ГОСТ 28588.1-90
(ИСО 4661-1-86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА
ПОДГОТОВКА ПРОБ И ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЙ
Часть 1
ФИЗИЧЕСКИЕ ИСПЫТАНИЯ
![]()
Москва
Стандартинформ
2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Подготовка проб и образцов для испытаний Часть 1 Физические испытания Rubber,
vulcanized. Preparation
of samples and test pieces |
ГОСТ 28588.1-90 (ИСО 4661-1-86) |
Дата введения 01.07.92
Стандарт на подготовку проб и образцов для испытаний состоит из двух частей:
часть 1 - физические испытания;
часть 2 - химические испытания.
В настоящем стандарте приведены рекомендуемые толщины образцов и процедуры, обеспечивающие изготовление образцов с толщинами, укладывающимися в требуемые пределы. Если из готовых изделий получить соответствующие образцы для испытаний невозможно или необходимо определить показатели свойств резиновой смеси, то образцы для испытаний могут быть подготовлены из специально вулканизованных пластин. Для оценки свойств готовых изделий при испытании специально свулканизованных пластин изделия и пластины должны быть изготовлены из одной и той же партии материала и в одинаковых условиях вулканизации.
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает методы подготовки резиновых образцов для физических испытаний резин, установленных в других стандартах.
2. ССЫЛКИ
ИСО 471-83 Резина. Нормальные температуры, влажность и время, необходимые для выдержки и проведения испытаний образцов
ИСО 525-81 Связанные абразивные изделия. Общие характеристики. Обозначение, размерные пределы и профили
ИСО 4648-78 Каучук. Определение размеров образцов и изделий для проведения испытаний
3. ТОЛЩИНА ОБРАЗЦА
Толщину образца для испытаний устанавливают соответствующим методом. Для всех специально свулканизованных пластин и заготовок для образцов рекомендуются следующие толщины, если нет необходимости в применении образцов другой толщины: (1,0 ± 0,1), (2,0 ± 0,2), (4,0 ± 0,2), (6,3 ± 0,3) и (12,5 ± 0,5) мм.
Толщину измеряют по ИСО 4648.
4. ПОДГОТОВКА ОБРАЗЦОВ
При отсутствии проб материала и особенно изделий необходимой толщины необходимо применять процедуры, устанавливающие требуемую толщину. В большинстве случаев толщину устанавливают на пробах материала или заготовках готовой продукции до окончательной вырезки (вырубки) образцов для испытаний.
4.1. Удаление текстиля с поверхности резины
Текстиль удаляют жидкостью, не вызывающей набухания резины. Если жидкость применить нельзя, то для смачивания поверхностей можно использовать нетоксичную жидкость с низкой точкой кипения - изооктан. Во избежание чрезмерного удлинения резины при механическом удалении текстиля с поверхности резины текстиль отделяют незначительными частями, закрепляют рядом с точкой отделения текстиля.
При применении жидкости создают условия, обеспечивающие свободное испарение жидкости с поверхности резины. Образцы для испытаний следует вырезать (вырубать) и испытывать не менее чем через 16 ч после удаления текстиля, чтобы жидкость полностью испарилась.
4.2. Методика резки проб (заготовок) для образцов
При необходимости удаления значительного количества резины или получения нескольких проб (заготовок) из толстого куска резины применяют методы резки, указанные в пп. 4.2.1 и 4.2.2.
4.2.1. Оборудование с вращающимися дисковыми резцами
В качестве оборудования используют машины промышленного типа для резания материалов тонкими частями. Оно состоит из дискового резца, приводимого во вращение двигателем, и подвижного стола, на котором пробу подают к режущей кромке резца. Регулируемый подающий механизм, закрепленный на столе, подает пробу резины на линию реза и контролирует толщину отрезаемой части. Пробу резины закрепляют зажимными устройствами. Смазка режущего устройства разбавленным мыльным раствором облегчает операцию резки.
4.2.2. Сдвоенные лентопильные машины
В качестве оборудования используют машины промышленного типа для резки кожи. Имеющиеся приспособления облегчают процесс резки и позволяют получить полосы шириной 50 мм и толщиной до 12 мм. Толщину получаемой заготовки для образца регулируют корректировочными устройствами, а специальные ролики подают материал к режущему устройству. Режущая кромка должна быть всегда острой. Имеются также приспособления, обеспечивающие резку заготовок из оболочки кабеля.
4.3. Методика шлифовки
При необходимости удаления неровностей поверхности заготовок образцов, образованных тканевыми тиснениями и волнистостями, вызванными соприкосновением резины с тканевыми элементами или прокладками, используемыми при вулканизации, или в результате резки, применяют оборудование, описанное в пп. 4.3.1 и (или) 4.3.2.
4.3.1. Шлифовальные круги
Оборудование для шлифовки состоит из шлифовального станка и шлифовального круга, приводимого во вращение электродвигателем. Круг должен быть правильно установлен и не создавать вибраций, а шлифовальная поверхность круга на основе окиси алюминия или карбида кремния должна быть заостренной и правильно ориентированной.
Шлифовальный станок должен быть оборудован механизмом, медленно подающим заготовку из резины к шлифовальной поверхности, позволяющим получать тонкие образцы и исключающим при этом перегрев резины. Во избежание чрезмерной деформации заготовок и для обеспечения контролируемого взаимодействия резины со шлифовальным кругом используют соответствующие устройства, обеспечивающие надежность закрепления резиновой заготовки.
Примечание. Рекомендуются круги С-30-Р-4-У для шлифовки и С-60-Р-4-У для окончательной доводки диаметром 150 мм для скоростей шлифования от 10 до 12 м/с (см. ИСО 525).
Глубина снимаемого шлифовкой слоя не должна превышать 0,2 мм. Во избежание перегрева резины последующие слои, снимаемые шлифовкой, должны быть более тонкими. Шлифовку прекращают после удаления неровностей толщины заготовки. Для удаления слоя резины значительной толщины используют методы, установленные в п. 4.2.
4.3.2. Гибкие шлифовальные ленты
Шлифовальное оборудование включает барабан, приводящийся в движение двигателем, на котором спиралью крепится абразивная лента, или два шкива с натянутой между ними кольцом абразивной лентой, один из которых приводит в движение двигатель, а другой регулирует натяжение и центрирует положение движущейся ленты.
Абразивные ленты должны быть изготовлены из текстиля или бумаги, или комбинации текстиля и бумаги. Абразив должен быть на основе окиси алюминия или карбида кремния и связан с текстилем или бумагой водостойкой смолой.
Оборудование должно предусматривать медленную подачу резиновой заготовки к поверхности шлифования и закрепления заготовок, исключающее чрезмерную деформацию резины при шлифовании.
Примечание. Рекомендуются перфорированные листы С-30-Р-4-У для шлифовки и С-100-Р-4-У или С-180-Р-4-У для окончательной доводки (см. ИСО 525) со скоростью поверхности ленты (20 + 5) м/с.
Целесообразно удалять несколько десятков миллиметров резины, поскольку при этом подъем температуры значительно меньший по сравнению с методом, изложенным в п. 4.3.1. Шлифовка может выполняться на барабане, на одном из шкивов или на натянутой между шкивами ленте.
5. КОНДИЦИОНИРОВАНИЕ ЗАГОТОВОК ОБРАЗЦОВ
После выполнения процедур, рекомендованных в разд. 4, заготовки для образцов кондиционируют не менее 16 ч при стандартной температуре в лабораторных условиях в соответствии с требованиями ИСО 471.
6. ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ ОБРАЗЦОВ
6.1. Конструкция оборудования
Конструкция и вид оборудования, применяемого для вырезки образцов, зависят от толщины заготовки и твердости резины. Для таких заготовок применяют методы штамповки (вырубки) или резки вращением в соответствии с пп. 6.1.1, 6.1.2 или 6.1.3. Заготовки толщиной свыше 4 мм целесообразно резать вращением в соответствии с методом, установленным в п. 6.1.3, в целях снижения неровности кромки образцов (следствие сжатия резины в процессе вырубки). Эти методы не приемлемы для эбонита, образцы из которого изготовляют с использованием методов металлообработки.
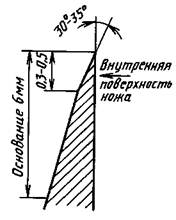
Рекомендуемая конструкция режущей кромки показана на чертеже.
6.1.1. Оборудование для вырубки образцов штанцевыми ножами
Штанцевые ножи изготовляют из высококачественной инструментальной стали, прочного металла или стали и металла. Оборудование может быть сконструировано для вырубки одного или одновременно нескольких образцов. Большое значение имеет жесткость конструкции оборудования, предупреждающая деформацию заготовки при вырубке. Поэтому оборудование должно иметь систему выталкивания (высвобождения) образца из штанцевого ножа. При отсутствии выталкивателей должен быть доступ к образцу, позволяющий работнику высвободить образец без повреждения режущей кромки вырубного ножа.
Рекомендуемая режущая кромка
Во избежание возникновения шероховатостей краев (царапин) на образце для испытания режущая кромка вырубного ножа должна быть острой и без зарубок и заусенцев в соответствии с требованиями п. 6.2.
6.1.2. Оборудование для вырубки образцов ножами с заменяемыми лезвиями
В этих ножах используют полосы из высокоуглеродистых сталей, например однолезвийные бритвенные лезвия, которые достаточно упруги (жестки), чтобы сохранять необходимую форму. Режущая кромка должна быть надежно закреплена между металлическими прокладками или фигурными блоками, которые соответствуют форме вырубного ножа. Прокладки и фигурные блоки должны быть достаточной ширины, чтобы режущее лезвие не выступало за их края более чем на 2,5 мм. Тыльная сторона (не заостренная) режущего лезвия должна быть прочно установлена на твердом металлическом основании. Оборудование должно быть обеспечено системой выталкивания образца из вырубного ножа. Такие выталкиватели должны позволять резине углубляться при вырубке внутрь ножа на всю толщину получаемого образца, обычно составляющую 2,2 мм. При отсутствии выталкивателей обеспечивают доступ к образцу, позволяющий работнику высвободить образец без повреждения режущей кромки сменного лезвия.
Лезвия необходимо проверять на наличие существенной остаточной деформации в процессе вырубки образцов, особенно для вулканизатов с высокой твердостью.
6.1.3. Вращаемые режущие инструменты
Следует использовать цилиндрические кольцеобразные или частично кольцевые режущие ножи или лезвийные бритвы, установленные в соответствующие держатели, которые позволяют установить их в вертикальном сверлильном станке. Должны быть предусмотрены устройства, обеспечивающие надежное крепление резины в процессе резки, например плунжер с плоской прижимной площадкой, вставленной в держатель, проходящей внутри режущего инструмента и удерживающей центральную часть вырезаемого образца, или плунжер с плоской прижимной площадкой, центральное отверстие которой превышает размер вырезаемого образца и удерживает заготовку по ее внешней области, или вакуумный держатель, обеспечивающий надежное присасывание нижней поверхности вырезаемого образца к столу сверлильного станка. Могут быть предусмотрены средства, обеспечивающие смазку поверхности резины в процессе резки. Для получения образца строго цилиндрической формы применяют второй кольцеобразный нож большего диаметра, расположенный по отношению к основному ножу коаксиально и работающий одновременно с основным ножом для резки образца.
Режущие ножи и движение сверлильной головки должны позволять резине углубляться при вырезке внутрь ножа на всю толщину получаемого образца. Ведущая (передняя) кромка частично кольцевого инструмента для вырезки должна быть изготовлена под углом к плоскости заготовки и находиться в заточенном состоянии, обеспечивая таким образом вход в резину режущих элементов. Очень важно наличие защитного прозрачного кожуха области резания, позволяющего вести наблюдение за процессом резки.
Можно использовать и другие способы резки, при которых, например, резиновая заготовка вращается относительно неподвижно установленного ножа или бритвенного лезвия.
6.2. Обслуживание инструментов для резки
Следует принимать меры, обеспечивающие защиту режущих кромок режущего инструмента, поскольку появление притупленностей, зазубрин или изгибов на режущей кромке может привести к изготовлению дефектных образцов, испытание которых приведет к получению неверных результатов. Во время хранения режущую кромку инструмента следует располагать на мягкой поверхности, например на губчатой резине, или так, чтобы исключить любой контакт режущей кромки с другими поверхностями, что является более предпочтительным. Металл режущего инструмента должен быть защищен от коррозионного воздействия тонким слоем защитного масла. Режущий инструмент хранят в сухом месте. В условиях эксплуатации защиту режущей кромки от повреждения обеспечивают использованием подложки, подкладываемой под заготовку резины из сравнительно мягкого материала, например картона хорошего качества или обрезиненной транспортерной ленты. Режущая кромка должна постоянно подшлифовываться для поддержания ее остроты.
При необходимости повторной заточки можно использовать шлифовальные круги из карбида кремния диаметром 12,5 мм, установленные в вертикальный сверлильный станок общего назначения.
Подготавливают четыре типа шлифовальных кругов:
А - с рабочей поверхностью, перпендикулярной к оси вращения, для шлифовки режущей кромки инструмента параллельно его основанию;
В - с уменьшенным диаметром цилиндрической формы, достаточным для установки внутри режущего инструмента и шлифовки внутренних поверхностей режущих кромок, в результате чего эти поверхности становятся перпендикулярными по отношению к плоскости режущей кромки;
С - с коническим концом под углом 36° - 44° для получения внешней поверхности режущей кромки под углом 18° - 22°;
Д - с коническим концом под углом 60° - 70° для получения внешней поверхности режущей кромки под углом 30° - 35°.
Для получения шлифовального камня требуемой формы в вертикальный сверлильный станок устанавливают закрепленный в оправку цилиндрический камень и доводят его наждачным кругом до требуемой формы.
Режущий инструмент затачивают перемещением его вдоль рабочего стола сверлильного станка относительно вращающихся шлифовальных камней, применяемых в определенной последовательности.
Камнем типа А шлифуют до получения небольшой горизонтальной плоской поверхности вдоль всей режущей кромки режущего инструмента. Затем камнем типа В обрабатывают внутреннюю поверхность режущей кромки, не выходя за пределы допусков на внутренние размеры режущего инструмента. После этого шлифуют камнем типа С до получения узкой площадки по всей длине режущей кромки и камнем типа Д до получения ровной режущей кромки одинаковой ширины. Заключительным этапом является полирование режущей кромки вручную для ликвидации шероховатостей поверхностей.
Основные (ответственные) размеры режущих инструментов измеряют после заточки, желательно с использованием переносного микроскопа.
Примечание. Надлежащее обслуживание режущих кромок имеет первостепенное значение. Такое обслуживание может быть обеспечено часто повторяемой легкой полировкой и доводкой режущих кромок с помощью различных полировальных паст.
Состояние инструмента, вырубающего образцы - штанцевые ножи, можно определить исследованием разрушения серии испытанных образцов. Если есть тенденция разрушения образца в одном и том же месте, то значит, в этом месте нож затуплен, имеет зазубрину или изогнут.
6.3. Смазка, применяемая при резке
Изготовление образцов для испытаний облегчается смазкой режущего инструмента или поверхности резины мыльным раствором. После использования смазочных материалов во избежание их коррозионного воздействия следует просушивать все металлические поверхности, особенно режущие кромки. При смазке вращающихся режущих инструментов рекомендуется надевать защитную одежду, так как имеет место разбрызгивание смазочных материалов.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ВНЕСЕН Министерством химической и нефтехимической промышленности СССР
2. Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 21.06.90 № 1726 введен в действие государственный стандарт СССР ГОСТ 28588.1-90, в качестве которого непосредственно применен международный стандарт ИСО 4661-1-86, с 01.07.92
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение соответствующего стандарта |
Обозначение отечественного нормативно-технического документа, на который дана ссылка |
|
|
ИСО 471-83 |
- |
|
|
ИСО 525-81 |
- |
|
|
ИСО 4648-78 |
- |
4. ПЕРЕИЗДАНИЕ. Июль 2005 г.
СОДЕРЖАНИЕ