ГОСТ 28915-91
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ЛАЗЕРНАЯ ИМПУЛЬСНАЯ
СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ
ОСНОВНЫЕ ТИПЫ,
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Сварка лазерная импульсная СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ Основные типы, конструктивные элементы и размеры Laser beam impulse welding. Button welds.
|
ГОСТ |
Дата введения 01.01.92
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами.
Требования настоящего стандарта являются обязательными.
2. Для конструктивных элементов сварных соединений приняты обозначения:
S и S1 - толщина кромок свариваемых деталей;
dc - диаметр сварной точки;
b - зазор между кромками свариваемых деталей;
C и C1 - ширина буртика;
l - высота буртика или отбортовки кромок.
3. Основные типы сварных соединений должны соответствовать приведенным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать приведенным в табл. 2 - 15.
Таблица 1
|
Форма подготовленных кромок |
Характер выполненного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
||
|
подготовленных кромок |
выполненного шва |
|||||
|
Стыковое |
Без скоса кромок |
Односторонний с полным проплавлением |
|
|
0,1 - 1,0 |
С1 |
|
Односторонний с неполным проплавлением |
|
|
Более 0,8 |
С2 |
||
|
Односторонний замковый |
|
|
0,1 - 0,9 |
С3 |
||
|
Двусторонний |
|
|
0,4 - 1,8 |
С4 |
||
|
С одним буртиком |
Односторонний замковый |
|
|
0,1 - 0,9 |
С5 |
|
|
С отбортовкой двух кромок |
Односторонний |
|
|
0,1 - 0,5 |
С6 |
|
|
С двумя буртиками |
|
|
Не ограничена |
С7 |
||
|
Тавровое |
Без скоса кромок |
Односторонний |
|
|
Не менее 0,2 |
Т1 |
|
Двусторонний |
|
Т2 |
||||
|
Угловое |
Без скоса кромок |
Односторонний |
|
|
0,2 - 0,8 |
У1 |
|
Односторонний замковый |
|
|
0,2 - 0,8 |
У2 |
||
|
С отбортовкой одной кромки |
Односторонний |
|
|
0,1 - 0,5 |
У3 |
|
|
С одним буртиком |
Односторонний |
|
|
Не ограничена |
У4 |
|
|
Нахлесточное |
Без скоса кромок |
Односторонний с полным проплавлением |
|
|
0,1 - 0,5 |
H1 |
|
Односторонний с неполным проплавлением |
|
0,1 - 0,7 |
Н2 |
|||
|
Односторонний |
|
0,2 - 0,7 |
Н3 |
|||
|
Двусторонний |
|
0,2 - 0,8 |
Н4 |
|||
|
Торцовое |
Без скоса кромок |
Односторонний |
|
|
0,1 - 0,6 |
Tp1 |














Таблица 2
Размеры, мм
|
Конструктивный элемент |
S |
b, не более |
dс |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
С1 |
|
|
0,10 - 0,20 |
0,02 |
0,40 |
±0,15 |
|
0,21 - 0,30 |
0,04 |
0,60 |
±0,15 |
|||
|
0,31 - 0,50 |
0,06 |
0,80 |
±0,20 |
|||
|
0,51 - 1,00 |
0,10 |
1,00 |
±0,20 |
|||


Таблица 3
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
С2 |
|
|
Более 0,80 |
0,10 |
0,90 |
± 0,30 |


Таблица 4
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
С3 |
|
|
0,10 - 0,20 |
0,02 |
0,40 |
±0,15 |
|
0,21 - 0,30 |
0,04 |
0,60 |
±0,15 |
|||
|
0,31 - 0,50 |
0,06 |
0,80 |
±0,20 |
|||
|
0,51 - 0,90 |
0,10 |
1,00 |
±0,20 |
|||
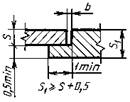

Таблица 5
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
С4 |
|
|
0,40 - 0,50 |
0,08 |
0,80 |
±0,20 |
|
0,51 - 1,80 |
0,10 |
1,00 |
±0,20 |
|||


Таблица 6
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
с |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
||||
|
С5 |
|
|
0,10 - 0,20 |
0,02 |
0,30 - 0,40 |
0,60 |
±0,20 |
|
0,21 - 0,30 |
0,04 |
0,40 - 0,50 |
0,80 |
±0,20 |
|||
|
0,31 - 0,50 |
0,06 |
0,50 - 0,70 |
1,00 |
±0,20 |
|||
|
0,51 - 0,90 |
0,10 |
0,50 - 0,70 |
1,00 |
±0,20 |
|||


Таблица 7
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
l |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
||||
|
С6 |
|
|
0,10 - 0,20 |
0,02 |
0,20 - 0,30 |
0,30 |
±0,10 |
|
0,21 - 0,30 |
0,04 |
0,30 - 0,50 |
0,50 |
±0,10 |
|||
|
0,31 - 0,50 |
0,06 |
0,40 - 0,70 |
0,80 |
±0,20 |
|||


Таблица 8
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
c |
b, не более |
l |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
||||
|
С7 |
|
|
0,40 - 0,50 |
0,08 |
0,40 - 0,60 |
0,80 |
±0,20 |
|
0,51 - 0,70 |
0,10 |
0,50 - 0,80 |
1,00 |
±0,20 |
|||


Таблица 9
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S, не менее |
S1, не менее |
b, не более |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
||||
|
Т1 |
|
|
0,20 |
0,20 |
0,04 |
0,80 |
±0,20 |
|
Т2 |
|
||||||



Таблица 10
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
У1 |
|
|
0,20 - 0,30 |
0,04 |
0,50 |
±0,10 |
|
0,31 - 0,50 |
0,06 |
0,80 |
±0,20 |
|||
|
0,51 - 0,80 |
0,10 |
1,00 |
±0,20 |
|||


Таблица 11
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
У2 |
|
|
0,20 - 0,30 |
0,04 |
0,50 |
±0,10 |
|
0,31 - 0,50 |
0,06 |
0,80 |
±0,20 |
|||
|
0,51 - 0,80 |
0,10 |
1,00 |
±0,20 |
|||


Таблица 12
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
l |
dс |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
||||
|
У3 |
|
|
0,10 - 0,20 |
0,02 |
0,20 - 0,30 |
0,30 |
±0,10 |
|
0,21 - 0,30 |
0,04 |
0,30 - 0,50 |
0,50 |
±0,10 |
|||
|
0,31 - 0,50 |
0,06 |
0,40 - 0,70 |
0,80 |
±0,20 |
|||


Таблица 13
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
c |
b, не более |
l |
dc |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
||||
|
У4 |
|
|
0,20 - 0,30 |
0,04 |
0,40 - 0,50 |
0,50 |
±0,10 |
|
0,31 - 0,40 |
0,06 |
0,50 - 0,70 |
0,70 |
±0,15 |
|||
|
0,41 - 0,70 |
0,08 |
0,50 - 0,70 |
1,00 |
±0,20 |
|||


Таблица 14
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивный элемент |
S |
b, не более |
dc |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
H1 |
|
|
0,10 - 0,20 |
0,02 |
0,80 |
±0,20 |
|
0,21 - 0,50 |
0,04 |
0,80 |
±0,20 |
|||
|
Н2 |
|
0,10 - 0,20 |
0,02 |
0,80 |
±0,20 |
|
|
0,21 - 0,30 |
0,04 |
0,80 |
±0,20 |
|||
|
0,31 - 0,70 |
0,06 |
0,80 |
±0,20 |
|||
|
Н3 |
|
0,20 - 0,30 |
0,04 |
0,50 |
±0,10 |
|
|
0,31 - 0,40 |
0,06 |
0,60 |
±0,15 |
|||
|
0,41 - 0,70 |
0,06 |
0,80 |
±0,20 |
|||
|
Н4 |
|
0,20 - 0,30 |
0,04 |
0,50 |
±0,10 |
|
|
0,31 - 0,40 |
0,06 |
0,60 |
±0,15 |
|||
|
0,41 - 0,80 |
0,06 |
0,80 |
±0,20 |
|||





Таблица 15
Размеры, мм
|
Конструктивный элемент |
S |
b, не более |
dс |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред. откл. |
|||
|
Tp1 |
|
|
0,10 - 0,20 |
0,02 |
0,30 |
±0,10 |
|
0,21 - 0,30 |
0,04 |
0,50 |
±0,10 |
|||
|
0,31 - 0,40 |
0,06 |
0,70 |
±0,15 |
|||
|
0,41 - 0,60 |
0,08 |
1,00 |
±0,20 |
|||

5. Выпуклость или вогнутость сварных точек не должны превышать 20 % толщины более тонкой детали, но не более 0,1 мм.
6. Смещение свариваемых кромок по высоте друг относительно друга до 20 % толщины более тонкой детали, но не более 0,1 мм.
7. Кромки деталей под сварку не притуплять. Для толщин свариваемых деталей более 0,4 мм допускается притупление свариваемых кромок радиусом до 0,1 мм, связанное с удалением заусенцев на этих кромках.
8. При сварке деталей из однородных материалов смещение сварной точки относительно линии стыка деталей не должно превышать 0,2dc. Для неоднородных материалов значение смещения устанавливается в технической документации, утверждаемой в установленном порядке.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.02.91 № 162
3. ВВЕДЕН ВПЕРВЫЕ
4. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
5. ПЕРЕИЗДАНИЕ. Февраль 2005 г.