МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КАЛИБРЫ ДЛЯ СОЕДИНЕНИЙ С ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБОЙ Типы, основные размеры и допуски Gauges for trapezoidal thread connections for casing
pipes with couplings. |
ГОСТ |
01.01.85
Настоящий стандарт распространяется на рабочие и контрольные конические резьбовые и гладкие калибры, предназначенные для контроля трапецеидальной резьбы и уплотнительных поверхностей соединений типов ОТТМ, ОТТГ и ТБО обсадных труб и муфт к ним по ГОСТ 632.
1. ТИПЫ КАЛИБРОВ
1.1. Калибры должны изготовляться следующих типов:
Р - резьбовые рабочие пробки и кольца;
К-Г-Р - гладкие контрольные пробки;
Г - гладкие рабочие пробки и кольца;
К-Г-Г - гладкие контрольные пробки;
Г-У - гладкие рабочие пробки и кольца (для соединений типов ОТТГ и ТБО);
К-Г-Г-У - гладкие контрольные пробки (для соединений типов ОТТГ и ТБО).
1.2. Назначение калибров установлено в обязательном приложении.
1.3. Технические условия на калибры должны соответствовать ГОСТ 24672.
2. ОБОЗНАЧЕНИЯ
2.1. В настоящем стандарте приняты следующие обозначения:
D - внутренний диаметр резьбы калибра-кольца типа Р в измерительной плоскости;
D1 - диаметр калибра-кольца типа Г в измерительной плоскости;
d - диаметр калибра-пробки типа Г в измерительной плоскости;
d1 - диаметр калибра-пробки типа Г-У в измерительной плоскости;
d2 - диаметр калибра-пробки типа К-Г-Р в измерительной плоскости;
d3 - диаметр калибра-пробки типа К-Г-Г в измерительной плоскости;
d4 - диаметр калибра-пробки типа К-Г-Г-У и калибра-кольца типа Г-У в измерительной плоскости;
d5 - внутренний диаметр резьбы калибра-пробки типа Р в основной плоскости;
d6 - диаметр проточки калибров-пробок типов Р и Г;
L - длина калибра-кольца типа Р;
l - длина калибра-пробки типа Г;
l1 - длина калибра-пробки типа К-Г-Р;
l2 - длина калибра-пробки типа К-Г-Г- и калибра-кольца типа Г;
l3 - расстояние от измерительной плоскости до малого торца калибра-пробки типа Р.
3. ОСНОВНЫЕ РАЗМЕРЫ
3.1. Основные размеры рабочих и контрольных калибров, профиль резьбы и их предельные отклонения указаны на черт. 1 - 8 и в таблице.
(Измененная редакция, Изм. № 1, 2).
Калибр-пробка типа Р
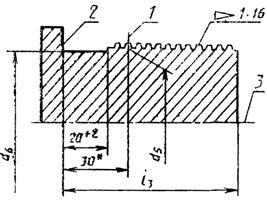
___________
* Размер для справок.
1 - основная плоскость; 2 - измерительная плоскость; 3 - ось резьбы
Черт. 1
Профиль резьбы калибра-пробки типа Р
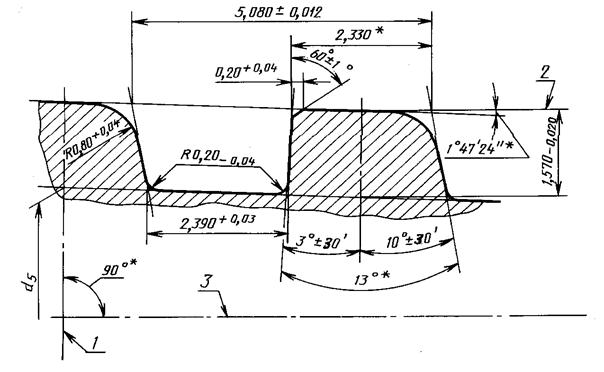
__________
* Размеры для справок.
1 - основная плоскость; 2 - линия, параллельная оси резьбы; 3 - ось резьбы
Черт. 2
Калибр-пробка типа Г
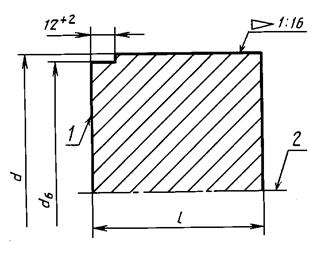
1 - измерительная плоскость; 2 - ось калибра
Черт. 3
Калибр-пробка типа Г-У
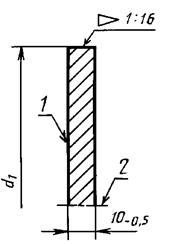
1 - измерительная плоскость; 2 - ось калибра
Черт. 4
Калибр-кольцо типа Р и калибр-пробка типа К-Г-Р
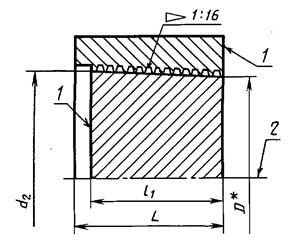
_________
* Размер для справок.
1 - измерительные плоскости; 2 - ось калибров
Черт. 5
Профиль резьбы калибра-кольца типа Р
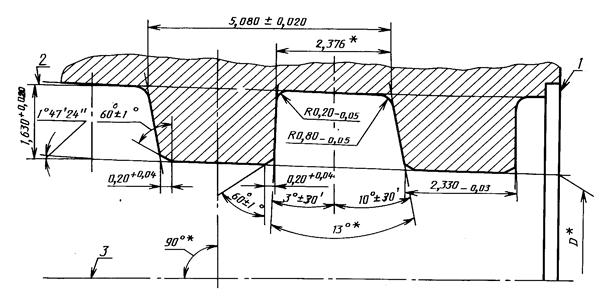
_________
* Размеры для справок.
1 - измерительная плоскость; 2 - линия, параллельная оси резьбы; 3 - ось резьбы
Черт. 6
Калибр-кольцо типа Г и калибр-пробка типа К-Г-Г
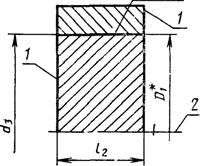
_________
* Размер для справок.
1 - измерительные плоскости; 2 - ось калибров
Черт. 7
Калибр-кольцо типа Г-У и калибр-пробка типа К-Г-Г-У
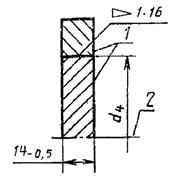
1 - измерительные плоскости; 2 - ось калибров
Черт. 8
мм
|
Условный диаметр трубы |
Диаметр в измерительной плоскости |
Внутренний диаметр резьбы и основной плоскости пробки типа Р d5 |
Диаметр проточки пробок типов Р и Г d6 |
Длина калибров |
Расстояние от измерительной плоскости до малого торца пробки типа Р l3 |
|||||||||
|
внутренний резьбы кольца типа Р D |
кольца типа Г D1 |
пробки типа Г d |
пробки типа Г-У d1 |
пробки типа К-Г-Р d2 |
пробки типа К-Г-Г d3 |
пробки типа К-Г-Г-У, кольца типа Г-У d4 |
кольца типа Р L |
пробки типа Г l |
пробки типа К-Г-Р l1 |
пробки типа К-Г-Г, кольца типа Г l2 |
||||
|
Пред. откл. ±0,01 |
Поле допуска h 16 |
|||||||||||||
|
114 |
108,475 |
111,675 |
112,225 |
106,800 |
112,225 |
114,300 |
106,375 |
111,100 |
109 |
64 |
65 |
60 |
42 |
77 |
|
127 |
121,050 |
124,250 |
124,925 |
119,375 |
124,925 |
127,000 |
118,950 |
123,800 |
122 |
66 |
67 |
62 |
44 |
79 |
|
140 |
133,500 |
136,700 |
137,625 |
131,875 |
137,625 |
139,700 |
131,400 |
136,500 |
135 |
70 |
71 |
66 |
48 |
83 |
|
146 |
139,850 |
143,050 |
143,975 |
138,175 |
143,975 |
146,050 |
137,750 |
142,850 |
141 |
70 |
71 |
66 |
48 |
83 |
|
168 |
161,825 |
165,025 |
166,200 |
160,150 |
166,200 |
168,275 |
159,725 |
165,075 |
163 |
74 |
75 |
70 |
52 |
87 |
|
178 |
171,100 |
174,300 |
175,725 |
169,425 |
175,725 |
177,800 |
169,000 |
174,600 |
173 |
78 |
79 |
74 |
56 |
91 |
|
194 |
186,725 |
189,925 |
191,600 |
185,050 |
191,600 |
193,675 |
184,625 |
190,475 |
189 |
82 |
83 |
78 |
60 |
95 |
|
219 |
211,750 |
214,950 |
217,000 |
210,075 |
217,000 |
219,075 |
209,650 |
215,875 |
214 |
88 |
89 |
84 |
66 |
101 |
|
245 |
237,150 |
240,350 |
242,400 |
235,475 |
242,400 |
244,475 |
235,050 |
241,275 |
239 |
88 |
89 |
84 |
66 |
101 |
|
273 |
265,725 |
268,925 |
270,975 |
264,050 |
270,975 |
273,050 |
263,625 |
269,850 |
268 |
88 |
89 |
84 |
66 |
101 |
|
299 |
291,125 |
294,325 |
296,375 |
- |
296,375 |
298,450 |
- |
295,250 |
293 |
88 |
89 |
84 |
66 |
101 |
|
324 |
316,525 |
319,725 |
321,775 |
- |
321,775 |
323,850 |
- |
320,650 |
319 |
88 |
89 |
84 |
66 |
101 |
|
340 |
332,400 |
335,600 |
337,650 |
- |
337,650 |
339,725 |
- |
336,525 |
335 |
88 |
89 |
84 |
66 |
101 |
Примечание. Предельные отклонения размера d4 относятся только к калибрам-пробкам типа К-Г-Г-У.
(Измененная редакция, Изм. № 1, 2).
(Поправка, ИУС № 2 2006 г.).
3.2. Предельные отклонения (в мм) разности наружных и внутренних диаметров резьбы должны быть:
калибра-пробки типа Р на длине l3 - 20 +0,020
калибра-кольца типа Р на длине L
![]()
Предельные отклонения разности диаметров должны быть:
|
калибров-пробок типов К-Г-Р и К-Г-Г соответственно на длине l1 и l2: +0,010 - для калибров длиной до 56 мм; +0,015 - для калибров длиной свыше 56 мм; калибров-пробок типа Г на длине l - 12 +0,020 -0,010 калибров-колец типа Г на длине l2 -0,025 калибров-пробок типов Г-У и К-Г-Г-У и калибров-колец типа ГУ на длине калибра ±0,005 |
При контроле разности диаметров вышеуказанных резьбовых и гладких калибров на другой длине предельные отклонения должны быть пропорционально изменены.
3.3. Предельные отклонения шага резьбы относятся к расстоянию между двумя любыми витками резьбы калибров.
3.4. Шаг резьбы и ширина площадки измеряются параллельно оси резьбы калибра.
3.5. При припасовке калибров-колец типов Р и Г соответственно к калибрам-пробкам типов К-Г-Р и К-Г-Г расстояние между измерительными плоскостями калибров должно быть равно номинальному значению размеров l1 и l2. Предельные отклонения ±0,10 мм. Несовпадение измерительных плоскостей при припасовке калибров-колец типа Г-У к калибрам-пробкам типа К-Г-У должно быть не более ±0,10 мм.
3.6. Допуск параллельности измерительных плоскостей при припасовке рабочих калибров-колец к контрольным калибрам-пробкам должен быть 0,05 мм.
3.7. Допуск перпендикулярности измерительных плоскостей к оси резьбы и к оси рабочих поверхностей соответственно резьбовых и гладких калибров-пробок должен быть 0,025 мм.
3.8. Допуск прямолинейности боковых сторон профиля резьбы должен быть 0,003 мм.
3.9. Параметр шероховатости поверхности профиля резьбы Ra по ГОСТ 2789 не должен быть более 0,32 мкм.
3.10. Комплект калибров для каждого типа соединения обсадных труб должен состоять из контрольных и рабочих резьбовых и гладких калибров, указанных в п. 1.1.
По заказу потребителя допускается изготовление отдельно рабочих резьбовых и гладких калибров-пробок или калибров-колец.
Калибры-кольца в количестве до 10 шт. должны комплектоваться с одним гладким контрольным калибром-пробкой, к которому они должны быть припасованы.
3.11. Условное обозначение калибра должно включать:
наименование и тип калибра;
обозначение резьбы, состоящее из назначения и условного диаметра трубы и типа резьбы;
обозначение настоящего стандарта.
Примеры условных обозначений калибров
Резьбовой рабочий калибр-пробка для контроля резьбы муфт к трубам с условным диаметром 299 мм:
Пробка Р Обс 299 тр кон ГОСТ 25575-83
Гладкий рабочий калибр-кольцо для контроля уплотнительного конического пояска труб с условным диаметром 140 мм:
Кольцо Г-У Обс 140 тр кон ГОСТ 25575-83
Примечание. Условное обозначение калибров для труб с условным диаметром 114 мм и муфт к ним дополнительно должно включать буквы НКМ. Например:
Кольцо Р Обс НКМ 114 тр кон ГОСТ 25575-83.
ПРИЛОЖЕНИЕ
Обязательное
1. Пробки типов Р, Г и Г-У для муфт к трубам соединений типов ОТТМ и ОТТГ и раструбных концов труб соединений типа ТБО.
Таблица 1
|
Тип пробки |
Область применения |
|
Р |
Контроль профиля и внутреннего диаметра резьбы |
|
Г |
Контроль конусности (разности внутренних диаметров) и внутреннего диаметра резьбы |
|
Г-У |
Контроль конусности (разности диаметров) и диаметра уплотнительной конической расточки муфт к трубам соединений, типа ОТТГ и раструбных концов труб соединений типа ТБО |
2. Пробки типов К-Г-Р, К-Г-Г и К-Г-Г-У и кольца типов Р, Г и Г-У для труб соединений ОТТМ и ОТТГ и ниппельных концов труб соединений типа ТБО.
Таблица 2
|
Тип калибра |
Область применения |
|
К-Г-Р |
Контроль внутреннего диаметра резьбы калибра-кольца типа Р |
|
К-Г-Г |
Контроль, диаметра калибра-кольца типа Г |
|
к-г-г-у |
Контроль диаметра калибра-кольца типа Г-У, для труб соединений типа ОТТГ и ниппельных концов труб соединений типа ТБО |
|
Р |
Контроль профиля и внутреннего диаметра резьбы |
|
Г |
Контроль конусности (разности наружных диаметров) и наружного диаметра резьбы |
|
Г-У |
Контроль конусности (разности диаметров) и диаметра уплотнительного конического пояска для труб соединений типа ОТТГ и ниппельных концов труб соединений типа ТБО |
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтяной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного Комитета СССР по стандартам от 05.01.83 № 2
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть |
|
5. ИЗДАНИЕ С ИЗМЕНЕНИЯМИ 1 и 2, утвержденными в июле 1986 г. и в январе 1988 г. (ИУС 10-86, ИУС 4-88).