ГОСТ Р 51688-2000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ХВОСТОВИКИ ИНСТРУМЕНТОВ ПОЛЫЕ КОНИЧЕСКИЕ (HSK)
ТИПЫ В И D
Основные размеры
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским инструментальным институтом
ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением от 20 декабря 2000 г. № 388-ст
3 В стандарте полностью отражены требования зарубежного стандарта ДИН 69893-2-96 «Хвостовики инструментов полые конические (HSK). Типы В и D. Основные размеры»
4 ВВЕДЕН ВПЕРВЫЕ
ГОСТ Р 51688-2000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Хвостовики инструментов полые конические (HSK)
ТИПЫ В И D
Основные размеры
Hollow taper
shank with flat contact surface (HSK) of tools Types В and
D.
Basic dimensions
Дата введения 2002-07-01
1 Область применения
Настоящий стандарт распространяется на полые конические хвостовики (HSK) типов В и D с прилеганием по плоскости к торцу шпинделя станка, с внутренним подводом смазочно-охлаждающей жидкости (далее - СОЖ).
Требования настоящего стандарта являются обязательными, кроме 3.3 и 3.4.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на ГОСТ Р 51547-2000 Хвостовики инструментов полые конические типа HSK. Основные размеры.
3 Размеры
3.1 Хвостовики инструментов следует изготовлять двух типов:
В - для автоматической смены инструмента;
D - для ручной смены инструмента.
3.2 Основные размеры хвостовиков инструментов должны соответствовать указанным на рисунках 1, 2 и в таблице 1.
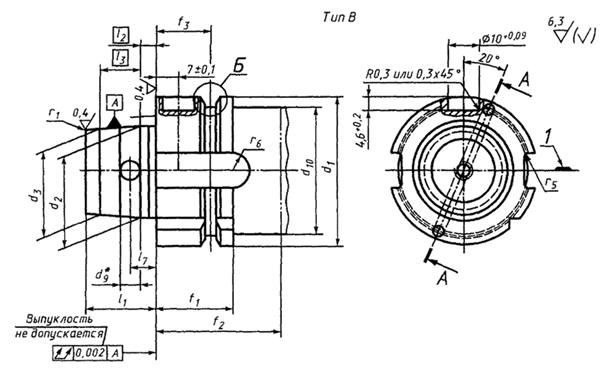
* Наружная фаска не менее 0,5 ´ 45°
1 - плоскость расположения вершины режущей кромки инструмента
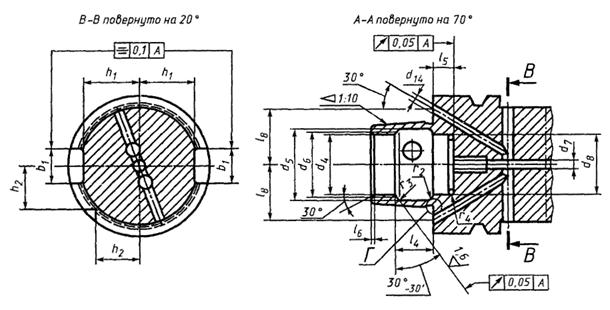
Рисунок 1, лист 1
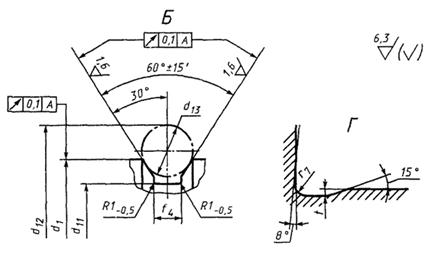
Рисунок 1, лист 2
Остальные размеры и параметры - см. рисунок 1, тип В
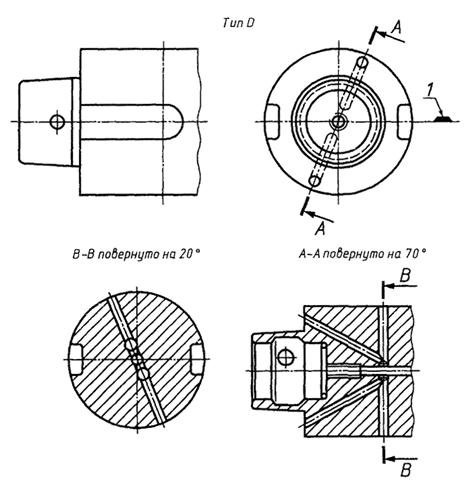
Рисунок 2
Таблица 1
В миллиметрах
|
b1 |
d1 |
d2 |
d3 |
d4 |
d5 |
d6 |
d7, не более |
d8 |
d9 |
d10, не более |
d11 |
d12 |
d13 |
d14 |
f1 |
f2, не менее |
|||
|
Н8 |
h10 |
Номин. |
Пред. откл. |
Номин. |
Н10 |
Н10 |
H11 |
-0,1 |
-0,1 |
-0,1 |
-0,1 |
||||||||
|
40 |
10 |
40 |
24 |
+0,007 |
23,27 |
+0,005 |
17 |
21,0 |
19 |
4,2 |
17,4 |
4,0 |
34 |
34,8 |
45,00 |
4 |
3,0 |
20 |
35 |
|
+0,005 |
+0,003 |
||||||||||||||||||
|
50 |
12 |
50 |
30 |
+0,007 |
29,05 |
+0,005 |
21 |
25,5 |
23 |
5,0 |
21,8 |
4,6 |
42 |
43,0 |
59,30 |
7 |
3,5 |
26 |
42 |
|
+0,005 |
+0,003 |
||||||||||||||||||
|
63 |
16 |
63 |
38 |
+0,009 |
36,90 |
+0,006 |
26 |
32,0 |
29 |
6,8 |
26,6 |
6,0 |
53 |
55,0 |
72,30 |
7 |
5,0 |
26 |
42 |
|
+0,006 |
+0,003 |
||||||||||||||||||
|
80 |
18 |
80 |
48 |
+0,011 |
46,53 |
+0,007 |
34 |
40,0 |
37 |
8,4 |
34,5 |
7,5 |
67 |
70,0 |
88,80 |
7 |
6,0 |
26 |
42 |
|
+0,007 |
+0,003 |
||||||||||||||||||
|
100 |
20 |
100 |
60 |
+0,013 |
58,10 |
+0,008 |
42 |
50,0 |
46 |
10,2 |
42,5 |
8,5 |
85 |
92,0 |
109,75 |
7 |
7,0 |
29 |
45 |
|
+0,008 |
+0,003 |
||||||||||||||||||
|
125 |
25 |
125 |
75 |
+0,015 |
72,60 |
+0,009 |
53 |
63,0 |
58 |
12,0 |
53,8 |
12,0 |
105 |
117,0 |
134,75 |
7 |
8,5 |
29 |
45 |
|
+0,009 |
+0,003 |
||||||||||||||||||
|
160 |
32 |
160 |
95 |
+0,018 |
91,95 |
+0,011 |
67 |
80,0 |
73 |
14,0 |
- |
- |
130 |
152,0 |
169,75 |
7 |
10,0 |
31 |
47 |
|
+0,011 |
+0,004 |
||||||||||||||||||
Окончание таблицы 1
В миллиметрах
|
Номинальный размер |
f3 |
f4 |
h1 |
h2 |
l1 |
l2 |
l3 |
l4 |
l5 |
l6 |
l7 |
l8 |
r1 |
r2 |
r3 |
r4 |
r5 |
r6 |
Канавка |
Уплотнительное кольцо1) |
|
± 0,1 |
+0,15 |
-0,4 |
-0,3 |
-0,2 |
js10 |
-0,1 |
+0,3 |
± 0,1 |
-0,1 |
|||||||||||
|
40 |
16 |
2,00 |
16,0 |
12,0 |
16 |
3,2 |
7,3 |
8,92 |
8,0 |
0,8 |
5,0 |
16 |
0,6 |
4 |
0,4 |
0,5 |
1,0 |
5,0 |
0,2´0,1 |
16´1 |
|
50 |
18 |
3,75 |
20,0 |
15,5 |
20 |
4,0 |
9,5 |
11,42 |
8,0 |
0,8 |
6,0 |
20 |
0,8 |
5 |
0,4 |
1,0 |
1,5 |
6,0 |
0,4´0,2 |
18,77´1,78 |
|
63 |
18 |
3,75 |
25,0 |
20,0 |
25 |
5,0 |
11,0 |
14,13 |
10,0 |
1,0 |
7,5 |
25 |
1,0 |
6 |
0,5 |
1,5 |
1,5 |
8,0 |
0,6´0,2 |
21,89´2,62 |
|
80 |
18 |
3,75 |
31,5 |
25,0 |
32 |
6,3 |
14,7 |
18,13 |
10,0 |
1,0 |
9,0 |
32 |
1,2 |
8 |
0,6 |
1,5 |
2,0 |
9,0 |
0,6´0,2 |
29,82´2,62 |
|
100 |
20 |
3,75 |
40,0 |
31,5 |
40 |
8,0 |
19,0 |
22,85 |
12,5 |
1,5 |
12,0 |
40 |
1,6 |
10 |
0,8 |
2,5 |
2,5 |
10,0 |
1´0,2 |
36,09´3,53 |
|
125 |
20 |
3,75 |
50,0 |
39,5 |
50 |
10,0 |
24,0 |
28,56 |
12,5 |
1,5 |
15,0 |
50 |
2,0 |
12 |
1,0 |
2,5 |
2,5 |
12,5 |
1´0,2 |
47,6´3,53 |
|
160 |
22 |
3,75 |
62,5 |
50,0 |
63 |
12,5 |
30,5 |
36,27 |
16,0 |
2,0 |
18,5 |
63 |
2,5 |
16 |
1,2 |
- |
3,0 |
16,0 |
1,6´0,3 |
- |
|
1) Необходимое количество колец в поставке зависит от используемых систем и в комплект поставки не входит |
||||||||||||||||||||
Пример условного обозначения конического полого хвостовика типа В с номинальным размером 50:
Хвостовик HSK-B 50 ГОСТ Р 51688-2000
То же, типа D с номинальным размером 50:
Хвостовик HSK-D 50 ГОСТ Р 51688-2000
3.3 Изготовление хвостовиков без наклонных отверстий для подвода СОЖ - по согласованию.
3.4 Изготовление хвостовиков типа D без отверстий на конусе хвостовика - по согласованию.
3.5 Неуказанные радиусы закруглений - 0,2 мм.
3.6 Усилия зажима хвостовиков в зависимости от номинального размера приведены в приложении А.
3.7 Допускается изготовление хвостовиков с поводковым пазом на конусе хвостовика d2 с размерами по ГОСТ Р 51547.
ПРИЛОЖЕНИЕ А
(справочное)
Усилия зажима хвостовиков
Конструкция хвостовиков выполнена таким образом, чтобы обеспечить высокое усилие зажима по плоскости прилегания, после чего конус, благодаря деформации, займет свое место.
Усилие зажима распределяется следующим образом: 80 % на прижим по плоскости, 3 - 20 % - на конус, поэтому именно усилие зажима по плоскости прилегания определяет нагрузочную способность хвостовика и жесткость его крепления.
Значения усилий зажима приведены в таблице А.1.
Таблица А.1
|
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
|
Усилие зажима, кН |
5,0 |
6,8 |
11,0 |
18,0 |
28,0 |
45,0 |
70,0 |
При незначительных нагрузках (чистовая обработка) усилия зажима могут быть меньше, а при больших усилиях зажима (грубая обработка) - больше приведенных в таблице.
СОДЕРЖАНИЕ
Ключевые слова: инструмент, хвостовики, конические хвостовики, размеры