ГОСТ 28228-89
(МЭК 68-2-44-79)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные методы испытаний
на воздействие внешних факторов
Часть 2
ИСПЫТАНИЯ
Руководство по испытанию Т: Пайка
Москва
Стандартинформ
2006
ПРЕДИСЛОВИЕ
1. Официальное решение или соглашение МЭК по техническим вопросам, подготовленные техническими комитетами, в которых представлены все заинтересованные национальные комитеты, выражают с возможной точностью международную согласованную точку зрения по рассматриваемым вопросам.
2. Эти решения представляют собой рекомендации для международного пользования и в этом виде принимаются национальными комитетами.
3. В целях содействия международной унификации МЭК выражает пожелание, чтобы все национальные комитеты приняли настоящий стандарт МЭК в качестве своих национальных стандартов, насколько это позволяют условия каждой страны. Любое расхождение со стандартами МЭК должно быть четко указано в соответствующих национальных стандартах.
ВВЕДЕНИЕ
Стандарт МЭК 68-2-44-79 подготовлен Подкомитетом 50С «Разные испытания» Технического комитета МЭК 50 «Испытания на воздействие внешних факторов».
Проект стандарта обсуждался на совещании в Гааге в 1975 г. По решению этого совещания национальным комитетам в сентябре 1976 г. был разослан проект Документа 50С (Центральное бюро) 16 на утверждение по Правилу шести месяцев. Содержание МЭК 68-2-44-79 входило в этот документ в качестве приложения.
Поправки, Документ 50С (Центральное бюро) 16 были представлены национальным комитетам в марте 1978 г. на утверждение по Правилу двух месяцев.
За принятие стандарта голосовали следующие страны:
|
Австралия |
Норвегия |
|
Австрия |
Польша |
|
Арабская Республика Египет |
Португалия |
|
Бельгия |
Соединенные Штаты Америки |
|
Бразилия |
Турция |
|
Великобритания |
Федеративная Республика Германия |
|
Венгрия |
Финляндия |
|
Дания |
Франция |
|
Израиль |
Швейцария |
|
Испания |
Швеция |
|
Италия |
Южно-Африканская Республика |
|
Нидерланды |
Другие стандарты МЭК, на которые имеются ссылки в настоящем стандарте:
|
МЭК 68-2-20-79 |
«Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка». |
|
МЭК 249-1-82* |
«Фольгированные материалы для печатных плат» |
|
МЭК 326-2-76** |
«Печатные платы. Часть 2. Методы испытаний» |
____________
* Введен в ГОСТ 26246.0-89 (здесь и далее).
** В ГОСТ 23752.1-92 введен МЭК 326-2-90 (здесь и далее).
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные методы испытаний Часть 2 ИСПЫТАНИЯ Руководство по испытанию Т: Пайка Basic environmental testing procedures. |
ГОСТ (МЭК |
Дата введения 01.03.90
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на электротехнические изделия и изделия электронной техники, подлежащие испытаниям по МЭК 68-2-20 (ГОСТ 28211).
2. ЦЕЛЬ
Обеспечение основополагающей информацией и рекомендациями разработчиков соответствующих нормативно-технических документов (НТД), содержащих ссылки на МЭК 68-2-20 (ГОСТ 28211).
3. ВВОДНАЯ ЧАСТЬ
В настоящее время возникла потребность в точных и объективных методах оценки способности выводов элементов паяться при температурах и в течение времени, достаточно близких к применяемым на практике.
Существует также потребность в точных методах, позволяющих подвергнуть элементы тепловым нагрузкам (возникающим при пайке) перед проведением испытаний, выявляющих повреждения, которые могут быть вызваны такими тепловыми нагрузками.
Обе эти проверки необходимы. Они могут проводиться в составе разных групп испытаний на разных элементах.
Эффективность испытаний зависит от состава применяемых в контролируемых условиях установленных припоев и флюсов. Предпочтительно проводить испытания, дающие количественные результаты, и предоставить разработчикам соответствующей НТД устанавливать, какие значения результатов испытаний приемлемы. Это идеальное условие в испытании Т может быть достигнуто только частично и в тех случаях, когда приводят качественные оценки, при этом необходимо учитывать их субъективность. Для качественной оценки результатов следует привлекать опытных специалистов.
Необходимо подчеркнуть, что не может быть прямой и простой корреляции между результатами различных испытаний на паяемость и воздействие тепловых нагрузок, справедливой для всех типов элементов, и что эти испытания не могут точно соответствовать всему многообразию условий производства. Задачей разработчика соответствующей НТД является согласование результатов испытаний с необходимыми значениями характеристик для каждого элемента и установление приемочных уровней качества.
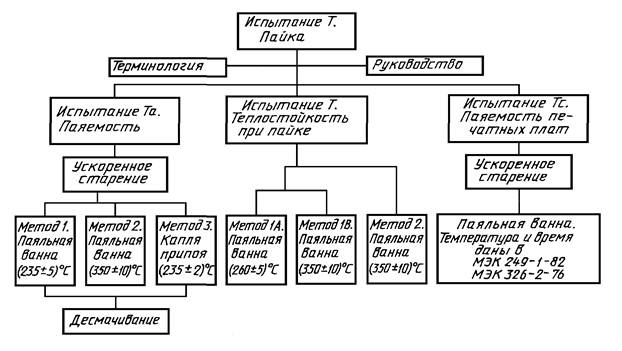
На рисунке представлена схема испытаний и методов, составляющих испытание Т. Пайка - по МЭК 68-2-20 (ГОСТ 28211).
4. ПАЯЕМОСТЬ. ОБЩИЕ ПОЛОЖЕНИЯ
Паяное соединение между двумя или более деталями получается при затекании с помощью флюса низкотемпературного припоя в зазор между их поверхностями, благодаря чему создаются условия для образования прочной связи с определенным низкотемпературным припоем в присутствии определенного флюса и при определенной температуре.
Понятие «паяемость» имеет 2 смысловых значения, которые вытекают из приведенного выше определения:
1) оно может означать способность к образованию соединения между двумя поверхностями. Это свойство названо в настоящем стандарте «способностью соединяться», а методы его определения указаны в разд. 13; понятие «паяемость» зависит также от решений, принятых на стадии разработки;
2) оно может означать способность образовывать соединение в течение определенного времени, названного в настоящем стандарте «временем пайки». Оно обычно определяется временем, которое требуется для достижения необходимой степени смачивания в заданных условиях.
Время пайки может быть измерено только в том случае, когда повышение температуры поверхности не приводит к возникновению побочных явлений. В частности, время пайки металлов с гальваническим покрытием может быть измерено только в том случае, если гальваническое покрытие прочно сцепляется с основой.
В разд. 13 указаны способы обнаружения дефектов сцепления покрытия с основой.
5. ВЫБОР ПРИПОЯ
Поскольку большинство паяных соединений в электротехнической и электронной аппаратуре получают с применением припоя, содержащего номинально по массе 60 % олова и 40 % свинца, то этот сплав выбирают для всех испытаний. Опыт показал, что даже максимальные количества примесей, указанные в приложении В МЭК 68-2-20 (ГОСТ 28211), не оказывают влияния на смачивающую способность припоя.
6. ВЫБОР ФЛЮСА
Большинство паяных соединений в электротехнической и электронной аппаратуре осуществляется с использованием флюса на основе канифоли (модифицированной или натуральной) обычно с добавлением активаторов, которые улучшают смачивающую способность расплавленного флюса или увеличивают скорость растворения флюсом оксидов металлов. Активированные флюсы могут существенно сократить время пайки. Они обычно являются патентованными средствами изготовителя и их состав не указывается. Для того, чтобы избежать трудностей, связанных с необходимостью указания времени пайки для каждого типа активированного флюса, и применить более жесткие условия испытания, предпочтительно использовать при испытании натуральную неактивированную канифоль так, чтобы время пайки можно было легко измерить. В случае, когда невозможно применить неактивированную канифоль, для испытаний допускается применять активированную канифоль установленного состава.
Следует подчеркнуть, что использование активированного флюса при испытаниях на паяемость не означает, что этот флюс пригоден для применения в производстве и что его остатки не вызовут коррозию. Существует ряд национальных стандартов на активированные флюсы, и при выборе флюсов для производственной пайки следует руководствоваться этими стандартами.
Флюс, наиболее удобный для применения, представляет собой раствор канифоли в изопропиловом или этиловом спирте. Установлено, что изменение концентрации канифоли в пределах 25 % - 40 % по массе не влияет на время пайки при измерениях на капельной установке. В качестве стандартной была поэтому выбрана концентрация канифоли 25 % по массе, чтобы увеличение концентрации вследствие испарения растворителя не повлияло на результаты испытания.
7. ТЕМПЕРАТУРА ИСПЫТАНИЯ
Температуру пайки на практике определяют как температуру поверхности паяемой детали в процессе пайки. Поскольку регистрировать температуру пайки трудно и она сильно зависит от соотношения между теплоемкостью детали и мощностью паяльного устройства, то температуру испытания определяют как температуру паяльной установки перед проведением испытания образца.
Для имитации реальных условий пайки испытания проводят при разных температурах. Температуру 350 °С используют, когда нельзя провести испытание с применением паяльной ванны и капельной установки и для имитации применения высокотемпературного паяльника, который часто используют для ремонтных работ и для пайки самофлюсующихся эмалированных проводов. Для имитации производственной пайки погружением в расплавленный припой или пайки паяльником с регулятором температуры требуется более низкая температура. Несмотря на то, что указанную пайку часто осуществляют при температуре 250 °С, для испытания на паяемость выбирают температуру 235 °С, так как при температуре 250 °С время пайки выводов с хорошей паяемостью слишком мало, чтобы его точность измерить. При более низкой температуре время пайки увеличивается и испытание благодаря этому приобретает большую разрешающую способность при условии, что в процессе испытания температура не приближается к температуре ликвидуса припоя.
8. СТАРЕНИЕ
Со временем паяемость детали может значительно ухудшиться. Поэтому возникает необходимость в методике, применяя которую можно искусственно ускорить старение, чтобы предвидеть состояние детали после длительного хранения. Процесс старения может быть обусловлен либо воздействием окружающей среды во время хранения, либо внутренними свойствами самой детали.
Следует подчеркнуть, что результаты естественного старения чрезвычайно разнообразны и зависят от местных условий. Поэтому не представляется возможным создать методику «ускоренного естественного старения». Однако возможно создать условия для протекания стандартного старения под действием воздуха, влаги и диффузии в металле. Соответствие ускоренного старения естественному в данной окружающей среде может быть установлено весьма приближенно. Результаты старения в соответствии с методиками 1, 2 или 3 не обязательно сравнимы и зависят от природы испытуемых выводов.
Приведенные методики старения ускоряют только воздействие атмосферного кислорода, влаги и внутреннюю склонность детали к старению. Они не предназначены для имитации воздействия промышленных атмосферных загрязнений.
Ускоренное старение проводят только в том случае, если предусмотрено испытание на сохранение удовлетворительной паяемости после естественного старения. Его обычно не проводят, если испытание входит в группу испытаний, проводимых последовательно.
9. МЕТОДЫ ПРОВЕДЕНИЯ ИСПЫТАНИЯ НА ПАЯЕМОСТЬ. ВЫБОР МЕТОДА
Метод с применением капельной установки предназначен для определения времени пайки проволочных выводов круглого сечения.
Методы с применением паяльной ванны и паяльника применяют, если форма элемента или его вывода не позволяет применить капельную установку (например в случае элементов с лепестковыми выводами или печатных плат) или требуемая температура пайки находится за пределами диапазона температур капельной установки (например для эмалированных проводов в полиуретановой оплетке).
Следует отметить, что скорость пайки обычно увеличивается с повышением температуры, поэтому у выводов, испытанных при температуре 235 °С, время пайки обычно будет меньше при более высоких температурах.
Разработчик соответствующей НТД должен предусмотреть, чтобы любая последовательность испытаний элементов (например для типовых испытаний) была составлена таким образом, чтобы:
не имела места предварительная пайка (например для проведения первоначальных измерений);
не имела места предварительная обработка, влияющая на паяемость (например предварительная выдержка при повышенных температурах), если иное не указано в соответствующей НТД (см. разд. 8). Поэтому испытание на паяемость в последовательности испытаний должно быть в числе первых;
покрытия выводов не были повреждены при предшествующих испытаниях.
При проведении испытаний на паяемость любым методом необходимо соблюдать следующие меры предосторожности:
испытания следует проводить в местах, где нет потоков воздуха;
рекомендуется использовать пинцет, чтобы не загрязнять поверхность образца.
Если образец необходимо выпрямить, то это должно быть сделано таким образом, чтобы поверхность не была поцарапана или загрязнена.
10. ИСПЫТАНИЕ С ПРИМЕНЕНИЕМ КАПЕЛЬНОЙ УСТАНОВКИ
Испытуемый образец провода покрывают флюсом, затем погружают в каплю расплавленного припоя таким образом, чтобы она делилась пополам. Время с момента деления проводом капли припоя пополам до момента соединения ее над проводом является временем пайки.
Соотношение между диаметром провода и высотой капли выбирают так, чтобы слияние капли припоя над проводом не могло возникнуть без смачивания. Высоту капли регулируют применением доз припоя, имеющих определенную массу, помещенных на железный стержень и сохраняемых алюминиевой поверхностью, не смачиваемой припоем. Алюминий способствует также стабилизации температуры железного стержня.
Верхняя поверхность железного стержня должна быть облужена. Нагревательный блок после окончания испытания следует охладить, при этом доза припоя должна остаться на железном стержне для предотвращения окисления его поверхности и последующего десмачивания.
В спорных случаях может оказаться необходимым убедиться, что масса всех используемых доз припоя находится в пределах ± 10 % их номинальной массы.
Необходимо руководствоваться следующими общими правилами при использовании капельной установки:
верхняя поверхность железного стержня должна быть совершенно чистой, а в пространстве между алюминиевым блоком и горизонтальной панелью не должно быть остатков припоя, так как это может повлиять на температуру;
флюс должен соответствовать указанному типу и не быть липким при испарении растворителя. Количество применяемого флюса должно тщательно контролироваться, так как избыток флюса вызывает дополнительное понижение температуры;
каждая расплавленная капля припоя должна быть чистой и блестящей, а масса используемой дозы припоя выбирается в соответствии с номинальным диаметром вывода;
вывод должен точно делить каплю припоя пополам. Если этого не происходит, результат не за-считывается и предпринимается новая попытка в новой точке вывода.
Для проводов с одинаковой паяемостью время пайки увеличивается с увеличением диаметра провода. На испытание оказывает влияние температура и поэтому результаты испытаний будут разными в зависимости от тепловых характеристик выводов элемента, которые влияют на эффективную температуру пайки. Эти факторы в равной степени действуют и при производственной пайке, их следует принимать во внимание при разработке соответствующей НТД. Следует иметь в виду, что в производстве обычно применяют активированные флюсы, значительно сокращающие время пайки.
Испытание проходит быстро, имеет количественный и избирательный характер; оно позволяет при необходимости определить паяемость в ряде точек на выводе.
11. ИСПЫТАНИЕ С ПРИМЕНЕНИЕМ ПАЯЛЬНОЙ ВАННЫ
Существует два варианта этого испытания: один - для проволочных и лепестковых выводов, другой - для печатных плат. Оба испытания можно проводить в одной и той же ванне. При погружении образца температура припоя в зоне погружения понижается, но указанная ванна должна иметь достаточные размеры для того, чтобы не было резкого понижения температуры припоя.
Методика испытания на паяемость по методу 1 испытания Та предельно упрощена, чтобы сделать наиболее доступным ее применение. Метод предназначен, главным образом, для испытания выводов некруглого сечения, которые предназначены для пайки в паяльной ванне.
Требования к глубине погружения, указанные в МЭК 68-2-20 (ГОСТ 28211), должны указываться в соответствующей НТД.
Для печатных плат (испытание Тс) глубина погружения платы строго ограничена для того, чтобы припой проходил через отверстия в печатной плате благодаря смачиванию, а не действию выталкивающих сил Архимеда.
12. ИСПЫТАНИЕ С ПРИМЕНЕНИЕМ ПАЯЛЬНИКА
Указанный метод сохранен для возможности оценки паяемости в тех случаях, когда образцы нельзя испытать методами с применением капельной установки или паяльной ванны. Типичными примерами таких образцов являются самофлюсующиеся эмалированные провода, для которых температура припоя при других методах слишком низка, а также изделия с лепестковыми выводами, не предназначенные для пайки погружением, для которых можно использовать только паяльник.
13. ПАЯЕМОСТЬ И ЯВЛЕНИЯ ДЕСМАЧИВАНИЯ
Вследствие многообразия форм и размеров выводов изделий только по результатам испытаний на паяемость нельзя судить о прочности паяного соединения. Поэтому предлагается подготавливать образцы узлов элементов и подвергать их механическим испытаниям, таким, как испытание Е. «Ударное воздействие» или испытание F. «Вибрация».
По контактному углу между припоем и образцом можно судить о способности соединяться.
Определяемое в испытаниях время пайки является, по существу, временем, которое необходимо для того, чтобы контактный угол по всей границе припой - образец достиг одинакового низкого значения. Однако, если образец остается в соприкосновении с расплавленным припоем, контактный угол может снова увеличиться. Это явление известно как «десмачивание» и обуславливается либо тем, что припой образует несмачиваемый слой интерметаллического соединения на поверхности образца, либо тем, что припой растворяет покрытие и обнажает несмачиваемую поверхность основы. В соответствующей НТД необходимо предусмотреть испытание на десмачивание, если оно может иметь место.
14. ТЕПЛОСТОЙКОСТЬ ПРИ ПАЙКЕ
Предпочтительно применять активированный флюс, чтобы ускорить смачивание и исключить, насколько возможно, зависимость скорости притока тепла к испытуемому элементу от паяемости.
Указания, приведенные в разд. 5 и 7 относительно выбора припоя и температуры при испытаниях на паяемость, относятся в равной мере и к испытанию на теплостойкость при пайке. Особенно важно, чтобы при испытании элементов с большой теплоемкостью равновесная температура не опускалась ниже температуры, на 40 °С превышающей температуру ликвидуса припоя. Тепловое равновесие может и не достигаться в течение 5- или 10-секундного погружения, указанного в п. 5.4.3 МЭК 68-2-20 (ГОСТ 28211), но поскольку состояние равновесия зависит от скорости притока тепла до достижения равновесия, вышеупомянутое указание остается в силе. Паяльная ванна, указанная в методе 1, имеет размеры, достаточные для обеспечения постоянного значения температуры.
Указанное испытание не предназначено для имитации или оценки воздействия случайных механических напряжений, которые могут возникнуть при пайке. При установлении последовательности испытаний на воздействие факторов окружающей среды необходимо иметь в виду, что испытание на теплостойкость при пайке может вызвать повреждение элемента.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. Постановлением Государственного комитета СССР по стандартам от 15.08.89 № 2563 введен в действие государственный стандарт СССР ГОСТ 28228, в качестве которого непосредственно применен стандарт Международной Электротехнической комиссии МЭК 68-2-44-79, с 01.03.90
2. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение отечественного нормативно-технического документа, на который дана ссылка |
Обозначение соответствующего стандарта |
Раздел, подраздел, пункт, в котором приведена ссылка |
|
- - |
МЭК 68-2-20-79 МЭК 249-1-82 МЭК 326-2-76 |
Разд. 1, 2, 3, 5, 11, 14 Разд. 3 Разд. 3 |
3. Замечания к внедрению ГОСТ 28228-89
Техническое содержание стандарта МЭК 68-2-44-79 «Испытание на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка» принимают для использования и распространяют на изделия электронной техники народно-хозяйственного назначения.
4. ПЕРЕИЗДАНИЕ. Сентябрь 2006 г.
Содержание
|
9 Методы проведения испытаний на паяемость. Выбор метода 10 Испытание с применением капельной установки 11 Испытание с применением паяльной ванны 12 Испытание с применением паяльника |