ГОСТ Р ИСО 1082-94
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОРНОЕ ДЕЛО
ЗВЕНЬЯ СОЕДИНИТЕЛЬНЫЕ ТИПА
«СЕРЬГИ»
ДЛЯ СКРЕБКОВЫХ КОНВЕЙЕРОВ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Министерством топлива и энергетики Российской Федерации
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 28.03.94 № 78
3 Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 1082-90 «Горное дело. Соединительные звенья типа «серьги» для скребковых конвейеров»
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ГОСТ Р ИСО 1082-94
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОРНОЕ ДЕЛО
Звенья соединительные типа «серьги» для скребковых конвейеров
Mining
Shackle type connector units for chain conveyors
Дата введения 1995-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает требования к соединительным звеньям типа «серьги» для скребковых конвейеров (ГОСТ 28598).
Каждое соединительное звено состоит из следующих компонентов: собственное звено типа «серьги», болт соединительного звена, гайка соединительного звена.
В настоящем стандарте нет описания конструкции. Стандарт содержит необходимые данные для обеспечения соответствия размеров соединительных звеньев цепям по ГОСТ 25996 и скребкам по ГОСТ Р ИСО 5612. Рассматриваемые соединительные звенья предназначены для применения в тяговых органах с цепями диаметром прутка 14, 18, 22, 24, 26 мм, в которых соединительные звенья прочно крепятся на скребках.
Требования настоящего стандарта являются рекомендуемыми.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1759.5-87 Гайки. Механические свойства и методы испытаний.
ГОСТ 25996-83 Цепи круглозвенные высокопрочные для горного оборудования. Технические условия
ГОСТ 28598-80 Конвейеры шахтные скребковые передвижные. Основные параметры и размеры
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ Р ИСО 5612-94 Горное дело. Скребки для забойных конвейеров
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующие определения:
3.1 Калибр - номинальный калибр цепи, для которого предназначено соединительное звено
3.2 Пробная нагрузка - предельная нагрузка, которую выдерживает соединительное звено после окончательной обработки с удлинением, не превышающим указанного в таблице 3 остаточного удлинения
3.3 Разрывное усилие - максимальное усилие, которое выдерживает соединительное звено после окончательной обработки (не разрушаясь) при испытании на растяжение
3.4 Процентное удлинение - увеличение длины, выраженное в процентах
3.5 Обработка - любой вид обработки соединительных звеньев после штамповки (например, термообработка, механическая обработка или упрочнение поверхности)
3.6 Инспектор - лицо, проверяющее соответствие изделия стандарту (представитель заказчика, органа надзора и др., действующий в соответствии с собственным положением).
4 КОМПОНЕНТЫ СОЕДИНИТЕЛЬНЫХ ЗВЕНЬЕВ
4.1 Звено типа «серьги»
4.1.1 Материал
Применяемая сталь должна быть полностью раскислена, обладать ковкостью и не быть склонной к хрупкости (растрескиванию), в том числе к хрупкости при старении. Изготовитель соединительных звеньев отвечает за правильный выбор марки стали; соединительное звено по окончании механической и термической обработки должно иметь указанные в стандарте механические свойства.
4.1.2 Термообработка
Соединительные звенья должны подвергаться термообработке в процессе изготовления. Одним из этапов термообработки должно быть нагревание до соответствующей температуры выше критической (Тк) для применяемой марки стали.
4.1.3 Качество изготовления
Все соединительные звенья должны быть доброкачественными, без трещин, поверхностных дефектов, расслоения и других дефектов. Все заусенцы и задиры, возникающие при изготовлении, должны быть удалены.
4.1.4 Состояние поверхности
Соединительные звенья должны поставляться без полировки поверхности и нанесения какого-либо покрытия, если это особо не оговорено в соглашении между заказчиком и изготовителем.
4.1.5 Маркировка
При маркировке во время штамповки маркировка должна соответствовать 6.2.1 и размещаться на соединительном звене так, чтобы не влиять на механические свойства и не стираться при абразивном воздействии при эксплуатации.
4.1.6 Размеры
Соединительное звено - (рисунок) должно изготавливаться с размерами, указанными в таблице 1 для соответствующего калибра цепи. Все другие размеры следует выбирать так, чтобы обеспечивалось соответствие размеров соединительного звена с размерами звездочки, скребка и рештака конвейера.
4.2 Болт и гайка соединительного звена
Размеры и механические свойства болтов и гаек должны соответствовать таблице 2 и требованиям соответствующих стандартов.
5 ОТБОР ОБРАЗЦОВ И ИСПЫТАНИЯ
5.1 Общие сведения
Размеры и механические свойства соединительных звеньев должны соответствовать указанным в таблицах 1 и 3.
5.2 Отбор образцов
Если заказчик не предъявляет особых требований, то отбор образцов должен производиться следующим образом (инспектор может потребовать отобрать для испытаний любые другие образцы по своему выбору):
а) образцы для испытаний отбирают наугад, они должны быть в таком же состоянии, как и вся партия звеньев;
б) партия соединительных звеньев должна быть разделена на части по 500 звеньев каждая; любая группа звеньев должна рассматриваться как полная часть;
в) для испытания на соответствие размеров из каждой части партии должно быть отобрано по пять образцов;
г) для статических испытаний на растяжение из каждой части партии отбирают по одному образцу;
д) для испытаний на усталость из каждой части партии отбирают по одному образцу.
5.3 Испытания на соответствие размеров
Размеры обработанного соединительного звена должны проверяться на соответствие размерам, приведенным в таблице 1.
5.4 Статические испытания на растяжение
5.4.1 Условия проведения испытаний
Для проведения испытаний обработанное соединительное звено должно быть в сборе с распорной втулкой (прокладкой), болтом и гайкой такого типа, как указано в таблице 2, двумя отрезками цепи соответствующего ГОСТ 25996 калибра и того же качества или лучшего, чем соединительное звено, подвергаемое испытанию; отрезки должны выбираться согласно требованиям проведения испытаний. Допускается применять специальные стопорные устройства с размерами, соответствующими калибру цепи, для крепления соединительного звена на стенде для испытаний.
Распорная втулка должна иметь такой же профиль, как и скребок, который должен применяться с соединительным звеном. После установки втулки в нужное положение следует затянуть болт и гайку крутящим моментом, соответствующим значению, приведенному в таблице 2.
Тип и точность стенда для испытаний должны соответствовать требованиям ГОСТ 28840. Стенд должен обеспечивать нагрузки в диапазоне, указанном в его паспорте.
5.4.2 Удлинение при пробной нагрузке
Соединительное звено должно подвергаться нагрузке, равной половине пробной нагрузки, указанной в таблице 3. Затем нагрузку уменьшают до установочной, указанной в таблице 3, и измеряют нагруженную длину соединительного звена (см. таблицу 1).
Затем нагрузку увеличивают с интенсивностью 20 кН/с до пробной, приведенной в таблице 3, и вновь измеряют длину соединительного звена.
Удлинение, измеренное таким образом, не должно превышать приведенного в таблице 3.
5.4.3 Разрывное усилие (разрушающая нагрузка)
После приложения пробной нагрузки следует увеличивать нагрузку до разрушения соединительного звена. Предельное усилие, полученное при испытании, не должно быть ниже указанного в таблице 3. Если при испытании образец разрушается до достижения указанного значения, испытание считается недействительным и должно быть проведено повторно на другом образце.
5.4.4 Остаточное удлинение после разрушения
После проведения испытания на разрушение следует сложить вместе образовавшиеся части соединительного звена и измерить длину С (см. таблицу 1). Остаточное удлинение, определенное при испытании, не должно быть меньше указанного в таблице 3.
5.5 Испытание на усталость
5.5.1 Общие сведения
Испытание на усталость не является обязательным. Это испытание может служить дополнительным условием при приемке партии заказчиком, если это оговаривается при заключении соглашения.
5.5.2 Описание испытания
Испытание заключается в том, что цепь с соединительным звеном (5.4.1) подвергают неоднократному воздействию нагрузок (в диапазоне от верхнего до нижнего предельного значения в таблице 3) при заданной частоте. Количество циклов нагружения, которое выдерживает соединительное звено до разрушения, характеризует его сопротивление усталости.
5.5.3 Условия испытаний
5.5.3.1 Стенд для испытания
Тип и точность стенда для испытания должны соответствовать требованиям ГОСТ 28840 и должны позволять применять усилия, приведенные в таблице 3. Компенсация динамических воздействий не должна производиться на основе расчетов: периодически следует измерять действительные нагрузки, действующие на образец, с помощью предусмотренного на стенде и подключаемого последовательно с образцом электроизмерительного прибора.
5.5.3.2 Частота нагружений
Частота нагружений должна быть от 200 до 1000 циклов в минуту. В спорных случаях испытания следует проводить при частоте нагружения 500 циклов в минуту.
5.5.3.3 Критерии, применяемые при приемке
Каждый из проверяемых образцов следует считать пригодным, если его сопротивление усталости составляет не менее 40000 циклов.
Если результат не достигает 40000 циклов, то следует повторить испытания на еще двух образцах; оба они должны иметь сопротивление усталости не менее 40000 циклов.
По соглашению заказчика и изготовителя можно устанавливать пригодность партии звеньев по сопротивлению усталости с применением статического метода в соответствии с ГОСТ 25996.
6 ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ ПРИЕМКЕ
6.1 Пригодность
Часть партии звеньев следует считать соответствующей требованиям настоящего стандарта, если каждый из образцов, взятых из этой части, отвечает всем перечисленным требованиям при испытаниях.
Если какие-либо образцы не выдерживают одного из перечисленных испытаний, следует отобрать из этой же части партии удвоенное количество образцов. Если они выдерживают все испытания, то следует считать, что данная часть партии звеньев соответствует настоящему стандарту. Если один из образцов не выдерживает одного из испытаний, данную часть партии звеньев бракуют.
6.2 Маркировка
6.2.2 Маркировка инспектора
Если все перечисленные испытания проходят удовлетворительно и часть партии звеньев принята инспектором, он должен поставить свою маркировку. Точный размер и вид маркировки определяется соглашением между заказчиком и изготовителем.
6.3 Свидетельство о проведении испытаний
По требованию заказчика изготовитель должен представлять с поставляемой партией соединительных звеньев свидетельство о проведении испытаний и соответствии соединительных звеньев настоящему стандарту, по соглашению между заказчиком и изготовителем в нем указывают марку стали. Свидетельство представляется также в случаях, когда соединительные звенья поставляются как часть тягового органа в сборе.
Свидетельство должно быть подписано изготовителем и инспектором, если он подтверждает проведение испытаний.
6.4 Общий контроль
Для контроля хода испытаний, работы стендов и применяемых методов испытаний инспектор должен иметь доступ в цеха изготовителя в любое удобное для него время.

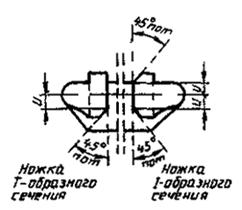


Рисунок 1 - Соединительное звено
Примечание - На рисунке показано соединительное звено с короткой ножкой
Таблица 1 - Размеры соединительных звеньев
в миллиметрах
|
Шаг соединительных звеньев А |
Диаметр прутка B |
Длина С, максимальная |
Расстояние от оси цепи до наружной бобышки D |
Расстояние от оси цепи до центра отверстия E ± 1 |
Бобышка |
Наружный радиус G, максимальный |
Диаметр отверстия N+1 |
Диаметр болта l |
Внутренний радиус R+0,5 |
Высота ножки S-1,5 |
Расстояние от базы до центра отверстия S1-0,5 |
Ширина ножки T-1 |
Расположение фаски V+0,5 |
Зазор ножки без болта |
Расстояние от отверстия до конца ножки |
||||||
|
максимальный |
минимальный |
максимальный |
минимальный |
Высота F |
Сдвиг F1 |
Внутренний V+2 |
Наружный максимальный V1 |
Длинная ножка2) W максимальная |
Короткая ножка2) W1 максимальная |
||||||||||||
|
14´50 |
50 |
49 |
16 |
14 |
81 |
1) |
51 |
1) |
1) |
24 |
17 |
М16 |
8 |
32 |
16 |
14,5 |
11 |
18 |
Vфакт.+2 |
- |
18 |
|
18´64 |
64 |
63 |
20 |
18 |
103 |
1) |
55 |
1) |
1) |
30 |
21 |
М20 |
10 |
43 |
21,5 |
18,5 |
14,5 |
21 |
41 |
23 |
|
|
22´86 |
86,5 |
85 |
24 |
22 |
134 |
1) |
75 |
1) |
1) |
37 |
25 |
М24 |
12 |
52 |
26 |
22,5 |
17 |
25 |
45 |
- |
|
|
24´86 |
86,5 |
85 |
26 |
24 |
138 |
1) |
78 |
1) |
1) |
39,5 |
253) |
М24 |
13 |
52 |
26 |
24,5 |
17 |
26,5 |
45 |
24 |
|
|
24´87,6 |
88 |
86,5 |
26 |
24 |
139,5 |
1) |
78 |
1) |
1) |
39,5 |
25 |
М24 |
13 |
52 |
26 |
24,5 |
17 |
26,5 |
45 |
- |
|
|
26´92 |
93 |
91 |
28 |
26 |
148 |
1) |
85 |
1) |
1) |
43 |
28 |
М27 |
14 |
58 |
29 |
26,5 |
17,5 |
28,5 |
Vфакт.+3 |
45 |
- |
1) Размеры зависят от линейных рештаков.
2) При заказе заказчик может указать комбинацию длинной и короткой ножек.
3) Допуск на диаметр отверстия должен быть согласован между заказчиком и изготовителем.
Таблица 3 - Механические свойства соединительных звеньев типа «серьги»
|
Пробная нагрузка, кН |
Удлинение при пробной нагрузке, %, не более |
Разрывное усилие, кН, не менее |
Остаточное удлинение после разрыва, %, не менее |
Установочная нагрузка, кВ |
Усталость |
|||
|
Уровни нагружения |
Количество |
|||||||
|
нижний, кН |
верхний, кН |
циклов, не менее |
||||||
|
14´50 |
180 |
2 |
225 |
8 |
8 |
15 |
77 |
40000 |
|
18´64 |
300 |
2 |
370 |
8 |
13 |
25 |
127 |
40000 |
|
22´86 |
415 |
2 |
550 |
8 |
19 |
38 |
190 |
40000 |
|
24´86 |
490 |
2 |
650 |
8 |
23 |
45 |
225 |
40000 |
|
24´87,5 |
490 |
2 |
650 |
8 |
23 |
45 |
226 |
40000 |
|
26´92 |
575 |
2 |
765 |
8 |
26 |
53 |
265 |
40000 |
Таблица 2 - Размеры и механические свойства болта и гайки соединительного звена
|
Болт |
Гайка |
||||||
|
Диаметр резьбы, мм |
Длина болта1) мм, не менее |
Длина до резьбы, мм, не более |
Класс прочности, не менее |
Диаметр резьбы, мм |
Класс прочности2), не менее |
Крутящий момент при затяжке, Н × м, не менее |
|
|
14´50 |
М16 |
62 |
42 |
8,8 |
М16 |
8 |
180 |
|
18´64 |
М20 |
75 |
49 |
10,9 |
М20 |
10 |
400 |
|
22´86 |
М24 |
90 |
62 |
10,9 |
М24 |
10 |
500 |
|
24´86 |
М24 |
95 |
62 |
10,9 |
М24 |
10 |
500 |
|
24´87,5 |
М24 |
95 |
62 |
10,9 |
М24 |
10 |
500 |
|
26´92 |
М27 |
105 |
75 |
10,9 |
М27 |
10 |
700 |
1) Для шестигранной гайки.
2) Класс прочности по ГОСТ 1759.5-87
Ключевые слова: шахтное оборудование, скребковые конвейеры, звенья типа серьги, соединительные звенья, технические характеристики, размеры, испытания, маркировка