
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
ПРЕССОВАННЫЕ
БИМЕТАЛЛИЧЕСКИЕ УПОРНЫЕ
ПОЛУКОЛЬЦА
КОНСТРУКЦИЯ и ДОПУСКИ
ГОСТ 29203-91
(ИСО 6526-83)
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРЕССОВАННЫЕ БИМЕТАЛЛИЧЕСКИЕ УПОРНЫЕ ПОЛУКОЛЬЦА Конструкция и допуски Plain bearings. Pressed bimetallic half thrust washers. Features and tolerances |
ГОСТ (ИСО 6526-83) |
Дата введения 01.01.93
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает основные размеры и допуски на прессованные биметаллические упорные полукольца наружным диаметром до 160 мм.
Устанавливаемые стандартом требования являются обязательными.
Примечание. Основные размеры упорных полуколец стандартом не регламентируются.
2. ОБОЗНАЧЕНИЯ
В стандарте используют следующие обозначения (черт. 1, 2):
D - наружный диаметр полукольца;
d - внутренний диаметр полукольца;
HD - высота полукольца;
ет - общая толщина полукольца;
EТ - высота от поверхности стыка до вершины запирающего выступа;
FD - высота от поверхности стыка до основания запирающего выступа;
А - ширина запирающего выступа;
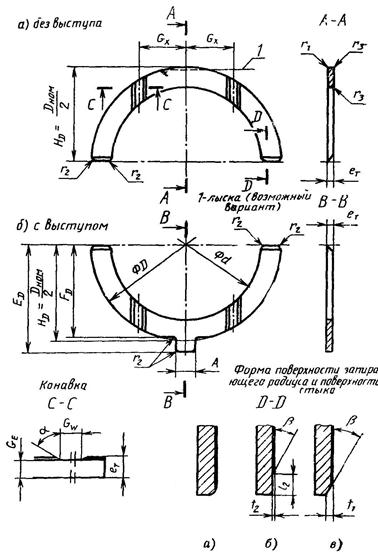
Черт. 1. Упорные полукольца
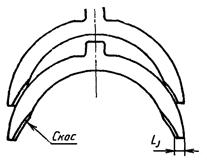
Черт. 2. Скос поверхности стыка упорного полукольца
a - угол скоса масляной канавки;
GW - ширина канавки;
GE - толщина стенки полукольца под канавкой;
GX - расстояние между осями канавки и полукольца;
r1 - ширина фаски или радиус закругления кромки;
r2 - радиус закругления углов поверхности стыка и выступа;
r3 - ширина фаски или радиус закругления кромок на поверхности скольжения;
LJ - толщина узкой части поверхности стыка;
t - глубина скоса выемки у поверхности скольжения;
l - высота выемки у поверхности скольжения;
b - угол скоса выемки у поверхности стыка;
р - допуск плоскостности.
3. ОСНОВНЫЕ ДОПУСКИ
Предельные отклонения размеров с неуказанными допусками:
линейных размеров - ±0,25 мм;
угловых размеров - ±5°.
4. ДОПУСКИ НА ДИАМЕТР И ВЫСОТУ
4.1. Допуск на наружный диаметр D указан в табл. 1.
мм
|
Допуск |
||
|
Свыше |
До и включительно |
|
|
- |
120 |
-0,25 |
|
120 |
160 |
-0,35 |
4.2. Допуск на внутренний диаметр d указан в табл. 2.
мм
|
Допуск на d |
||
|
Свыше |
До и включительно |
|
|
- |
120 |
+0,25 |
|
120 |
160 |
+0,35 |
Примечание. Разность D - d должна быть больше чем 7 ´ еТ.
4.3. Допуск на высоту HD и ED указан в табл. 3.
мм
|
Допуск на HD |
Допуск на FD = HD min - (r2 max + 0,5) |
||
|
Свыше |
До и включительно |
||
|
- |
120 |
-0,20 |
-0,5 |
|
120 |
160 |
-0,25 |
|
5. ОБЩАЯ ТОЛЩИНА еT
Допуск на общую толщину полукольца еT указан в табл. 4.
мм
|
еT, предпочтительный размер |
Допуск на еT |
|||||
|
Свыше |
До и включительно |
1,75 |
2 |
2,5 |
3 |
|
|
- |
80 |
´ |
´ |
- |
- |
-0,05 |
|
80 |
120 |
- |
´ |
´ |
- |
-0,06 |
|
120 |
160 |
- |
- |
´ |
´ |
-0,07 |
Примечание. Промежуточные размеры общей толщины полуколец рекомендуется выбирать с шагом 0,1 мм с допуском, соответствующим меньшему значению границ интервала.
6. ЗАПИРАЮЩИЙ ВЫСТУП
6.1. Ширина выступа А указана в табл. 5.
мм
|
А |
|||
|
Свыше |
До и включительно |
Предпочтительный размер |
Допуск |
|
- |
80 |
8 |
-0,25 -0,50 |
|
80 |
120 |
10 |
|
|
120 |
160 |
12 |
|
6.2. Паз
Паз для запирающего выступа должен изготавливаться с допуском Js 13.
6.3. Высота выступа
Высота запирающего выступа определяется размером ED, указанным в табл. 6.
мм
|
ED |
||
|
Свыше |
До и включительно |
Предпочтительный размер* |
|
- |
80 |
HD + 5 |
|
80 |
160 |
HD + 8 |
* Размер ED дается без допуска, т.к. является разностью двух размеров, допуск которых составляет ±0,25 мм.
Примечание. Конструкция запирающего выступа обычно соответствует указанной на черт. 1б. Полукольца могут иметь смещенный запирающий выступ, предотвращающий неправильный монтаж.
7. МАСЛЯНЫЕ КАНАВКИ
7.1. Ширина масляной канавки GW указана в табл. 7.
мм
|
GW |
|||
|
Свыше |
До и включительно |
Предпочтительный размер |
Допуск |
|
- |
60 |
3,5 |
+0,50 |
|
60 |
160 |
4,5 |
|
7.2. Толщина стенки полукольца под канавкой GE
Толщину стенки полукольца под канавкой GE выполняют с допуском минус 0,30.
7.3. Положение канавки (относительно оси) GX указано в табл. 8.
мм
|
Допуск на GX |
||
|
Свыше |
До и включительно |
|
|
- |
60 |
±1,5 |
|
60 |
160 |
±2,5 |
8. ПОВЕРХНОСТИ СТЫКА
Формы поверхностей стыка показаны на черт. 1, 2. В
качестве LJmin принимается наибольшая из двух величин ![]() или 3 мм
(черт. 2).
или 3 мм
(черт. 2).
9. РАДИУСЫ ЗАКРУГЛЕНИЙ И ФАСКИ
9.1. Радиус закруглений углов поверхности стыка и выступа r2 указаны в табл. 9.
мм
|
Предпочтительный максимальный радиус r2 max |
||
|
Свыше |
До и включительно |
|
|
- |
2,59 |
1 |
|
2,59 |
- |
1,5 |
9.2. Радиус закругления или скос поверхности стыка
Радиус закругления или скос поверхности стыка (см. черт. 1а, в, сеч. Д-Д) по глубине t не должен превышать 30 % общей толщины eT. Возможная конструкция показана на черт. 1б, сеч. Д-Д. Угол скоса выемки у поверхности стыка b не должен превышать 30°.
9.3. Ширина фаски или радиус закругления кромок на поверхности скольжения r3 указаны в табл. 10.
мм
|
Максимальная ширина фаски или радиус на поверхности скольжения r3max |
||
|
Свыше |
До и включительно |
|
|
- |
2,59 |
|
|
2,59 |
- |
|
9.4. Фаска между задней и наружной боковой поверхностями r1 должна располагаться под углом 45° и ее ширина устанавливаться в диапазоне 0,3 £ r1 £ 0,6 с допуском ±0,20. Острые кромки фаски притупить.
Примечания:
1. На запирающем выступе при снятии фаски инструментом допускается образование рисок глубиной, превышающей на 0,15 мм максимальную высоту фаски.
2. Размеры фаски между задней и внутренней поверхностью полукольца не регламентируются. Заусенцы не допускаются.
10. ПЛОСКОСТНОСТЬ
Полукольца должны перемещаться под действием собственного веса между параллельными пластинами, расположенными на расстоянии eTmax + p, где р - допуск плоскостности, указанный в табл. 11.
мм
|
Допуск плоскостности р |
||
|
Свыше |
До и включительно |
|
|
- |
80 |
0,10 |
|
80 |
120 |
0,12 |
|
120 |
160 |
0,15 |
11. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Шероховатость поверхности не регламентируется.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 128 «Испытания и расчеты на прочность и ресурс»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 25.12.91 г. № 2111 Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 6526-83 «Подшипники скольжения. Прессованные биметаллические упорные полукольца. Конструкция и допуски» и полностью ему соответствует
3. ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
|
1. Назначение и область применения. 1 4. Допуски на диаметр и высоту. 3 |