
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕРЫ ПЛОСКОГО УГЛА
ПРИЗМАТИЧЕСКИЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 2875-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МЕРЫ ПЛОСКОГО УГЛА ПРИЗМАТИЧЕСКИЕ Общие технические условия Plane-angle
standards of the prism type. |
ГОСТ |
Срок действия с 01.01.89
до 01.01.94
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на призматические меры плоского угла (далее - меры), имеющие форму прямой призмы с различным числом боковых граней, часть из которых или все они являются измерительными поверхностями, попарно образующими рабочие углы, и наборы принадлежностей к ним.
Меры предназначены для использования в качестве:
рабочих мер для регулирования и настройки угломерных приборов и непосредственного измерения углов промышленных изделий;
образцовых мер для передачи размера единицы плоского угла от первичного эталона рабочим средствам измерения углов.
Термины и их пояснения, применяемые в настоящем стандарте, приведены в приложении 1.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Меры изготавливают наборами (см. приложение 2) или отдельными мерами следующих типов:
1 - с одним рабочим углом со срезанной вершиной;
2 - с одним рабочим углом с острой вершиной;
3 - с четырьмя рабочими углами;
4 - правильная многогранная (n-гранная) призма.
Примечание. Меры при использовании в качестве образцовых должны пройти метрологическую аттестацию.
Пример условного обозначения набора № 2 мер плоского угла, класса точности 1:
Меры плоского угла Н2-1 ГОСТ 2875-88
Пример условного обозначения меры типа 4, 24-гранной призмы, класса точности 0:
Мера плоского угла 4-24-0 ГОСТ 2875-88
То же, типа 3, с рабочими углами 80-81-100-99°, класса точности 2:
Мера плоского угла 3-80, 81, 100, 99°-2 ГОСТ 2875-88
1.2. Основные размеры и классы точности мер должны соответствовать указанным в табл. 1.
Таблица 1
|
Чертеж |
Класс точности |
|
|
1 |
|
1; 2 |
|
2 |
|
1; 2 |
|
3 |
|
1; 2 |
|
4 |
|
0; 1; 2 |
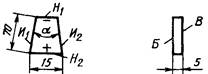
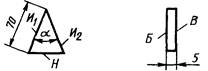
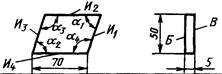
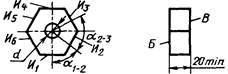
Примечание. В чертежах приняты обозначения: И - измерительная поверхность; Н - неизмерительная поверхность; Б - базовая поверхность; В - верхняя (маркированная) поверхность; a - рабочий угол.
1.3. Номинальные значения рабочих углов мер типов 1, 2 и 3 должны соответствовать указанным в табл. 2.
Таблица 2
|
Диапазон измерения |
Градация мер |
|
|
1 |
От 1 до 9° |
1° |
|
» 1 » 29¢ |
2¢ |
|
|
2 |
От 15°10¢ до 75°50¢ |
15°10¢ |
|
» 10 » 79° |
1° |
|
|
» 15 » 16° |
10¢ |
|
|
» 15 » 15°10¢ |
1¢ |
|
|
3 |
80-81-100-99°; |
1° |
|
82-83-98-97°; |
||
|
84-85-96-95°; |
||
|
86-87-94-93°; |
||
|
88-89-92-91°; |
||
|
90-90-90-90° |
||
|
89°10¢-89°20¢-90°50¢-90°40¢; |
10¢ |
|
|
89°30¢-89°40¢-90°30¢-90°20¢; |
||
|
89°50¢-89°59¢-90°10¢-90°01¢ |
Меры с измерительными поверхностями числом 6, 8, 10 и 12 должны иметь центральное отверстие диаметром d = 20H7; меры с измерительными поверхностями числом 18, 20, 24 и 36 - отверстие диаметром d = 32H7.
Ширина измерительных поверхностей (длина стороны многоугольника) должна быть не менее 15 мм. Разность между максимальной и минимальной шириной измерительных поверхностей одной меры не должна превышать 0,8 мм.
Расстояние от измерительной поверхности до образующей центрального отверстия должна быть не менее 15 мм.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Допускаемые отклонения мер от номинальных значений, допуски перпендикулярности измерительных поверхностей к базовой поверхности меры или оправы и допуски плоскостности измерительных поверхностей мер не должны превышать значений, указанных в табл. 3.
Отклонения от номинального значения рабочих углов определяют между смежными гранями.
Таблица 3
|
Допускаемые отклонения мер от номинального значения |
Допуск |
||||||||
|
перпендикулярности измерительных поверхностей к базовой поверхности меры или оправы |
плоскостности измерительных поверхностей, мкм |
||||||||
|
для классов точности |
|||||||||
|
0 |
1 |
2 |
0 |
1 |
2 |
0 |
1 |
2 |
|
|
1 |
- |
±10² |
±30² |
- |
±60² |
±100² |
- |
0,15 |
0,30 |
|
2 |
- |
±10² |
±30² |
- |
±60² |
±100² |
- |
0,15 |
0,30 |
|
3 |
- |
±10² |
±30² |
- |
±60² |
±100² |
- |
0,15 |
0,30 |
|
4 |
±5² |
±8² |
±15² |
±15² |
±20² |
±30² |
0,05 |
0,07 |
0,10 |
Примечание. Допуски плоскостности не распространяются на зоны измерительных поверхностей шириной 3 мм от их коротких ребер и 1 мм - от длинных для мер типов 1, 2 и 3. Допуск плоскостности в указанных зонах для указанных типов мер 0,6 мкм. Допуски плоскостности на краевые зоны измерительных поверхностей и их размеры для мер типа 4 должны быть установлены в технической документации.
2.2. Твердость измерительных поверхностей металлических мер должна быть не менее 61 HRCэ.
2.4. Установленная безотказная наработка мер типов 1, 2 и 3 должна составлять:
до 01.01.91 - не менее 180 притираний;
с 01.01.91 - не менее 220 притираний.
Установленный полный срок службы мер типов 1, 2 и 3 должен быть не менее 1 года, мер типа 4 - не менее 5 лет.
2.6. Критерии отказов и предельного состояния мер устанавливают в технических условиях на меры конкретных типов.
2.7. Меры типов 1, 2 и 3 и специальная линейка должна изготавливаться из стали марки ШХ-15 по ГОСТ 801-78 или сталей других марок, не уступающих по основным характеристикам вышеуказанной марке.
2.8. Меры типа 4 должны изготавливаться из оптического ситалла марки СО115М. Допускается применение оптического стекла К8 или ЛК7 по ГОСТ 3514-76 или стали марки ШХ-15 по ГОСТ 801-78.
2.9. В наборы мер типов 1, 2 и 3 (см. приложение 2) входят специальная линейка, принадлежности для крепления мер и отвертка.
Все наборы (отдельная мера) или многогранная призма в оправе укладываются в футляр или укладочный ящик. В комплект входит паспорт по ГОСТ 2.601-68 с инструкцией по эксплуатации.
2.10. Маркировка мер - по ГОСТ 13762-86. На верхней поверхности каждой меры типов 1, 2 и 3 должны быть нанесены номинальные значения рабочих углов.
На верхней поверхности каждой меры типа 1 должны быть нанесены знаки плюс (+) и минус (-), показывающие направление воображаемого пересечения измерительных поверхностей (вершина двугранного угла). Знак минус (-) должен быть нанесен со стороны вершины угла.
На верхней поверхности мер типа 4 должны быть нанесены:
порядковый номер по системе нумерации предприятия-изготовителя;
класс точности;
порядковый номер граней (1, 2, 3 ... n) или номинальные значения углов в градусах (0°, ... №) от первой грани в направлении, противоположном ходу часовой стрелки.
2.11. На планке футляра для мер должны быть нанесены:
условное обозначение для мер типов 1, 2 и 3 или меры типа 4;
порядковый номер по системе нумерации предприятия-изготовителя;
год выпуска мер или его условное обозначение.
2.13. Упаковка мер - по ГОСТ 13762-86 и техническим условиям на меры конкретных типов.
3. ПРИЕМКА
3.1. Для проверки соответствия мер требованиям настоящего стандарта следует проводить государственные контрольные, приемо-сдаточные, периодические и испытания на надежность.
3.2. Государственные контрольные испытания проводят по ГОСТ 8.001-80 и ГОСТ 8.383-80.
3.3. При приемо-сдаточных испытаниях каждая мера должна быть проверена на соответствие требованиям пп. 1.4, 1.5, 2.1 - 2.3, 2.9, 2.10, 2.11, 2.12, 2.13 настоящего стандарта.
3.4. Меры следует подвергать периодическим испытаниям не реже одного раза в три года на соответствие всем требованиям настоящего стандарта.
Для испытаний меры типов 1, 2 и 3 отбирают из наборов № 1 и № 2 по 5 шт.
Если при испытаниях обнаружено, что меры соответствуют всем требованиям настоящего стандарта, результаты периодических испытаний считают удовлетворительными.
3.5. Испытания на надежность проводят не реже раза в три года на соответствие требованиям пп. 2.4 и 2.5. Допускается совмещать испытания на надежность с периодическими испытаниями.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Поверку мер проводят по МИ 1758-87.
4.2. Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания наборов мер (отдельной меры) в упаковке проводят в следующих режимах: сначала при температуре минус (50 ± 3) °С, затем плюс (50 ± 3) °С и далее при относительной влажности (95 ± 3) % при температуре 35 °С. Выдержка в климатической камере по каждому виду испытаний - не менее 2 ч. После испытаний допускаемые отклонения мер от номинального значения не должны превышать значений, указанных в табл. 3.
4.3. Планы контроля показателей надежности устанавливают в технических условиях на меры конкретных типов.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение наборов мер (отдельной меры) - по ГОСТ 13762-86.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие призматических мер плоского угла требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
Гарантийный срок эксплуатации мер типов 1, 2, и 3 - 8 мес, типа 4 - 24 мес со дня ввода мер в эксплуатацию.
ПРИЛОЖЕНИЕ 1
Справочное
Пояснения терминов, используемых в настоящем стандарте
Таблица 4
|
Термин |
Пояснение |
|
Правильная многогранная призма |
Призматическая мера плоского угла, основание которой является правильным выпуклым многоугольником; номинальные значения внутренних углов при вершинах многоугольника равны и меньше 180°, номинальные значения длин его сторон равны |
|
Рабочий угол меры |
Угол, лежащий в плоскости измерения, образованный двумя измерительными поверхностями или двумя нормалями к измерительным поверхностям |
|
Плоскость измерения |
Воображаемая плоскость, которую располагают в теле на возможно равном расстоянии от ее базовой и верхней поверхностей и ориентируют так, чтобы измерительные поверхности, выбираемые для ее фиксирования, были одинаково наклонены к ней. Допускается плоскость измерения располагать параллельно базовой поверхности меры плоского угла или оправы |
|
Притираемость меры плоского угла |
Свойство измерительных поверхностей мер плоского угла, обеспечивающее прочное сцепление с плоской стеклянной пластиной или двух мер между собой при прикладывании или надвигании доведенных поверхностей |
ПРИЛОЖЕНИЕ 2
Обязательное
НАБОРЫ МЕР ПЛОСКОГО УГЛА
Таблица 5
|
Номер набора (число мер в наборе) |
Типы мер в наборе |
Градация мер |
Номинальные значения рабочих углов мер |
Число мер |
Классы точности наборов |
Масса набора, кг, не более |
|
1 (93) |
2 |
1° |
От 10 до 79° |
70 |
1, 2 |
15 |
|
10¢ |
От 15°10¢ до 15°50¢ |
5 |
||||
|
1¢ |
От 15°01¢ до 15°09¢ |
9 |
||||
|
3 |
- |
80-81-100-99° |
6 |
|||
|
82-83-98-97° |
||||||
|
84-85-96-95° |
||||||
|
86-87-94-93° |
||||||
|
88-89-92-91° |
||||||
|
90-90-90-90° |
||||||
|
89°10¢-89°20¢-90°50¢-90°40¢ |
3 |
|||||
|
89°30¢-89°40¢-90°30¢-90°20¢ |
||||||
|
89°50¢-89°59¢-90°10¢-90°01¢ |
||||||
|
2 (33) |
2 |
10° |
От 30 до 70° |
5 |
1, 2 |
5 |
|
1° |
От 10 до 20° |
11 |
||||
|
|
45° |
1 |
||||
|
10¢ |
От 15°15¢ до 15°50¢ |
5 |
||||
|
1¢ |
От 15°01¢ до 15°09¢ |
9 |
||||
|
3 |
|
80-81-100-99° |
2 |
|||
|
90-90-90-90° |
||||||
|
3 (8) |
2 |
|
10; 15; 20; 30; 45; 55; 60° |
7 |
1, 2 |
2 |
|
3 |
|
90-90-90-90° |
1 |
|||
|
4 (8) |
2 |
|
15°10¢; 30°20¢; 45°00¢; 45°30¢ |
7 |
1 |
2 |
|
50°00¢; 60°40¢; 75°50¢ |
||||||
|
3 |
|
90-90-90-90° |
1 |
|||
|
5 (24) |
1 |
1° |
От 1 до 9° |
9 |
1 |
4 |
|
2¢ |
От 1 до 29¢ |
15 |
|
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
В.Т. Мартынов, канд. географ, наук (руководитель темы); Э.Г. Зинина, Г.Г. Максакова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.02.88 № 264
3. ВЗАМЕН ГОСТ 2875-75
4. Срок проверки - 1992 г.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 2.601-68 |
|
|
ГОСТ 3514-76 |
|
СОДЕРЖАНИЕ
|
1. Основные параметры и размеры.. 1 4. Методы контроля и испытаний. 5 5. Транспортирование и хранение. 5 Приложение 1. Пояснения терминов, используемых в настоящем стандарте. 5 |