ГОСТ 28380-89
(МЭК 352-1-83)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ НЕПАЯНЫЕ
ЧАСТЬ 1
СОЕДИНЕНИЯ НАКРУТКОЙ
НЕПАЯНЫЕ
ОБЩИЕ ТРЕБОВАНИЯ, МЕТОДЫ ИСПЫТАНИЙ
И РУКОВОДСТВО
ПО ПРИМЕНЕНИЮ

Москва
Стандартинформ
2006
ПРЕДИСЛОВИЕ
1. Официальные решения или соглашения МЭК по техническим вопросам, подготовленные техническими комитетами, в которых представлены все заинтересованные национальные комитеты, выражают с возможной точностью международную согласованную точку зрения по рассматриваемым вопросам.
2. Эти решения представляют собой рекомендации для международного пользования и в этом виде принимаются национальными комитетами.
3. В целях содействия международной унификации МЭК выражает пожелание, чтобы все национальные комитеты приняли настоящий стандарт МЭК в качестве своего национального стандарта, насколько это позволяют условия каждой страны. Любое расхождение со стандартом МЭК должно быть четко указано в соответствующих национальных стандартах.
4. МЭК не устанавливает никаких правил маркировки, свидетельствующих об одобрении ею какого-либо изделия, и не несет ответственности, в тех случаях, когда изделие объявляется отвечающим требованиям одного из ее стандартов.
ВВЕДЕНИЕ
Стандарт МЭК 352-1-83 подготовлен Техническим комитетом № 48 МЭК «Электромеханические компоненты для электронной аппаратуры».
Он заменяет стандарт 352 МЭК, опубликованный в 1971 г., и должен использоваться совместно со стандартом 512 МЭК «Электромеханические компоненты для электронной аппаратуры. Основные методы испытаний и измерений».
Проект стандарта обсуждался на совещаниях, состоявшихся в Цюрихе в 1978 г. и в Будапеште в 1979 г. Как результат последнего совещания в марте 1980 г. проект стандарта, документ 48 (Центральное бюро) 238 был направлен национальным комитетам на утверждение по Правилу шести месяцев.
Поправку к проекту стандарта, документ 48 (Центральное бюро) 256, в марте 1982 г. был направлен национальным комитетам на утверждение по Правилу двух месяцев.
За принятие стандарта проголосовали национальные комитеты следующих стран:
|
Израиля |
Федеративной Республики |
|
|
Арабской Республики |
Италии |
Германии |
|
Египет |
Испании |
Финляндии |
|
Бельгии |
Нидерландов |
Франции |
|
Болгарии |
Новой Зеландии |
Швейцарии |
|
Великобритании |
Норвегии |
Швеции |
|
Венгрии |
Польши |
Югославии |
|
Германской |
Румынии |
Южно-Африканской |
|
Демократической |
Соединенных Штатов Америки |
Республики |
|
Республики |
Турции |
Японии |
Другие стандарты МЭК, на которые имеются ссылки в настоящем стандарте:
50 (581) Международный электротехнический словарь (МЭС). Глава 581. Электромеханические компоненты для электронной аппаратуры.
68 Основные методы испытаний на воздействие внешних факторов.
512 Электромеханические компоненты для электронной аппаратуры. Основные методы испытаний и измерений.
Другие стандарты, на которые имеются ссылки в настоящем стандарте:
Стандарт ИСО 468* Шероховатость поверхности.
Стандарт ИСО 6507-1* Металлические материалы. Испытания на твердость. Испытание по Виккерсу. Часть 1. HV от 5 до 100.
* В государственном стандарте, в качестве которого непосредственно применен международный стандарт МЭК 352-1-83, ссылки заменены на:
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Часть 1 СОЕДИНЕНИЯ НАКРУТКОЙ НЕПАЯНЫЕ Общие требования, методы испытаний и
руководство Solderless connections. Part 1.
Solderless wrapped connections. |
ГОСТ (МЭК 352-1-83) |
Дата введения 01.07.91
Настоящий стандарт устанавливает требования, испытания и содержит сведения по практическому применению непаяных соединений накруткой. В стандарте предусмотрены две программы испытаний: основная программа испытаний для непаяных соединений накруткой, соответствующих всем требованиям стандарта, и полная программа испытаний для непаяных соединений накруткой, соответствующих всем требованиям за исключением типоразмера или материала накручиваемого провода или вывода.
Перечень стандартов МЭК, подготовленных Техническим комитетом 48, представлен в приложении.
Раздел 1. ОБЩИЕ ПОЛОЖЕНИЯ
1. Область применения
Настоящий стандарт распространяется на непаяные соединения накруткой, выполняемые одножильным проводом круглого сечения с номинальным диаметром 0,25 мм на выводах в аппаратуре дальней связи, а также в аналогичной электронной аппаратуре.
Для обеспечения стабильного электрического соединения при установленных условиях окружающей среды, в дополнение к методикам испытаний в стандарте приведена информация о материалах и данные о производстве.
2. Цель
Определить пригодность непаяных соединений накруткой для работы в определенных механических, электрических и атмосферных условиях.
Обеспечить способ сравнения результатов испытаний в том случае, когда инструменты, применяемые для выполнения соединения, имеют различные конструкции.
3. Терминология
В настоящем стандарте применяются следующие термины, определения, которые приведены в пп. 3.1 - 3.12.
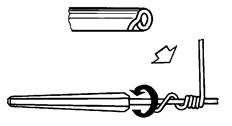
3.1. Соединение накруткой
Электрическое соединение между проводом и выводом с острыми ребрами, при котором провод накручивается с контролируемым механическим усилием непосредственно на вывод, при этом витки провода врезаются и за счет врезания или вдавливания зацепляются за ребра вывода, образуя газонепроницаемый участок (черт. 1):
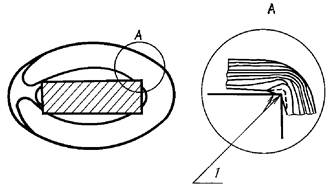
1 - газонепроницаемый участок
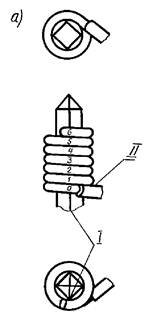
3.2. Обычное соединение накруткой
Спираль из сплошного неизолированного провода, плотно накрученная на вывод для создания стабильного механического и электрического соединения (черт. 2а).
3.3. Модифицированное соединение накруткой
Такое же соединение, как определено в п. 3.2, с проводом в изоляции, накрученным как минимум на 3 ребра вывода под накрутку (черт. 2b).
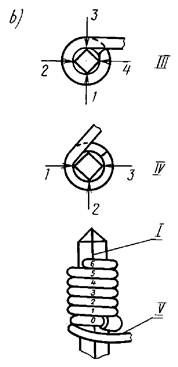
I - исходное ребро (п. 3.5); II - изолированный или неизолированный провод; III - четыре ребра контакта с изолированным проводом; IV - три ребра контакта с изолированным проводом; V - изолированный провод
3.4. Виток провода
Одиночное спиральное кольцо провода, накрученное на 360° вокруг вывода под накрутку.
3.5. Начальное ребро
Ребро вывода под накрутку, которое на неизолированном проводе делает первую засечку и от которого ведется отсчет количества витков накрутки (черт. 2).
3.6. Конец накрутки
Конечная часть последнего витка провода в соединении накруткой, которая продолжена за последним ребром вывода (черт. 3).
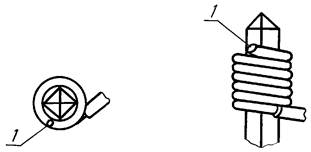
1 - конец накрутки
3.7. Вывод под накрутку
Вывод для соединения, выполняемого накруткой.
Примечание. В настоящем стандарте вместо термина «вывод под накрутку» употребляется сокращенный термин «вывод».
3.8. Газонепроницаемый участок
Часть контактного участка, образуемого на ребре вывода, который не подвергается воздействию газов в установленных условиях (черт. 1).
3.9. Усилие стягивания
Усилие, прикладываемое к соединению накруткой вдоль основной оси вывода, которое нарушает газонепроницаемый участок.
Примечание. Газонепроницаемый участок нарушается при первоначальном смещении накрутки вдоль вывода.
3.10. Эффективная длина накрутки
Часть вывода, пригодная для выполнения соединения накруткой, к которой предъявляются требования к параллельности, радиусам, врезанию и т.д.
3.11. Общая длина вывода
Длина вывода от монтажной плоскости до его конца.
3.12. Внутреннее напряжение витка
Напряжение в проводе, создаваемое в процессе операции накрутки и поддерживаемое за счет зацепления провода за ребра вывода.
3.13. Тип, вид, разновидность
Не применяется.
4. Обозначение типа
Не применяется.
Раздел 2. ТРЕБОВАНИЯ
5. Качество изготовления
Соединения должны быть выполнены тщательно в соответствии с установленной технологией.
6. Инструменты
Инструменты должны использоваться и проверяться в соответствии с инструкциями изготовителей.
6.1. Инструмент для накрутки
Инструмент для накрутки за весь период его эксплуатации должен выполнять одинаково надежные соединения. Он также обеспечивает аккуратное прижатие последнего витка, не вызывая чрезмерного повреждения накручиваемого провода или вывода. Отверстие в головке должно иметь глубину, соответствующую общей длине вывода (пп. 14.1, 15.5.3).
Инструменты оцениваются посредством испытания соединений накруткой, выполненных этими инструментами.
6.2. Инструмент для раскрутки
Инструменты для раскрутки не должны повреждать выводы и должны полностью удалять с вывода размотанный провод (п. 14.2).
7. Выводы
7.1. Материалы
В качестве материалов используют различные виды медных сплавов, такие как латунь, фосфористая бронза, нейзильбер или бериллиевая медь. Твердость по Виккерсу должна быть от 95 HV 5 до 220 HV 5, если испытания проводятся в соответствии с требованиями ГОСТ 2999. Если необходимо измерить твердость вывода, а измерение по Виккерсу не может быть произведено из-за размера зазубрин, может быть использован любой другой соответствующий метод, например метод алмазной пирамиды.
Примечание. Твердость в диапазоне от 95 HV 5 до 120 HV 5 обычно используется для шин, соединяющих выводы под накрутку.
7.2. Поперечное сечение
Типоразмеры выводов и соответствующие для их соединений диаметры провода приведены в табл. 1.
Таблица 1
Размеры, мм
|
Диаметр провода |
||||||||
|
Диапазон размеров по диагонали |
Предпочтительные размеры (номинальные значения) |
Номинальный диаметр проводника |
||||||
|
0,25 |
0,32 |
0,4 |
0,5 |
0,65 |
0,8 |
1,0 |
||
|
Максимальный диаметр изоляционного покрытия |
||||||||
|
0,7 |
0,9 |
1,17 |
1,27 |
1,32 |
1,5 |
1,78 |
||
|
От 0,69 до 0,77 |
0,5×0,5 |
Мод. |
|
|
/ |
/ |
/ |
/ |
|
От 0,76 до 0,86 |
0,6×0,6 |
Мод. |
Мод. |
Мод. Обычн. |
/ |
/ |
/ |
/ |
|
От 0,84 до 0,91 |
0,635×0,635 |
Мод. |
Мод. |
Мод. Обычн. |
/ |
/ |
/ |
/ |
|
От 0,95 до 1,20 |
0,8×0,8 |
Мод. |
Мод. |
Мод. Обычн. |
|
/ |
/ |
/ |
|
От 1,35 до 1,78 |
1,0×1,0 0,8×1,4 0,8×1,6 |
|
|
Мод. Обычн. Обычн. |
Мод. Обычн. Обычн. |
Мод. Обычн. Обычн. |
Мод. Обычн. Обычн. |
/ / / |
|
От 1,6 до 1,86 |
1,2×1,2 1,2×1,4 |
|
|
Мод. Обычн. |
Мод. Обычн. |
Мод. Обычн. |
Мод. Обычн. |
Мод. Обычн. |
|
От 2,3 до 2,9 |
0,8×2,4 |
/ |
/ |
/ |
|
Мод. Обычн. |
Мод. Обычн. |
/ |
Примечание. Мод. - модифицированное соединение накруткой
Обычн. - обычное соединение накруткой
/ - соединение накруткой не допускается.
Незаполненная часть табл. 1: соединение накруткой может быть произведено, но соответствующая комбинация размеров не рекомендуется и широко не используется.
7.3. Допуски для типоразмеров выводов
Размеры выводов должны быть такими, чтобы предельные значения их диагоналей соответствовали приведенным в табл. 1. Размер диагонали включает скругления и заусенцы. Допуски на размеры вывода должны соответствовать значениям, установленным в технических условиях на компонент.
Примечание. Так как выводы входят в круглые отверстия в накручивающих головках, необходимо, чтобы размеры их диагоналей находились в установленных пределах. Некоторые поперечные сечения могут находиться в пределах диапазона размеров по диагонали, но допуск на диагональ считается важнее, чем ширина или толщина, или допуск на них.
7.4. Длина
Длина вывода должна устанавливаться в соответствующих ТУ на компонент.
Примечание. Необходимо, чтобы на эффективной длине вывода, предназначенной для накрутки, можно было разместить до трех соединений накруткой (п. 15.5).
7.5. Параллельность
Все выводы должны иметь параллельные кромки в пределах 0,05 мм на каждые 10 мм по всей эффективной длине накрутки.
7.6. Прямолинейность
Выводы не должны быть деформированы, что могло бы препятствовать свободному входу вывода в отверстие накручивающей головки.
7.7. Радиусы скругления
У любой части вывода после нанесения покрытия по крайней мере два ребра должны соответствовать требованиям табл. 2.
Таблица 2
Размеры, мм
|
Радиус скругления (максимальное значение) |
|
|
≤ 3 |
0,05 |
|
> 1,3 |
0,08 |
7.7.1. Проверка радиусов скругления
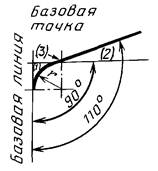
Радиус скругления должен быть проверен при помощи сравнения рентгеновского снимка вывода с оптическим калибром, как показано на черт. 4.
Рентгеновский снимок поперечного сечения испытываемого вывода должен быть подготовлен с использованием минимум 50-кратного увеличения.
В качестве оптического калибра должен быть подготовлен стеклянный эталон, как указано на черт. 4. Значение радиуса г должно быть выбрано из табл. 2.
Примечание. Для стеклянного эталона радиус г выбранный из табл. 2, умножается на коэффициент увеличения рентгеновского снимка.
Рентгеновский снимок испытываемого вывода должен быть помещен на оптический калибр так, чтобы плоская сторона рентгеновского снимка оказались на базовой линии, а другая сторона ребра, который должен быть измерен, прошла через базовую точку.
Требования:
a) сторона, проходящая через базовую точку, должна находиться в пределах указанного угла (2);
b) ребро должно находиться в пределах области (1), определенной оптическим калибром. Если ребро расположено в области (3), должно быть дополнительно выполнено требование п. 7.7.
Примечание. Пример правильного расположения ребра приведен на черт. 5.
Оптический калибр
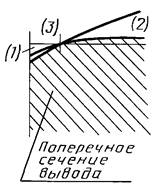
Пример правильного расположения ребра
7.8 Заусенцы на кромках
После выполнения покрытия заусенцы не должны превышать значений, приведенных в табл. 3.
Таблица 3
Размеры, мм
|
Заусенцы на кромках (максимальное значение) |
|
|
≤ 1,3 |
0,02 |
|
> 1,3 |
0,05 |
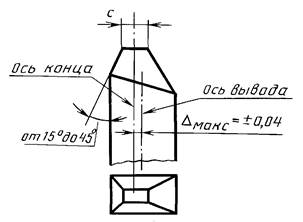
7.9. Форма конца
Конец вывода должен быть заостренным или с фаской для облегчения вставления в накручивающую головку.
Если вывод предназначен для автоматической или полуавтоматической машинной накрутки, должны выполняться требования по обеим осям, указанным на черт. 6 и в табл. 4.
Таблица 4
Размеры, мм
|
с |
||
|
макс. |
мин. |
|
|
≤ 1,3 |
0,25 |
0,05 |
|
> 1,3 |
0,40 |
0,05 |
Примечание. Длина конца приведена в п. 15.5.3.
7.10. Установка
Выводы должны быть установлены жестко, чтобы они могли противостоять усилию и крутящему моменту, возникающим в процессе накрутки. Крепление вывода должно выдерживать осевое усилие, указанное в табл. 5, в направлении приложения инструмента. Крепление вывода должно выдерживать крутящий момент, указанный в табл. 5.
Таблица 5
|
Осевое усилие, Н |
Крутящий момент, Н·м |
|
|
≤ 1,3 |
30 |
0,02 |
|
> 1,3 |
40 |
0,06 |
Если вывод предназначен для автоматической или полуавтоматической машинной накрутки, должны соблюдаться условия, приведенные на черт. 7 и в табл. 6.
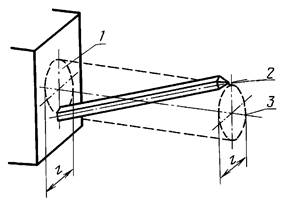
1 - основание всех установленных на панели выводов должно быть плоским и ровным в пределах 3 мм; 2 - истинное положение - зона допуска; 3 - теоретическое положение
Таблица 6
Размеры, мм
|
Истинное положение, зона допуска |
|
|
≤ 1,3 |
≤ 0,5 |
|
> 1,3 |
≤ 0,8 |
8. Провода для накрутки
В качестве проводов для накрутки следует использовать только одножильные прочные провода круглого сечения; применение многожильных проводов не допускается. Удовлетворительные соединения могут быть выполнены с помощью проводов различных диаметров из различных материалов при применении соответствующих инструментов.
8.1. Материалы
В качестве проводника могут быть использованы:
отожженная медь, удлинение которой составляет не менее 15 % для проводников с номинальным диаметром менее 0,5 мм;
отожженная медь, удлинение которой составляет не менее 20 % для проводников с номинальным диаметром свыше 0,5 мм;
медный сплав, например, кадмиево-хромистая медь, удлинение которой составляет не менее 7 % для проводников с номинальным диаметром не более 0,4 мм.
Если соединения должны длительное время работать при температуре свыше 90 °С, провода для накрутки должны быть выполнены из соответствующего материала с меньшей чувствительностью к потере пластичности при повышенной температуре, чем медь; например, провод из отожженной бериллиевой меди или других медных сплавов.
Характеристики удлинения таких проводов могут отличаться от характеристик полностью отожженных медных проводов.
8.2. Диаметры
Номинальные диаметры проводников должны находиться в пределах диапазона от 0,5 мм до 1,0 мм. Соотношение между диаметром проводника и размером вывода приведено в табл. 1.
8.3. Изоляция
Изоляция должна допускать быструю зачистку проводника без изменения механических характеристик провода. Для модифицированного соединения накруткой изоляция должна иметь соответствующую толщину (обычно на 40 % более диаметра проводника).
Изготовитель соединений накруткой должен установить соответствие между наружным диаметром провода и накручивающей головкой инструмента, предназначенной для накрутки модифицированного соединения.
9. Соединения накруткой
9.1. Общие положения
a) Должно выполняться соответствующее сочетание инструмента, провода и вывода.
b) Витки провода должны быть плотно намотаны и не должны перекрывать друг друга. Допустимый зазор между соседними витками не должен превышать половины номинального диаметра проводника. Сумма всех зазоров (первый и последний витки исключаются) не должна превышать одного диаметра проводника (черт. 12 и 13, табл. 10).
c) Однажды выполненное соединение нельзя нарушать, нельзя подправлять направление конца или обжимать соединение плоскогубцами и т.д. При необходимости конец накрутки может быть прижат, но только при помощи инструмента для накрутки.
d) Соединение накруткой должно полностью размещаться по всей эффективной длине накрутки.
e) Соседние соединения, выполненные на одном и том же выводе, накрученные в одном и том же направлении, могут касаться друг друга, но между соседними соединениями не должно быть нахлестки (черт. 12 и 13, табл. 10).
Примечание. Желательно, чтобы эффективная длина накрутки допускала выполнение трех соединений накруткой.
9.2. Обычное соединение накруткой
Для обычного соединения накруткой минимальное число витков должно соответствовать приведенным в табл. 7. Изоляция должна начинаться, по возможности, ближе к выводу, чтобы избежать короткого замыкания соседних соединений накруткой или соседних проводников.
9.3. Модифицированное соединение накруткой
Для проводников с номинальным диаметром от 0,32 мм и менее (табл. 1) всегда должно применяться модифицированное соединение накруткой.
Минимальное число неизолированных витков должно соответствовать указанным в табл. 7. Часть накручиваемого провода с изоляцией должна охватывать, по меньшей мере, три ребра вывода.
Таблица 7
|
Минимальное число витков неизолированного провода |
||
|
Отожженная медь |
Медный сплав или его эквиваленты |
|
|
0,25 |
7 |
5 |
|
0,32 |
7 |
5 |
|
0,40 |
6 |
5 |
|
0,50 |
5 |
4 |
|
0,65 |
4 |
4 |
|
0,80 |
4 |
4 |
|
1,00 |
4 |
3 |
9.4. Повторное соединение накруткой
Чтобы разъединить соединение накруткой, накрученный провод необходимо аккуратно размотать при помощи соответствующего инструмента и стянуть с вывода так, чтобы сохранить ребра вывода для нового соединения накруткой.
Примечание. Пример соответствующего инструмента приведен на черт. 11.
Повторная накрутка той части проводника, которая первоначально была накручена на вывод, но потом раскручена, не допускается.
Однако допускается накручивать новое соединение на вывод, на котором уже было выполнено соединение, при условии, что вывод и соединение отвечают требованиям настоящего стандарта.
Примечание. На выводах с диагональю до 1,3 мм включительно соединения накруткой могут быть выполнены до 5 раз, а на выводах с диагональю свыше 1,3 мм - до 10 раз.
9.5. Комбинация соединений пайкой и соединений накруткой
На одном выводе следует избегать соединений пайкой и накруткой.
Однако в тех случаях, когда избежать этого невозможно, соединения следует располагать, по возможности, дальше друг от друга, и припой не должен попадать на соединение накруткой.
Во избежание повреждения соседних соединений накруткой в процессе пайки должны быть приняты меры предосторожности.
Примечание. Целесообразно паять все соседние соединения на одном выводе, если производится только паяное соединение.
Раздел 3. ИСПЫТАНИЯ
10. Испытания
10.1. Общие положения
Применение двух программ испытаний зависит от следующих условий:
соединения накруткой, соответствующие всем требованиям разд. 2, должны испытываться по основной программе испытаний (п. 12.2);
соединения накруткой, соответствующие всем требованиям разд. 2, за исключением типоразмеров или материалов накручиваемого провода или вывода, должны испытываться в соответствии с требованиями полной программы (п. 12.3).
10.2. Нормальные условия испытаний
Если не оговорено иное, все испытания должны проводиться при нормальных условиях, как указано в стандарте МЭК 512-1 (ГОСТ 28381).
Температура окружающей среды и относительная влажность, при которых проводятся измерения, должны быть указаны в протоколе испытаний.
При наличии разногласий в оценке результатов испытаний они должны быть повторены при одном из условий арбитражных испытаний, оговоренных в стандарте МЭК 68.1 (ГОСТ 28198).
10.3. Предварительная выдержка
Если это предусмотрено, соединения должны быть подвергнуты предварительной выдержке в нормальных условиях в течение 24 ч в соответствии с требованиями стандарта МЭК 512-1 (ГОСТ 28381).
10.4. Восстановление
Если предусмотрено, образцы после выдержки должны пройти период восстановления в течение 1 - 2 ч в нормальных условиях испытаний.
10.5. Установка образца
Если при проведении испытаний требуется монтаж, образцы должны быть установлены с применением обычных методов, если иное не предусмотрено.
11. Типовые испытания
11.1. Общий осмотр
Испытания следует проводить в соответствии с требованиями к испытаниям 1а и 1b стандарта МЭК 512-2 (ГОСТ 28381).
Внешний осмотр при испытании 1а должен осуществляться с применением 5-кратного увеличения.
Все соединения накруткой должны быть проверены для обеспечения соответствия требованиям пп. 7 - 9.
11.2. Механические испытания
11.2.1. Усилие стягивания
Примечание. Это испытание относится к разрушающим испытаниям.
Испытание на усилие стягивания должно выполняться в соответствии с требованиями к испытанию 16k стандарта МЭК 512-8 (ГОСТ 28381).
Число витков соединения накруткой должно соответствовать указанному в табл. 7. Предельное усилие, необходимое для сдвига соединения, должно быть не менее значения, установленного в табл. 8.
Таблица 8
|
Минимальное усилие стягивания, Н |
|
|
0,25 |
13 |
|
0,32 |
17 |
|
0,40 |
22 |
|
0,50 |
28 |
|
0,65 |
35 |
|
0,80 |
45 |
|
1,00 |
53 |
11.2.2. Раскручивание
Испытание на раскручивание должно проводиться в соответствии с требованиями к испытанию 16m стандарта МЭК 512-8 (ГОСТ 28381) на накрученных выводах, отрезанных от компонента.
Соединение должно быть раскручено, а провод должен быть выпрямлен без повреждения.
Примечание. Может быть использован другой метод раскручивания. При возникновении разногласий в оценке результатов испытаний метод 16m должен быть использован как арбитражный.
11.2.3. Свободная вибрация вывода
Соединение накруткой должно быть размещено у основания прочно закрепленного вывода.
Вывод должен отклоняться на 0,3 мм на каждые 10 мм его длины перпендикулярно широкой стороне и немедленно освобождаться. Таким образом создается вибрация.
Изменение контактного сопротивления должно быть измерено в соответствии с требованиями к испытанию 2с стандарта МЭК 512-2 (ГОСТ 28381).
В процессе испытания на свободную вибрацию вывода должно контролироваться контактное сопротивление. Должно быть определено максимальное изменение сопротивления, которое не должно превышать 0,5 мОм.
11.3. Электрические испытания
11.3.1. Контактное сопротивление
Проверка контактного сопротивления должна производиться в соответствии с испытаниями 2а и 2b стандарта МЭК 512-2 (ГОСТ 28381), как указано в соответствующих технических условиях.
Испытательное устройство, которое может быть использовано, показано на черт. 8.
Модифицированные соединения накруткой
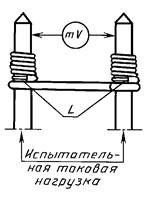
Обычные соединения накруткой
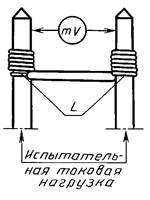
Проверяемые соединения и требования приведены в табл. 9.
11.3.2. Электрическая перегрузка
Соединения накруткой должны выдерживать 1,5-кратную токовую нагрузку в течение 1 ч, а затем 4-кратную токовую нагрузку в течение 1 мин. Диаметры проводников и соответствующие им токовые нагрузки приведены в табл. 9.
Таблица 9
|
L ± 1, мм |
Для испытания 2b Установленная токовая нагрузка А |
Для испытаний 2а и 2b |
||
|
Первоначальное контактное сопротивление мОм |
Максимальное изменение сопротивления после климатических, динамических или электрических воздействий для двух последовательных соединений накруткой, мОм |
|||
|
0,25 |
30 |
1,0 |
18 |
1,6 |
|
0,32 |
30 |
1,5 |
10 |
1,2 |
|
0,40 |
30 |
2,2 |
7 |
1,2 |
|
0,50 |
50 |
3,3 |
7 |
1,0 |
|
0,65 |
50 |
5,0 |
6 |
1,0 |
|
0,80 |
50 |
6,5 |
3 |
1,0 |
|
1,00 |
50 |
7,5 |
3 |
1,0 |
Примечание. Контактное сопротивление, приведенное в табл. 9, включает сопротивление двух соединений накруткой и сопротивление участка длиной L изолированного провода, указанного в той же таблице. Если для монтажа нужно увеличить длину L, то соответствующее увеличение сопротивления следует принять во внимание.
11.4. Климатические испытания
11.4.1. Быстрая смена температуры
Если иное не оговорено, испытание должно проводиться в соответствии с требованиями к испытанию 11d стандарта МЭК 512-6 (ГОСТ 28381) при соблюдении следующих условий:
пониженная температура ТА = -55 °С;
повышенная температура ТB = +125 °С;
продолжительность выдержки t1 = 15 мин;
количество циклов 5.
11.4.2. Газонепроницаемость
Соединения накруткой должны проверяться в соответствии с требованиями к испытанию 11n стандарта МЭК 512-6 (ГОСТ 28381).
11.4.3. Ослабление натяжения витка
Соединения накруткой должны быть подвергнуты воздействию температуры в зависимости от времени, которое ведет к ослаблению натяжения витка на 50 %. Выбор соответствующей комбинации указан на черт. 15.
Для обычных соединений накруткой, выполненных проводом из отожженной меди, температура +125 °С является предпочтительной.
Для модифицированных соединений накруткой применяемая температура зависит от типа изоляции. Она должна быть установлена в соответствующих технических условиях.
12. Программа испытаний
12.1. Общие положения
Перед проведением испытаний необходимо подготовить образцы в соответствии с требованиями пп. 12.2 и 12.3. Образцы должны быть:
a) одиночные, состоящие из одного соединения накруткой на одном выводе; такие образцы используются для проверки усилия стягивания и раскручивания;
b) сдвоенные, состоящие из двух соединений накруткой на двух выводах, соединениях, как показано на черт. 8. Сдвоенные образцы необходимы для измерения контактного сопротивления по п. 11.3.1.
Перед подготовкой образцов необходимо убедиться:
что используются нужные выводы и провода;
что используется нужный инструмент и нужная накручивающая головка;
что инструмент работает исправно;
что оператор может выполнить соединение, соответствующее требованиям п. 9.
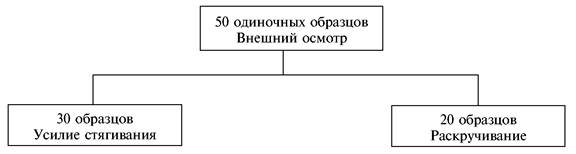
12.2. Основная программа испытаний
Когда применяется основная программа испытаний (п. 10.1), должно быть подготовлено 50 одиночных образцов, которые должны быть подвергнуты следующим испытаниям:
|
Испытание |
Необходимые измерения |
Требование |
Примечание |
|||
|
Наименование |
Номер пункта |
Наименование |
Номер испытания по стандартам МЭК 512-2, 512-8 (ГОСТ 28381) |
Номер пункта |
||
|
Р1 |
Общий осмотр |
Внешний осмотр. Проверка размеров и массы. |
1а 1b |
Все образцы |
||
|
Р2 |
Усилие стягивания |
|
16k |
30 образцов |
||
|
Р3 |
Раскручивание |
|
16m |
20 образцов |
||
12.3 Полная программа испытаний
Если применяется полная программа испытаний, необходимо подготовить следующее количество образцов:
50 одиночных образцов;
125 сдвоенных образцов.
12.3.1. Первоначальный осмотр
Все образцы должны быть подвергнуты внешнему осмотру согласно требованиям испытания 1а стандарта МЭК 512-2 (ГОСТ 28381).
12.3.2. Испытания одиночных образцов
После первоначального осмотра (п. 12.3.1) 50 одиночных образцов должны быть подвергнуты следующим испытаниям:
|
Испытание |
Необходимые измерения |
Требование |
Примечание |
|||
|
Наименование |
Номер пункта |
Наименование |
Номер испытания по стандарту МЭК 512-8 (ГОСТ 28381) |
Номер пункта |
||
|
SP1 |
Усилие стягивания |
|
16k |
30 образцов |
||
|
SP2 |
Раскручивание |
|
16m |
20 образцов |
||
12.3.3. Испытания сдвоенных образцов
После первоначального осмотра (п. 12.3.1) 125 сдвоенных образцов должны быть подвергнуты следующим испытаниям:
|
Испытание |
Необходимые измерения |
Требование |
|||
|
Наименование |
Номер пункта |
Наименование |
Номер испытания по стандарту МЭК 512-2 (ГОСТ 28381) |
Номер пункта |
|
|
DP1 |
Предварительная выдержка |
|
|
|
|
|
DP2 |
|
|
Контактное сопротивление |
2а или 2b |
|
|
DP3 |
Ослабление натяжения витка |
|
|
|
|
|
DP4 |
Восстановление |
|
|
|
|
|
DP5 |
|
|
Контактное сопротивление |
2а или 2b |
|
Затем все образцы должны быть разделены на три группы: А, В, С.
Все образцы каждой группы должны подвергаться всем испытаниям, установленным для данной группы.
Группа А
Должно быть испытано 25 сдвоенных образцов
|
Испытание |
Необходимые измерения |
Требования |
|||
|
Наименование |
Номер пункта |
Наименование |
Номер испытания по стандарту МЭК 512-2 (ГОСТ 28381) |
Номер пункта |
|
|
AP1 |
Газонепроницаемость |
Внешний осмотр |
1а |
||
Группа В
Должно быть испытано 50 сдвоенных образцов
|
Испытание |
Необходимые измерения |
Требования |
|||
|
Наименование |
Номер пункта |
Наименование |
Номер испытания по стандарту МЭК 512-2 (ГОСТ 28381) |
Номер пункта |
|
|
ВР1 |
Свободная вибрация вывода |
Изменение контактного сопротивления |
2с |
||
|
ВР2 |
|
|
Контактное сопротивление |
2а или 2b |
|
|
ВР3 |
Электрическая перегрузка |
|
|
|
|
|
ВР4 |
Восстановление |
|
|
|
|
|
ВР5 |
|
|
Контактное сопротивление |
2а или 2b |
|
Группа С
Должно быть испытано 50 сдвоенных образцов
|
Испытание |
Необходимые измерения |
Требование |
|||
|
Наименование |
Номер пункта |
Наименование |
Номер испытания по стандарту МЭК 512-2 (ГОСТ 28381) |
Номер пункта |
|
|
СР1 |
Быстрая смена температуры |
|
|
|
|
|
СР2 |
Восстановление |
|
|
|
|
|
СР3 |
|
|
Контактное сопротивление |
2а или 2b |
|
|
СР4 |
|
|
Внешний осмотр |
1а |
|
12.4 Схемы
Для быстрой ориентации программы испытаний, подробно описанные в пп. 12.2 и 12.3, приведены ниже в виде упрощенных схем.
Основная программа испытаний (п. 12.2)
Полная программа испытаний (п. 12.3)

Раздел 4. РУКОВОДСТВО ПО ПРИМЕНЕНИЮ
13. Допустимая токовая нагрузка
Общая площадь газонепроницаемых участков соединения накруткой, выполненного в соответствии с настоящим стандартом, будет больше поперечного сечения применяемого провода. Поэтому допустимая токовая нагрузка провода является ограничивающим фактором, а допустимая токовая нагрузка соединения накруткой должна быть, по меньшей мере, ей равна.
14. Сведения об инструменте
14.1. Инструменты для накрутки
Существует много типов инструментов для накрутки: от инструментов с ручным управлением до инструментов с силовым управлением (пневматических или электрических) и от простых ручных инструментов до автоматов. Однако основной принцип действия инструмента состоит в следующем: головка вращается во втулке, наматывая провод на вывод. В головке имеется отверстие для размещения вывода. В ней также имеется прорезь, в которую вставляется та часть провода, которая должна быть намотана на вывод. Другая часть провода должна постоянно удерживаться, например, с помощью выемки во втулке. Заданное натяжение обеспечивается за счет провода, протянутого из прорези на передней стороне головки по поверхности скругления (черт. 9).
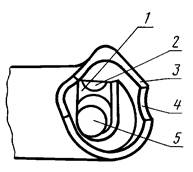
1 - головка (вращающаяся); 2 - прорезь для вставления провода; 3 - втулка; 4 - выемка для удержания провода; 5 - отверстие для размещения вывода
Отверстие в головке должно иметь глубину, достаточную для размещения всей длины вывода (черт. 10).

Глубина отверстий:
для вывода с диагональю до 1,3 мм включительно отверстие должно иметь глубину 19 мм;
для вывода с диагональю свыше 1,3 мм до 2,9 мм включительно отверстие должно иметь глубину 25 мм.
14.2. Инструмент для раскручивания
Если необходимо демонтировать соединение накруткой, то накрученный провод должен быть аккуратно размотан, а не стянут с вывода. Для этой цели могут быть использованы различные инструменты для раскрутки. Типовой инструмент изображен на черт. 11. Инструменты для раскрутки должны полностью удалять размотанный провод, не повреждая при этом вывод.
15. Сведения о выводах
В основе следующей информации лежат производственные данные.
15.1. Материалы
Обычно выводы имеют твердость по Виккерсу от 120 HV 5 до 220 HV 5, но материалы, имеющие твердость ниже 95 HV 5, используются для специальных целей, например, для шин, соединяющих выводы под накрутку.
Если соединение подвергается воздействию повышенной температуры, в результате чего может произойти значительное ослабление натяжения витка, необходимо обратить внимание на то, чтобы твердость материала вывода была выше твердости материала провода.
Примечание. Выбор материалов должен быть таким, чтобы материалы выводов и проводов находились, по возможности, ближе в электрогальваническом ряду металлов.
15.2. Покрытие поверхности
Выводы применяются без дополнительного покрытия, однако, в случае необходимости для защиты выводов дополнительно может быть выполнено покрытие. Используются различные покрытия, включая олово, олово-свинец или золото. Если используется электролитическое покрытие оловом, необходимо учитывать совместимость покрытия с материалом вывода. В связи с тем, что чрезмерная толщина покрытия приводит к уменьшению усилия стягивания, ее следует избегать.
15.3. Шероховатость поверхности
Увеличение шероховатости поверхности вывода обычно приводит к увеличению усилия стягивания, из-за чего может быть ухудшен или даже нарушен контроль качества соединения. Рекомендуется, чтобы шероховатость поверхности (включая покрытие) не превышала Ra = 2 мкм в соответствии с требованиями ГОСТ 2789.
15.4. Поперечное сечение
Площадь поперечного сечения вывода должна быть, по меньшей мере, на 50 % больше площади поперечного сечения провода, а узкая сторона вывода должна быть не менее диаметра провода. Для выводов прямоугольного сечения отношение ширины к толщине рекомендуется не более:
2:1 для проводов с диаметром до 0,4 мм;
3:1 для проводов с диаметром, равным 0,4 мм или более.
Там, где толщина материала является недостаточной для придания выводу требуемой жесткости, может быть использовано выгнутое поперечное сечение.
15.5. Длина вывода
15.5.1. Эффективная длина накрутки, обычные соединения накруткой
Вывод, предназначенный для использования в обычных соединениях накруткой, должен иметь следующую эффективную длину накрутки (черт. 12).
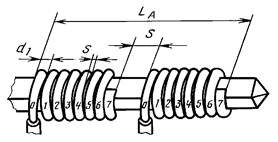
Черт. 12
LA = N[(n1 + 1)d1 + sn1] + (N - 1)S,
где LA - длина накрутки в зависимости от требуемого числа соединений, не включая вершину или основание, а также допуск на длину вывода;
N- число соединений накруткой, выполняемых на выводе;
n1 - максимальное число витков неизолированного провода на соединение;
d1 - номинальный диаметр неизолированного провода;
s - допустимый зазор между соседними витками одного и того же соединения;
S - допустимый зазор между соседними соединениями.
15.5.2. Эффективная длина накрутки, модифицированные соединения накруткой
Вывод, предназначенный для использования в модифицированных соединениях накруткой, должен иметь следующую эффективную длину накрутки
LB = N[n1d1 + (n2 + 1)d2 + s(n1 + n2)] + (N - 1)S,
где LB - длина накрутки в зависимости от требуемого числа соединений, не включая вершину или основание, или допуск на длину вывода;
N - число соединений накруткой, выполняемых на выводе;
n1 - максимальное число витков неизолированного провода на соединение;
n2 - максимальное число витков изолированного провода на соединение;
d1 - номинальный диаметр неизолированного провода;
d2 - номинальный диаметр изолированного провода;
s - допустимый зазор между двумя соседними витками одного и того же соединения;
S - допустимый зазор между двумя соседними соединениями.
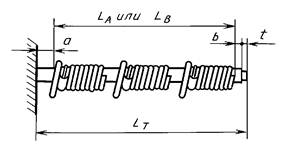
15.5.3. Общая длина вывода
Общая длина вывода в зависимости от требуемого числа соединений, включая вершину или основание, а также допуск на длину вывода, рассчитывается по формуле
LT = (LA или LB) + a + b + t,
где LA - эффективная длина накрутки при обычном соединении накруткой;
LB - эффективная длина накрутки при модифицированном соединении накруткой;
а - длина основания;
b - дополнительная длина, включающая допуск;
t - вершина (черт. 13).
Расчетная длина позволяет получить максимальное число различных комбинаций. При этом рекомендуется использовать данные табл. 10.
Таблица 10
Размеры, мм
|
Максимальный размер |
Минимальный размер |
|
|
S |
1,0 |
0 |
|
ΣS |
1,0 |
0 |
|
s |
Первый и последний витки неизолированного провода, 0 |
0 |
|
Между внутренними витками, 0,5×d1 |
0 |
|
|
Σs а |
d1 3×d2 |
0 0 |
|
b |
- |
Для диагонали ≤ 1,3 равна 0,5 |
|
- |
Для диагонали > 1,3 равна 1,0 |
|
|
t |
Для диагонали ≤ 1,3 равна 0,7 |
0,2 |
|
Для диагонали > 1,3 равна 1,1 |
0,3 |
15.6 Расстояние между выводами
Минимальное расстояние между выводами определяется многими факторами, как показано на черт. 14.
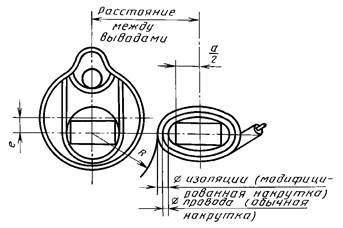
R - радиус минимальной поверхности вокруг центра вывода, который должен быть свободным для размещения накручивающей головки и втулки. R равен 1/2 наружного диаметра втулки (без воронки) плюс эксцентриситет отверстия под вывод в накручивающей головке (е).
Расстояние между выводами ≥ R + диаметр провода + a/2,
где R - половина наружного диаметра втулки плюс эксцентриситет (е);
а/2 - половина ширины вывода.
Примечание. Информация, касающаяся радиусов R для соответствующего инструмента, должна представляться изготовителем инструмента.
16. Сведения о проводах
16.1. Диаметры
Можно применять диаметры проводников, не включенные в ряд, приведенный в п. 8.2, при условии, если применяются соответствующие инструменты и выводы. В таком случае должна применяться полная программа испытаний п. 12.3 (п. 10.1).
16.2. Покрытия поверхности
Обычно используются оголенные проводники или проводники, покрытые оловом, олово-свинцом или серебром. Могут применяться и другие покрытия после проверки, подтверждающей их пригодность.
Покрытие поверхности должно быть гладким и однородным. Его толщина должна быть достаточной для предохранения основного материала, но не настолько большой, чтобы затруднять правильное выполнение накрутки.
16.3. Ослабление натяжения витка
График, приведенный на черт. 15, применяется для проводов из отожженной меди. На нем указаны условия (температура и время), которые вызывают ослабление натяжения витка на 50 %.
Считается, что ослабление натяжения витка на 50 % дает достаточно хорошее соединение накруткой.
Пример: Если соединение накруткой подвергается воздействию температуры +68 °С, то за 40 лет натяжение витка может уменьшиться до 50 %, что обеспечивает достаточно надежное соединение накруткой.
Такое же ослабление может быть получено за сравнительно короткий период при более высокой температуре, например, за 13 дней при температуре +125 °С.
Примечание. Если соединение подвергается воздействию повышенной температуры с перерывами, может произойти аналогичное ослабление натяжения витка.
17. Сведения о соединениях
17.1. Обычные соединения накруткой
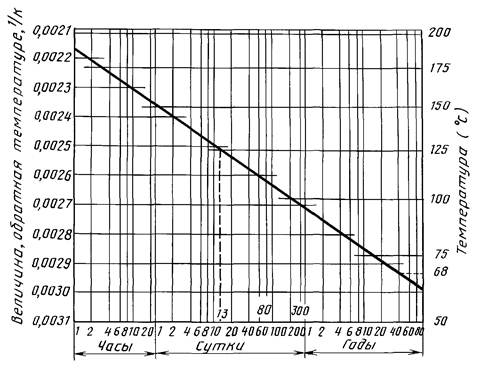
Ослабление натяжения витка на 50 % - провод из отожженной меди
Черт. 15
Если вибрация на рабочем участке не превышает обычной для стационарной аппаратуры, а вибрация в отдельных случаях транспортировки стационарной аппаратуры небольшая, применение обычного соединения накруткой является достаточным.
17.2. Модифицированные соединения накруткой
Если имеет место сильная вибрация, следует применять модифицированное соединение накруткой.
Сильной вибрации подвергается передвижная аппаратура, часто транспортируемая в течение срока службы: судовая, бортовая или космическая аппаратура.
ПРИЛОЖЕНИЕ
Справочное
СТАНДАРТЫ МЭК,
подготовленные Техническим комитетом 48
130 Соединители на частоты до 3 МГц
130-0(1970) Часть 0. Руководство по оформлению чертежей в частных технических условиях.
130-1(1962) Часть 1. Общие требования и методы измерений.
Поправка № 1 (1964)
Поправка № 2 (1972)
130-1А(1968) Первое дополнение
130-2(1965) Часть 2. Соединители для радиоприемников и применяемой с ними акустической аппаратуры.
Поправка № 1 (1969)
130-3(1965) Часть 3. Соединители для батарей.
130-4(1966) Часть 4. Круглые многополюсные соединители с резьбовым соединением.
130-4А(1970) Первое дополнение.
130-5(1966) Часть 5. Прямоугольные многополюсные соединители с ножевыми контактами.
130-6(1965) Часть 6. Миниатюрные многополюсные соединители прямоугольного сечения с ножевыми контактами.
130-7(1971) Часть 7. Цилиндрические многоконтактные соединители с байонетным или пушпульным замковым устройством.
130-8(1976) Часть 8. Концентрические соединители для акустических устройств в радиоприемниках.
130-9(1971) Часть 9. Цилиндрические соединители для радиоаппаратуры и связанной с ними акустической аппаратуры.
130-9А(1975) Первое дополнение
130-9В(1978) Второе дополнение
130-10(1971) Часть 10. Соединители для присоединения внешнего источника питания низкого напряжения к переносной приемной аппаратуре.
130-11(1971) Часть 11. Розетки с закрытыми концами и шагом контактов 2,54 мм (0,1 дюйма) для сочленения с печатными платами или вилками печатной платы.
130-11А(1975) Первое дополнение. Многорядные соединители, устанавливаемые на печатной плате, контакты и выводы которых расположены на координатной сетке с шагом 2,54 мм (0,1 дюйма).
130-12(1976) Часть 12. Соединители для контроля аппаратуры.
130-14(1975) Часть 14. Многорядные соединители, устанавливаемые на печатной плате, контакты и выводы которых расположены на координатной сетке с шагом 2,54 мм (0,1 дюйма).
130-15(1975) Часть 15. Микроминиатюрные соединители, устанавливаемые на печатных платах, с шагом контактов 1,27 мм (0,05 дюйма).
130-16(1976) Часть 16. Двухрядные соединители для печатных плат с контактами и выводами, расположенными в шахматном порядке с шагом 2,54 мм (0,1 дюйма).
131 Рычажные переключатели.
131-1(1962) Часть 1. Общие требования и методы измерений.
131-1А(1973) Первое дополнение.
131-2(1963) Часть 2. Требования к переключателям типа 1.
131-3(1969) Часть 3. Требования к переключателям типа 2 с быстрым срабатыванием (замыкание и размыкание) контактов (переключатели типа «тумблер»).
132 Галетные переключатели (слаботочные).
132-1(1962) Часть 1. Общие требования и методы измерений.
132-1А(1973) Первое дополнение.
132-2(1963) Часть 2. Галетные переключатели с креплением по центру.
132-2А(1965) Первое дополнение.
132-3(1963) Часть 3. Галетные переключатели с креплением с помощью двух отверстий.
132-3А(1965) Первое дополнение.
132-4(1966) Часть 4. Галетные переключатели с креплением по центру; максимальное число положений 12, максимальный диаметр 40 мм.
132-5(1966) Часть 5. Галетные переключатели с креплением при помощи двух отверстий, максимальное число положений 26, максимальный диаметр 60 мм.
132-6(1974) Часть 6. Галетные переключатели с печатными галетами, максимальное число положений 12, максимальный размер галеты 45 мм.
132-7(1981) Часть 7. Галетные переключатели с креплением по центру; 12 положений максимум; максимальный диаметр 20 мм.
149 Панели для электровакуумных приборов.
149-1(1963) Часть 1. Общие требования и методы испытаний.
Поправка № 1 (1970).
Поправка № 2 (1972).
149-2(1965) Часть 2. Частные технические условия на панели и размеры монтажных шаблонов и приспособлений для выпрямления штырьков.
149-2А(1968) Первое дополнение.
149-2В(1969) Второе дополнение.
149-2С(1971) Третье дополнение.
149-2(1971) Четвертое дополнение.
149-2Е(1971) Пятое дополнение.
149-2F(1972) Шестое дополнение.
149-2G(1972) Седьмое дополнение.
149-2H(1972) Восьмое дополнение.
149-2J(1972) Девятое дополнение.
149-2K(1976) Десятое дополнение.
149-2L(1976) Одиннадцатое дополнение.
149-3(1975) Часть 3. Панели для держателей резонаторов.
149-3А(1976) Первое дополнение.
163 Микропереключатели.
163-1(1963) Часть 1. Общие требования и методы измерений.
163-1А(1970) Первое дополнение.
163-1В(1973) Второе дополнение.
171(1964) Основные параметры соединителей для печатных плат.
Поправка № 1 (1969)
203(1966) Размеры площади обжима контактов обжимного типа.
288 Экраны для электровакуумных приборов.
288-1(1969) Часть 1. Общие требования и методы испытаний.
288-2(1969) Часть 2. Технические условия на экраны для электровакуумных приборов и размеры испытательных устройств и калибров.
297 Конструкции несущие в системе 482,6 мм (19 дюймов).
297-2(1982) Часть 2. Шкафы и шаги стоечных конструкций.
341 Кнопочные переключатели.
341-1(1970) Часть 1. Общие требования и методы измерений.
341-1А(1970) Первое дополнение.
341-2(1973) Часть 2. Общие правила составления технических условий на кнопочные переключатели модульного типа.
341-3(1978) Часть 3. Кнопочные переключатели модульного типа.
352 Непаяные соединения накруткой.
352-1(1983) Часть 1. Соединения накруткой непаяные. Общие требования, методы испытаний и руководство по применению.
388 Термовыключатели с задержкой времени, используемые в аппаратуре дальней связи и электронных устройствах, которые основаны на тех же принципах.
388-1(1972) Часть 1. Общие требования и методы измерений.
389 Термостатические выключатели, используемые преимущественно в аппаратуре дальней связи и электронных устройствах, которые основаны на тех же принципах.
389-1(1972) Часть 1. Общие требования и методы измерений.
Поправка № 1 (1976).
390(1972) Размеры концов валов для электронных компонентов с ручным управлением.
Поправка № 1 (1976).
390А(1976) Первое дополнение.
512 Электромеханические компоненты для электронной аппаратуры. Основные методы испытаний и измерений.
512-1(1976) Часть 1. Общие положения.
512-2(1976) Часть 2. Общий осмотр, испытания на непрерывность электрической цепи и контактное сопротивление, испытания на сопротивление изоляции и электрическую прочность*.
* Заменяет соответствующие испытания из Публикации 130-1(1962).
512-2А(1980) Первое дополнение.
512-3(1976) Часть 3. Испытания на допустимую токовую нагрузку.
512-4(1976) Часть 4. Испытания на воздействие динамических нагрузок.
512-5(1977) Часть 5. Испытания на прочность (незакрепляемые компоненты), на воздействие статической нагрузки (закрепляемые компоненты), на износоустойчивость и воздействие перегрузок.
512-5А(1980) Первое дополнение.
512-5В(1981) Второе дополнение.
512-6(1983) Часть 6. Климатические испытания и испытания на пайку.
512-7(1978) Часть 7. Испытания на механическую работоспособность и на герметичность.
Поправка № 1 (1983)
512-8(1984) Часть 8. Механические испытания соединителей, контактов и выводов.
512-9(1977) Часть 9. Испытания кабельного зажимного устройства, испытания на взрывоопасность, испытания на стойкость к действию химических веществ, испытания на огнеопасность, испытания на определение сопротивления на высоких частотах, испытания на определение емкости, испытания на экранирование и на определение потерь вносимых фильтрами, испытания на магнитные помехи.
Поправка № 1 (1982).
603 Соединители для печатных плат на частоты до 3 МГц.
603-1(1981) Часть 1. Общие правила и руководство по разработке частных технических условий.
603-1А(1982) Первое дополнение.
603-2(1980) Часть 2. Соединители, состоящие из двух частей с общими монтажными характеристиками, предназначенные для применения с печатными платами, имеющими шаг координатной сетки 2,54 мм (0,1 дюйма).
620(1978) Монтажные размеры электронных компонентов, управляемых с помощью вала и устанавливаемых при помощи одного отверстия и втулки.
620А(1979) Первое дополнение.
760(1983) Плоские быстросочленяемые наконечники.
807 Прямоугольные соединители на частоты до 3 МГц.
807-1(1985) Часть 1. Общие требования и руководство по разработке ТУ на изделия конкретных типов
807-2(1985) Часть 2. ТУ на ряд соединителей с круглыми контактами. Приборные соединители с контактами под пайку
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. Постановлением государственного комитета СССР по управлению качеством продукции и стандартам от 20.12.89 № 3844 введен в действие государственный стандарт СССР ГОСТ 28380-89, в качестве которого непосредственно применен стандарт Международной Электротехнической комиссии (МЭК) 352-1-83, с 01.07.91
2. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение соответствующего стандарта МЭК |
Обозначение отечественного стандарта, на который дана ссылка |
|
|
МЭК 512-2-76 |
||
|
- |
||
|
- |
3. ЗАМЕЧАНИЯ К ВНЕДРЕНИЮ ГОСТ 28380-89
Техническое содержание
Стандарт МЭК 352-1-83 «Соединения непаяные. Часть 1. Соединения накруткой непаяные. Общие требования, методы испытаний и руководство по применению» принимают для использования и распространяют с 01.07.91 на выводы в аппаратуре дальней связи и аналогичной электронной аппаратуре народнохозяйственного назначения в соответствии с требованиями разд. 1 со следующими уточнениями:
стандартом следует руководствоваться без изменений для изделий, подлежащих сертификации в рамках МСС ИЭТ МЭК* и поставляемых как внутри страны, так и в страны-участницы МСС ИЭТ МЭК;
оценку готовности предприятий к освоению изделий производят по результатам испытаний, проводимых по специальной программе, включающей сертификационные испытания и, при необходимости, группы разовых испытаний
* МСС ИЭТ МЭК - международная система сертификации изделий электронной техники МЭК.
4. ПЕРЕИЗДАНИЕ. Август 2006 г.
СОДЕРЖАНИЕ
|
Раздел 4. Руководство по применению.. 16 Приложение Стандарты МЭК, подготовленные Техническим комитетом 48. 21 |