ГОСТ 30552-98
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАГОТОВКИ ПРОФИЛЬНЫЕ
(НЕОБРАБОТАННЫЕ ОСИ)
ДЛЯ ПОДВИЖНОГО СОСТАВА
ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
Припуски и допуски
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Институтом черной металлургии Национальной академии наук Украины (ТК 4), ВНИИЖТ, ГосНИИВ
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 13 от 23 мая 1998 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 14 марта 2000 г. № 55-ст межгосударственный стандарт ГОСТ 30552-98 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2001 г.
4 ВВЕДЕН ВПЕРВЫЕ
ГОСТ 30552-98
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАГОТОВКИ ПРОФИЛЬНЫЕ
(НЕОБРАБОТАННЫЕ ОСИ) ДЛЯ ПОДВИЖНОГО СОСТАВА
ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
Припуски и допуски
Round
billets (non-machined axles) of railway wheels for 1520 mm gauge line.
Allowances and tolerances
Дата введения 2001-01-01
1 Область применения
Настоящий стандарт распространяется на профильные заготовки (необработанные оси) для вагонов, электровозов, тепловозов, моторных вагонов и вагонов метрополитена колеи 1520 мм и устанавливает припуск на механическую обработку и предельные отклонения на номинальные размеры заготовок.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на следующий стандарт:
ГОСТ 8026-92 Линейки поверочные. Технические условия
3 Требования
3.1 Профильные заготовки изготовляют методами винтовой прокатки, радиально-ротационной ковкой, свободной ковкой и штамповкой.
3.2 Форма, припуски на механическую обработку и предельные отклонения на номинальные размеры профильных заготовок приведены на рисунке 1 и в таблице 1.
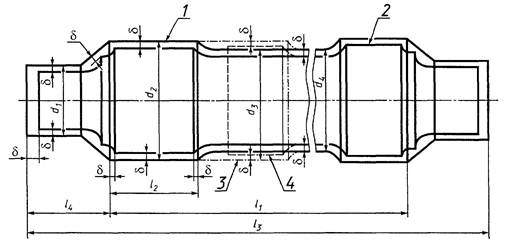
1 - поверхность профильной заготовки; 2 - поверхность окончательно обработанной оси; 3 - поверхность подступичной части шестерни, моторно-осевого подшипника профильной заготовки; 4 - поверхность подступичной части шестерни, моторно-осевого подшипника окончательно обработанной оси
Рисунок 1 - Условные обозначения размерных характеристик профильных заготовок
Таблица 1
В миллиметрах
|
Условное обозначение |
Предельное отклонение на номинальные размеры |
Односторонний припуск на механическую обработку δ |
|||||
|
Радиально-ротационная ковка |
Винтовая прокатка |
Свободная ковка (штамповка) |
Радиально-ротационная ковка |
Винтовая прокатка |
Свободная ковка (штамповка) |
||
|
Диаметр шейки и предподступицы |
d1 |
+3 -2 |
+6 -2 |
±7 |
7,5 |
7,5 |
15 |
|
Диаметр подступичной части |
d2 |
+3 -2 |
+6 -2 |
±8 |
7,5 |
7,5 |
10 |
|
Диаметр подступичной части шестерни, моторно-осевого подшипника |
d3 |
+3 -2 |
+6 -2 |
±7 |
6,5 |
7,5 |
10 |
|
Диаметр средней части |
d4 |
+3 -2 |
+6 -2 |
±7 |
7,5 |
7,5 |
10 |
|
Длина по подступицам |
l1 |
+30 -10 |
±10 |
+30 -10 |
- |
18 |
- |
|
Длина подступичной части |
l2 |
+30 |
+25 |
+30 |
20 |
20 |
30 |
|
Длина заготовки (общая) |
l3 |
+50 -10 |
+30 -20 |
+50 -40 |
13 |
30 |
40 |
|
Длина шейки с предподступичной частью |
l4 |
±25 |
+25 -15 |
±30 |
- |
30 |
40 |
Припуски, учитывающие дополнительные технологические операции (для зажима профильных заготовок в станках для механической обработки, вырезки образцов для механических испытаний и т.п.), настоящим стандартом не предусматриваются и вводятся в чертеж по согласованию изготовителя и потребителя.
3.3 Припуски на номинальные размеры оси, установленные настоящим стандартом, необходимо определять из расчета механической обработки с двух сторон. Предельные отклонения устанавливаются на номинальные размеры заготовок.
По согласованию изготовителя с потребителем допускается изготовление профильных заготовок с точной отрезкой по длине и их черновой обдиркой.
3.4 Геометрические параметры в рабочих чертежах профильных заготовок должны быть установлены, исходя из размеров окончательно обработанных осей, согласованных между изготовителем и потребителем.
Линейные размеры профильных заготовок должны определяться методом непосредственной оценки с допустимой погрешностью:
для диаметров - +0,5 мм;
для длин: до 1000 мм - ±1,0 мм,
от 1001 до 2000 мм - ±2,0 мм,
св. 2001 мм - ±3,0 мм.
3.5 Радиусы сопряжений смежных элементов профиля, углы переходов и размеры без предельных отклонений служат для построения профиля и на готовом прокате не контролируются.
3.6 Концы профильных заготовок должны быть обрезаны пилами. По согласованию изготовителя с потребителем допускается обрезка другими способами. У профильных заготовок, подвергаемых ультразвуковому контролю, торцы должны быть обработаны с шероховатостью, обеспечивающей требования контроля.
3.7 Отклонение от перпендикулярности плоскости реза профильных заготовок, изготовленных винтовой прокаткой и радиально-ротационной ковкой, не должно превышать 0,07 диаметра разрезаемого сечения, а по требованию потребителя - 5,0 мм.
Скосы от отрубки концов заготовок, полученных свободной ковкой и штамповкой, не должны превышать 10°.
3.8 Радиальное биение поверхности шеек и средней части относительно поверхности подступичных частей профильных заготовок, изготовленных радиально-ротационной ковкой и винтовой прокаткой, не должно превышать 8 мм, изготовленных свободной ковкой - не более 12 мм.
Радиальное биение шеек и средней части относительно поверхности подступичных частей определяют как разность наибольших и наименьших зазоров в диаметральном направлении между лекальной линейкой типа ШД по ГОСТ 8026 или другим аттестованным измерительным инструментом, наложенными на поверхности подступичных частей, поверхность шеек, среднюю часть в двух перпендикулярных плоскостях. Контроль осуществляют посередине длины контролируемых элементов, а при вращении на станке - по биению профильной заготовки.
3.9 Массу профильных заготовок определяют по номинальным размерам.
Ключевые слова: заготовки профильные, припуски, допуски