр осевого канала ротора.
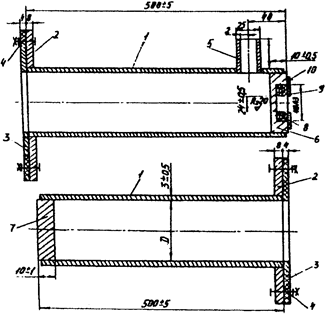
Рисунок Д.3.1 - Приспособление для заглушки торцов
Приложение Д.4
ИЗГОТОВЛЕНИЕ
И СБОРКА
ОРИЕНТИРУЮЩЕГО ПРИСПОСОБЛЕНИЯ
Приспособление для ориентации ПЭП (рисунок Д.4.1) состоит из прижимной (рисунок 4.2) и ориентирующей (рисунок Д.4.3) рамок, четырех штифтов, служащих направляющими, двух пружин-растяжек и четырех пружин сжатия.
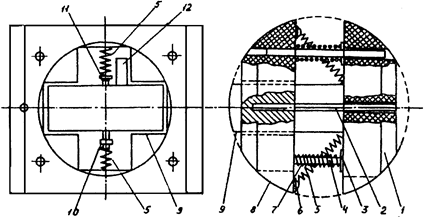
1 -
прижимная рамка; 2, 4 - штифты 4×90 из стали с резьбой
на одном конце (длина 30 мм); 3 - латунная шайба 4,5;
5 - пружина растяжения диаметром 8 мм из проволоки диаметром 1 мм;
6 - винт 15×144 и шайба; 7 - пружина сжатия диаметром 8 мм
из проволоки
диаметром 1 мм; 8 - ориентирующая рамка; 9 - искатель;
10 - гайка диаметром М3; 11 - винт 40×143; 12 –
штуцер
Рисунок Д.4.1 -
Разъемное приспособление для ориентации
ПЭП в азимутальной и осевой плоскостях
В ориентирующую рамку 8 (см. рисунок Д.4.1) вворачивают штифты 4, на них надевают пружины сжатия 7 с шайбами 3. Сверху устанавливают прижимную рамку 1 и вставляют искатель, соединяют его с рамой пружинами.
Для перемещения искателя вдоль канала ротора применяется составная штанга, изготовленная из одной или не скольких металлических трубок диаметром около 18 мм (рисунок Д.4.4). Первое звено штанги с помощью штифта 2 (см. рисунок Д.4.1) соединяют с ориентирующей и прижимной рамками (в первом звене штанги просверливают дополнительное отверстие диаметром 4,5 мм на расстоянии 7 мм от края для соединения с ориентирующим устройством). На звеньях штанги через 100 мм просверлены отверстия для определения координат датчика в канале ротора.
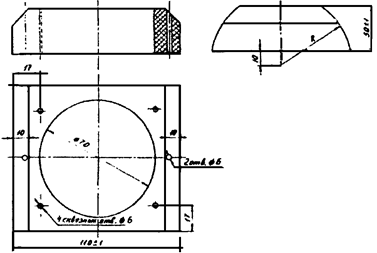
R - радиус осевого канала
Рисунок Д.4.2 - Прижимная рамка
Примечание - Отверстия диаметром 6 мм сверлить по листу по отверстиям под М4 в ориентирующей рамке.
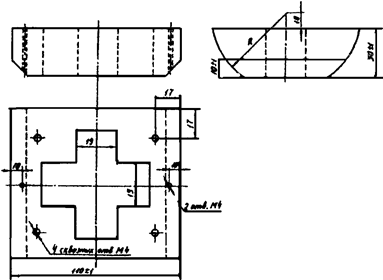
R - по рисунку 4.2
Рисунок Д.4.3 - Ориентирующая рамка
Примечание - Отверстия М4 сверлить в двух рамках в сборе
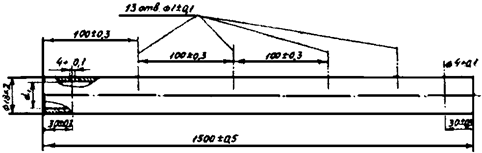
Рисунок Д.4.4 - Звено штанги
Примечание - диаметр трубки и толщина ее стенки указаны ориентировочно
Допускается выполнение в звеньях штанги дополнительных отверстий диаметром 4 мм. Дополнительные отверстия располагают на расстоянии примерно 50 см одно от другого.
Эти отверстия применяют для присоединения к штанге штыря диаметром 4 мм и длиной 20 см. Штырь используют (при необходимости) для вращения вручную ориентирующего приспособления внутри канала ротора.
Рабочая документация на ориентирующее приспособление (включая чертежи, технологию изготовления) или сам комплект могут быть заказаны в ОАО "ВТИ" отделение измерительной техники (ОИТ).
Приложение Д.5
ИЗГОТОВЛЕНИЕ
НАКЛОННЫХ ПРЕОБРАЗОВАТЕЛЕЙ
ДЛЯ ВВОДА УЛЬТРАЗВУКА В АЗИМУТАЛЬНУЮ
И ОСЕВУЮ ПЛОСКОСТИ РОТОРА
1. ПЭП для азимутальной плоскости
ПЭП собирают из стандартных деталей серийных разборных призматических искателей на частоту 2,5 МГц и специальных деталей (см. рисунки Д.4.1, Д.4.2, Д.4.3).
Используют следующие детали серийных искателей: пьезоэлемент из керамики ЦТС-19, арматуру для крепления пьезопластины (салазки с зажимной гайкой, демпфер, поршень).
Демпфер в серийных призматических искателях, как правило, изготовлен из асбеста. Рекомендуется заменить его демпфером из микропористой резины, что обеспечит постоянство давления на пьезопластину и герметизацию пространства между демпфером и прилегающей гранью призмы искателя.
Призма искателя для ввода ультразвука в азимутальной плоскости приведена на рисунке Д.5.1.
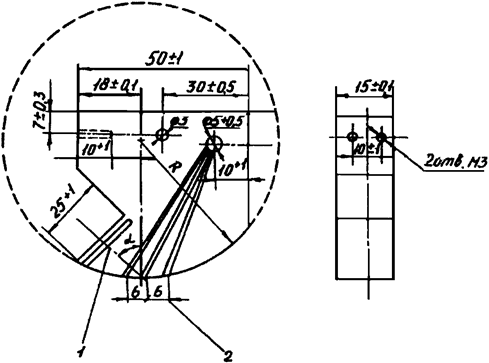
1 - ось пучка лучей; 2 - три канавки с каждой стороны глубиной и шириной 1 мм
Рисунок Д.5.1 -
Призма искателя для ввода ультразвука
в азимутальной плоскости
Для возбуждения поперечных волн применяют призму с углом 46°±0,5°.
Сборка искателя: на призму устанавливают арматуру с пьезоэлементом, призму устанавливают между боковыми накладками так, чтобы она со всех сторон выходила за пределы накладок; в отверстие диаметром 5 мм вставляют штуцер и стягивают пакет гайкой М5, при этом боковые отверстия штуцера должны быть направлены к канавкам призмы, через которые поступает к контактной поверхности призмы искателя.
Накладки служат также для улучшения скольжения искателя в проеме ориентирующей рамки ориентирующего приспособления.
Собранный искатель присоединяют кабелем к дефектоскопу, регулируют демпфирование пьезоэлемента зажимной гайкой, проверяют чувствительность по испытательному образцу. При необходимости уменьшить реверберационные шумы наносят на поверхность призмы (кроме контактной) треугольный профиль (как у серийных искателей).
Допускается изготавливать искатель без использования арматуры для крепления путем приклейки пьезопластины к призме эпоксидной смолой с последующей заливкой выреза призм.
Для обеспечения стабильности чувствительности искателя следует перед склейкой (сборкой) для снятия остаточных напряжений в материале призмы нагреть ее до температуры начала размягчения плексигласа и медленно охладить (например, выдержать в кипящей воде в течение полу часа, охладить вместе с водой на воздухе), при этом снижаются шумы искателя.
2. ПЭП для осевой плоскости
ПЭП собирают из стандартных деталей разборных призматических искателей на частоту 2,5 МГц и специальных деталей: призмы (рисунок Д.5.4), двух накладок из латуни (рисунок Д.5.2), штуцера (рисунок Д.5.3) и гайки М5.
Для возбуждения поперечных волн применяют призму с углом 46°±0,5°.
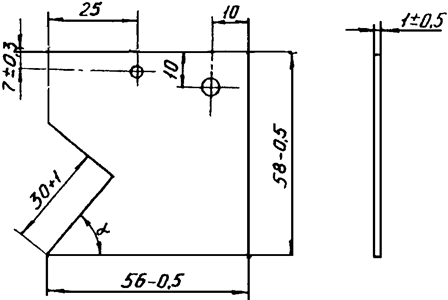
Рисунок Д.5.2 - Накладка
Примечание - Отверстия сверлятся в сборе с призмой
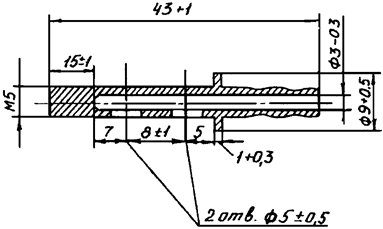
Рисунок Д.5.3 - Штуцер
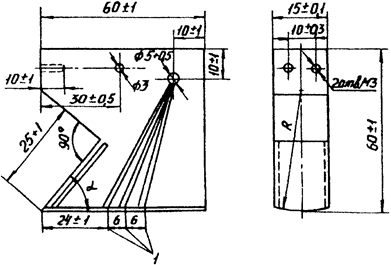
1 - три канавки с каждой стороны глубиной и шириной 1 мм
Рисунок
Д.5.4 - Призма искателя для ввода ультразвука
в осевой плоскости
Приложение Д.6
СБОРКА
ОРИЕНТИРУЮЩЕГО ПРИСПОСОБЛЕНИЯ
С ПРЕОБРАЗОВАТЕЛЕМ
В ориентирующую рамку (в одно из двух положений в зависимости от расположения обнаруживаемых дефектов) помещают искатель 9 (см. рисунок Д.4.1). В искатель вставляют винт 11 с закрепленными пружинами растяжения 5. С другой стороны пружину с помощью винтов 6 закрепляют в направляющей рамке. Сверху вставляют прижимную рамку. С искателя присоединяют высокочастотный кабель и резиновый шланг для подачи контактной жидкости. К приспособлению с помощью штифта присоединяют штангу (см. рисунок Д.4.4).
Сжатые рамки помещают в полость осевого канала. Пружины обеспечивают надежный контакт искателя с ротором.
Отдельные звенья штанги соединяют с помощью соединителя (рисунок Д.6.1) и винтов М4×30 с гайками.
d1 - внутренний диаметр
звена;
h1 -
толщина стенки (более 1 мм)
Рисунок Д.6.1 - Соединитель
Приложение Д.7
ОПРЕДЕЛЕНИЕ ХАРАКТЕРИСТИК ДЕФЕКТОВ
1. Расстояние от торца ротора до искателя (линейную координату) определяют по делениям, нанесенным на штанге через каждые 10 мм. Промежуточные значения измеряют линейкой.
Линейная координата поперечного дефекта (мм) определяется по формуле
![]()
где ![]() - расстояние от торца ротора до
дефекта по линейке на штанге, мм;
- расстояние от торца ротора до
дефекта по линейке на штанге, мм;
![]() - длина
арматуры, прикрепленной к торцу ротора, мм;
- длина
арматуры, прикрепленной к торцу ротора, мм;
![]() - поправка,
зависящая от диаметра канала ротора, мм;
- поправка,
зависящая от диаметра канала ротора, мм;
![]() - поправка,
зависящая от глубины залегания дефекта, мм;
- поправка,
зависящая от глубины залегания дефекта, мм;
Ниже приведены значения ![]() и
и ![]() .
.
|
Диаметр канала, мм |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
|
Dх1 мм |
23 |
30 |
32 |
34 |
37 |
39 |
41 |
44 |
|
Глубина залегания |
||||||||
|
дефекта, мм |
4 |
8 |
12 |
15 |
19 |
22 |
26 |
30 |
|
Dх2 мм |
9 |
19 |
29 |
37 |
46 |
56 |
65 |
75 |
|
|
35 |
40 |
45 |
50 |
55 |
60 |
70 |
80 |
|
|
86 |
92 |
110 |
121 |
133 |
148 |
172 |
197 |
Примечание - Знак "+", если ось ультразвукового пучка составляет со штангой тупой угол и "-", если острый угол.
2. Угловую координату (азимут) продольного дефекта определяют следующим образом. Сканированием добиваются максимальной амплитуды эхо-сигнала от дефекта. Совмещают риски азимутального диска с риской на штанге, после чего фиксируют показание азимута (в градусах) против нулевой отметки на роторе. Цена деления шкалы азимутального диска 5°. По шкале экрана определяют глубину залегания дефекта, а по приведенным ниже данным - соответствующую этой глубине поправку ±Dj.
|
Глубина залегания, мм |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
|
±Dj, градус |
10 |
20 |
25 |
25 |
30 |
30 |
35 |
35 |
Сумма j и ±Dj является угловой координатой дефекта.
Примечание - Знак "+" ставится при контроле по часовой стрелке, знак "-" - против часовой стрелки.
3. Эквивалентный диаметр дефекта (площадь) определяют только в том случае, если амплитуда эхо-сигнала от дефекта равна или превышает уровень тарировочной кривой при измеренной глубине залегания дефекта. Превышение амплитуды эхо-сигнала на 6 дБ по сравнению с тарировочным означает, что эквивалентная площадь дефекта превышает площадь искусственного отражателя диаметром 2 мм в 2 раза, на 12 дБ - в 4 раза, на 18 дБ - в 8 раз и т.д.
4. Условную протяженность дефекта определяют по двум крайним положениям ПЭП, в которых амплитуда эхо-сигнала уменьшается от максимума до контрольного уровня. Контрольный уровень устанавливается на 6 дБ ниже тарировочного уровня для соответствующей глубины (см. п. 3 приложения Д.7 к настоящим Методическим рекомендациям). Для продольного дефекта условная протяженность соответствует разнице двух линейных координат, соответствующих указанным положениям ПЭП. Условная протяженность поперечного дефекта соответствует разнице двух угловых координат с учетом глубины залегания дефекта и определяется по номограмме (рисунок Д.7.1)
5. Условную высоту дефекта определяют на контрольном уровне как ширину основания огибающей последовательности эхо-сигналов на экране дефектоскопа с помощью наложенной на него миллиметровой сетки в миллиметрах. Условную высоту протяженного дефекта измеряют в том месте, где эхо-сигнал имеет максимальную амплитуду.
6. Глубину залегания дефекта и амплитуду определяют согласно указаниям технических описаний и инструкций по эксплуатации дефектоскопов.
7. Пример определения условных размеров дефекта.
При контроле качества металла ротора диаметром осевого канала D = 120 мм дефектоскопом ДУК-66П обнаружен поперечный дефект на глубине h = 40 мм с максимальной амплитудой 20 дБ.
Согласно тарировочному графику уровень чувствительности для дефекта на глубине 40 мм соответствует 15 дБ. Рукоятки аттенюатора ставят в положение 9 дБ, что соответствует завышению чувствительности дефектоскопа до контрольного уровня. Вращением штанги относительно ротора добиваются уменьшения значения эхо-сигнала до уровня 10 мм над линией развертки и определяют угол j1 (в градусах). Вращением штанги в противоположную сторону с одновременным уменьшением амплитуды до уровня 10 мм определяют j2 При Dj = j1 - j2 = 50° по номограмме (см. рисунок Д.7.1) определяют условную протяженность дефекта (последовательность определения показана стрелками), равную 87 мм.
Для определения условной высоты дефекта штангу следует установить в положение, которое соответствовало бы амплитуде эхо-сигнала 20 дБ. Продольным перемещением штанги уменьшают сигнал до уровня 10 мм на экране дефектоскопа. Разница (в миллиметрах по экрану) между положениями сигналов на уровне 10 мм будет соответствовать условной высоте дефекта.
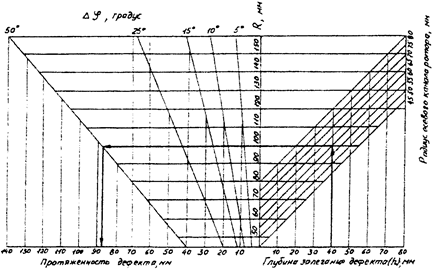
Dj - угол, в пределах которого выявляется дефект (разность угловых координат) R = h + D/2
Рисунок
Д.7.1 - Номограмма для определения протяженности
поперечных дефектов
Приложение Е
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ
ПО ИЗМЕРЕНИЮ ОСТАТОЧНОЙ ДЕФОРМАЦИИ
ПОЛЗУЧЕСТИ РОТОРА СО СТОРОНЫ ОСЕВОГО КАНАЛА
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Измерения остаточных деформаций в осевых расточках роторов паровых турбин производятся в период капитальных ремонтов турбин на роторах высокого и среднего давления, работающих при температуре пара перед цилиндрами 450 °С и выше, с целью получения данных для оценки технического состояния роторов и прогнозирования их остаточного ресурса.
1.2. Периодичность контроля устанавливается согласно нормативным документам.
1.3. Не проводится контроль роторов производства НПО "Турбоатом", а также роторов других заводов с диаметром осевого канала менее 80 мм и более 140 мм или имеющих на поверхности осевого канала локальные расточки, выборки, уступы, препятствующие перемещению нутромера по поверхности канала.
1.4. Измерение накопленной деформации осуществляется до зачистки поверхности канала от окалины хонинговальной головкой. В том случае, если на контролируемом роторе до измерения накопленной деформации производилась зачистка поверхности, дважды проводится измерение диаметра канала: первый раз - после зачистки канала, второй - через определенный период эксплуатации ротора до повторной зачистки канала. Оценка надежности эксплуатации ротора проводится путем сравнения фактической скорости накопления остаточной деформации ползучести за этот отрезок времени с допустимой скоростью, в соответствии с критерием, приведенным в п. 6.1.2.2 настоящей Инструкции.
2. СРЕДСТВА ИЗМЕРЕНИЯ
2.1. Измерения рекомендуется проводить нутромерами ИВД-2 (механический нутромер) или ИВД-3 (электронный нутромер) производства НПО ЦКТИ. Порядок работы с нутромерами устанавливается инструкциями, прилагаемыми к приборам при передаче их заказчику. Рекомендуется привлекать для инструктажа и производства измерений специалистов НПО ЦКТИ.
2.2. Допускается применение других приборов, обеспечивающих точность измерения диаметра канала не менее 0,01 мм на расстоянии от торца ротора не менее 4 м и позволяющих фиксировать положение датчика по длине ротора с точностью не менее 5 мм.
3. ПОДГОТОВКА РОТОРА К ИЗМЕРЕНИЯМ
3.1. Ротор устанавливается на козлах на высоте 1,0 - 1,5 м со свободным доступом к обоим торцам на расстоянии 3 - 4 м.
3.2. Удаляются пробки, закрывающие осевой канал.
3.3. Из осевого канала удаляются посторонние предметы; канал очищается ветошью и металлическими щетками до металлического блеска, продувается сжатым воздухом, обезжиривается ацетоном или другим растворителем.
3.4. Производится подготовка прибора к работе.
4. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
4.1. Исходный торец ротора, от которого ведется отсчет глубин, выбирается так, чтобы продвижение прибора в глубь расточки при измерениях совпадало с направлением хода пара. В двухпоточных роторах с подводом пара к середине ротора выбор исходного торца является произвольным. Глубина замера должна быть такой, чтобы она охватывала первый и три последующих по ходу пара дисков.
4.2. Расстояние в глубь канала отсчитывается от струны, натянутой в плоскости исходного торца ротора между противоположными болтовыми отверстиями на его полумуфте. Номера отверстий записываются в протокол результатов испытаний.
4.3. Все измерения проводятся дважды: первый раз - при движении прибора в глубь канала до четвертой ступени включительно, второй раз - при движении прибора в обратном направлении.
4.4. Показания прибора снимаются через каждые 100 мм осевого перемещения и заносятся в протокол. Там же указывается наработка ротора в часах к моменту измерений и данные о предыдущих замерах.
4.5. После измерений, указанных в п. 4.3, ротор поворачивают на 90°, вновь натягивают струну на торце в вертикальном положении, записывают в протоколе номера отверстий, через которые натянута струна, и повторяют измерения согласно пп. 4.3, 4.4.
4.6. В каждом положении ротора измеряется минимальный диаметр осевого канала штихмасом с точностью 0,01 мм. Измерения производятся на расстоянии 50 - 60 мм от торца ротора.
4.7. Если запланировано хонингование расточки, все измерения, предусмотренные пп. 4.4 - 4.6, производятся как до хонингования, так и после него.
4.8. При производстве измерений на роторе, подвергавшемся данному виду контроля ранее при предыдущих ремонтах, все операции измерения повторяются, причем замеры должны быть проведены в тех же плоскостях (определяемых номерами отверстий), в каких проводились предыдущие замеры.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
5.1. Обработка результатов измерений производится на основании данных, записанных в протоколе.
5.2. Рекомендуется производить обработку по специальной программе при помощи персонального компьютера типа РС/АТ 486 др. Программа разработана НПО ЦКТИ и передается заинтересованным организациям на магнитных носителях вместе с инструкцией по пользованию прибором. В программу заложены необходимые исходные данные по роторам, позволяющим производить обработку результатов измерений для турбин К-200-130 ЛМЗ (ВД и СД), К-300-240 ЛМЗ (ВД и СД), ПТ-600-130 и др.
При проведении контроля на роторе, не включенном в банк данных компьютера, существует возможность дополнить программу соответствующими новыми данными.
5.3. Программа выдает в графической форме распределение остаточных деформаций ползучести по длине ротора, а также максимальную деформацию для двух взаимно перпендикулярных сечений, использованных при замерах.
5.4. Критерии надежности для оценки результатов измерений приведены в п. 6.1.2.2 настоящей Инструкции.
5.5. В том случае, если измерения остаточной деформации ползучести проводились до зачистки поверхности осевого канала хонинговальной головкой, для оценки надежности роторов используются оба критерия: по значению накопленной деформации ползучести и скорости накопления остаточной деформации. Решение о работоспособности ротора принимается по более консервативному из двух критериев. Если измерение остаточной деформации осуществляется после зачистки поверхности канала, для оценки эксплуатационной надежности ротора используется только критерий по допустимой скорости ползучести.
5.6. Результаты контроля могут быть использованы для экспериментальной оценки значения накопленной в роторе поврежденности от ползучести. При этом накопленная поврежденность соответствует отношению значения измеренной деформации ползучести к предельно допустимой для данной марки стали.
Приложение Ж
ПОРЯДОК
ФОТОГРАФИРОВАНИЯ ДЕФЕКТОВ
НА ПОВЕРХНОСТИ ОСЕВОГО КАНАЛА РОТОРА
1. При обнаружении на поверхности осевого канала при визуальном осмотре или МПД недопустимых дефектов их фотографируют.
2. Фотографирование выявленных дефектов производится либо фотосистемой эндоскопа, либо через перископ (РВП-456) с помощью фотонасадки к зеркальному фотоаппарату типов "Зенит" или непосредственно фотоаппаратами типов "Зенит", "Салют", "Киев-10" и др.
3. Фотографирование через перископ РВП-456 производится с применением фотонасадки (рисунок Ж.1). Фотонасадка резьбовой частью вкручивается в зеркальный фотоаппарат вместо фотообъектива и надевается на окуляр перископа. Наведение на резкость производится окуляром перископа. Освещение дефекта для фотографирования производится штатной осветительной системой перископа РВП-456.
4. Для фотографирования дефектов непосредственно фотоаппаратами типов "Зенит", "Салют" или "Киев- 10" применяются длиннофокусные объективы "Гелиос-40", "Юпитер-9" (фокусное расстояние F = 85 мм), "Юпитер-11" (F = 135 мм), "Таир-11" (F = 133 мм), "Юпитер-6" (F = 180 мм), "Таир-3" (F = 300 мм), "МТО-500" (F = 500 мм). При выборе объектива необходимо учитывать, что с увеличением фокусного расстояния возрастает нижний предел фокусировки изображения.
Объективы "Таир-3" и "МТО-500" позволяют сфокусировать изображение, расположенное не ближе 3 и 4 м соответственно.
5. Для фотографирования дефектов непосредственно фотоаппаратом ротор поворачивается вокруг оси так, чтобы выявленный дефект оказался в крайнем верхнем положении, В канал ротора с помощью штанги диаметром 4-6 мм вводится зеркало под углом 45° к оси ротора. Зеркало устанавливается так, чтобы в нем наблюдалось освещенное изображение дефекта. Дефект освещается специальной лампой или осветительной головкой перископа, укрепленной в нижней части зеркала. Положение зеркала контролируется через видоискатель фотоаппарата, укрепленного на штативе со стороны ближайшего к дефекту конца канала ротора.
6. Экспозиция при съемке зависит от ряда факторов (тип размеры и освещенность дефекта, чувствительность пленки и др.) и определяется опытным путем.
Рекомендуется: 1. Для фотографирования использовать мелкозернистую пленку типа "Микрат", допускающую значительное увеличение изображения при репродукции негативов.
2. Для освещения дефекта при фотографировании использовать лампу мощностью не менее 100 Вт.
7. Фотографии дефектов прикладываются к протоколу с указанием координат дефектов.
Рисунок Ж.1 - Фотонасадка к перископу РВП-456
Приложение И
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ
ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ Т-ОБРАЗНЫХ
ЛОПАТОЧНЫХ ПАЗОВ ОБОДОВ ДИСКОВ
БЕЗ РАЗЛОПАЧИВАНИЯ
1. Настоящие Методические рекомендации устанавливают порядок проведения ультразвукового контроля (УЗК) без разлопачивания ободов дисков роторов в районе Т-образного паза под хвостовики лопаток с толщиной щеки обода Н от 10 до 50 мм с целью выявления дефектов типа трещин глубиной более 0,5 мм, развивающихся от верхнего концентратора на внутренней стороне паза как в передней, так и в задней щеках обода относительно хода пара.
2. УЗК обода диска проводится ультразвуковьтм импульсным дефектоскопом и наклонным преобразователем с частотой от 1,8 до 5,0 МГц и габаритными размерами не более 25×18×30 мм.
3. Настройка скорости развертки и чувствительности дефектоскопа проводится на стандартном образце предприятия (СОП), изготовленного из той же стали, что и контролируемый ротор, с искусственным отражателем в виде наклонного паза (рисунок И.1).
3.1. Настройка скорости развертки проводится следующим образом:
- преобразователь устанавливается на рабочую поверхность СОП;
- находится максимальный эхо-сигнал от искусственного отражателя, и устанавливается его высота на экране дефектоскопа;
- для определения зоны контроля подводится строб-импульс под максимальный эхо-сигнал, и устанавливается его ширина, равная 10 мм.
3.2. При настройке чувствительности дефектоскопа полученный по п. 3.1 максимальный эхо-сигнал от искусственного паза принимается за браковочный уровень.
4. Перед проведением контроля поверхность обода очищается от рыхлых отложений.
5. Проведение контроля проводится следующим образом:
- преобразователь устанавливается на боковую переднюю (по ходу пара) грань обода диска;
- сканирование преобразователя производится вперед- назад вдоль акустического луча, перемещая преобразователь при этом по периметру обода;
- после сканирования по всей окружности передней щеки обода подобная операция повторяется с противоположной стороны диска (задней щеки обода).
6. Качество металла обода оценивается следующим образом: обод диска бракуется, если амплитуда эхо-сигнала от верхнего концентратора Т-образного паза равна или превышает браковочный уровень (глубина дефекта равна или превышает 1 мм).
Примечания:
1 Параметры преобразователя (см. п. 2), размеры искусственного отражателя (см. п. 3) и порядок интерпретации эхо-сигналов на экране дефектоскопа при проведении контроля (см. п. 4) с описанием хода ультразвуковых лучей устанавливаются для каждого типоразмера обода.
2 Настоящие Методические рекомендации используются также при контроле замкового соединения обода с учетом его фактических размеров.
Рисунок И.1 –
Стандартный
образец предприятия для настройки
скорости развертки и чувствительности
дефектоскопа
Приложение К
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ
ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ
ЦЕЛЬНОКОВАНЫХ РОТОРОВ ПАРОВЫХ ТУРБИН
НА НАЛИЧИЕ ПОПЕРЕЧНЫХ ТРЕЩИН
НА НАРУЖНОЙ ПОВЕРХНОСТИ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Методические рекомендации предназначены для выявления поперечных (кольцевых) дефектов типа трещин, зарождающихся на наружной поверхности роторов паровых турбин в зонах радиусных переходов (галтелей дисков, тепловых канавок, на шейках валов), а также поперечных внутренних металлургических дефектов в поковке ротора.
1.2. Описанные ниже методы рекомендуется рассматривать как экспрессные и применять их перед уточняющим контролем ротора по методикам, приведенным в приложениях Б, В, Г, Д, Л.
1.3. Настоящие Методические рекомендации предполагают прозвучивание ротора (рисунок К.1):
- теневым методом с торцов (Т1/Т2);
- эхо-методом с торцов (Э1 и Э2);
- эхо-методом с цилиндрической поверхности, свободной для перемещения преобразователя (Ц);
- эхо-методом с поверхностей дисков (Д).
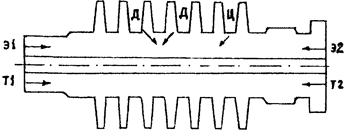
Рисунок К.1 - Схема прозвучивания ротора
1.4. Поверхность сканирования перед контролем должна быть очищена от окалины, загрязнений и иметь шероховатость не хуже четвертого класса (Rz = 40 мкм) по действующей нормативной документации.
1.5. Контроль рекомендуется проводить:
- в закрытом помещении при температуре окружающего воздуха и поверхности ротора от + 15 до +40 °С;
- в светлое время суток;
- при экранировании постов электросварки, резки металла;
- при отсутствии вибрации, загрязнений, пыли, препятствующих проведению контроля.
2. ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
2.1. Для контроля, как базовый, применяется прошедший соответствующую проверку ультразвуковой дефектоскоп УД2-12. Рекомендуется использовать более совершенные дефектоскопы (типов УД2-17 USIР-11, USIР-12, USD-10, Еросh III и др.) с шириной развертки не менее 5 мм.
2.2. В качестве контактной жидкости применяются жидкие технические масла достаточной консистенции или другие используемые при УЗК смазки.
2.3. Для подключения преобразователей при теневом методе контроля применяется высокочастотный кабель длиной на 1 - 2 м превышающий длину ротора, но не более 10 м, а при контроле эхо-методом - высокочастотный кабель, входящий в комплект дефектоскопа.
2.4. При контроле теневым методом используется пара одинаковых по типу прямых преобразователей с частотой 2 МГц (1 - 4 МГц) и диаметром пьезоэлемента не менее 24 мм.
2.5. При контроле эхо-методом с торцевых поверхностей применяются прямые преобразователи с частотой 2 - 4 МГц, диаметром пьезоэлемента не менее 24 мм и имеющие АРД-диаграммы или другие возможности для расчета эквивалентной площади дефектов и условной чувствительности контроля.
2.6. При контроле эхо-методом с цилиндрической поверхности ротора и с поверхностей дисков применяются наклонные преобразователи с углами ввода 35 - 70°, частотой 2 - 5 МГц и имеющие АРД-диаграммы или другие возможности для расчета эквивалентной площади дефектов и условной чувствительности контроля.
2.7. Все преобразователи должны пройти соответствующую метрологическую поверку (калибровку).
3. КОНТРОЛЬ ТЕНЕВЫМ МЕТОДОМ
3.1. При теневом контроле торцы ротора размечаются на 12 и более участков по аналогии с часовым циферблатом. Значения "0-12" привязывают к номеру болтового отверстия на полумуфте.
3.2. Ширина развертки дефектоскопа устанавливается максимальной.
3.3. После нанесения контрольной смазки, прямые преобразователи, подключенные к дефектоскопу по совмещенной или раздельно-совмещенной схеме, устанавливаются на торцевые поверхности ротора друг против друга на предполагаемый бездефектный участок (рисунок К.2).
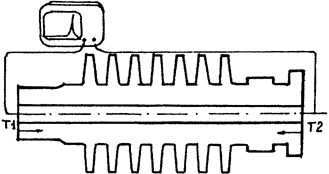
Рисунок К.2 - Схема установки преобразователей
3.4. Поочередными перемещениями преобразователей находится максимальный сигнал, и ручками аттенюатора, усилителя и мощности генератора он устанавливается на 80 % высоты экрана.
3.5. На полученной чувствительности проводится контроль попеременной установкой преобразователей друг против друга с нахождением максимальных амплитуд на 12-ти и более участках (дискретное сканирование).
3.6. Признаком наличия дефекта на пути ультразвукового луча является понижение амплитуды прошедшего сигнала до 40 % высоты экрана дефектоскопа и ниже.
3.7. При необходимости производится оконтуривание дефекта.
3.8. Координаты дефекта по длине и сечению ротора, его условные размеры определяются и уточняются эхо-методом с торцевых и цилиндрических поверхностей и поверхностей дисков.
4. КОНТРОЛЬ ЭХО-МЕТОДОМ С ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ РОТОРА
4.1. Значение амплитуды опорного сигнала снимается с цилиндрической поверхности ротора с учетом кривизны наружной поверхности и диаметра осевого канала.
4.2. Ширину развертки устанавливают не менее половины длины ротора.
4.3. Условная чувствительность контроля (мм2), рассчитанная по АРД-диаграмме на половину длины ротора, не должна быть меньше площади пьезоэлемента преобразователя. В противном случае следует применять более мощный преобразователь, преобразователь с другой частотой, выбрать более мощный прибор.
4.4. Сканирование проводится по торцевым поверхностям ротора на максимально возможной чувствительности по траектории концентрических окружностей (рисунок К.3). В этом случае мешающие сигналы от концентраторов на поверхности ротора будут наблюдаться по всей выбранной траектории перемещения преобразователя, а сигнал от дефекта будет появляться только на определенных ее участках (рисунок К.4). Шаг траектории сканирования должен составлять 1 - 1.5 диаметра пьезопластины.
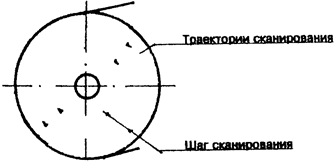
Рисунок К.3 -
Траектории сканирования торцевой
поверхности
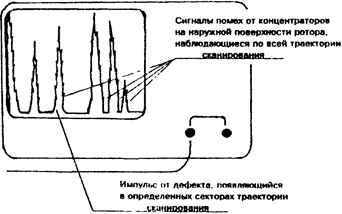
Рисунок К.4 - Вид
сигналов от дефекта, полученных
при сканировании торцевой поверхности ротора
4.5. Обнаруженный с одного из торцов дефект при возможностях аппаратуры по ширине развертки должен быть подтвержден с другого торца (рисунок К.5). При этом ориентировочные координаты дефекта по длине ротора определяются по формуле
![]()
где h1 - искомое расстояние до дефекта от начального торца;
Н1 - расстояние в делениях шкалы экрана дефектоскопа от начального торца;
Н2 - расстояние в делениях шкалы экрана дефектоскопа от противоположного торца;
L - известная длина ротора.
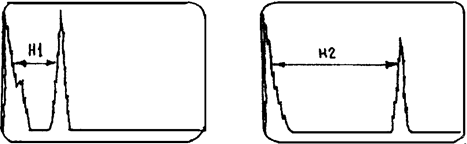
Рисунок К.5 - Вид
сигнала от дефекта, полученный
от противоположных торцов
5. КОНТРОЛЬ ЭХО-МЕТОДОМ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ
5.1. Контроль проводится по наружной поверхности ротора в местах, свободных для перемещения наклонных преобразователей.
5.2. Ширина развертки устанавливается в зависимости от толщины прозвучиваемого металла и угла ввода преобразователя (рисунок К.6).
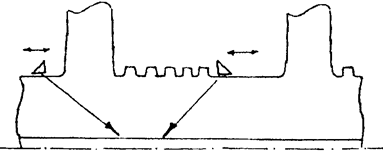
Рисунок К.6 - Схема
прозвучивания ротора
с наружной поверхности
5.3. Рекомендуемые углы ввода:
- 30 - 50° - для обнаружения дефектов на глубинах, близких к осевому каналу (частота f = 1,8... 4,0 МГц);
- 50 - 70° - для обнаружения дефектов, близких к наружной поверхности (частота f = 2,0... 5,0 МГц).
5.4. Контроль проводится на чувствительности 3 мм2, рассчитанной по АРД-диаграмме, сканированием вдоль оси ротора с шагом не более половины диаметра (ширины) пьезопластины. Величина опорного сигнала снимается от двугранного угла какого-либо участка ротора с учетом, при необходимости, кривизны наружной поверхности и диаметра осевого канала. Для углов ввода 60 - 70° величина опорного сигнала снимается с образцов, регламентируемых в АРД-диаграмме на конкретный преобразователь (СО-2, СО-3, V1, V2 и т.д.).
5.5. При определении условных размеров дефектов необходимо учитывать кривизну ротора и глубину залегания дефекта (рисунок К.7).
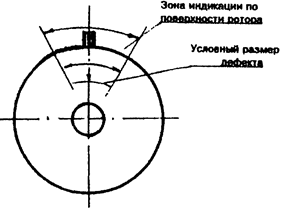
Рисунок К.7 - Учет кривизны ротора
6. КОНТРОЛЬ С ПОВЕРХНОСТЕЙ ДИСКОВ
6.1. Контроль с поверхностей дисков проводят наклонными преобразователями с углами ввода 35 - 50° и частотой 1,8 -4,0 МГц с целью обнаружения дефектов в околодисковых зонах (рисунок К.8).
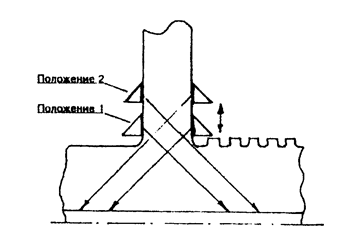
Рисунок К.8 - Схема
прозвучивания ротора
с поверхностей дисков
6.2. Зона перемещения преобразователя ограничивается галтельным переходом к цилиндрической поверхности (положение 1) и толщиной диска (положение 2).
6.3. Ширина развертки устанавливается в зависимости от угла ввода и наибольшего расстояния до поверхности осевого канала - при максимальном удалении преобразователя от цилиндрической поверхности (положение 2).
6.4. Контроль проводится на чувствительности 3 мм2 рассчитанной по АРД-диаграмме, сканированием к оси ротора с шагом не более половины диаметра (ширины) пьезопластины. Величина опорного сигнала снимается от двугранного угла какого-либо участка ротора с учетом, при необходимости, кривизны наружной поверхности и диаметра осевого канала.
6.5. При определении глубины залегания обнаруженного дефекта от цилиндрической поверхности необходимо учитывать, что преобразователь находится в плоскости, развернутой на 90°, а при определении условных размеров дефекта - кривизну поверхности в точке ввода ультразвуковых колебаний.
7. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
7.1. В протоколе контроля для выявленных дефектов указываются их обобщенные параметры по всем направлениям и способам озвучивания: максимальная глубина залегания, максимальная эквивалентная площадь, максимальные условные размеры, расстояние от торца, окружные координаты.
7.2. При обнаружении дефекта вблизи наружной поверхности дополнительно следует проводить контроль дефектного участка цветной, магнитопорошковой дефектоскопией или травлением с предварительной зачисткой места контроля.
Приложение Л
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ
ПО ВИХРЕТОКОВОМУ КОНТРОЛЮ ТЕПЛОВЫХ КАНАВОК
И РАДИУСНЫХ ПЕРЕХОДОВ НА НАРУЖНОЙ
ПОВЕРХНОСТИ РОТОРОВ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Методические рекомендации предназначены для выявления несплошностей типа трещин глубиной 1 мм и более в металле цельнокованых роторов паровых турбин в зонах концентрации напряжений на наружной поверхности: тепловых канавок, придисковых галтелей, радиусных переходов, болтовых отверстий на полумуфте, разгрузочных и заклепочных отверстий на полотне дисков, посадочных мест под лопатки на ободе дисков (при разлопачивании ступени).
1.2. Перед проведением контроля для каждого типа ротора изучаются его чертежи и геометрические размеры концентраторов с целью выбора необходимых преобразователей.
1.3. Места, по контролю, зачищаются от рыхлых отложений с помощью наждачного полотна или металлической щетки. Плотный слой окалины допускается не удалять (при выявлении недопустимого дефекта следует провести повторный контроль данного участка после удаления окалины).
2. СРЕДСТВА ПРОВЕДЕНИЯ КОНТРОЛЯ
2.1. Для контроля рекомендуется применять вихретоковые дефектоскопы типов ВД-88н и ВД-89н, разработанные и изготовляемые НПО "Спектр", г. Москва. Допускается применение дефектоскопов других типов с техническими характеристиками не хуже названных приборов. ВД-89н применяется для контроля всех типов концентраторов напряжений на поверхности ротора, ВД-88н не применим для контроля Т-образных пазов обода.
2.2. Настройка дефектоскопа производится согласно положениям раздела "Подготовка дефектоскопа к работе" в паспорте на прибор.
2.3. При контроле ротора рекомендуется использовать набор преобразователей производства НПО "Спектр", г. Москва. Для контроля радиусных переходов, галтелей дисков, кромок отверстий на полумуфте и полотне дисков, грибовидных ободов используются штатные карандашного типа преобразователи, входящие в комплект приборов. Для контроля Т-образных пазов под лопатки и тепловых канавок используются специальные преобразователи изображенные на рисунках Л.1 и Л.2.
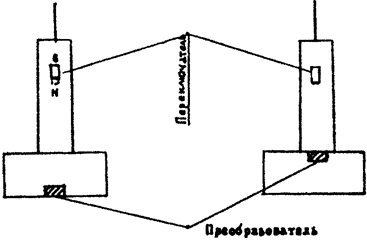
Рисунок Л.1 —
Преобразователь для контроля
Т-образного паза обода
Рисунок Л.2 —
Преобразователь для контроля
тепловых канавок
3. ПОРЯДОК ПРОВЕДЕНИЯ КОНТРОЛЯ
3.1. Перед проведением контроля производится настройка чувствительности вихретокового дефектоскопа с выбранным преобразователем на искусственном отражателе (риска) тест-образца. Перед контролем радиусных переходов ротора настройка чувствительности осуществляется на стандартном тест-образце, входящем в комплект к прибору (например ПН-14-ПМА I). Перед контролем тепловых канавок и Т-образных пазов настройка чувствительности производится на специальных образцах, изготовленных из той же стали, что и контролируемый ротор и повторяющий по форме контролируемый концентратор.
3.2. Для контроля металла в зоне концентраторов напряжений после настройки чувствительности прибора преобразователь устанавливается на контролируемую поверхность с легким касанием ее, после чего производится сканирование по всей окружности ротора.
3.3. Преобразователь для контроля Т-образного паза (см. рисунок Л. 1) предусматривает последовательный контроль верхнего и нижнего радиусного перехода на его внутренней поверхности. Переключатель преобразователя устанавливается сначала в нижнее положение, что позволяет производить контроль нижнего концентратора паза возле одной из щек. После сканирования обода по всей окружности переключатель устанавливается в верхнее положение и так же осуществляется полное сканирование по окружности обода для контроля верхнего концентратора противоположной щеки. Затем преобразователь выводится из паза, разворачивается на 180° и те же операции повторяются для контроля верхнего и нижнего не проконтролированных концентраторов.
4. ВЫЯВЛЕНИЕ ДЕФЕКТОВ
4.1. При наличии дефекта в зоне размещения преобразователи на индикаторе прибора появляется буква "F".
4.2. При повторном сканировании уточняется место расположения дефекта по индикации буквы "F", включающейся только при установке преобразователя над дефектом.
4.3. Дефектный участок зачищается от окалины и повторно идентифицируется.
4.4. При повторном выявлении обнаруженные дефекты отмечаются в протоколе контроля.
4.5. Ремонт ротора с выявленными дефектами проводится в соответствии с пп. 5.3.1 и 5.4.1 настоящей Инструкции или по рекомендациям завода-изготовителя турбины.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
5.1. По результатам контроля составляется протокол, в котором указывается дата контроля, типы турбины и ротора, ее станционный номер, наработка и количество пусков турбины (ротора) на момент контроля, Ф.И.О. оператора, производящего контроль, типы использованного прибора и преобразователя, контролируемые зоны ротора, сведения и координаты выявленных дефектов.
5.2. При регистрации координат выявленных дефектов фиксируются их протяженность и окружная ориентация относительно номера болтового отверстия на полумуфте ротора.
Приложение М
ДЕФЕКТОСКОПИЧЕСКИЕ
МЕТОДЫ КОНТРОЛЯ
КОРПУСОВ ТУРБИН В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Для выявления трещин в корпусах турбин в практике контроля в течение длительного времени широко применяются методы магнитопорошковой дефектоскопии (МПД), капиллярной дефектоскопии (КД) - обычно применяется метод цветной дефектоскопии (ЦД), и входящий в практику контроля метод вихретоковой дефектоскопии (ВД).
Ниже приведено краткое описание принципов указанных методов и основных технологических характеристик приемов контроля, позволяющих выбрать метод контроля и установить условия для его проведения.
1. КАПИЛЯРНАЯ ДЕФЕКТОСКОПИЯ
1.1. КД позволяет обнаружить дефекты, выходящие на поверхность: трещины, поры, раковины, межкристаллитную коррозию и другие несплошности. Для контроля корпусов применяют подвид КД - цветную дефектоскопию (ЦД), описанную далее.
1.2. Поверхностные дефекты обнаруживаются по ярко окрашенным индикаторным следам, которые образуются на проявляющем покрытии (проявителе) в местах расположения несплошностей.
1.3. Выявление дефектов, имеющих ширину раскрытия более 0,5 мм, капиллярными методами контроля не гарантируется.
1.4. Контролю КД подлежат поверхности изделия, принятые по результатам визуального контроля.
1.5. КД проводится перед проведением контроля другими методами (ультразвуковым, магнитопорошковым). В случае проведения капиллярного контроля после магнитопорошкового объект подлежит размагничиванию.
1.6. При проведении КД применяют дефектоскопические материалы и образцы, соответствующие действующей нормативной документации. Дефектоскопические материалы (ДМ) должны быть проверены при получении.
1.7. КД можно проводить при температуре от -40 до +40 °С и относительной влажности 90 %. При этом ДМ следует выбирать в зависимости от температуры и заданного класса чувствительности.
1.8. КД выполняется при шероховатости поверхности контроля не хуже Rz = 20 мкм, так как при более грубой поверхности большинство из известных ДМ удаляются плохо и составляют фон, мешающий расшифровке результатов контроля.
1.9. Имеются ДМ, позволяющие выполнять контроль по более грубой обработанной поверхности, например, ДАК-2Ц (Rz ≤ 40 мкм), ИФХ-КОЛОР (Rz ≤ 30 мкм).
1.10. В зависимости от ширины раскрытия минимальной из выявляемых единичных трещин, установлены три класса чувствительности, определяемые средним раскрытием неразветвленной трещины длиной не менее 3 мм, которые указаны в таблице М.1.
|
Класс чувствительности |
Ширина раскрытия дефекта, мм |
|
|
Наименьшая |
Наибольшая |
|
|
I |
Не нормируется |
До 1 |
|
II |
От 1 |
До 10 |
|
III |
От 10 |
Более |
1.11. Чувствительность контроля, соответствующая определенному классу, обеспечивается применением конкретных наборов ДМ, в зависимости от заданного класса чувствительности и температуры окружающей среды при соблюдении технологической последовательности операций контроля, требований к подготовке поверхности, освещенностью контролируемой поверхности.
1.12. Для контроля корпусных деталей турбин должна быть обеспечена чувствительность по классу II.
1.13. Процесс КД состоит из следующих технологических операций:
- проверка ДМ перед контролем на образце контроля чувствительности;
- осмотр контролируемой поверхности;
- очистка от загрязнений, обезжиривание;
- нанесение проявителя (если это требует технология);
- очистка (если наносился проявитель);
- нанесение пенетранта;
- очистка, если требует технология — гашение фона;
- нанесение проявителя;
- осмотр.
1.14. Индикаторные следы при контроле капиллярным методом при наличии дефектов на контролируемой поверхности подразделяются на две группы: протяженные и округлые.
1.15. Протяженный индикаторный след характеризуется отношением длины к ширине больше трех (трещины, закаты).
1.16. Округлый индикаторный след характеризуется отношением длины к ширине, равным или менее трех.
1.17. Технология КД требует больших затрат времени: цикл выдержки при контроле, начиная от подготовки поверхности (обезжиривание и первичное нанесение проявителя) до начала первого осмотра (не считая затрат времени на сами операции), колеблется от 30 - 35 мин до 1 ч в зависимости от применяемых растворов и технологии.
1.18. Нанесение растворов на контролируемую поверхность обычно производится распылением, что позволяет экономно расходовать растворы, и, что главное, равномерно распылять растворы по контролируемой поверхности. При этом газ-транспортер не должен содержать агрессивных включений и масел. Это ограничивает применение воздушных компрессоров и отдает предпочтение растворам в аэрозольных баллонах.
1.19. Допускается нанесение растворов кистью, но здесь требуется высокая квалификация исполнителей при нанесении адсорбента (проявителя): слой адсорбента должен наноситься за один раз, так как при повторном нанесении есть опасность смыть появляющийся пенетрант и пропустить дефект.
1.20. КД выполняется по нормативным документам на контроль, которые должны отвечать требованиям утвержденных нормативных документов.
1.21. КД выполняется по технологическим картам контроля согласно государственным стандартам.
1.22. Контроль КД рекомендуется выполнять по нормативным документам.
2. МАГНИТОПАРОШКОВАЯ ДЕФЕКТОСКОПИЯ
2.1. МПД предназначена для выявления поверхностных и подповерхностных несплошностей металла (трещин, закатов, флокенов и т.п.) изделий из ферромагнитных сталей с относительной магнитной проницаемостью не менее 40.
2.2. Чувствительность магнитопорошкового метода определяется следующими характеристиками:
- магнитной индукцией стали В;
- остаточной магнитной индукцией стали ВГ;
- коэрцитивной силой стали Нс;
- шероховатостью контролируемой поверхности;
- формой и размером контролируемого объекта;
- напряженностью намагничивающего поля;
- толщиной немагнитных покрытий;
- ориентацией намагничивающего поля по отношению к плоскости несплошности металла;
- качеством дефектоскопических средств;
- освещенностью контролируемой поверхности.
2.3. В зависимости от размеров выявляемых поверхностных несплошностей устанавливаются три условных уровня чувствительности определяемых минимальной шириной и протяженностью условного дефекта, которые приведены в таблице М.2.
2.4. Необходимость и объем МПД, а также нормы оценки качества и уровень чувствительности контроля конкретных изделий устанавливаются в отраслевой нормативно-технической документации на контроль изделий.
Контроль корпусов турбин обычно проводят на уровне чувствительности "Б".
|
Условный уровень |
Минимальная ширина |
Минимальная условного дефекта, мм |
Шероховатость |
|
А |
2,0 |
0,5 |
2,5 |
|
Б |
10,0 |
0,5 |
10,0 |
|
В |
25,0 |
0,5 |
10,0 |
2.5. Магнитопорошковый контроль проводится по техническим картам контроля.
2.6. Для контроля магнитопорошковым методом используется следующая аппаратура:
- универсальные (стационарные, передвижные, переносные) и специализированные магнитопорошковые дефектоскопы;
- источники освещения контролируемой поверхности;
- приборы для измерения напряженности намагничивающего поля и (или) тока с погрешностью измерения не более 10 %, концентрации магнитной суспензии, освещенности контролируемой поверхности;
- размагничивающие устройства и приборы для оценки уровня размагниченности;
- контрольные образцы;
- другая вспомогательная аппаратура и средства контроля.
2.7. Дефектоскопы, в которых намагничивание изделий осуществляется переменным, выпрямленным или импульсным токами, при контроле способом остаточной намагниченности должны обеспечивать выключение тока в момент времени, при котором значение остаточной индукции составляет не менее 0,9 ее максимального значения для данного материала при выбранном режиме.
2.8. Дефектоскопы общего назначения должны обеспечивать возможность размагничивания объектов контроля.
2.9. Измерительные приборы, применяемые при контроле, подлежат периодической поверке службами метрологии и стандартизации.
2.10. В качестве индикаторов несплошностей при МПД используются черные или цветные магнитные порошки или их суспензии со следующим диапазоном зернистости:
- для суспензии - не более 50 мкм;
- для сухого способа - не более 150 мкм.
2.11. Каждая партия материалов для дефектоскопии должна быть проконтролирована.
Допускается входной контроль качества (выявляющей способности) магнитных порошков проводить с помощью прибора АКС-IС (анализатора концентрации суспензии).
2.12. При приготовлении магнитной суспензии содержание черного или цветного порошков в дисперсной среде должно соответствовать рекомендации производителя порошка, указанной в руководстве по его применению. В случае отсутствия рекомендации производителя содержание черного магнитного порошка в 1 л дисперсной среды должно составлять (25±5) г. Составы магнитных суспензий приведены в действующей нормативной документации.
2.13. В качестве дисперсной среды у приготовления магнитных суспензий применяются: вода, керосин, масло и смесь керосина с маслом.
В состав водных суспензий должны входить поверхностно-активные антикоррозионные и антивспенивающие компоненты.
2.14. Вязкость дисперсной среды суспензии не должна превышать 36×10-6 м2/с (36 сСт) при температуре контроля. При вязкости носителя выше 10×10-6 м2/с (10 сСт) в производственно-технической документации должно быть указано время стекания основной массы суспензии, после которого допустим осмотр изделия.
2.15. Водную магнитную суспензию необходимо оберегать от масла, которое вызывает коагуляцию магнитного порошка, что снижает ее чувствительность к выявлению несплошностей.
2.16. Концентрация магнитной суспензии перед проведением контроля проверяется на контрольном образце с несплошностями, удовлетворяющими заданному уровню чувствительности контроля.
Методика изготовления и аттестации контрольных образцов приведены в утвержденных нормативных документах.
2.17. Допускается в качестве ДМ применять магнитные пасты для приготовления суспензии. Пасты содержат все необходимые компоненты, в том числе антикоагулянты, и при размешивании в воде образуют готовую к применению суспензию.
2.18. Перед проведением МПД необходимо:
- подготовить поверхность и оценить ее пригодность к контролю;
- проверить работоспособность дефектоскопа;
- проверить качество дефектоскопических материалов.
2.19. Поверхность, подлежащая контролю, должна быть очищена от загрязнений.
2.20. Выявленные при визуальном осмотре дефекты должны быть устранены до проведения МПД.
Шероховатость контролируемой поверхности должна соответствовать значениям, указанным в таблице М.2.
2.21. МПД допускается проводить на объектах после нанесения немагнитного покрытия (например, окраски), если толщина покрытия не превышает 20 мкм.
2.22. Поверхность, подлежащая контролю и имеющая следы масла или жиросодержащих суспензий, обезжиривается, если контроль проводится с использованием водной магнитной суспензии, и дополнительно просушивается, если контроль проводится сухим способом. При необходимости (например, для объекта контроля с темной поверхностью) наносится контрастное покрытие.
2.23. Проверка работоспособности дефектоскопов и качества ДМ осуществляется с помощью измерителей напряженности поля и (или) тока, контрольных образцов и приборов для измерения концентрации суспензии.
2.24. При проведении МПД выполняются следующие операции:
- выбор способа и режима контроля;
- намагничивание объекта контроля;
- нанесение магнитного индикатора;
- оценка результатов контроля;
- отметка дефектного места;
- размагничивание объекта контроля (при необходимости).
2.25. Выбор способа и режима МПД проводится в зависимости от магнитных свойств контролируемого металла и требуемой чувствительности. Магнитопорошковый контроль осуществляется способом остаточной намагниченности и (или) способом приложенного поля.
2.26. Для оценки возможности применения способа остаточной намагниченности следует пользоваться графиком определения способа контроля, приведенным в действующей нормативной документации.
2.27. При невозможности использования способа остаточной намагниченности и при необходимости проведения контроля с более высоким уровнем чувствительности следует применять способ приложенного поля.
2.28. Значения напряженности поля насыщения марок стали приведены в таблице М.3.
|
Марка стали |
Остаточная магнитная |
Коэрцитивная сила Нс, |
Поле насыщения Ннас, |
|
I5Х1М1ФЛ |
1,4 |
5,3 |
80 |
|
12ХМ |
1,6 |
3,6 |
50 |
|
20ХМ |
1,2 |
5,3 |
50 |
|
20ХМФА |
1,3 |
6,4 |
60 |
2.29. Для контроля материалов, коэрцитивная сила которых Нс > 10 А/см и остаточная магнитная индукция ВГ > 0,5 Т, могут применяться оба способа.
2.29.1. При контроле способом приложенного поля напряженность магнитного поля, необходимая для обеспечения требуемого уровня чувствительности, определяется исходя из коэрцитивной силы Нс материала объекта контроля по кривым, соответствующим условным уровням чувствительности, или рассчитывается по формулам 42 + 1,3Нс; 20 + 1,1 Нс; 15 + 1,1Нс соответственно.
2.29.2. Значения напряженности магнитного поля могут быть уточнены экспериментально.
2.29.3. Намагничивание контролируемого объекта может проводиться циркулярным продольным (полюсным) или комбинированным видами с использованием переменного, выпрямленного и импульсного тока или магнитного поля.
2.30. С целью исключения пропуска несплошности в местах стыковки контролируемых участков каждый последующий намагничиваемый участок должен перекрывать предыдущий на ширину не менее 30 мм.
2.31. При контроле изделий в продольном магнитном поле в разомкнутой магнитной цепи необходимо учитывать влияние на чувствительность контроля размагничивающего фактора, связанного с формой изделия.
2.32. Контроль корпусов турбин, как правило, выполняется способом приложенного поля, так как материал корпусов относится к магнитомягким материалам.
Намагничивание выполняется циркулярное или полюсное.
2.33. Циркулярное намагничивание производится пропусканием через контролируемое изделие постоянного или переменного тока, или импульсного.
2.34. При протекании тока имеет место цепь из одного витка, что требует очень больших токов (1110 - 1200 А для переменного и до 600 А для постоянного тока). Источники тока (например, ДМП-2) крупногабаритные, тяжелые аппараты. В местах подключения (прижатия) электродов к контролируемому объекту очень часто возникают прижоги, вызывающие локальные растрескивания. После такого контроля необходима зашлифовка мест электрического контакта. При ручном контроле не спасают от прижогов защитные наконечники, например, цинковые, свинцовые.
2.35. Намагничивание следует проводить с шагом 200×200 мм. Каждая площадка намагничивается в двух взаимно перпендикулярных направлениях. Наиболее четко выявляются дефекты, ориентированные вдоль линии пропускания тока. В процессе контроля следует контролировать ток намагничивания. Криволинейные поверхности не препятствуют качественному проведению контроля. Физическая трудоемкость и электрическая опасность требуют выполнения работ звеном из трех человек (один выполняет функцию наблюдающего).
2.36. Полюсное намагничивание обычно выполняется электромагнитом или постоянным магнитом. Для обеспечения высокой чувствительности необходимо снижать магнитные потери за счет зазора между изделием и полюсным наконечником. В этой связи применяют магниты с шарнирными (подвижными) магнитопроводами и профильными полюсными наконечниками по форме контролируемого объекта. Иногда полюсные наконечники выполняют в виде подпруженных стержней, которые при прижиме магнита принимают форму поверхности. Из промышленных аппаратов следует отметить переносной комплект ПМД-70 с питанием от сети переменного тока или аккумуляторов, равных 27 В.
Намагничивание каждого участка выполняется в двух взаимно перпендикулярных направлениях.
2.37. Как пример современной разработки рекомендуется комплект МАГЭКС, разработанный Институтом электросварки им. Е.О.Патона (г. Киев). Магнит выполнен на базе постоянных магнитов, имеется регулировка напряженности магнитного поля, предусмотрено проведение размагничивания. Магнитопровод шарнирный, размер полюсных наконечников мал (ширина наконечников вдоль магнита - 15 мм) и обеспечивает хороший контакт на криволинейных поверхностях за счет шарниров.
2.38. Допускается выполнять контроль самодельным электромагнитом. Этот электромагнит не сложен в изготовлении, но имеет большое сечение в полюсных наконечниках.
2.39. Магнитный индикатор на контролируемую намагниченную поверхность наносится сухим или мокрым способом в виде порошка или суспензии соответственно.
2.40. Магнитный индикатор на контролируемую поверхность при контроле способом приложенного магнитного поля наносится одновременно с намагничиванием объекта контроля. Намагничивание прекращается после стекания с контролируемой поверхности основной массы суспензии. Осмотр контролируемой поверхности проводится после прекращения намагничивания.
2.41. При контроле способом остаточной намагниченности магнитный индикатор наносится на контролируемую поверхность после снятия намагничивающего поля, но не позднее чем через 1 ч. Осмотр контролируемой поверхности проводится после стекания основной массы суспензии.
2.42. Результаты контроля оцениваются по наличию на контролируемой поверхности индикаторного следа в виде четкого плотного валика магнитного порошка, видимого не вооруженным глазом или с использованием лупы до 7-кратного увеличения, и воспроизводимости каждый раз при повторном нанесении магнитной суспензии или порошка без учета принадлежности его к поверхностной или подповерхностной несплошности. При этом у индикаторного следа линейной несплошности равна протяженности выявленной несплошности.
2.43. Освещенность контролируемой поверхности при использовании черных и цветных магнитных порошков должна быть не менее 1000 лк.
2.44. К ложным индикаторным следам относятся:
- индикации, вызванные контактом с другим ферромагнитным материалом или магнитом, исчезающие после размагничивания;
- размытые нечеткие индикации, вызванные местными изменениями магнитных свойств металла;
- индикации в виде широких групп мелких и параллельных осаждений порошка, вызванные избыточным намагничивающим полем.
2.45. Контроль МПД рекомендуется выполнять по действующей нормативной документации.
3. ВИХРЕТОКОВАЯ ДЕФЕКТОСКОПИЯ
3.1. Электромагнитный метод или метод вихревых токов - вихретоковая дефектоскопия (ВД) неразрушающего контроля основана на возбуждении вихревых токов в поверхностном электропроводящем слое объекта контроля и регистрации изменений электромагнитного поля вихревых токов, вызванных наличием дефектов в изделии.
Метод предназначен для выявления трещин усталости, металлургических, термических, шлифовочных трещин и других несплошностей (расслоения, закаты, плены, раковины и т.д.) в поверхностных слоях изделий из немагнитных и ферромагнитных материалов и сплавов, в том числе и для выявления дефектов, расположенных под неэлектропроводящим покрытием.
Особенность данного метода состоит в том, что на сигналы практически не влияют влажность, давление и загрязненность газовой среды, радиоактивные излучения и незначительное загрязнение поверхности объекта контроля непроводящими веществами.
3.2. ВД позволяет контролировать изделия различных конфигураций, размеров и форм.
3.3. Размер минимального дефекта, который может быть выявлен данным методом, определяется:
- чувствительностью применяемого дефектоскопа;
- характером дефекта;
- характеристиками контролируемого изделия;
- условиями контроля.
3.3.1. Основным показателем электромагнитных дефектоскопов, характеризующих их возможности, является чувствительность, т.е. способность выявлять дефекты определенных размеров. Размеры дефектов определяются их глубиной, протяженностью (длиной), раскрытием.
3.3.2. Выявляемость дефекта, при прочих равных условиях, зависит от его типа. Наилучшим образом выявляются дефекты типа усталостных трещин, ориентированные перпендикулярно контролируемой поверхности.
Заполнение полости дефекта грязью, нагаром, неэлектропроводящими окислами и т.п. не приводят к снижению их выявляемости.
3.4. Вд проводится по технологическим картам контроля.
3.5. Для контроля ВД используются стационарные, передвижные и переносные дефектоскопы.
3.6. Преобразователи к дефектоскопам конструктивно выполняются в виде катушек индуктивностей, устанавливаемых в специальные оправки, размеры и форма которых выбираются в зависимости от конфигурации контролируемых участков изделий.
3.7. Для контроля сложных форм рекомендуется применять специальные преобразователи, которые должны быть апробированы в реальных условиях контроля.
3.8. В дефектоскопах должны быть использованы три вида сигнализации в различных комбинациях: аналоговая (стрелочная, электронно-лучевая), пороговая (звуковая, световая) и звуковая переменно-тональная.
3.9. Для отображения аналоговой сигнализации может быть использован стрелочный индикатор, отклонение стрелки которого находится в зависимости от параметров выявляемых дефектов, или электронно-лучевая трубка, по виду фигур на экране которой судят о характере и параметрах дефекта.
Для улучшения состояния сигнал-помеха может быть использована звуковая переменно-тональная сигнализация.
3.10. При проведении ВД используются:
- электромагнитные дефектоскопы с преобразователями и кабелями;
- образцы.
3.11. Дефектоскопы и образцы должны быть аттестованы и проходить государственную или ведомственную поверку, а также проверку их состояния перед началом работы. Контрольные образцы должны проходить аттестацию и поверку.
3.12. Для проверки пороговой чувствительности дефектоскопов, дефектоскопических установок должны применяться первичные контрольные образцы с искусственными или естественными дефектами, размеры которых соответствуют пороговой чувствительности.
Первичные контрольные образцы должны быть изготовлены из материала с теми же электромагнитными свойствами и иметь то же качество поверхности, что и контролируемое изделие.
3.13. Вторичные контрольные образцы служат для разработки методики контроля, проверки работоспособности и настройки дефектоскопа. Они должны иметь дефекты, характеризующие предел реальной чувствительности дефектоскопа в конкретном случае контроля.
В качестве вторичных контрольных образцов применяются детали или участки деталей, имеющие характерные дефекты, выявленные ранее любыми другими методами.
При отсутствии дефектных деталей в качестве вторичных контрольных образцов следует применять образцы с искусственными дефектами, выполненными по специальной методике.
При этом следует учитывать, что искусственные дефекты типа прорези выявляются хуже, чем естественные дефекты с теми же параметрами.
3.14. Перед проведением контроля поверхность контролируемого изделия в зоне перемещения преобразователя должна быть очищена.
Допускается проведение контроля по необработанной поверхности изделия при условии достижения заданной чувствительности (порогового уровня).
3.15. Сканирование в процессе контроля осуществляется, как правило, перпендикулярно предполагаемому направлению развития дефекта. При невозможности осуществления такого сканирования допускается проводить контроль путем сканирования под углом к направлению предполагаемого дефекта. Шаг сканирования выбирается с учетом требуемой чувствительности контроля и направления сканирования преобразователя относительно возможного направления сканирования преобразователя относительно возможного направления развития предполагаемого дефекта, а также при необходимости выявления минимальных по длине дефектов, шаг сканирования не должен превышать половины длины дефекта, выявляемого при настройке дефектоскопа на вторичном образце. При контроле деталей сложной конфигурации, а также в случае особо трудных условий контроля шаг сканирования выбирается минимально возможным.
3.16. Максимально допустимая скорость контроля зависит от типа используемого дефектоскопа. Скорость контроля с помощью дефектоскопов, имеющих только стрелочную индикацию дефекта, не должна превышать 5 мм/с, имеющих звуковую пороговую сигнализацию или световую безынерционную сигнализацию (светодиоды) позволяет увеличивать скорость контроля до 10 - 20 мм/с. При применении дефектоскопов, имеющих сигнализацию с запоминанием, скорость контроля не ограничивается.
3.17. Краевой зоной считаются участки контролируемой поверхности шириной в 1 - 1,5 эффективных диаметра преобразователя, прилегающие к краям контролируемой детали. Приближение преобразователи в процессе контроля к краевой зоне, а также изменение расстояния между преобразователем и краями детали и т.п. вызывает расстройку прибора.
3.18. Контроль краевой зоны детали должен проводиться путем перемещения преобразователя вдоль края при сохранении постоянства расстояния от центра преобразователи до края, используя при этом специальные упоры и насадки на преобразователь.
При необходимости выявления в краевой зоне дефектов минимальных размеров, расстояние центра преобразователя от края в процессе контроля должно быть равным 0,5 эффективного диаметра преобразователи.
3.19. Настройка дефектоскопа для контроля краевой зоны должна осуществляться при установке преобразователя на том же расстоянии от края, при котором будет проводиться контроль. При необходимости проведения контроля на разных расстояниях от края, его нужно осуществлять последовательно при различных настройках.
Проверка правильности выбора места настройки (бездефектности выбранного места) проводится путем смещения преобразователя только в одном направлении - вдоль края.
3.20. О нахождении дефекта непосредственно в зоне влияния преобразователя, когда сигнал превышает или равен заданному порогу чувствительности прибора, свидетельствуют следующие признаки:
- скачкообразное увеличение показаний стрелочного индикатора с последующим возвратом в первоначальное положение или изменением фигуры на экране электронно-лучевой трубки;
- кратковременное (или с заданным временем задержки) загорание светового индикатора;
- кратковременное возникновение звукового сигнала (в дефектоскопах с пороговой сигнализацией);
- скачкообразное изменение тона звукового сигнала (в дефектоскопах с переменно-тональной сигнализацией).
3.21. В дефектоскопах, имеющих несколько видов сигнализации, наличие дефекта должно вызывать их одновременное срабатывание
Максимальная реакция систем сигнализации на дефект будет наблюдаться в момент, когда он полностью пересекает зону влияния преобразователя.
3.22. Характер срабатывания сигнализации зависит от угла встречи преобразователя с направлением развития дефекта. Если траектория движения преобразователя при сканировании изделия совпадает с направлением развития дефекта, то продолжительность срабатывания аналоговой системы индикации (при выбранной скорости перемещения преобразователя) будет определяться длиной трещины, а угол отклонения стрелки - ее глубиной. Если траектория движения преобразователя будет перпендикулярна направлению развития трещины, то продолжительность срабатывания аналоговой системы индикации будет зависеть от эффективности диаметра преобразователя, а отклонение стрелки индикатора - от глубины трещины. Продолжительность срабатывания по роговой сигнализации будет определиться также выбранным уровнем порога чувствительности.
3.23. При перемещении преобразователя вдоль предполагаемого дефекта признаком его наличия является резкое срабатывание всех видов сигнализации в момент попадания начала дефекта в зону влияния преобразователя.
3.24. Плавное увеличение показаний стрелочного индикатора или изменение фигуры на экране электронно-лучевой трубки, а также изменение тона звуковой переменно тональной сигнализации не является признаком дефекта, а свидетельствует о наличии зон структурной или магнитной неоднородности, об изменении толщины стенки, кон фигурации изделия и т.п. В этих случаях о наличии дефекта можно судить по скачкообразному изменению тона переменно-тональной звуковой сигнализации, что позволяет выявлять дефект даже при наличии мешающих факторов, приводящих к значительному отклонению стрелки индикатора, перемене фигуры и срабатыванию системы пороговой сигнализации.
3.25. Если контроль проводился с применением преобразователя большого диаметра, то определение границ распространения трещины должно уточняться датчиком с минимальным размером преобразователя.
3.26. При определении протяженности выявленного дефекта следует учитывать, что дефект начинает влиять на преобразователь, когда его начало или конец находятся на расстоянии, равном половине эффективного диаметра преобразователя. Поэтому для определения протяженности дефекта необходимо установить преобразователь в положение, при котором сигнализация дефектоскопа фиксирует начало дефекта и, перемещая его "змейкой" вдоль дефекта, определить положение преобразователя, соответствующее окончанию дефекта. Расстояние между этими двумя положениями преобразователя, определенное по его центру, и является протяженностью дефекта.
3.27. Так как чувствительность электромагнитных дефектоскопов ограничена (не выявляют дефекты глубиной 0,05 мм), а конец трещины имеет малую глубину и может быть не выявлен дефектоскопом, то при различных технологических операциях по выявлению дефектов необходимо протяженность, измеренную с помощью дефектоскопа, несколько увеличить.
3.28. Если протяженность трещины определяется под слоем покрытия, то для более точного определения ее протяженности покрытие должно быть снято и настройка прибора проведена на участке без покрытия.
4. РЕКОМЕНДАЦИИ ПО ВЫБОРУ МЕТОДА КОНТРОЛЯ КОРПУСОВ ТУРБИН
Все описанные три метода позволяют обнаруживать трещины в корпусах турбин на одинаковом уровне чувствительности.
4.1. Метод ЦД трудоемкий, но позволяет выполнять контроль во всех пространственных положениях. При контроле больших площадей применение метода эффективно. Метод практически не дает ложных забракований, чувствительность метода в значительной степени зависит от шероховатости поверхности вплоть до невозможности вести контроль на грубо обработанной поверхности. Для выполнения работ требуются расходные материалы. Метод выявляет поверхностные дефекты в любых металлах, пластмассах, фарфоре и т.д.
4.2. Метод МПД менее трудоемок, высокопроизводителен, выявляет дефекты как поверхностные, так и подповерхностные. Выявление дефектов мокрым способом в потолочном положении затруднительно. Метод дает ложные забракования. Перебраковка может достигать до 50 % и более. Известны случаи перебраковки до соотношения недопустимые дефекта (брак): ложное забракование - 1:1. Чувствительность метода зависит от шероховатости контролируемой поверхности, но в меньшей степени, чем КД. Для выполнения работ требуются расходные материалы. Метод применим только для контроля ферромагнитных сталей.
4.3. Метод ВД прост. По производительности уступает МПД, но компенсируется низкими требованиями к качеству поверхности. Метод позволяет контролировать поверхности в любом пространственном положении. Метод может давать ложные забракования, но меньше, чем МПД. В отличие от КД и МПД метод ВД позволяет контролировать не только поверхность металла, но и в объеме, и в этой связи измерять глубину трещины.
Краевой эффект, являющийся слабым местом ВД, может быть скомпенсирован специальными регулировками прибора.
5. ПОДТВЕРЖДЕНИЕ НАЛИЧИЯ ДЕФЕКТОВ И ИХ УДАЛЕНИЯ
Подтверждение наличия дефектов и контроль полноты его удаления производятся травлением.
От многих указанных недостатков свободен метод вихревых токов, который рекомендуется внедрять, учитывая, что в последнее время имеется много интересных практических физико-механических разработок НПО "Спектр" (г. Москва) и других организаций.
Приложение Н
ИЗМЕРЕНИЕ ГЛУБИНЫ
ТРЕЩИН
В КОРПУСАХ ТУРБИН
1. ФИЗИЧЕСКИЕ МЕТОДЫ
1.1. Измерение с помощью ультразвука
1.1.1. Головные волны.
Головные или боковые (подповерхностные) волны образуются при углах ввода близких к первому критическому углу и характерны тем, что распространяются прямолинейно в слое толщиной 15 - 20 мм, не выходя на поверхность изделия. При этом рельеф изделия не оказывает на них влияние. Затухание волн незначительное.
Принцип измерения заключается в том, что специальный преобразователь (излучатель) излучает головную волну в направлении трещины. Волна принимается другим специальным преобразователем (приемником), ориентированным на встречу излучателю. Если трещины на пути волны нет, то принятый сигнал имеет некоторое максимально возможное для данного случая значение.
При наличии трещины сигнал уменьшается пропорционально глубине трещины. Когда глубина трещины превышает толщину слоя, в котором распространяется волна, дальнейшие измерения не возможны.
Метод позволяет измерять глубину трещин от 2 - 3 мм до 10 - 15 мм, что определяется размерами пьезопластин и углами ввода.
Прием позволяет эффективно вести измерения на плоских поверхностях. На криволинейных поверхностях (радиусных переходах) таким способом затруднительно выполнять измерения, а при резких закруглениях - невозможно. Во всех случаях перед измерениями следует составить схему прозвучивания и определить возможность выполнения измерений.
1.1.2. Поверхностные волны.
Глубокие, более 8 - 10 мм, трещины можно измерить с помощью специальных преобразователей, излучающих поверхностные УЗ-волны вдоль трещины. Волна распространяется вдоль трещины до ее конца и возвращается в преобразователь. Измерив время распространения волны и зная ее скорость в материале отливки, легко определить глубину трещины.
Преобразователи для головных и поверхностных волн могут быть изготовлены в НПО ЦНИИТМАШ (г. Москва).
1.1.3. Волны дифракции.
Метод позволяет измерять трещины глубиной 2 мм и более за счет излучения вершиной трещин волн дифракции, которые возникают при облучении вершины трещины. Реализуется метод путем облучения вершины трещины наклонным преобразователем и приема дифрагированной волны прямым (нормальным) или наклонным преобразователем. После построения схемы прозвучивания по результатам измерений графически рассчитывается расстояние до вершины трещины, а зная толщину изделия в месте контроля, можно определить и глубину трещины.
Возможность применения метода следует оценивать по анализу конкретных условий: конфигурации поверхности, доступности, возможности зачистки.
Для того, чтобы применить описанный прием, требуется плоская площадка над трещиной, со стороны которой можно установить преобразователи. Возможны измерения на цилиндрических поверхностях.
Существует особенность: контроль выполняется на высокой чувствительности, когда разность донных сигналов и сигнала от дифрагированной волны составляет более 12 дБ.
При выявлении трещины требуется сканировать преобразователями для получения максимума сигналов.
Перед контролем необходимо проверить преобразователи и измерить точно точки ввода, углы ввода, что необходимо для расчетов.
При малой глубине трещин 2 - 4 мм более эффективно применение пары наклонных преобразователей, при большей глубине - сочетание наклонного преобразователя (излучатель) и нормального (приемник).
Для выполнения расчетов следует измерить диаграмму направленности преобразователей и знать углы, под которыми идет максимум излучения.
При измерениях фиксируются положения преобразователей при максимумах эхо-сигналов.
1.2. Измерение электропотенциальным методом
Электропотенциальный метод (ЭПМ) относится к электрическим методам контроля (ЭМК) и основан на регистрации падения потенциала. В практике контроля метод известен более 60 лет. При приложении к металлическому телу электрического напряжения, в нем образуется электрическое поле. Если напряжение стабилизировано, то поле будет также стабильным. Геометрическое место точек с одинаковым потенциалом составляет эквипотенциальные линии. Электроды, с помощью которых создается поле, называются токовыми.
Разность потенциалов на достаточном расстоянии от токовых электродов зависит от трех факторов: электропроводимости, геометрических размеров токонесущего изделия и трещин. Особенно на это влияют трещины на поверхности. Если с помощью двух других электродов, называемых потенциальными, измерять разность потенциалов на участках, расположенных между токовыми электродами, то значение разности потенциалов будет зависеть от толщины изделия и наличия трещин.
При наличии трещин снижается площадь поперечного сечения, занятого линиями тока, и изменяется разность потенциалов по сравнению с участком, где трещин нет. Между глубиной трещин и разностью потенциалов при неизменности других факторов (материал изделия, его форма, расстояние между электродами, значение и стабильность напряжения на токовых электродах и т.д.) существует корреляционная зависимость.
Таким образом ЭПМ можно рекомендовать для измерения глубины трещин в корпусах турбин.
Однако, точность измерений в большой степени зависит от переходного сопротивления в месте подключения электродов, прежде всего - токовых. На точность измерения влияет соответствие формы, размеров и материала калибровочных образцов и реального изделия. Сложность при измерении глубины трещин в отливках заключается в том, что чем толще отливка, тем хуже точность измерения толщин малой глубины. На точность измерения влияет термо-э.д.с., возникающая между потенциальными электродами.
Определенную сложность представляют схемы измерения потенциалов: уровень измеряемого напряжения 30 - 100 мкВ. На точность измерения влияет зависимость расстояния между потенциальным электродом и трещиной и высотой трещины, и т.д.
Эта задача решается специалистами в области электрических методов неразрушающего контроля.
Принципиально для измерения глубины трещин ЭПМ специальных приборов не требуется. Измерение разности потенциалов можно выполнять стандартной схемой с нульгальванометром. В качестве источника питания можно использовать стабилизированные низковольтные источники с током не менее 10 А. Основное в измерениях - наличие соответствующих образцов, копирующих изделие.
Из интересных решений применения ЭПМ следует отметить наблюдение за развитием трещины в процессе эксплуатации с помощью электродов, приваренных к корпусу в месте трещины и выведенных через изоляцию.
1.3. Измерение вихретоковым методом
В широкой практике контроля, применяемого в энергетике, вихретоковые приборы в основном используются я поиска дефектов, т.е. они настраиваются в силу их схемных решений так, что при обнаружении незначительной по глубине трещины, индикатор прибора резко отклоняется, так как трещины недопустимы.
Вместе с тем, зная изменение полного сопротивления и частоту, вихретоковым методом можно определять толщину изделий и глубину трещин. Такие приборы существуют, на пример ИГТ-2, разработки ОАО ВТИ, измеряющий глубину трещин до 10 мм, семейство портативных приборов разработки НПО "Спектр" г. Москва, например ВД-82Н.
Вихретоковый метод имеет ряд преимуществ:
- контроль и измерение можно выполнять по грубо обработанной поверхности;
- малые размеры датчиков позволяют выполнять измерения на криволинейных поверхностях.
К недостаткам, ограничивающим применение, следует отнести влияние краевого эффекта.
2. МЕХАНИЧЕСКИЕ МЕТОДЫ
2.1. Глубина трещины оценивается путем 2 - 3-х сверлений Ф 12-16 мм в средней части зоны растрескивания.
2.2. Ориентировочное определение глубины трещины hТ допускается по ее протяженности LТ. При этом принимается соотношение hТ=0,2LТ.
Приложение П
ПОРЯДОК
ИССЛЕДОВАНИЯ МИКРОСТРУКТУРЫ
И ТВЕРДОСТИ МЕТАЛЛА РОТОРОВ
1. Для принятия решения о продлении срока эксплуатации ротора сверх паркового ресурса или о временной эксплуатации ротора, содержащего недопустимые дефекты, проводятся исследование микроструктуры и измерение твердости металла.
2. При отсутствии недопустимых дефектов исследование микроструктуры и измерение твердости проводятся на металле полотна или обода диска первой по ходу пара (наиболее высокотемпературной) ступени. Для сравнения измерение твердости проводится на том же радиусе на металле диска последней (наиболее низкотемпературной) ступени цельнокованой части ротора. Допускается проводить исследование микроструктуры на сколе (спиле), взятом от острой кромки паза под балансировочные грузы (где он имеется). Объем скола не должен превышать 0,2 см3.
3. При выявлении недопустимых дефектов вблизи осевого канала ротора (изготовленного из сталей Р2, Р2МА, 34ХМА) исследование микроструктуры проводится на полумуфте (на ее образующей и на торце вблизи осевого канала).
4. Шлифы приготавливаются путем 3 - 5-кратной механической полировки и травления. Травление шлифов производится 4 - 6%-ным раствором азотной кислоты в этиловом спирте. Качество протравленного шлифа контролируется с помощью переносного микроскопа при увеличении не ниже ×100. Анализ микроструктуры проводится методом полистироловых или иных реплик (на сколах - в лабораторных условиях при исследовании шлифа). В качестве растворителя полистироловых реплик применяется бензол или толуол. После высыхания и отделения реплики исследуются и фотографируются в лабораторных условиях на металлографическом микроскопе при увеличениях ×100 и ×500.
Рекомендуется для увеличения отражательной способности и контраста изображения на поверхность реплики напыляется в вакууме слой алюминия или хрома толщиной 100 - 300 Å.
5. При анализе микроструктуры металла высокотемпературной зоны ротора исследуется вид и степень сфероидизации второй структурной составляющей, распределение и размер карбидов, размер первичного зерна, количество структурно свободного феррита. Результаты исследования сравниваются с критериями, приведенными в п. 6.1.2.7 настоящей Инструкции и используются при выборе служебных свойств стали для расчета ресурса ротора.
6. При анализе микроструктуры на торце ротора определяется количество структурно свободного феррита, и по данным исследования в двух зонах полумуфты методом экстраполяции рассчитывается его количество на поверхности осевого канала. Содержание свободного феррита вблизи поверхности осевого канала в районе бочки ротора примерно в 2 раза больше, чем вблизи осевого канала на полумуфте. Количество структурно свободного феррита используется для оценки вязкости разрушения стали и критического размера дефекта в металле ротора, в котором выявлены недопустимые дефекты.
7. Твердость измеряется, как правило, в местах приготовления металлографических шлифов на дисках высоко- и низкотемпературной ступеней. Твердость рекомендуется измерять переносными приборами типов ВПИ-2, ВПИ-3К, ТЕМП-1, прибором Польди (менее предпочтительно) и др. Диаметры отпечатков (если требуется) измеряются с помощью переносного микроскопа или методом полистироловых реплик с последующим измерением диаметров в лабораторных условиях на инструментальном микроскопе. Результаты измерения твердости усредняются не менее, чем по трем замерам для каждой зоны ротора.
8. Значения твердости металла высокотемпературной ступени ротора сравниваются с критериями, приведенными в п. 6.1.2.8 настоящей Инструкции, Различие в твердости металла высоко и низкотемпературной ступеней отражает степень разупрочнения металла высокотемпературной части ротора в процессе его длительной эксплуатации и является дополнительной характеристикой, которая должна учитываться при принятии решения о возможности дальнейшей эксплуатации ротора.
9. Данные микроструктурного анализа и фотографии микроструктуры, а также результаты измерения твердости с указанием типа твердомера и описанием процедур выполненных исследований заносятся в протокол.
Приложение Р
ПОРЯДОК
ИССЛЕДОВАНИЯ СТРУКТУРЫ
И СВОЙСТВ МЕТАЛЛА
ЛИТЫХ КОРПУСНЫХ ДЕТАЛЕЙ ТУРБИН
1. СТРУКТУРА И ТВЕРДОСТЬ
1.1. Исследование структуры литого металла осуществляется с целью выявления изменений, связанных с исчерпанием ресурса деталей в процессе эксплуатации, а также для определения характера образовавшихся трещин.
1.2. Характер структуры изучается на поперечных шлифах, изготовленных из спилов-лодочек (сколов) треугольного сечения площадью не менее 20 мм2. При исследовании характера трещин ее продольная ось должна быть ориентирована вдоль лодочки. В качестве дополнения к таким сколам желательно исследование структуры на шлифах непосредственно на детали в наиболее напряженных зонах. При подготовке шлифов поверхностный слой металла должен сниматься на глубину не менее 1,5 – 2,0 мм.
1.3. В процессе микроструктурного анализа металла оцениваются следующие параметры:
- размер ферритного зерна в соответствии с государственным стандартом;
- количество (%) и вид бейнитной или перлитной составляющих;
- балл сфероидизации второй структурной составляющей;
- особенности распределения карбидов по границам зерен и их средний размер;
- особенности распределения карбидов в ферритной матрице и их средний размер;
- загрязненность неметаллическими включениями в соответствии с государственным стандартом;
- количество и размер пор ползучести.
1.4. Размер пор ползучести оценивается на шлифах после 3 - 5-кратного травления 3 %-ным раствором HNO3 в спирте, производится осмотр не менее 10 полей зрения при увеличении ×500.
1.5. С учетом экспериментально установленного влияния поверхностного слоя литого корпуса и качества подготовки поверхности на показания переносных приборов, для получения более достоверных данных по твердости рекомендуется удалить слой металла толщиной 1,5-2,0 мм. Число измерений должно зависеть от того, проведено ли снятие поверхностного слоя, а также от характера обработки поверхности. В частности, при использовании переносных приборов с относительно неглубоким внедрением шарика (менее 0,2 мм), например типа ТЭМП-1, рекомендуется следующее число измерений в зависимости от качества поверхности:
- полированная - 5;
- тонкошлифованная поверхность - не менее 10;
- грубошлифованная - не менее 16;
- зачистка шкуркой до полного удаления окалины - не менее 30.
2. МЕХАНИЧЕСКИЕ СВОЙСТВА
2.1. Образцы изготавливаются из вырезок, эскизы которых выдает экспертная организация. Вырезки должны отбираться из зоны детали с максимальной рабочей температурой металла. При этом эскиз вырезки разрабатывается таким образом, чтобы не был нанесен ущерб надежности детали и не потребовалась бы дополнительная подварка в зоне отбора образцов.
В случае выборки глубоких трещин (выборка большого объема металла) для получения более достоверной информации об уровне свойств в дефектной зоне, желательно получение сколов или вырезок сравнительно небольшого размера непосредственно из зоны образования трещины.
2.2. Типы изготовляемых образцов для испытаний должны соответствовать государственным стандартам. Допускается изготовление образцов по стандартам экспертной организации.
Приложение С
ПОРЯДОК
ОПРЕДЕЛЕНИЯ РАСЧЕТНОГО РЕСУРСА
И ОЦЕНКИ ЖИВУЧЕСТИ РОТОРОВ
И КОРПУСНЫХ ДЕТАЛЕЙ ТУРБИН
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. При расчетах ресурса цельнокованых роторов и литых корпусных деталей ЦВД и ЦСД должно проверяться удовлетворение критериев статической (кратковременной и длительной) и циклической прочности и накопленной поврежденности по расчетным напряжениям и деформациям в критических зонах, к которым относятся зоны с максимальными уровнями напряжений, температуры, или наиболее частым обнаружением трещин.
1.2. Для оценки ресурса роторов и корпусов выполняются расчеты температурных полей, полей упругих (условно упругих) и упругопластических напряжений и деформаций под действием механических (центробежные силы - для роторов; перепады давления, осевые усилия - для корпусов) и температурных нагрузок при основных эксплуатационных режимах работы турбины, а также напряжений и деформаций в условиях ползучести.
К основным эксплуатационным режимам, кроме стационарного режима с номинальной нагрузкой, относятся пуски из холодного, неостывшего (после суточного и двухсуточного простоев турбины) и горячего (после остановов на ночь) состояний, разгружения с частичной нагрузкой и обратные догружения, плановые и аварийные остановы.
1.3. Расчеты температурных полей, полей напряжений и деформаций в роторах и корпусных деталях рекомендуется выполнять на основе двумерных, осесимметричных и, в случае необходимости, трехмерных моделей теорий теплопроводности, упругости, пластичности и ползучести.
Допускается использование экспериментальных температурных полей, определяемых путем термометрии в натурных условиях при характерных режимах эксплуатации, в объеме, необходимом для последующего расчета полей напряжений.
1.4. Для углеродистых сталей ползучесть должна учитываться при температурах, превышающих 350 °С, для низколегированных хромомолибденовых и хромоникельмолибденовых сталей - при температурах, превышающих 420 °С, для низко- и среднелегированных хромомолибденованадиевых и хромомолибденовольфрамованадиевых сталей - при температурах, превышающих 450 °С, для жаропрочных хромистых сталей - при температурах, превышающих 480 °С.
1.5. Для расчета полей напряжений и деформаций с учетом ползучести используются теории старения и течения (допускается использование и других, более точных теорий ползучести) и численные методы решения соответствующих двумерных, осесимметричных и, в случае необходимости, трехмерных краевых задач теории ползучести в квазистационарной постановке (для расчета полей напряжений используются мгновенные значения нестационарных температурных полей в моменты возникновения максимальных разностей и градиентов температуры в проверяемых зонах).
1.6. Если расчет напряжений и деформаций с учетом установившейся ползучести выполняется с помощью теории старения и изохронных кривых, то учитывается только действие механических нагрузок, а температурные напряжения исключаются из расчета, полагая коэффициент температурного расширения aq = 0.
1.7. В качестве эквивалентных напряжений aq используемых в критериях статической и циклической прочности при сложном напряженном состоянии, принимается интенсивность напряжений si которая в случае осесимметричной задачи определяется выражением
где sq, sr, sz, trz - окружные, радиальные, осевые и касательные напряжения.
В компонентах главных напряжений выражение для si как для осесимметричных, так и для трехмерных задач имеет вид
При использовании интенсивности напряжений для оценки циклической прочности величине si присваивается знак, равный знаку наибольшего по абсолютной величине (в рассматриваемый момент цикла) главного нормального упругого (условно упругого) напряжения из формулы (2).
1.8. Допускается при оценке кратковременной и длительной статической прочности использовать в качестве эквивалентного удвоенное максимальное касательное напряжение
1.9. В расчетах ресурса используются характеристики длительной прочности, ползучести, малоцикловой усталости и трещиностойкости роторных и корпусных сталей после длительной эксплуатации. Предпочтительнее уточнять эти характеристики для каждого конкретного объекта с использованием приближенных корреляционных зависимостей между этими характеристиками и данными по исследованию структуры и свойств металла, полученными в соответствии с разделом 3 настоящей Инструкции, а так же с учетом сертификатных данных для стали в исходном состоянии.
1.10. При оценках времени живучести роторов и корпусов с дефектами используются константы кинетических уравнений скорости роста трещин под действием циклических нагрузок и ползучести для роторных и корпусных сталей при расчетной температуре металла на установившемся режиме работы турбины с номинальной мощностью, а значения критического коэффициента интенсивности напряжений - вязкости разрушения КIc, берутся при температуре металла в зоне дефекта в момент пуска турбины из холодного состояния, соответствующей максимальной вероятности хрупкого разрушения детали. Для корпусных деталей необходимо также проверять возможность хрупкого разрушения и на остальных переменных режимах.
2. РАСЧЕТНЫЕ ОЦЕНКИ СУММАРНОЙ И
СРЕДНЕГОДОВОЙ
ПОВРЕЖДЕННОСТЕЙ, НАКАПЛИВАЕМЫХ ДО И ПОСЛЕ
ПРОВЕДЕНИЯ АНАЛИЗА ВОЗМОЖНОСТИ ПРОДЛЕНИЯ
СРОКА СЛУЖБЫ
2.1. Суммарная поврежденность П′, накопленная в металле до начала анализа возможности продления срока эксплуатации роторов и корпусов, работающих в условиях совместного действия ползучести при различных установившихся режимах q′ типов и циклических нагрузок при различных переменных режимах k′ типов, а также соответствующая поврежденность с учетом запасов (по напряжениям, деформациям, циклам и поврежденности)] [П]′, определяются формулами
 (5)
(5)где ![]() - статическая и циклическая
поврежденности без учета и с учетом запасов, накопленные в проверяемой зоне
ротора или корпуса до начала анализа возможности продления срока службы;
- статическая и циклическая
поврежденности без учета и с учетом запасов, накопленные в проверяемой зоне
ротора или корпуса до начала анализа возможности продления срока службы;
![]() -
время работы на j-м установившемся режиме при
температуре металла
-
время работы на j-м установившемся режиме при
температуре металла ![]() и эквивалентных местных напряжениях
ползучести
и эквивалентных местных напряжениях
ползучести ![]() в
проверяемой зоне ротора или корпуса (с учетом концентрации);
в
проверяемой зоне ротора или корпуса (с учетом концентрации);
![]() -
время до наступления предельного состояния (появления трещин ползучести в
проверяемой зоне) под действием эквивалентных напряжений
-
время до наступления предельного состояния (появления трещин ползучести в
проверяемой зоне) под действием эквивалентных напряжений ![]() при температурах
при температурах ![]() , определяемое
с помощью соответствующей диаграммы длительной прочности материала (или
аппроксимирующих ее аналитических выражений);
, определяемое
с помощью соответствующей диаграммы длительной прочности материала (или
аппроксимирующих ее аналитических выражений);
![]() -
допускаемое по условиям длительной прочности материала время работы на j-м установившемся режиме, определяемое с помощью той же
диаграммы длительной прочности, что и
-
допускаемое по условиям длительной прочности материала время работы на j-м установившемся режиме, определяемое с помощью той же
диаграммы длительной прочности, что и ![]() , но по эквивалентным напряжениям
, но по эквивалентным напряжениям ![]() , увеличенным
в соответствии с принятым коэффициентом запаса длительной прочности
, увеличенным
в соответствии с принятым коэффициентом запаса длительной прочности ![]() для местных
напряжений ползучести, где
для местных
напряжений ползучести, где ![]() , а
, а ![]() - коэффициент запаса от длительной
прочности для номинальных напряжений ползучести; для роторов
- коэффициент запаса от длительной
прочности для номинальных напряжений ползучести; для роторов ![]() принимается в
соответствии с п. 5.8.2, а для корпусов
принимается в
соответствии с п. 5.8.2, а для корпусов ![]() в
соответствии с требованиями п. 6.10.4;
в
соответствии с требованиями п. 6.10.4;
![]() -
число циклов I-го типа;
-
число циклов I-го типа;
![]() -
число циклов до появления усталостных трещин под воздействием только
циклических нагрузок I-го типа;
-
число циклов до появления усталостных трещин под воздействием только
циклических нагрузок I-го типа;
![]() -
допускаемое число циклов при воздействии только циклических нагрузок I-го типа, определяемое в соответствии с требованиями п. 2.3;
-
допускаемое число циклов при воздействии только циклических нагрузок I-го типа, определяемое в соответствии с требованиями п. 2.3;
![]() -
запас по накапливаемой поврежденности, принимаемый в соответствии с
требованиями пп. 5.8.6 и 6.10.6 для
предшествующего анализу периода эксплуатации;
-
запас по накапливаемой поврежденности, принимаемый в соответствии с
требованиями пп. 5.8.6 и 6.10.6 для
предшествующего анализу периода эксплуатации;
![]() -
число различных типов установившихся режимов, имевших место за период до начала
анализа, каждый из которых характеризуется температурой
-
число различных типов установившихся режимов, имевших место за период до начала
анализа, каждый из которых характеризуется температурой ![]() и установившимися
эквивалентными местными напряжениями ползучести
и установившимися
эквивалентными местными напряжениями ползучести ![]() ;
;
![]() -
число различных типов циклов, имевших место за период до начала анализа, каждый
из которых характеризуется своим размахом приведенных напряжений
-
число различных типов циклов, имевших место за период до начала анализа, каждый
из которых характеризуется своим размахом приведенных напряжений ![]() или
соответствующей амплитудой деформаций
или
соответствующей амплитудой деформаций ![]() .
.
Штрихом отмечены все величины, относящиеся к периоду эксплуатации предшествующему началу анализа.
2.2.
При расчете накопленной к началу анализа возможности продления срока службы
статической поврежденности ![]() и соответствующей ей статической
поврежденности с учетом запасов
и соответствующей ей статической
поврежденности с учетом запасов ![]() допускается разбивать всю наработку за
этот период на годовые интервалы.
допускается разбивать всю наработку за
этот период на годовые интервалы.
В этом случае j-й установившийся режим - это средне годовой режим
эксплуатации; ![]() - число годовых интервалов, т.е. число
лет эксплуатации до начала анализа, а в качестве
- число годовых интервалов, т.е. число
лет эксплуатации до начала анализа, а в качестве ![]() принимается температура
металла, соответствующая среднегодовой температуре пара
принимается температура
металла, соответствующая среднегодовой температуре пара ![]() по данным
электростанции;
по данным
электростанции; ![]() - наработка при этой температуре за один j-й год;
- наработка при этой температуре за один j-й год; ![]() и
и ![]() - времена до наступления предельного
состояния под действием среднегодовых эквивалентных напряжений ползучести
- времена до наступления предельного
состояния под действием среднегодовых эквивалентных напряжений ползучести ![]() и
и ![]() соответственно,
определяемые по диаграммам длительной прочности для каждого j-го года эксплуатации в соответствии с изменявшимися в
этом году, по сравнению с другими годами, условиями эксплуатации (если в
течение нескольких лет среднегодовые условия не менялись, эти годы объединяются
в один временной интервал).
соответственно,
определяемые по диаграммам длительной прочности для каждого j-го года эксплуатации в соответствии с изменявшимися в
этом году, по сравнению с другими годами, условиями эксплуатации (если в
течение нескольких лет среднегодовые условия не менялись, эти годы объединяются
в один временной интервал).
Величина ![]() для металла с
учетом возможных отклонений среднегодовой температуры пара
для металла с
учетом возможных отклонений среднегодовой температуры пара ![]() от номинальной
определяется по формуле
от номинальной
определяется по формуле
![]() (6)
(6)
где ![]() - номинальная температура пара;
- номинальная температура пара;
![]() -
температура металла в рассматриваемой зоне ротора или корпуса на установившемся
номинальном режиме, соответствующая номинальной температуре пара.
-
температура металла в рассматриваемой зоне ротора или корпуса на установившемся
номинальном режиме, соответствующая номинальной температуре пара.
2.3. Допускаемое число циклов изменения нагрузок на роторы или корпусы [N]I (каждого I-го из рассматриваемых типов циклических нагрузок) определяется через число циклов данного типа NpI до появления трещины малоцикловой усталости (МЦУ) следующим образом
![]() (7)
(7)
где N1I = NpI/nN - число циклов до появления трещин МЦУ, соответствующее приведенной к симметричному изотермическому циклу амплитуде интенсивности деформаций εdI, деленной на коэффициент запаса nN;
N2I - число циклов до появления трещин МЦУ, соответствующее увеличенной амплитуде интенсивности деформаций nε × εdI;
nN - коэффициент запаса циклической прочности по числу циклов;
nε - коэффициент запаса циклической прочности по деформации;
NpI - определяется по методике действующей нормативной документации с помощью экспериментальных кривых усталости для материала рассматриваемого ротора или корпуса (в этом случае nN = 5) или с помощью приближенных корреляционных зависимостей между числами циклов NpI и амплитудами εdI (в этом случае nN = 10).
Коэффициент запаса по деформации принимается равным nε = 1,5 (для корпусных деталей, изготовленных методом ковки, nε = 1,25).
Если по данным, представленным электростанцией, невозможно установить типы проведенных пусков (и соответствующих им циклов) а известно только их общее число n за время до момента анализа накопленной поврежденности, то накопленная циклическая поврежденность Пц определяется в запас по упрощенной формуле
![]() (8)
(8)
где Np - число циклов до появления трещин МЦУ, соответствующее наиболее жесткому режиму (т.е. режиму с максимальной амплитудой деформаций εd в рассматриваемой зоне).
2.4.
Прогнозируемая на последующий за анализом период эксплуатации осредненная
годовая поврежденность ![]() , которая будет накапливаться в
рассматриваемой зоне ротора или корпуса при чередовании q² типов
установившихся режимов, сопровождающихся ползучестью в этой зоне (q²
= 1; 2) и k² типов переменных режимов с циклическими нагрузками (k² = 3; 4), а также соответствующая осредненная годовая
поврежденность
, которая будет накапливаться в
рассматриваемой зоне ротора или корпуса при чередовании q² типов
установившихся режимов, сопровождающихся ползучестью в этой зоне (q²
= 1; 2) и k² типов переменных режимов с циклическими нагрузками (k² = 3; 4), а также соответствующая осредненная годовая
поврежденность ![]() определяются формулами:
определяются формулами:
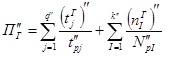 (9)
(9)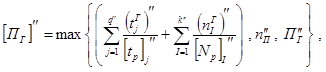 (10)
(10)где ![]() - прогнозируемое время работы на
установившемся режиме j-го типа в течение 1 года
при эксплуатации после продления ресурса при температуре металла
- прогнозируемое время работы на
установившемся режиме j-го типа в течение 1 года
при эксплуатации после продления ресурса при температуре металла ![]() и
эквивалентных местных напряжениях ползучести
и
эквивалентных местных напряжениях ползучести ![]() в проверяемой зоне ротора или
корпуса;
в проверяемой зоне ротора или
корпуса;
![]() -
прогнозируемое осредненное число циклов I-го
типа за один год при эксплуатации после продления ресурса с размахом местных
эквивалентных напряжений
-
прогнозируемое осредненное число циклов I-го
типа за один год при эксплуатации после продления ресурса с размахом местных
эквивалентных напряжений ![]() или соответствующей этому размаху
амплитудой деформаций
или соответствующей этому размаху
амплитудой деформаций ![]() в рассматриваемой зоне;
в рассматриваемой зоне;
![]() -
величины, аналогичные описанным в п. 2.1, определяемые в
зависимости от температуры металла, установившихся напряжений ползучести,
размахов циклических напряжений и амплитуд деформаций в проверяемых зонах при q² типов установившихся и k² типов циклических
прогнозируемых режимов на последующий за анализом (продляемый) период
эксплуатации;
-
величины, аналогичные описанным в п. 2.1, определяемые в
зависимости от температуры металла, установившихся напряжений ползучести,
размахов циклических напряжений и амплитуд деформаций в проверяемых зонах при q² типов установившихся и k² типов циклических
прогнозируемых режимов на последующий за анализом (продляемый) период
эксплуатации;
![]() -
запас по поврежденности на продляемый период эксплуатации (в настоящее время
-
запас по поврежденности на продляемый период эксплуатации (в настоящее время ![]() , определяемый
в пп. 5.8.6 и 6.10.6; после
накопления опыта продления индивидуального ресурса станет возможным
устанавливать
, определяемый
в пп. 5.8.6 и 6.10.6; после
накопления опыта продления индивидуального ресурса станет возможным
устанавливать ![]() ).
).
Двумя штрихами отмечены все величины, относящиеся к периоду эксплуатации после проведения анализа и продления ресурса.
3. ОПРЕДЕЛЕНИЕ НАРАБОТКИ ДО ПОЯВЛЕНИЯ
ТРЕЩИН
ПОЛЗУЧЕСТИ И МАЛОЦИКЛОВОЙ УСТАЛОСТИ И ОЦЕНКА
ОСТАТОЧНОГО РЕСУРСА
3.1. Суммарная допускаемая поврежденность с учетом запасов (по напряжениям, деформациям, циклам и поврежденности) [П], накапливаемая за время до и после анализа возможности продления ресурса, должна удовлетворять условию
где [П]ОСТ = [П]² - допускаемая поврежденность, а [П]′ - накопленная к началу анализа поврежденность с учетом запасов, определяемая формулой (5).
3.2. Согласно формуле (11) [П]ОСТ определяется формулой
(ниже знак < из формулы (12) опускается).
3.3. Остаточная допускаемая наработка, в годах, с учетом запасов по напряжениям, деформациям, циклам, поврежденности [G]ОСТ до появления трещин при комбинированном воздействии ползучести и циклических нагрузок определяется, как отношение допускаемой остаточной поврежденности [П]ОСТ к осредненной годовой поврежденности (с учетом запасов), прогнозируемой на период после анализа возможности продления ресурса [ПГ]².
Выражение для [G]ОСТ учетом формул (5), (10), (12) определяется формулой
 (13)
(13)3.4.
Выражение для определения остаточной допускаемой поврежденности с учетом
запасов только по поврежденности ![]() и
и ![]() определяется формулой
определяется формулой
 (14)
(14)
При ![]() выражение для
[G]ОСТ имеет вид:
выражение для
[G]ОСТ имеет вид:
 (15)
(15)3.5.
Если в предшествующий началу анализа возможности продления ресурса или в
последующий за этим анализом период эксплуатации отсутствовала поврежденность
от ползучести или, наоборот - от циклических нагрузок (или одной из этих
поврежденностей в рассматриваемой зоне можно пренебречь, по сравнению с
другой), то соответствующие формулы для определения остаточной наработки [G]ОСТ получают из формул (13)
— (15), полагая в них равными нулю либо ![]() и
и ![]() , либо
, либо ![]() и
и ![]() (возможны и
другие комбинации равных нулю или пренебрежимо малых составляющих
поврежденностей
(возможны и
другие комбинации равных нулю или пренебрежимо малых составляющих
поврежденностей ![]() и
и ![]() ).
).
3.6. Если в качестве предельного принимается состояние появления трещины, то остаточная допускаемая наработка [G]ОСТ представляет собой остаточный ресурс с учетом запасов, выраженный в годах наработки.
3.7. Остаточная наработка до появления трещины без учета запасов GОСТ (в годах) определяется формулой
где ![]() определяется формулой (4), а
определяется формулой (4), а ![]() - формулой (9).
- формулой (9).
3.8. Запас остаточного ресурса ntОСТ определяется:
![]() (17)
(17)
3.9. Если известен режим эксплуатации за весь предполагаемый срок службы, то расчетные наработки (в годах) до появления трещин с учетом и без учета запасов [G] и G определяются формулами:
 (18)
(18) (19)
(19)где q - число типов установившихся режимов с ползучестью за весь срок службы;
k - число различных типов циклического нагружения также за весь срок службы.
Если в качестве предельного принимается состояние появления трещины, то запас ресурса nt определяется отношением:
![]() (20)
(20)
4. РАСЧЕТНАЯ ОЦЕНКА ЖИВУЧЕСТИ
4.1. При расчетной оценке живучести любые выявленные дефекты в роторе или корпусе (трещины, поры, металлургические и технологические дефекты и т.п.) рассматриваются как трещины - наиболее опасный тип дефектов.
4.2. Для расчетной оценки момента наступления критического состояния, предшествующего разрушению (исчерпание живучести), используется параметр механики разрушения - коэффициент интенсивности напряжений (КИН) при разрушении отрывом - КI. Критическим считается состояние, когда максимальная по фронту трещины величина КИН при одном из возможных режимах достигает критического значения - вязкости разрушения КIc, т.е. выполняется равенство:
Примечание - Следует проверять режимы, при которых либо КI(I) достигает максимального значения при данной глубине трещины I, либо КIc максимально снижено (при наиболее низком запасе рабочей температуры q от критической температуры хрупкости qк).
4.3. Для оценки критических размеров дефектов (трещин) рекомендуется использовать правила составления расчетных схем, разработанных НПО ЦНИИТМАШ. Поверхностные дефекты заменяются плоскими полуэллиптическими трещинами с полуосями I и с (меньшая полуось I совпадает с направлением роста трещины в глубь тела ротора или корпуса, а большая полуось с перпендикулярна к ней), подповерхностные дефекты заменяются плоскими эллиптическими трещинами с теми же обозначениями полуосей.
4.4. Глубина поверхностной трещины I (или подповерхностной 2I) при которой выполняется условие (21) считается критической глубиной, т.е. в этом случае I = Iкр.
4.5. Расчет КИН в вершинах полуосей полуэллиптических поверхностных и эллиптических подповерхностных трещин при изменяющихся вдоль направления роста трещин напряжениях выполняется по нормативным документам.
4.6. Для расчетных оценок КИН в сечениях и зонах ротора или корпуса, определяющих их живучесть с дефектами, должны быть определены поля напряжений вдоль направления роста дефекта при основных переменных и установившихся режимах. После этого для стационарных режимов выполняются расчеты КИН – КI, а для нестационарньтх режимов (пуски - остановы и т.п.) их размах DКI = КImax — КImin (в циклах, соответствующих переменным режимам) при всех характерных рассматриваемых режимах для ряда последовательно увеличивающихся значений глубины трещины.
4.7. По найденным для каждого значения глубины трещины I максимальным значениям КИН - КI j max при каж дом j-м типе стационарного режима и максимальным значениям размахов КИН DКI j max при каждом j-м типе переменного режима с помощью кинетических диаграмм или аппроксимирующих их уравнений типа Пэриса для данного материала детали (ротора или корпуса) определяют значения мгновенных скоростей роста трещины Vnj(I) под действием ползучести из уравнений
и VЦj(I) под действием циклическях нагрузок
 (23)
(23)где tj - время действия установившейся ползучести при стационарном режиме j-го типа;
Nj - число циклов нагружений j-го типа;
CП, mП, CЦ, mЦ - физические константы материала, определяемые экспериментально;
R - коэффициент асимметрии цикла, определяемый выражением:
 (24)
(24)
Допускается использование других зависимостей VЦ от R в формуле (23), в частности, в запас живучести допускается полагать R = 0 в тех случаях, когда согласно расчету R < 0 или R > 1.
4.8. Наработка Gж(I) (в годах), в течение которой трещина прорастает от начальной глубины I0 до текущей I при комбинированном воздействии циклических нагрузок k типов и ползучести на стационарных режимах q типов определяется интегрированием соотношения:
где ![]() - скорость роста трещины под
действием ползучести при стационарном режиме j-го
типа, определяемая из формулы (22), мм/ч;
- скорость роста трещины под
действием ползучести при стационарном режиме j-го
типа, определяемая из формулы (22), мм/ч;
![]() - скорость роста трещины под
воздействием циклической нагрузки при переменном режиме j-го
типа, определяемая из формулы (23), мм/цикл;
- скорость роста трещины под
воздействием циклической нагрузки при переменном режиме j-го
типа, определяемая из формулы (23), мм/цикл;
![]() - годовое число циклов j-го типа, цикл;
- годовое число циклов j-го типа, цикл;
![]() - годовое время воздействия ползучести
при j-м стационарном режиме, ч.
- годовое время воздействия ползучести
при j-м стационарном режиме, ч.
4.9. Расчетное время роста трещины до критического размера I = Iкр определяющее предельное расчетное время живучести ротора или корпуса с трещиной, определяется из формулы (25), если в качестве верхнего предела интегрирования принять глубину трещины I = Iкр, при которой коэффициент интенсивности напряжений достигает своего критического значения - вязкости разрушения КI = КIc (если Iкр/Н ≤ 0,7 для поверхностной трещины).
4.10. Расчетное время докритического роста трещины [Gж] от начальной глубины I0 до глубины Iпр, соответствующей предельно допускаемому состоянию ротора или корпуса с дефектом с учетом критериев и запасов живучести, определяется, как минимум из следующих величин:
где GI - время подрастания трещины до того момента, когда годовая скорость достигнет принятой в качестве предельного значения V*, мм/год;
GII - ориентировочное время, при котором резко возрастает скорость роста трещины, что может служить сигналом о наступлении предкритического состояния;
GIII - время, по истечении которого значение КИН при наиболее неблагоприятном режиме (режим с наибольшей вероятностью хрупкого разрушения) достигает величины
![]()
где nK - коэффициент запаса по КИН;
GIV -
время, по истечении которого глубина трещины достигает предельно допускаемой
величины ![]() , где nI
- коэффициент запаса по критической глубине или по критическому размеру дефекта
(трещины).
, где nI
- коэффициент запаса по критической глубине или по критическому размеру дефекта
(трещины).
4.11. Для роторов и корпусных деталей турбин принимаются следующие значения предельного значения годовой скорости роста трещины V* (мм/год), запасов по КИН - nK и по глубине дефекта (трещины) – nI:
V* ≤ 1,0 мм/год;
nK ≥ 1,5;
nI ≥ 2,2.
Примечания: 1 Для трещин в ободе диска рекомендуется принимать V* ≤ 2,5 мм/год;
2 После накопления опыта сопоставления расчетных и экспериментальных оценок скорости и времени докритического роста трещин в роторах и корпусных деталях турбин, определяющих время их живучести с трещинами, приведенные в п. 4.10, критерии живучести (26) и указанные в п. 4.11 значения запасов должны подвергнуться дополнительному анализу и корректировке.
5. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО И ПОЛНОГО
РАСЧЕТНОГО РЕСУРСОВ РОТОРОВ
5.1. В соответствии с определением предельного состояния для роторов, приведенным в п. 4.2.1 раздела 4 настоящей Инструкции, расчетный ресурс ротора [G] определяется формулой (18) (приложение С), как наработка до появления трещин ползучести и (или) малоцикловой усталости при обеспечении принятых запасов по напряжениям, деформациям, циклам и накапливаемой поврежденности в соответствии с заданными при проектировании или известными из опыта режимами эксплуатации за весь срок службы.
Расчетное время живучести роторов с дефектами не включается в их расчетный ресурс.
5.2. Остаточный ресурс ротора с учетом запасов [G]ОСТ определяется по формулам (13) - (15) на основе расчетных оценок поврежденности, накопленной к моменту анализа возможности продления ресурса с учетом особенностей режимов эксплуатации за предшествующий анализу период, и поврежденности, которая будет накапливаться в последующий за анализом период с учетом особенностей прогнозируемых на этот период режимов эксплуатации.
5.3. При расчетной оценке остаточного ресурса ротора проверяется удовлетворение критериев статической (кратковременной и длительной) и циклической прочности и предельно допускаемой поврежденности для следующих зон:
- осевой канал на участках дисков двух первых ступеней РВД и РСД;
- передняя и задняя галтели дисков двух первых ступеней РВД и РСД;
- тепловые канавки переднего концевого уплотнения (ПКУ), промежуточного уплотнения и диафрагменного уплотнения между дисками 1-й и 2-й ступеней (если такие канавки имеются);
- концентраторы в пазах Т-образного и галтелях зубчиков грибовидных хвостовых соединений ободьев дисков первых ступеней РВД и РСД.
5.4. В том случае, если накопленное число пусков турбины с исследуемым ротором не превысило 300, допускается выполнять расчетную оценку остаточного ресурса [G]ОСТ только по критериям длительной статической прочности и накапливаемой поврежденности от действия только ползучести для зоны осевого канала (если в последующий за анализом период не прогнозируется значительное увеличение среднегодовых чисел пусков по сравнению с требованиями нормативных документов к маневренности турбоагрегатов рассматриваемого типа).
В этом случае
в формулах (13) - (15) для расчета
остаточного ресурса можно полагать ![]() и
и ![]() , а суммарная накапливаемая за
предшествующий анализу и последующий периоды поврежденность с учетом запасов [П]
в формуле (11) должна удовлетворять условию [П] ≤
0,9 вместо 1,0, а в формуле (15) - 0,9/n
вместо 1/n.
, а суммарная накапливаемая за
предшествующий анализу и последующий периоды поврежденность с учетом запасов [П]
в формуле (11) должна удовлетворять условию [П] ≤
0,9 вместо 1,0, а в формуле (15) - 0,9/n
вместо 1/n.
5.5. Оценка кратковременной статической прочности роторов выполняется по номинальным напряжениям от центробежных сил (ЦБС) без учета температурных напряжений и их концентрации.
5.6. Оценка длительной статической прочности выполняется по номинальным напряжениям и местным напряжениям с учетом концентрации в условиях ползучести от действия ЦБС при номинальной (расчетной) частоте вращения и температурном поле ротора, соответствующем номинальному режиму.
5.7. Запасы кратковременной статической прочности роторов
5.7.1. Для роторов, работающих при упругом деформировании, запас прочности при номинальной (расчетной) частоте вращения определяется по отношению к максимальному значению номинального эквивалентного напряжения sэ.
5.7.2.
Коэффициент запаса по пределу текучести материала цельнокованых роторов ![]() при расчетной температуре q на стационарном режиме принимается
равным nT ≥
1,6.
при расчетной температуре q на стационарном режиме принимается
равным nT ≥
1,6.
5.8. Запасы прочности при статическом нагружении в условиях ползучести
5.8.1. Определение запасов прочности в условиях ползучести производится только для номинальной (расчетной) частоты вращения ротора.
5.8.2.
Для роторов, работающих в условиях ползучести, запас по номинальным
напряжениям, полученным из расчета напряженного состояния с учетом ползучести
(на рассматриваемом ресурсе t), по отношению к
пределу длительной прочности ![]() при
расчетной температуре q, определенному на том же
ресурсе t, принимается равным nДП ≥ 1,5.
при
расчетной температуре q, определенному на том же
ресурсе t, принимается равным nДП ≥ 1,5.
Для роторов из стали Р2, Р2МА (25Х1М1ФА), изготовленных по действующим нормативным документам, допускается снижение этого запаса до nДП ≥ 1,3, если расчет напряженного состояния ротора в условиях ползучести выполнен по теории старения с использованием изохронных кривых.
5.8.3. Максимальная расчетная окружная деформация ползучести на расточке ротора за расчетный срок службы (наработку) не должна превышать:
для стали марок Р2, Р2МА (25Х1М1ФА) -
0,7 % при ресурсе 105 ч,
0,9 % при ресурсе 2×105 ч,
1,0 % при ресурсе, превышающем 2×105 ч;
для сталей других марок -
0,6 % при ресурсе 105 ч,
0,7 % при ресурсе 2×105 ч,
0,8 % при ресурсе, превышающем 2×105 ч.
5.8.4. Для зон концентрации напряжений, вычисленных с учетом ползучести (но без учета температурных напряжений), значения коэффициентов запаса длительной прочности, указанные в п. 5.8.2, принимаются на 10 % меньше.
5.8.5. Для роторов, работающих в условиях ползучести и циклического нагружения, кроме требований, предусмотренных в пп. 5.8.2 - 5.8.4, должны соблюдаться требования по суммарной накапливаемой поврежденности [П] согласно формуле (11).
В развернутом виде это условие выражается формулами
При
определении допускаемой поврежденности [П] с учетом запасов только по
поврежденности ![]()
![]() условие (27) имеет
следующий вид
условие (27) имеет
следующий вид

при ![]() условие
(28) имеет вид
условие
(28) имеет вид

5.8.6.
Запас по поврежденности для роторов ![]() принимается
принимается ![]() .
.
6. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО И ПОЛНОГО
РЕСУРСОВ
КОРПУСНЫХ ДЕТАЛЕЙ
6.1. Время живучести корпусных деталей с дефектами (трещинами) включается в их расчетный ресурс.
Соответственно полный и остаточный расчетные ресурсы корпуса [L] и [L]ОСТ (в годах) включают полную [G] или остаточную [G]ОСТ наработку (в годах) до появления трещины и расчетное время докритического роста трещины [GЖ] и определяются формулами:
6.2. Поскольку в литых корпусных деталях велика вероятность наличия невыявленных при изготовлении металлургических и технологических дефектов, допускается определять полный и остаточный ресурсы таких деталей без учета времени до появления трещины, т.е. полагать в формулах (30) и (31) [G] = 0 и [G]ОСТ = 0 соответственно.
В этом случае
![]() (32)
(32)
6.3. Первая часть полного и остаточного расчетных ресурсов корпуса [G] и [G]ОСТ определяются по формулам (18) и (13) - (15) соответственно, а вторая часть [GЖ] - по формуле (26).
6.4. Корпус может быть признан работоспособным, если после обнаружения трещины и необходимого ремонта его расчетный остаточный ресурс [L]ОСТ будет превышать продолжительность запланированного межремонтного периода.
6.5. Оценки статической (кратковременной и длительной) прочности корпусов выполняются по различным критериям с учетом дифференциации их напряженного состояния по степени опасности его составляющих на три группы эквивалентных упругих (или условно упругих) напряжений, вычисляемых по общим и местным мембранным, изгибным, температурным и компенсационным напряжениям в соответствии с их классификацией по категориям и группам (приложение С.1 к настоящему Порядку).
Концентрация напряжений в зонах отверстий, пазов, выступов и патрубков при оценках статической прочности не учитывается.
6.6. Для оценок длительной статической прочности составляющие групп и категорий напряженного состояния и групп эквивалентных напряжений получают на основании расчетов с учетом ползучести. Допускается использовать в критериях длительной прочности завышенные значения напряжений из упругого расчета, если эти критерии удовлетворяются.
6.7. Оценки циклической прочности (допускаемых чисел циклов по разделу 2.3) и циклических составляющих поврежденности в (4), (5), (9) - (16), (18), (19) выполняются по амплитудам эквивалентных упругих (или условно упругих) напряжений, вычисляемых через все составляющие напряженного состояния (общие и местные мембранные, изгибные, температурные и компенсационные напряжения) с учетом их концентрации.
6.8. Оценки составляющих поврежденности от ползучести в (4), (5), (9) - (16), (18), (19) выполняются по эквивалентным напряжениям, вычисляемым через составляющие общих и местных мембранных и изгибных напряжений с учетом их концентрации, получаемые из расчета с учетом ползучести.
6.9. Критерии и запасы кратковременной статической прочности.
6.9.1. Для всех зон стенки корпуса должны удовлетворяться критерии кратковременной статической прочности я двух групп эквивалентных напряжений
где ![]() -
предел текучести материала при расчетной температуре θ;
-
предел текучести материала при расчетной температуре θ;
![]() - первая группа эквивалентных
напряжений, вычисляемых через составляющие только общих мембранных напряжений (приложение С. 1 к настоящему Порядку);
- первая группа эквивалентных
напряжений, вычисляемых через составляющие только общих мембранных напряжений (приложение С. 1 к настоящему Порядку);
![]() - вторая группа эквивалентных
напряжений, вычисляемых через составляющие общих и местных мембранных и общих
изгибных напряжений (приложение С.1 к настоящему
Порядку);
- вторая группа эквивалентных
напряжений, вычисляемых через составляющие общих и местных мембранных и общих
изгибных напряжений (приложение С.1 к настоящему
Порядку);
![]() - запасы
кратковременной статической прочности для первой и второй групп эквивалентных
напряжений.
- запасы
кратковременной статической прочности для первой и второй групп эквивалентных
напряжений.
В приложении С. 1 к настоящему Порядку приведены дополнительные критерии кратковременной статической прочности.
6.9.2.
Коэффициенты запаса ![]() и
и ![]() принимаются равными:
принимаются равными:
![]()
6.10. Критерии и запасы прочности при статическом нагружении в условиях ползучести.
6.10.1. При поверочном расчете на длительную прочность следует рассматривать все стационарные режимы, проходящие при температурах, превышающих указанные в п. 1.4.
6.10.2. Корпус, по проверке на длительную прочность, должен удовлетворять всем критериям кратковременной статической прочности согласно п. 6.9.
6.10.3.
Группы эквивалентных напряжений ![]() вычисляемые
через составляющие напряженно-деформированного состояния, полученные расчетом с
учетом ползучести (без учета концентрации), должны удовлетворять следующим
критериям
вычисляемые
через составляющие напряженно-деформированного состояния, полученные расчетом с
учетом ползучести (без учета концентрации), должны удовлетворять следующим
критериям
где ![]() - предел длительной прочности
материала при рас четной температуре θ за время наработки t часов;
- предел длительной прочности
материала при рас четной температуре θ за время наработки t часов;
![]() - запасы длительной
статической прочности для первой и второй групп эквивалентных напряжений
ползучести.
- запасы длительной
статической прочности для первой и второй групп эквивалентных напряжений
ползучести.
6.10.4. Коэффициент запаса длительной прочности ![]() первой группы эквивалентных напряжений
ползучести
первой группы эквивалентных напряжений
ползучести ![]() соответствующей только мембранным
напряжениям, принимается равным:
соответствующей только мембранным
напряжениям, принимается равным:
![]()
Формулы для пересчета коэффициента запаса для второй группы эквивалентных напряжений, а также дополнительный критерий длительной прочности приведены в приложении С.1 к настоящему Порядку.
6.10.5. Для корпусов, работающих в условиях ползучести и циклического нагружения, кроме требований, предусмотренных в пп. 6.9 и 6.10, должны также соблюдаться запасы по суммарной накапливаемой поврежденности [П] согласно формуле (11).
В развернутом виде это условие выражается формулами (27) - ( 29).
6.10.6. Запас по поврежденности для корпусов nП принимается равным nП = 5, однако в конкретных случаях по усмотрению экспертной организации, выполняющей оценку индивидуального ресурса корпуса, запас по поврежденности корпусных деталей может быть уменьшен.
Приложение С.1
КЛАССИФИКАЦИЯ
ЭКВИВАЛЕНТНЫХ НАПРЯЖЕНИЙ
И ДОПОЛНИТЕЛЬНЫЕ КРИТЕРИИ И КОЭФФИЦИЕНТЫ ЗАПАСА
СТАТИЧЕСКОЙ ПРОЧНОСТИ КОРПУСНЫХ ДЕТАЛЕЙ
1. КЛАССИФИКАЦИЯ ЭКВИВАЛЕНТНЫХ НАПРЯЖЕНИЙ
1.1. В критериях статической и циклической прочности используется дифференциация эквивалентных напряжений sэ по группам, в соответствии с классификацией всех компонентов напряженного состояния корпусных деталей по категориям, позволяющей дифференцировать запасы прочности в зависимости от степени опасности каждой из категорий.
(s)1 - группа эквивалентных напряжений, определяемая по составляющей общих мембранных напряжений sjm;
(s)2 - группа эквивалентных напряжений, определяемая по суммам составляющих общих (или местных) мембранных и общих изгибных напряжений;
(s)R - максимальный размах эквивалентных напряжений, определяемых по сумме составляющих общих (или местных) мембранных общих и местных изгибных, общих температурных напряжений и напряжений компенсации (общих и местных мембранных и изгибных).
Максимальный размах эквивалентных напряжений при поверочном расчете на статическую прочность определяется по максимальным sэ max и минимальным sэ min (в алгебраическом смысле) значениям номинальных эквивалентных напряжений для всего процесса возможного изменения напряжений (во всех рассматриваемых режимах) (s)R = sэ max - sэ min, где эквивалентные номинальные напряжения sэ вычисляются по формулам (1, 2 или 3) через значения всех составляющих компонентов напряженного состояния без учета их концентрации.
(saF) - амплитуда эквивалентных напряжений, определяемых по суммам составляющих общих или местных мембранных, общих и местных изгибных, общих и местных температурных напряжений и общих и местных мембранных и изгибных напряжений компенсации с учетом концентрации напряжений в корпусе, вызванной влиянием таких концентраторов, как отверстия, галтели, кольцевые пазы и выступы, штуцеры и т.п.
Амплитуда эквивалентных напряжений в цикле определяется по максимальным и минимальным (в алгебраическом смысле) значениям эквивалентных напряжений (saF) = (sэ max - sэ min)/2, которые вычисляются через значения всех составляющих компонентов напряженного состояния с учетом их концентрации.
1.2. Общие и местные мембранные, изгибные и температурные напряжения, используемые для вычисления трех первых групп эквивалентных напряжений (s)1, (s)2, (s)R, определяются без учета влияния концентраторов напряжений типа отверстий, угловых галтелей в кольцевых пазах и у кольцевых выступов, штуцеров. Концентрация напряжений в зоне таких концентраторов учитывается только при определении четвертой группы эквивалентных напряжений (saF), используемой при проверке выполнения критериев циклической (малоцикловой) прочности и оценке величины накапливаемой суммарной (статической и циклической) поврежденности. Третья группа эквивалентных напряжений (s)R используется в качестве необязательного дополнительного критерия кратковременной статической и длительной прочности по усмотрению конструкторской (проектной) организации.
В случае выполнения расчета напряжений одним из численных методов (например, МКЭ) для удобства выделения трех первых групп эквивалентных напряжений ((s)1, (s)2, (s)R), которые рассматриваются как номинальные и должны вычисляться без учета концентрации в зонах отверстий, пазов, выступов, патрубков, составляются две расчетные модели корпуса: предварительная модель, в которой такие концентраторы исключены (отверстия и пазы “закрыты”, выступы и патрубки “удалены”), и окончательная модель - с учетом концентраторов.
Допускаются и другие способы выделения указанных групп эквивалентных напряжений (номинальных напряжений).
2. ДОПОЛНИТЕЛЬНЫЕ КРИТЕРИИ И
КОЭФФИЦИЕНТЫ
ЗАПАСА СТАТИЧЕСКОЙ ПРОЧНОСТИ КОРПУСНЫХ ДЕТАЛЕЙ
2.1. Для зон стенки корпуса, где возникают циклические напряжения, содержащие дополнительно местные изгибные напряжения, общие температурные напряжения, а также общие или местные компенсационные напряжения дополнительно к критериям кратковременной статической прочности (33) проверяются критерии относительно размаха и максимальному по модулю значению эквивалентных напряжений (s)R, ÷sэ maxç, ÷sэ minç
Выполнение критериев (1.1) и (1.2) неявляется обязательным в тех случаях, когда возможное при эксплуатации искажение формы конструкции, связанное с невыполнением этих критериев, не может повлиять на нормальную эксплуатацию рассчитываемого корпуса (например, не может возникнуть значительный остаточный прогиб корпуса или нарушение герметичности фланцевых соединений, заклинивание шпонок, препятствующее расширению и скольжению корпуса и т.п.).
2.2. При поверочном расчете на длительную прочность для зон, указанных в п. 1.2.1 кроме критериев (34), дополнительно проверяется критерий
![]() (1.3)
(1.3)
2.3.
Коэффициенты запаса ![]() ,
, ![]() вычисляются по формулам
вычисляются по формулам
![]() (1.4)
(1.4)
![]() (1.5)
(1.5)
Если в рассматриваемом сечении местные мембранные напряжения отсутствуют, то
![]()
![]() (1.6)
(1.6)
Если в рассматриваемом сечении возникают местные мембранные напряжения, то
![]()
![]() (1.7)
(1.7)
Приложение Т
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ ПО ОБЪЕМУ
И ПЕРИОДИЧНОСТИ КОНТРОЛЯ ЛИТЫХ ДЕТАЛЕЙ ТУРБИН
ВЫСОКОГО И СВЕРХКРИТИЧЕСКОГО ДАВЛЕНИЯ С ТРЕЩИНАМИ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Методические рекомендации устанавливают возможность эксплуатации высокотемпературных (температура пара на входе не ниже 450 °С) литых корпусных деталей паровых турбин с давлением пара ) 9 МПа, в которых при контроле обнаружены трещины. Появление трещины на литом корпусе цилиндра или клапана паровой турбины (далее по тексту ²литой детали²) не обязательно исключает возможности дальнейшей эксплуатации, но требует установления периодического контроля за развитием трещины и состоянием металла.
1.2. Настоящие Методические рекомендации распространяются на литые детали из сталей I5Х1М1ФЛ, 2ОХМФЛ и 2ОХМЛ турбин АО ²ЛМ3², АО ²Турбомоторный завод² и АО ²Турбоатом², наработка которых составляет не менее 50 тыс. ч, но не превышает 300 тыс. ч, а трещины расположены в доступной для ремонта зоне.
2. ФИКСАЦИЯ РАЗМЕРА ТРЕЩИНЫ
2.1. При обнаружении дефекта, решение о методе ремонта - удаление или оставление - принимается на основании специального обследования для определения его протяженности и глубины, а также толщины стенки детали. При этом учитывается также зона расположения трещины.
2.2. Протяженность каждого дефекта устанавливается визуальным контролем и уточняется с помощью неразрушающих методов контроля (МПД, УЗК, цветная дефектоскопия, травление, токовихревой метод и т.д.). После этого осуществляется фиксирование размеров трещины с помощью сверления или кернения, служащих исходными отметками для последующего контроля, а так же являющихся препятствием для дальнейшего развития дефекта.
2.3. Фиксирование протяженности трещины на необработанных (литейных) поверхностях проводится засверловкой концов трещины сверлом диаметром 18 мм на глубину 10 мм; на обработанных поверхностях (фланцы, расточки, резьба) - сверлом диаметром 5 мм на ту же глубину или кернением.
2.4. Максимальная глубина трещины оценивается путем 3-5 сверлений диаметром 18 мм, равномерно расположенных по длине трещины и удаленных друг от друга не более чем на 100 мм, причем одно - два сверления должны быть посередине трещины и на участке ее максимального раскрытия. Сверление прекращается, как только визуальным путем в результате контроля с подсветкой при углублении сверла на каждые 3-4 мм устанавливается, что дно гнезда сверления очистилось от дефекта. Для облегчения обнаружения выхода сверления за пределы трещины применяется токовихревой метод контроля.
2.5. При расположении дефекта на обработанной поверхности, если не принято решение о его удалении, глубина трещины определяется с помощью экспериментально найденного соотношения hT = 0,25 lT где lT - длина трещины, а hT - глубина, а также (для hT менее 10 мм) с помощью неразрушающих физических методов контроля: УЗК, токовихревого и т.д.
2.6. Толщина стенки детали в зоне трещины определяется с помощью ультразвукового толщиномера, при этом в качестве эталона следует использовать фланцы и лапы этой же детали, толщина которых определяется штангенциркулем или другим мерительным инструментом. Допускается определять толщину стенки с помощью мерительных скоб и других механических приспособлений.
2.7. Размеры трещины заносят в протокол визуального обследования. В протоколе так же указывают срок проведения следующего контроля. Протокол подписывается специалистом, осуществляющим наблюдение за состоянием металла турбины и утверждается главным инженером ТЭС.
3. ВЫБОР СПОСОБА РЕМОНТА
3.1. Способ ремонта зависит от расположения трещины и результатов сравнения ее глубины и протяженности с размерами дефектов (таблица Т.1) а также выборок (таблица Т.2), оставляемых, согласно настоящих Методических рекомендаций, до очередного капитального ремонта. Эти размеры найдены расчетом на базе закономерностей механики разрушения и уточнены с учетом эксплуатационного опыта. Рекомендуемые ниже варианты ремонта предложены, исходя из повышенной роли термических напряжений при образовании трещин на внутренней поверхности, вследствие чего после начального быстрого развития обычно происходит остановка их роста. Напротив, появление трещин с наружной стороны в большей мере связано с ползучестью, и поэтому их удаление желательно, так как при этом удаляется и поврежденный ползучестью слой металла. Ниже даются типовые решения в зависимости от результатов такого анализа.
3.2. Подлежат обязательному удалению трещины, образовавшиеся на паровпускных патрубках, патрубках отбора (паровыпускных), у дренажных отверстий, а также в примыкающей к ним зоне шириной 50 мм.
3.3. Возможность оставления трещины на поверхности фланцевого разъема решает экспертная организация.
3.4. Трещина на внутренней поверхности, не подпадающая под действие пп. 3.2 и 3.3:
- оставляется без выборки, если размеры меньше допустимых;
- удаляется, а выборка оставляется без подварки, если размеры не превосходят допустимых;
- удаляется, а выборка подваривается, если размеры образовавшейся выборки превосходят допустимые.
3.5. Трещина на наружной поверхности, не подпадающая под действие пп. 3.2,и 3.3:
- оставляется без выборки в зонах детали с рабочей температурой ниже 400 °С и размерами меньше допустимых; удаляется, если размеры больше допустимых, выборка при размерах больше допустимых - подваривается;
- удаляется полностью в зонах детали с рабочей температурой выше 400 °С, выборка при размерах больше допустимых - подваривается.
3.6. Нормы на допустимые дефекты и выборки, указанные в таблицах Т.1 и Т.2 действуют, если межремонтный срок не превышает 5 лет, а число пусков за этот период не более 100. На детали могут быть оставлены несколько единичных дефектов указанного в таблице Т.1 размера при условии, что расстояние между их ближайшими точками не меньше 200 мм. Вопрос оставления трещин и выборок, если в одной и той же зоне дефекты располагаются одновременно с внутренней и наружной стороны детали, решает экспертная организация. В случае ремонта в зоне, где дефекты обнаруживались ранее, при определении допустимых размеров трещин и выборок за основу принимается номинальная толщина стенки детали (по чертежу).
3.7. В случае оставления трещины контроль за ее глубиной производится при каждом очередном обследовании. В тех случаях, когда размер трещин или выборок превосходит указанный в таблицах Т.1 и Т.2 или их расположение не соответствует рекомендациям раздела 3, срок эксплуатации до очередного контроля (допустимое время работы) экспертная организация определяет расчетным путем.
Таблица Т.1 - Глубина и длина единичных эксплуатационных трещин,
оставляемых без выборки на поверхности литых корпусных деталей турбин
|
Завод-изготовитель |
Давление острого пара |
Мощность, МВт |
Размеры допустимых дефектов (глубина, длина - в долях от толщины стенки) на деталях |
|
|
Клапаны |
Цилиндры |
|||
|
АО ²ТМЗ² |
9 - 11 |
≤ 50 |
0,1´0,7 |
0,15×1 |
|
13 |
50 - 100 |
0,1´0,7 |
0,15×1 |
|
|
24 |
250 |
Не допускаются |
0,15×1 |
|
|
АО ²ЛМЗ² |
9 - 11 |
≤ 100 |
0,1´0,7 |
0,15×1 |
|
13 - 24 |
50 - 300 |
0,1´0,7 |
0,15×1 |
|
|
24 |
500 - 1200 |
Не допускаются |
0,15×1 |
|
|
АО ²ТУРБОАТОМ² |
9 - 11 |
≤ 50 |
0,1´0,7 |
0,15×1 |
|
13 |
160 |
0,1´0,7 |
0,15×1 |
|
|
24 |
300 |
0,1´0,7 |
0,15×1 |
|
|
24 |
500 |
Не допускаются |
Не допускаются |
|
4. ОПРЕДЕЛЕНИЕ СРОКА ОЧЕРЕДНОГО КОНТРОЛЯ
4.1. Допустимое время работы оценивается по фактической средней скорости роста трещины за межремонтную кампанию, предшествующую обнаружению трещины, и эффективной толщине стенки. Такая оценка возможна при отсутствии микроповреждений металла порами ползучести более 3 балла по действующей нормативной документации. Для этого запас по длительной прочности в рассматриваемый период наработки должен быть не менее 1,3.
4.2. Допустимое время работы корпуса до следующего обследования оценивается с помощью выражения
где hст - толщина стенки детали в направлении хода трещины от внутренней поверхности до ближайшей критической точки, мм;
Vстр - условная средняя скорость роста трещины за межремонтный период, предшествующий обнаружению трещины;
Vстм - максимальная скорость при предельно допустимой глубине трещины;
А - постоянная, зависящая от типа детали, состояния металла и режима эксплуатации, определяется статистической обработкой результатов контроля данной корпусной детали за весь срок эксплуатации.
4.3. Условная средняя скорость роста трещины за межремонтный период, предшествующий обнаружению трещины находится из соотношения
где tмрк - продолжительность межремонтной кампании;
hT - наибольшая глубина трещины, устанавливается по глубине выборки или сверлением;
h0 - условная глубина начального дефекта, определяется из соотношения: h0 = 0,1 hст.
4.4. Средняя скорость роста трещины по мере ее углубления в деталях различных типов представляется линейной зависимостью
![]() (3)
(3)
где А и В - постоянные, зависящие от типа детали, состояния металла и режима эксплуатации, определяются статистической обработкой результатов контроля данной корпусной детали за весь срок эксплуатации.
4.5. Максимальная скорость при предельно допустимой глубине трещины Vсрм определяется по зависимости (3) с учетом предельно допустимой глубины трещины. Для корпусов цилиндров максимальная глубина трещины, для которой ведется расчет, принимается: hтм = hст, для корпусов клапанов: hтм = 0,75×hст. С учетом этого средняя максимальная скорость возможная при предельно допустимом развитии трещины составит соответственно:
для корпуса цилиндра
![]() (4)
(4)
для корпуса клапана
![]() (5)
(5)
4.6. За допустимое время работы принимается минимальное значение, полученное с помощью выражения (1) по результатам двух последних обследований корпусной детали. Если рассчитанный межремонтный срок окажется меньше принятого для данной турбины (4 - 6 лет), то решение о межремонтном сроке принимается с учетом оценки технического состояния литого металла на вырезанных образцах в соответствии с критериями надежности литого металла деталей после 100 тыс. ч работы (см. раздел 6 на стоящей Инструкции). Эскизы на вырезку образцов предоставляет экспертная организация или завод-изготовитель турбины.
Таблица Т.2 - Глубина выборок, оставляемых без
заварки на литых корпусных деталях паровых турбин
|
Завод-изготовитель |
Давление острого пара, |
Мощность, |
Допустимая глубина выборок (в долях от толщины стенки) на деталях, в том числе в зоне патрубков (знаменатель) |
|
|
Клапаны |
Цилиндры |
|||
|
АО ²ТМЗ² |
9 - 11 |
≤ 50 |
0,25/0,15 |
0,3/0,15 |
|
13 |
50 - 100 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
250 |
0,2/0,10 |
0,3/0,15 |
|
|
АО ²ЛМЗ² |
9 - 11 |
≤ 100 |
0,25/0,15 |
0,3/0,15 |
|
13 - 24 |
50 - 300 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
500 - 1200 |
0,2/0,10 |
0,25/0,10 |
|
|
АО ²ТУРБОАТОМ² |
≤ 9 |
≤ 50 |
0,25/0,15 |
0,3/0,15 |
|
13 |
160 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
300 |
0,25/0,15 |
0,3/0,15 |
|
|
24 |
500 |
0,25/0,15 |
0,3/0,15 |
|
5. НАБЛЮДЕНИЕ ЗА РОСТОМ ТРЕЩИН
5.1. Периодический контроль осуществляют после допустимой наработки, рассчитанной в соответствии с рекомендациями в разделе 4 настоящей Инструкции.
5.2. Контроль осуществляется на остановленной турбине в соответствии с нормативными документами.
5.3. При вскрытии корпуса положение фронта трещины устанавливают визуальным контролем, а также с помощью методов, указанных в разделе 2 настоящей Инструкции.
5.4. При
обнаружении увеличения длины трещины более чем на 30 мм на необработанной
поверхности или более чем на 10 мм на поверхности фланцевого разъема,
экспертная организация проводит оценку остаточного ресурса согласно раздела 4 настоящей
Инструкции. При этом за глубину трещины следует принимать разность между новой
глубиной выборки или сверления ![]() и первоначальной глубиной трещины
и первоначальной глубиной трещины
![]() .
Поэтому вместо (2) принимается
.
Поэтому вместо (2) принимается
![]() (6)
(6)
5.5. Критерием прекращения эксплуатации является следующее сочетание: скорость роста трещины при последнем наблюдении - более 10-3 мм/ч, свойства металла не удовлетворяют требованиям критериев надежности после 100 тыс. ч работы. Затем проводится ремонт корпуса по более полной программе.
СОДЕРЖАНИЕ
|
2.1. Цельнокованые роторы высокого и среднего давления 3. Исследование структуры и свойств стали 3.1. Цельнокованые роторы высокого и среднего давления 4. Определение остаточного ресурса роторов и корпусных деталей турбин 5.2. Изменение режима эксплуатации турбины 5.3. Изменения конструкции турбины 5.4. Ремонт поврежденных элементов 5.5. Изменение тепловой схемы турбины 6. Критерии эксплуатационной надежности металла основных элементов турбин Приложение А Термины и определения Приложение Б Порядок проведения визуального осмотра поверхности осевого канала Приложение В Порядок проведения магнитопорошковой дефектоскопии поверхности осевого канала ротора Приложение Д.1 Изготовление испытательного образца Приложение Д.2 Описание комплекта приспособлений для иммерсионного метода контроля Приложение Д.3 Приспособление для заглушки торцов Приложение Д.4 Изготовление и сборка ориентирующего приспособления Приложение Д.6 Сборка ориентирующего приспособления с преобразователем Приложение Д.7 Определение характеристик дефектов Приложение Д.8 Протокол результатов контроля Приложение Ж Порядок фотографирования дефектов на поверхности осевого канала ротора Приложение М Дефектоскопические методы контроля корпусов турбин в процессе эксплуатации Приложение Н Измерение глубины трещин в корпусах турбин Приложение П Порядок исследования микроструктуры и твердости металла роторов Приложение Р Порядок исследования структуры и свойств металла литых корпусных деталей турбин |