ГОСТ 3.1703-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ
И
ПЕРЕХОДОВ
СЛЕСАРНЫЕ, СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ Слесарные, слесарно-сборочные работы Unified
system of technological documentation. |
ГОСТ |
Дата введения 01.01.81
1. Настоящий стандарт устанавливает правила записи технологических операций и переходов в документах, применяемых при проектировании технологических процессов и операций, связанных с выполнением слесарных, слесарно-сборочных работ. Стандарт не распространяется на электромонтажные и настроечно-регулировочные работы.
2. Наименование операций следует записывать в документах в сокращенной или полной форме.
При применении сокращенной формы наименование операции следует записывать именем существительным в именительном падеже. Исключение составляют такие наименования операций, как «Слесарная», «Сверлильная» и т.п.
Полная запись наименования операций должна содержать сокращенную форму с указанием предметов производства, обрабатываемых поверхностей или конструктивных элементов. Например: «Шабровка направляющих поверхностей», «Запрессовывание шпилек».
3. Наименования операций следует записывать в соответствии с приложением 1. Допускается взамен наименования операции указывать код по классификатору технологических операций, в машиностроении и приборостроении.
2, 3. (Измененная редакция, Изм. № 1).
4. При записи операции допускается применять обобщенное или конкретное наименование. Например, «Сборка», «Опиловка».
5. Обобщенное наименование операций следует применять для операций, состоящих из нескольких переходов. Например, «Слесарная» - операция, включающая выполнение таких переходов, как «Разметка», «Керновка», «Опиловка».
6. Информацию, не вошедшую в приложения, допускается устанавливать в отраслевых стандартах.
5, 6. (Измененная редакция, Изм. № 1).
7. Запись содержания операций следует выполнять в форме маршрутного или операционного описания.
8. Маршрутное описание следует применять при разработке технологических процессов для обработки или сборки изделий без указания переходов и технологических режимов.
Допускается применение комплектовочной карты (КК) при описании сборочных работ.
9. Операционное описание следует выполнять на формах карт технологического процесса (КТП), карт типового технологического процесса (КТТП), ведомости деталей (сборочных единиц) к типовому технологическому процессу (операции) (ВТП) (ВТО) и операционных картах (ОК), установленных стандартами ЕСТД.
10. При разработке технологического процесса на слесарные или сборочные работы, включающие несколько видов выполняемых работ (обработка резанием, холодная штамповка и др.), технологическую документацию следует применять из состава документов по данному виду работы.
11. При разработке технологического процесса в целях исключения текстовой записи вспомогательных переходов при базировании и закреплении следует применять условные обозначения опор и зажимов, установленные государственными стандартами.
12. При разработке документов следует отражать все необходимые требования и средства безопасности труда, обеспечивающие безопасность труда при выполнении обработки.
Запись информации и оформление документов следует выполнять в соответствии с требованиями нормативно-технических документов системы стандартов безопасности труда (ССБТ).
(Измененная редакция, Изм. № 1).
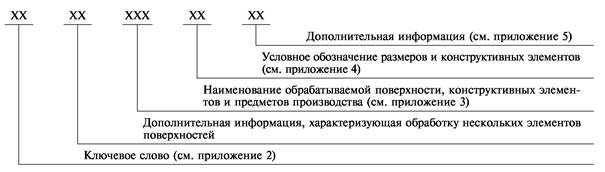
13. В содержание операции (перехода) должны быть включены: ключевое слово - наименование действия, включающего определенные методы обработки или сборки изделия, и выраженное глаголом в неопределенной форме;
- дополнительная информация, характеризующая число обрабатываемых элементов поверхностей (например, сверлить 3 отверстия);
- наименование предметов производства, обрабатываемых поверхностей и конструктивных элементов;
- информация по размерам или их условным обозначениям.
14. Условное обозначение записи содержания операции маршрутного описания можно условно выразить в виде кода:
15. При проектировании технологических процессов допускается полная и сокращенная форма записи содержания операции и перехода.
16. При отсутствии графического материала в полной записи содержания операции и перехода следует указывать размеры или другую дополнительную информацию (приложения 4 и 5), например, «Опилить заготовку, выдерживая размеры l = 55, b = 30, обеспечивая параллельность плоскостей».
При наличии графического материала следует указывать обозначение размеров или другую дополнительную информацию по рекомендуемым приложениям 4, 5, например, «Опилить заготовку, выдерживая размеры 1 и 2» или «Опилить заготовку по чертежу».
17. В сокращенной записи содержания операции (перехода) следует указывать условные обозначения обрабатываемых поверхностей, например, «Опилить поверхности 1 и 2».
18. Условное обозначение записи содержания перехода можно условно выразить в виде следующего кода:

19. В тексте записи содержания перехода допускается указывать дополнительную информацию, характеризующую обработку нескольких элементов поверхностей.
20. При обработке поверхности с применением «п» переходов в содержании перехода следует указывать промежуточные размеры.
21. Запись содержания переходов следует выполнять в соответствии с приложением 6.
22. Форму записи содержания операции и перехода, полную или сокращенную, устанавливает разработчик документов.
23. В текстовой записи содержания операции и перехода следует применять сокращения слов и словосочетаний в соответствии с приложениями 3, 5 и государственными стандартами.
24. Условные коды, приведенные в приложениях, следует применять только при формировании записи содержания операции или перехода. Запись условных кодов в технологические документы не требуется.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Обязательное
|
Наименование сборочных |
Наименование слесарных |
Наименование сборочных |
|
|
1. Слесарная |
1. Сборка |
13. Отрезка |
13. Свинчивание |
|
2. Гибка |
2. Базирование |
14. Опиловочная |
14. Установка |
|
3. Гравировка |
3. Балансировка |
15. Очистка |
15. Центровка |
|
4. Доводочная |
4. Застегивание |
16. Полирование |
16. Штифтование |
|
5. Зачистка |
5. Закрепление |
17. Правка |
17. Шплинтование |
|
6. Зенковка |
6. Запрессовывание |
18. Разметка |
18. Разборка |
|
7. Завивка |
7. Клепка |
19. Разрезка |
19. Распрессовывание |
|
8. Калибровка |
8. Контровка |
20. Развертывание |
20. Расшплинтовывание |
|
9. Керновка |
9. Маркирование |
21. Развальцовка |
21. Расштифтовывание |
|
10. Нарезка |
10. Пломбирование |
22. Сверлильная |
22. Распломбирование |
|
11. Навивка |
11. Склеивание |
23. Смазывание |
23. Развинчивание |
|
12. Отрубка |
12. Стопорение |
24. Шабровка |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Обязательное
КЛЮЧЕВЫЕ СЛОВА И ИХ УСЛОВНЫЕ КОДЫ
|
Наименование ключевого слова |
Условный код предметов
производства, обрабатываемых |
|
|
01 |
Балансировать |
007, 010 |
|
02 |
Базировать |
010 |
|
05 |
Гнуть |
001, 009, 022 |
|
04 |
Гравировать |
007, 010 |
|
03 |
Завить |
009 |
|
06 |
Застегнуть |
007 |
|
81 |
Закрепить |
007, 009, 010 |
|
08 |
Запрессовать |
007, 015 |
|
07 |
Зачистить |
001, 007, 009, 015, 020, 028 - 030 |
|
12 |
Застопорить |
010 |
|
10 |
Зенковать |
007, 009, 018 |
|
09 |
Калибровать |
007, 018, 026 |
|
14 |
Кернить |
007, 009, 022 |
|
22 |
Контрить |
007, 010 |
|
18 |
Клепать |
007 |
|
23 |
Маркировать |
007, 009, 010, 015, 022, 029 |
|
13 |
Нарезать |
026 |
|
11 |
Навить |
009 |
|
26 |
Нанести |
007, 009, 010, 015, 022, 029 |
|
15 |
Опилить |
001, 007, 014, 016, 020, 022, 030, 032 |
|
27 |
Отрубить |
009 |
|
28 |
Очистить |
001, 003, 007, 009, 010, 015, 020, 022, 029, 030, 032 |
|
16 |
Отрезать |
009 |
|
17 |
Править |
007, 009, 022 |
|
20 |
Притереть |
007, 015, 020, 022 |
|
30 |
Пломбировать |
007, 010 |
|
19 |
Полировать |
007, 010, 015, 022, 029 |
|
31 |
Разметить |
001, 003, 007, 009, 010, 014 - 016, 018, 020, 022, 028, 030, 032 |
|
21 |
Разрезать |
007, 009, 010 |
|
24 |
Развернуть |
007, 010, 018, 022 |
|
32 |
Развинтить |
010 |
|
25 |
Развальцевать |
001, 003, 007, 009, 010, 022 |
|
33 |
Распрессовать |
007, 010 |
|
34 |
Расшплинтовать |
007, 010 |
|
35 |
Разобрать |
010 |
|
36 |
Распломбировать |
007, 010 |
|
37 |
Расштифтовать |
007, 010 |
|
29 |
Сверлить |
007, 009, 010, 018, 022 |
|
89 |
Смазать |
001, 003, 007, 009, 010, 014016, 018, 020, 022, 026, 028 - 030, 032 |
|
39 |
Свинтить |
007 |
|
40 |
Оклеить |
007, 000, 022, 030 |
|
41 |
Собрать |
007, 010 |
|
91 |
Установить |
007, 009, 010 |
|
38 |
Центровать |
007, 009, 010, 030 |
|
412 |
Шабрить |
007, 009, 010, 014, 016, 022, 028, 030, 032 |
|
43 |
Шплинтовать |
007, 010 |
|
44 |
Штифтовать |
007, 010 |
|
45 |
Довести |
001, 003, 014, 016, 018, 022, 030, 032, 015, 020, 029 |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 3
Обязательное
|
Наименование предметов производства |
Условный код |
Наименование предметов производства |
|||
|
полное |
сокращенное |
полное |
сокращенное |
||
|
001 |
Буртик |
Бурт. |
018 |
Отверстие |
Отв. |
|
003 |
Выточка |
Выт-ка |
020 |
Паз |
- |
|
007 |
Деталь |
Дет. |
022 |
Поверхность |
Поверхн. |
|
009 |
Заготовка |
Загот. |
026 |
Резьба |
Р-ба |
|
010 |
Изделие |
Изд. |
028 |
Ступень |
Ступ. |
|
014 |
Контур |
К-р |
029 |
Сфера |
- |
|
015 |
Конус |
Кон. |
030 |
Торец |
Т-ц |
|
016 |
Лыска |
Л-ка |
032 |
Фаска |
Ф-ка |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 4
Рекомендуемое
|
Условные обозначения размеров при проектировании |
Условный код предметов производства, обрабатываемых поверхностей и конструктивных элементов |
||
|
неавтоматизированном |
автоматизированном |
||
|
01 |
1 |
1 |
001, 003, 007, 009, 010, 014, 015, 016, 018, 020, 022, 026, 028 - 030, 032 |
|
02 |
1 и 2 |
1 и 2 |
001, 003, 007, 009, 010, 014, 015, 016, 018, 020, 022, 026, 028 - 030, 032 |
|
06 |
d = |
007, 009, 018 |
|
|
07 |
d = l = |
007, 009 |
|
|
08 |
l = |
009, 020, 022, 028 |
|
|
09 |
l = b = |
009, 020, 022, 028 |
|
|
10 |
|
УГОЛ = |
007, 009 |
|
11 |
|
УГОЛ = |
007, 009 |
|
12 |
r = |
R = |
007, 009, 010, 022, 029 |
|
13 |
h = |
H = |
001, 007, 009, 010, 022, 028 |
Примечание. Условные коды 01 и 02 применять с графической частью с выражением «выдерживая размеры» или «выдерживая размер».
Условные коды 06 - 13 применять с указанием исполнительных размеров с выражением «выдерживая».
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 5
Рекомендуемое
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ И ЕЁ УСЛОВНЫЕ КОДЫ
|
Наименование дополнительной информации |
Условный код предметов производства и конструктивных элементов изделий |
||
|
полное |
сокращенное |
||
|
01 |
Согласно чертежу |
Согл. черт. |
001, 003, 007, 009, 010, 014 - 016, 018, 020, 022, 026, 028 - 030, 032 |
|
02 |
Согласно эскизу |
Согл. эск. |
001, 003, 007, 009, 010, 014 - 016, 018, 020, 022, 026, 028 - 030, 082 |
|
03 |
По разметке |
По разм. |
001, 003, 007, 009, 010, 014 - 016, 018, 020, 022, 028 - 030, 032 |
|
04 |
По трафарету |
По траф. |
007, 009, 010, 022 |
|
05 |
С точностью |
С точн. |
007, 014, 022 |
|
06 |
Обеспечивая герметичность |
Обеспеч. гермет. |
007, 014, 022 |
|
07 |
Обеспечивая прилегание |
Обеспеч. прилег. |
007, 014, 022 |
|
08 |
Обеспечивая параллельность |
Обеспеч. парал. |
007, 009, 010, 022 |
|
09 |
По шаблону |
По шабл. |
007, 009, 010, 014, 020 |
|
10 |
По реперным точкам |
По реперн. тчк. |
007, 010 |
|
11 |
От оси XY |
- |
007, 010 |
|
12 |
От краски |
- |
007, 009, 010, 015, 020, 022, 028, 029 |
|
13 |
От ржавчины |
От ржавч. |
007, 009, 010, 015, 020, 022, 028, 029 |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 6
Рекомендуемое
ПРИМЕРЫ ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ
|
полная |
сокращенная |
|
Гнуть деталь, выдерживая размеры 1 и 2 |
Гнуть деталь согласно эскизу |
|
Зачистить буртик 1 от краски |
Зачистить согласно эскизу |
|
Калибровать отверстие 2, выдерживая размер 1 |
Калибровать отверстие 2 согласно чертежу |
|
Маркировать деталь, выдерживая размеры 1 и 2 |
Маркировать деталь согласно эскизу |
|
Нарезать резьбу, выдерживая размер 1 |
Нарезать резьбу согласно чертежу |
|
Опилить заготовку, выдерживая размеры 1, 2 и 3 |
Опилить заготовку согласно эскизу |
|
Развернуть отверстие 2, выдерживая шероховатость |
Развернуть отверстие 2 согласно чертежу |
|
Разметить деталь, выдерживая размеры 1, 2 и 3 |
Разметить деталь согласно чертежу |
|
Развальцевать поверхность 1, выдерживая размер 2 |
Развальцевать поверхность 1 согласно чертежу |
|
Разрезать заготовку, выдерживая l = 20; b =35 |
Разрезать заготовку согласно эскизу |
|
Разобрать изделие (позиции 1, 3, 5) |
Разобрать изделие согласно чертежу |
|
Сверлить отверстие, выдерживая размеры 1 и 2 |
Сверлить отверстие согласно чертежу |
|
Свинтить детали 1 и 3, выдерживая размер 1 |
Свинтить детали 1 и 3 согласно чертежу |
|
Собрать детали 2 и 5, выдерживая размер 1, обеспечивая герметичность |
Собрать детали 2 и 5 согласно чертежу |
|
Установить деталь, выдерживая |
Установить деталь согласно чертежу |
|
Шабрить поверхность 1 с точностью 8 - 10 пятен |
Шабрить поверхность 1 согласно эскизу |
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВВЕДЕН Государственным комитетом СССР по стандартам
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.10.79 № 4159
3 ВВЕДЕН ВПЕРВЫЕ
4 ИЗДАНИЕ (май 2003 г.) с Изменением № 1, утвержденным в декабре 1982 г. (ИУС 4-83)