
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РИФЛЕНИЯ И УГЛЫ
УКЛОНА НОЖЕЙ
И ПАЗОВ РЕЖУЩЕГО ИНСТРУМЕНТА
РАЗМЕРЫ
ГОСТ 2568-71
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РИФЛЕНИЯ И
УГЛЫ УКЛОНА НОЖЕЙ Размеры Currugat and
inclination angles of blades |
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 марта 1971 г. № 403 срок введения установлен
с 01.07.1972 г.
1. Настоящий стандарт распространяется на рифления и углы уклона пазов и ножей, закрепляемых в корпусе инструмента без применения каких-либо дополнительных крепежных деталей.
Стандарт не распространяется на рифления для инструмента, у которого пазы расположены по винтовой линии.
2. Размеры рифлений в плоскости, перпендикулярной к направлению рифлений, должны соответствовать указанным на черт. 1 и в табл. 1.
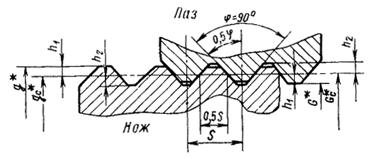
* G, Gc, g и gc - устанавливаются соответствующими стандартами на режущий инструмент.
Черт. 1
Таблица 1
мм
|
Высота головки h1 |
Глубина впадины h2 наим. |
|
|
1,50 |
0,30 |
0,32 |
|
1,00 |
0,18 |
0,20 |
|
0,75 |
0,12 |
01,14 |
3. Предельные отклонения высоты головки h1 от указанных в табл. 1 величин ограничиваются предельными отклонениями толщины ножа g и gc и ширины паза G и Gc по табл. 2.
Таблица 2
мм
|
Шаг рифлений S |
Предельные отклонения размеров |
|||
|
g |
gc |
G |
Gc |
|
|
1,50 |
-0,10 |
-0,07 |
+0,07 |
-0,07 |
|
1,00 |
-0,08 |
-0,05 |
+0,05 |
-0,05 |
|
0,75 |
-0,07 |
-0,04 |
+0,04 |
-0,04 |
Примечание. Допускается изготовлять ножи из быстрорежущей стали с предельными отклонениями по толщине ножа qc, равными, мм:
![]() -
для шага рифлений 1,5 мм
-
для шага рифлений 1,5 мм
![]() -
для шага рифлений 1,0 мм
-
для шага рифлений 1,0 мм
![]() -
для шага рифлений 0,75.
-
для шага рифлений 0,75.
(Измененная редакция, Изм. № 1).
4. Предельные отклонения по шагу на длине до 20 ниток не должны превышать ± 0,03 мм.
Предельные отклонения половины угла профиля (угла наклона сторон профиля к плоскости, параллельной направлению рифлений) не должны превышать ± 45¢.
Примечание. Предельные отклонения шага и половины угла профиля установлены как исходные при назначении допусков на инструмент для обработки рифлений.
5. Ножи и пазы с шагом рифлений 1,5 мм изготовляются с уклоном вдоль рифлений или с двойным уклоном - вдоль и поперек рифлений.
Ножи и пазы с шагом рифлений 1 и 0,75 мм изготовляются с продольным уклоном.
6. Угол продольного уклона, измеряемый в плоскости, параллельной направлению рифлений и перпендикулярной к плоскости гладкой стороны ножа и паза, должен быть:
при шаге рифлений 1,5 и 1 мм................................. 5 ° ± 5¢
при шаге рифлений 0,75 мм..................................... 3 ° ± 5
7. Угол поперечного уклона, измеряемый в плоскости, перпендикулярной к проекции направления рифлений на плоскость гладкой стороны ножа и паза, должен быть 2°30¢ ± 5¢.
8. При осевом расположении рифлений размеры от торца до вершины первого зуба рифлений ножей и пазов должны соответствовать указанным на черт. 2 и в табл. 3.
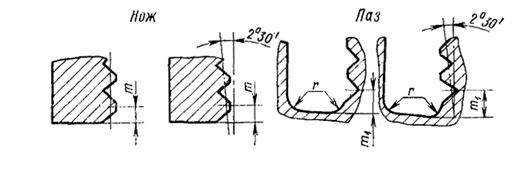
Черт. 2
Таблица 3
мм
|
m |
m1 |
r |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
1,50 |
0,75 |
± 0,20 |
1,8 |
± 0,2 |
0,5 |
|
1,00 |
0,50 |
± 0,15 |
1,0 |
+ 0,2 |
0,3 |
|
0,75 |
0,30 |
± 0,10 |
0,6 |
+ 0,2 |
0,2 |
Примечание. Для инструментов, у которых предусмотрена регулировка размера диаметра путем перестановки ножей из одних пазов в другие при переточке, размер т1 по табл. 3 относится к пазам с наименьшими расстояниями впадины первого зуба от дна.
9. При радиальном расположении рифлений размер т2 (черт. 3) от торца корпуса до вершины первого зуба рифлений паза должен быть равен шагу рифлений.
Предельные отклонения размера m2 не должны превышать ± 0,2 мм.
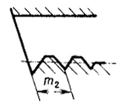
Черт. 3