ГОСТ Р ИСО 6313-93
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРАНСПОРТ ДОРОЖНЫЙ.
НАКЛАДКИ ТОРМОЗНЫЕ
МЕТОД ОПРЕДЕЛЕНИЯ ВЛИЯНИЯ ТЕПЛА НА
РАЗМЕРЫ И ФОРМУ НАКЛАДОК ДИСКОВОГО ТОРМОЗА
ГОССТАНДАРТ РОССИИ
Москва
ПРЕДИСЛОВИЕ
1 ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом ТК 73 «Асбестовые и безасбестовые фрикционные, уплотнительные, теплоизоляционные материалы и изделия»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 22.02.93 № 51
Настоящий стандарт подготовлен на основе применения аутентичного текста международного стандарта ИСО 6313-80 «Транспорт дорожный. Накладки тормозные. Влияние тепла на размеры и форму накладок дискового тормоза»
3 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРАНСПОРТ ДОРОЖНЫЙ. НАКЛАДКИ ТОРМОЗНЫЕ
Метод определения влияния тепла на размеры
и форму накладок
дискового тормоза
Road vehicles. Brake linings.
Effects of heat on dimensions and
form of disc brake pads. Test procedure
Дата введения 1994-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает комбинированный метод испытаний накладок дисковых тормозов с целью определения влияния температуры на их размеры, а также способности накладок оказывать сопротивление передачи тепла в направлении прилагаемого давления.
Метод основан на измерении размеров и температуры в зоне контакта действующих сил, при этом трущаяся поверхность накладки прижимается к пластине, нагреваемой в соответствии с заданным температурным режимом.
Настоящий стандарт распространяется на накладки дисковых тормозов и определяет их размеры: толщину и размеры контура накладки, когда их отклонение может вызвать нарушение работы тормоза.
Размеры накладок дискового тормоза, формованных на основе связующего, не должны превышать 80 мм по высоте (h), 120 мм по ширине (l) и 20 мм по толщине (b). Если размеры накладок превышают указанные, их обрезают или шлифуют. Колодку изготовляют из твердого материала.
Основные размеры и контрольные точки приведены на рисунке 1.
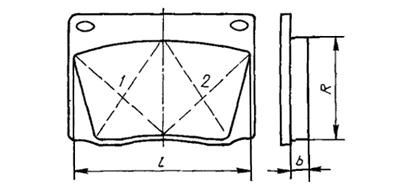
1; 2 - контрольные точки
Рисунок 1
2 НОРМАТИВНАЯ ССЫЛКА
В настоящем стандарте использована ссылка на следующий стандарт:
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля.
3 СИМВОЛЫ И ОБОЗНАЧЕНИЯ
dm - средняя толщина образца накладки (раздел 4), миллиметры;
dAi - размеры (интересующие) контура накладки (раздел 4), миллиметры;
dBi - размеры (интересующие) контура накладки при температуре окружающей среды после испытания (раздел 6), миллиметры;
Δdi - изменения интересующих размеров контура накладки (7.2), миллиметры.
4 ПОДГОТОВКА ОБРАЗЦОВ
Испытания проводят на одной или двух накладках в зависимости от конструкции испытательного устройства.
Образцы защищают с обеих сторон шлифовальной бумагой зернистостью 10 (ГОСТ 3647) для удаления краски со стороны колодки и выравнивания трущейся поверхности. Удаляют из отверстий в колодке загрязнения, способные повлиять на результаты испытаний.
Если тормозная накладка снабжена тонкой эластичной противошумной пластиной на обратной стороне колодки, то пластину обрабатывают так же, как и фрикционный материал для обеспечения наиболее полного контакта поверхностей.
Определяют две контрольные точки в соответствии с рисунком 1 и измеряют толщину накладки в контрольных точках с точностью до 0,01 мм.
Определяют среднее значение двух измерений dm, а при необходимости измеряют размеры контура накладки dAi.
В накладке напротив одной из контрольных точек сверлят отверстие диаметром 2 мм так, чтобы ось отверстия была параллельна поверхности трения и расположена на расстоянии 5 мм от нее. В отверстие помещают защищенную термопару.
В металлической колодке сверлят отверстие диаметром 2 мм, параллельное отверстию в накладке, и на ту же глубину. В отверстие помещают защищенную термопару.
Если накладка дискового тормоза оснащена противошумной пластиной, отверстие сверлить не следует.
Если размеры накладок превышают 120×80×20 мм, их обрезают или шлифуют.
5 АППАРАТУРА
5.1. Испытательная установка
Устройство для проведения испытания состоит из жесткой стальной плиты высотой 80 мм, шириной 170 мм и толщиной 40 мм с электрическим нагревателем; приспособлений для зажима накладки; измерительных приборов.
Устройство может быть рассчитано для испытания одновременно двух накладок.
Устройство (рисунок 2) содержит:
1) зажимной блок, снабженный легко передвигающимся в нем поршнем диаметром 48 мм;
2) пружину, обеспечивающую воздействие на поршень при прогибе;
3) гайку для обеспечения прогиба пружин;
4) измерительный прибор с круговой шкалой, указывающей перемещение колодки или промежуточной пластины под действием силы сжатия и нагрева.
5.2. Тепловая мощность
Нагреватель должен обеспечивать нагрев плиты до температуры 400 °С в течение (10,0 ± 0,5) мин.
При использовании испытываемых тормозных накладок на автомобилях определенного типа может возникнуть необходимость установить температуру плиты более 400 °С, которая должна быть обеспечена также за промежуток времени не более 10 мин.
5.3. Измерительное оборудование
Температуру измеряют в центре нагревательной плиты с помощью защищенной термопары, расположенной в отверстии, ось которого должна быть параллельна контактной поверхности на расстоянии 5 мм от нее (рисунок 2).
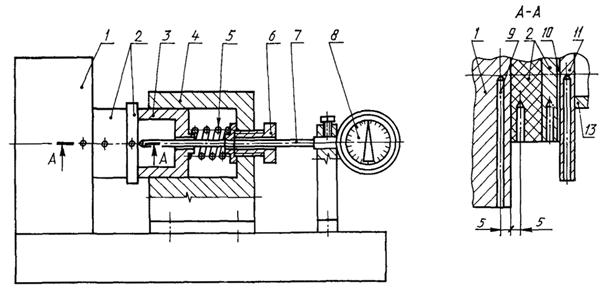
1 - нагревательная плита; 2 - тормозная накладка с колодкой в сборе; 3 - поршень; 4 - направляющая; 5 - пружина; 6 - регулировочная гайка; 7 - измерительный стержень; 8 - измерительный прибор; 9 - отверстия для термопар; 10 - противошумная пластина; 11 - промежуточная пластина
Рисунок 2
Если накладка дискового тормоза снабжена противошумной пластиной, для оценки теплопередачи используют теплопроводную промежуточную пластину толщиной 4 мм, шириной 80 мм, длиной 100 мм, расположенной между накладкой и зажимным устройством (поршнем).
Температуру пластины измеряют с помощью защищенной термопары, расположенной в отверстии, просверленном к центру пластины.
Блок для зажима накладки снабжается устройством, допускающим приложение нагрузки от 20 до 200 Н.
Устройство для измерения перемещения должно измерять перемещение наружной стороны колодки или промежуточной пластины.
6 МЕТОД ИСПЫТАНИЯ
Накладку, подготовленную в соответствии с разделом 4, устанавливают между нагревательной плитой и зажимным блоком поверхностью трения к нагревательной плите, обеспечивая давление на поверхность накладки около 20 кПа (0,02 Н/мм2).
Если накладка дискового тормоза снабжена противошумной пластиной, между накладкой и зажимным блоком устанавливают промежуточную пластину.
Механический или индуктивный датчик перемещений устанавливают на нуль.
Включают подогрев и доводят температуру до 400 °С за промежуток времени не более 10 мин.
Примечание - При необходимости установления конечной температуры более 400 °С, ее предельное значение должно достигаться также не более чем за 10 мин.
Толщину накладки и температуру нагревательной плиты, фрикционного материала и колодки или промежуточной пластины измеряют во время нагрева и охлаждения.
Показания приборов считывают с интервалом в 25 °С по температуре нагревательной плиты, начиная с 50 °С или записывают с помощью записывающего устройства.
Источник нагрева включают, получив максимальную температуру.
Нагревательная пластина охлаждается естественным образом без принудительного охлаждения. При достижении нагревательной пластиной температуры 50 °С снова включают нагреватель и повторяют процесс.
Повторное регулирование измерительных приборов в начале второю нагрева не допускается.
По окончании испытания при необходимости измеряют размеры контура накладки при комнатной температуре и обозначают их dBi.
7 ОБРАБОТКА РЕЗУЛЬТАТОВ
7.1. При использовании записывающего устройства зависимости должны быть ясно обозначены так, чтобы запись показателей изменения толщины накладки, температуры нагревательной плиты, температуры накладки и колодки или промежуточной пластины могла быть однозначно отнесена к соответствующим факторам
При использовании плоттера с координатами х, у1, у2, у3 за направление абсциссы принимают температуру нагревательной плиты.
7.2 При использовании показывающих приборов температуру накладки, колодки или промежуточной пластины и изменение толщины накладки наносят на миллиметровую бумагу в зависимости от температуры нагревательной плиты, при этом кривые должны быть соответствующим образом обозначены.
При необходимости вычисляют разность по формуле
Δdi = dBi - dAi.
8 ПРОТОКОЛ ИСПЫТАНИЙ
Протокол испытаний должен содержать:
наименование и обозначение изделия;
шифр композиции;
наименование предприятия-изготовителя;
среднюю толщину dm в начале испытания;
максимальное изменение толщины накладки за период испытания;
изменение толщины накладки при максимальной температуре в первый и второй период испытаний;
остаточное изменение толщины и размеров (при необходимости) контура накладки в конце испытания при охлаждении до комнатной температуры;
температуру колодки или промежуточной пластины при максимальной температуре нагревательной плиты в первом и втором периодах испытания;
внешний вид накладки после проведения испытания, наличие трещин, раковин, отслаиваний, выкрашиваний фрикционного материала и отделение от колодки.
Ключевые слова: стандарт государственный, транспорт дорожный, накладки тормозные, тормоза дисковые, метод испытания