
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
ВТУЛКИ СВЕРТНЫЕ
РАЗМЕРЫ, ДОПУСКИ И МЕТОДЫ КОНТРОЛЯ
ГОСТ 27672-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Подшипники скольжения ВТУЛКИ СВЕРТНЫЕ Размеры, допуски и методы контроля Plain
bearings. Wrapped bushes. Dimensions, |
ГОСТ |
Дата введения 01.01.89
Настоящий стандарт распространяется на втулки свертные подшипников скольжения (далее в тексте втулки) наружным диаметром от 6 до 150 мм с металлической основой.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Втулки должны изготавливаться двух типов:
1 - втулки с припуском для окончательной обработки внутреннего отверстия после запрессовки в корпус;
2 - втулки, для которых окончательная обработка не предусмотрена.
1.2. Основные размеры втулок должны соответствовать указанным в табл. 1, 2 и на черт. 1.
Таблица 1
мм
|
d |
d для d |
L |
с |
c1 |
|||||
|
1 |
2 |
3 |
1 |
2 |
3 |
||||
|
6 |
4,5 |
4 |
- |
0,75 |
1,0 |
- |
5, 10 |
0,4 ... 1,0 |
0,5 |
|
7 |
5,5 |
5 |
|||||||
|
8 |
6,5 |
6 |
10; 15 |
||||||
|
9 |
7,5 |
7 |
|||||||
|
10 |
8,5 |
8 |
|||||||
|
11 |
9,5 |
9 |
10; 15; 20 |
||||||
|
12 |
10,5 |
10 |
|||||||
|
13 |
11,5 |
11 |
|||||||
|
14 |
12,5 |
12 |
|||||||
|
15 |
13 |
12 |
1,0 |
1,5 |
- |
||||
|
16 |
14 |
13 |
15; 20; 25 |
||||||
|
17 |
15 |
14 |
|||||||
|
18 |
16 |
15 |
|||||||
|
19 |
17 |
16 |
|||||||
|
20 |
18 |
17 |
|||||||
|
21 |
19 |
18 |
- |
15; 20; 25; 30 |
|||||
|
22 |
20 |
19 |
|||||||
|
(23) |
21 |
20 |
|||||||
|
24 |
22 |
21 |
|||||||
|
25 |
23 |
22 |
|||||||
|
26 |
23 |
22 |
- |
1,5 |
2,0 |
- |
20; 25; 30; 40 |
0,8 ... 1,6 |
0,7 |
|
(27) |
24 |
23 |
|||||||
|
28 |
25 |
24 |
|||||||
|
30 |
27 |
26 |
|||||||
|
32 |
29 |
28 |
|||||||
|
34 |
31 |
30 |
|||||||
|
36 |
33 |
32 |
25; 40; 50 |
||||||
|
38 |
35 |
34 |
|||||||
|
(39) |
36 |
35 |
|||||||
|
40 |
37 |
36 |
|||||||
|
42 |
39 |
38 |
|||||||
|
(44) |
40 |
41 |
|||||||
|
45 |
42 |
41 |
40 |
2,5 |
|||||
|
48 |
45 |
44 |
43 |
||||||
|
50 |
47 |
46 |
45 |
25; 40; 60 |
|||||
|
53 |
50 |
49 |
48 |
||||||
|
(55) |
51 |
50 |
49 |
2,0 |
2,5 |
3,0 |
|||
|
56 |
52 |
51 |
50 |
||||||
|
(57) |
53 |
52 |
51 |
||||||
|
60 |
56 |
55 |
54 |
30; 50; 70 |
|||||
|
63 |
59 |
58 |
57 |
||||||
|
(65) |
61 |
60 |
59 |
||||||
|
67 |
63 |
62 |
61 |
||||||
|
(70) |
66 |
65 |
64 |
40; 60; 80 |
|||||
|
71 |
67 |
66 |
65 |
||||||
|
75 |
71 |
70 |
69 |
||||||
|
80 |
76 |
75 |
74 |
||||||
|
85 |
80 |
79 |
78 |
2,5 |
3,0 |
3,5 |
50; 70; 90 |
1 ... 2,5 |
1 |
|
90 |
85 |
84 |
83 |
||||||
|
95 |
90 |
89 |
88 |
||||||
|
100 |
95 |
94 |
93 |
||||||
|
105 |
100 |
99 |
98 |
||||||
|
110 |
105 |
104 |
100 |
||||||
|
(115) |
110 |
109 |
108 |
||||||
|
120 |
115 |
114 |
113 |
||||||
|
125 |
120 |
119 |
118 |
||||||
|
130 |
124 |
123 |
122 |
3,0 |
3,5 |
4,0 |
|||
|
140 |
134 |
133 |
132 |
||||||
|
150 |
144 |
143 |
142 |
||||||
Примечания:
1. Применение втулок с наружным диаметром, заключенным в скобки, непредпочтительно.
2. По заказу потребителя допускается изготовление втулок с длиной, отличающейся от указанной в табл. 1, при обеспечении остальных требований настоящего стандарта.
3. Размеры фасок, полученных не механической обработкой, согласовываются между изготовителем и заказчиком (основным потребителем).
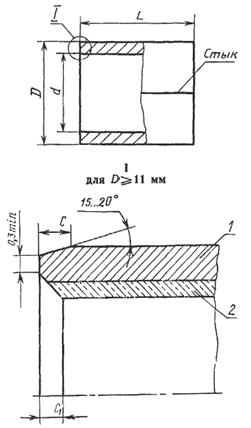
1 - основа; 2 - антифрикционный слой
Черт. 1
1.3. Предельные отклонения для диаметра корпуса D должны быть Н8, Н7, Н6 по ГОСТ 25347-82.
1.4. Допускаемые предельные отклонения на длину свертной втулки L должны соответствовать h13 по ГОСТ 25347-82.
1.5. Для свертных втулок типа 1 предельные отклонения толщины стенки d после обработки не должны превышать:
±0,035 при d = 0,75 мм
±0,05 при d = 1; 1,5; 2 и 2,5 мм
±0,065 при d = 3; 3,5 и 4 мм
1.6. Для свертных втулок типа 2 значения допусков на внутренний диаметр d свертной втулки и допуски соосности внутренней поверхности свертной втулки относительно наружной приведены в табл. 2.
Таблица 2
мм
|
Допуск на внутренний диаметр втулки |
Допуск соосности |
|
|
До 50 |
0,025 |
0,025 |
|
Св. 50 до 80 |
0,035 |
0,030 |
|
» 80 » 120 |
0,050 |
0,040 |
|
» 120 » 150 |
0,070 |
0,050 |
1.7. Смазочные отверстия
Расположение, размер и количество смазочных отверстий устанавливается в рабочих чертежах.
1.7.1. Смазочные отверстия, пробиваемые в металлической ленте до свертывания ее во втулку, не должны располагаться в участках, заштрихованных на черт. 2.
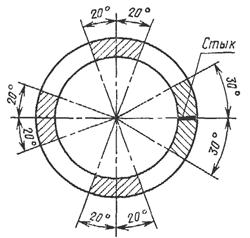
Черт. 2
1.7.2. Расположение смазочных отверстий, которые просверливаются после свертывания, не регламентируется.
1.7.3. Предельные отклонения диаметра отверстий не должны быть более ±0,025 мм.
1.8. Смазочные канавки
Расположение и количество смазочных канавок устанавливается в рабочих чертежах.
0,75......................... 0,25
1.............................. 0,3
1,5........................... 0,5
2.............................. 0,6
Примечания:
1. По согласованию с заказчиком (основным потребителем) допускается изготавливать свертные втулки с глубиной смазочных канавок большей, указанной в п. 1.8.1. В этом случае смазочные канавки должны изготавливаться путем механической обработки.
2. Выступы вокруг смазочных канавок, возникающие в результате штамповочных операций, не должны превышать 0,1 мм.
1.8.2. Спиралевидные смазочные канавки должны располагаться на поверхности свертной втулки, на удалении от стыка не менее, чем на 5 мм (черт. 3).
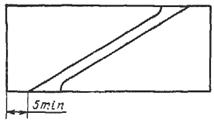
Черт. 3
1.8.3. Стык свертных втулок может располагаться параллельно или непараллельно оси втулок.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Втулки должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. На внутренней поверхности втулок не допускаются вмятины, забоины, раковины, надрывы и другие дефекты.
Примечание. Для свертных втулок типа 1 указанные дефекты допускаются до окончательной обработки на глубину не более 3/4 припуска на обработку.
2.3. На наружной поверхности втулок не должно быть трещин, заусенцев, задиров, вмятин глубиной более 0,2 мм, длиной более 2 мм, а также занимающих более 2 % площади наружной поверхности.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Наружный диаметр свертной втулки следует контролировать одним из следующих методов:
1 - измерение длины развертки по наружному диаметру под нагрузкой;
2 - контроль наружного диаметра проходным и непроходным калибрами.
3.1.1. Метод 1
Для контроля используют приспособление, представляющее собой измерительный шаблон с внутренним диаметром D, разделенный на два измерительных блока, которые могут сближаться под действием измерительного усилия (контрольной нагрузки) (черт. 4).
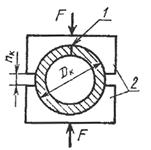
1 - стык; 2 - контрольные блоки
Черт. 4
Для настройки приспособления между контрольными блоками помещают сплошную цилиндрическую калибр-пробку с диаметром Dк, прилагают контрольную нагрузку F и измеряют hк (см. черт. 4).
Для контроля партии свертных втулок, каждую втулку поочередно помещают между контрольными блоками, к блокам прилагают контрольную нагрузку F и измеряют отклонение от размера hк, полученного при настройке.
При контроле используют следующее соотношение между отклонением наружного диаметра D свертных втулок и отклонением от размера hк
![]()
Если Т - допуск на наружный диаметр свертной втулки, то должно выполняться условие:
![]()
Контрольные параметры Dк, F рассчитывают по формулам:
для D < 12 мм: Dк = Dmax - 0,006; F = 3000 S/D
для D ³ 12 мм: Dк = Dmax - 0,012; F = 6000 S/D
Значение F округляют до ближайшего значения, кратного 250 Н для D < 12 мм или 5000 Н для D ³ 12 мм.
Значение S вычисляют по формулам:
S = Le1 - для однослойных стальных втулок и многослойных втулок с антифрикционным слоем из баббита или полимерного материала;
![]() - для
многослойных втулок с антифрикционным слоем из сплава меди;
- для
многослойных втулок с антифрикционным слоем из сплава меди;
![]() - для
однослойных втулок из сплава меди;
- для
однослойных втулок из сплава меди;
![]() - для многослойных
втулок с антифрикционным слоем из алюминиевого сплава;
- для многослойных
втулок с антифрикционным слоем из алюминиевого сплава;
![]() - для
однослойных втулок из алюминиевого сплава, где
- для
однослойных втулок из алюминиевого сплава, где
е1 - толщина стенки стальной втулки;
е2 - толщина антифрикционного слоя из сплавов меди или алюминия.
3.1.2. Метод 2
Метод состоит в введении контролируемой втулки усилием руки последовательно через два кольцевых калибра. Втулка должна проталкиваться через проходной калибр и не должна проходить при проталкивании в непроходной кольцевой калибр. Диаметр проходного кольцевого калибра должен равняться максимальному, а непроходного - минимальному наружному диаметру сверткой втулки (в пределах допуска).
Кольцевые
калибры должны изготавливаться с допуском ![]() , а их длина должна быть большей
длины измеряемой свертной втулки.
, а их длина должна быть большей
длины измеряемой свертной втулки.
Кольцевые калибры должны иметь фаску для облегчения входа контролируемой свертной втулки.
3.2. Измерение толщины стенки d
Толщину свертной втулки с L £ 14 мм измеряют в точках, расположенных по окружности на равном расстоянии от обоих торцев.
Измерение толщины свертной втулки с L > 14 мм следует проводить в точках, расположенных по двум окружностям на расстоянии 5 мм от каждого торца.
Примечание. При наличии канавок, отверстий или других конструктивных элементов, препятствующих измерению в указанных точках, для замеров могут быть выбраны другие близкие к ним точки.
3.3. Измерение внутреннего диаметра
Для
проведения измерения втулку помещают в кольцевой калибр внутренним диаметром D и длиной большей, чем длина втулки. Внутренний диаметр
кольцевого калибра должен изготавливается с допуском ![]() .
.
После
установки втулки в кольцевой калибр ее внутренний диаметр должен проверяться
проходным и непроходным калибром-пробкой. Диаметр калибра-пробки должен
изготовляться с допуском ![]() .
.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
И.И. Карасик, д-р техн. наук; Ф.В. Саввин; М.Ю. Левицкий.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.03.88 № 948
3. Стандарт полностью соответствует международному стандарту ИСО 3547-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
СОДЕРЖАНИЕ