
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РЕЗЬБА УПОРНАЯ
ДОПУСКИ
ГОСТ 25096-82
(СТ СЭВ 2058-79)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М.А. Палей, Г.С. Кудинова
ВНЕСЕН Министерством станкостроительной и инструментальном промышленности
Зам. министра А.Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22 января 1982 г. № 221
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Основные нормы взаимозаменяемости РЕЗЬБА УПОРНАЯ Допуски Basic norms of
interchangeability. |
ГОСТ (СТ СЭВ 2058-79) Взамен |
Постановлением Государственного комитета СССР по стандартам от 22 января 1982 г. № 221 срок введения установлен
с 01.01. 1983 г.
Настоящий стандарт распространяется на упорную резьбу с профилем, диаметрами, шагами и основными размерами по ГОСТ 10177-82.
Стандарт полностью соответствует СТ СЭВ 2058-79.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
d - наружный диаметр наружной резьбы;
d2 - средний диаметр наружной резьбы;
d3 - внутренний диаметр наружной резьбы;
D - наружный диаметр внутренней резьбы;
D1 - внутренний диаметр внутренней резьбы;
D2 - средний диаметр внутренней резьбы;
Р - шаг резьбы;
N - длины свинчивания группы нормальные;
L - длины свинчивания группы длинные;
Td; ![]() ;
; ![]() ;
; ![]() ;
; ![]() - допуски
диаметров;
- допуски
диаметров;
es - верхнее отклонение диаметров наружной резьбы;
ES - верхнее отклонение диаметров внутренней резьбы;
ei - нижнее отклонение диаметров наружной резьбы;
EI - нижнее отклонение диаметров внутренней резьбы.
1.2. Система допусков резьбы предусматривает:
1) допуски диаметров резьбы;
2) положения полей допусков диаметров резьбы;
3) классификацию длин свинчивания;
4) поля допусков резьбы и их выбор с учетом классов точности и длин свинчивания.
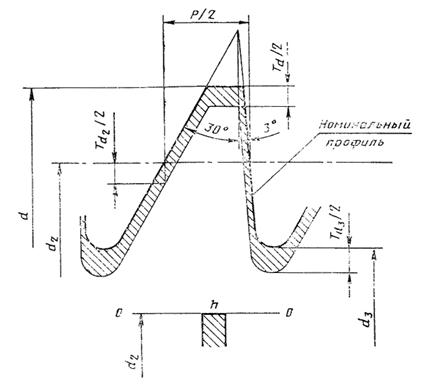
1.3. Схемы полей допусков наружной и внутренней резьбы приведены на чертеже.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном к оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами, приведенными в табл. 1.
Допуски среднего диаметра являются суммарными.
Допуски диаметра D не устанавливаются.
Таблица 1
|
Диаметр резьбы |
Степень точности |
|
|
Наружная резьба |
d |
4 |
|
d2 |
7; 8; 9 |
|
|
d3 |
7; 8; 9 |
|
|
Внутренняя резьба |
D2 |
7; 8; 9 |
|
Dl |
4 |
Примечание. Степень точности диаметра d3 должна соответствовать степени точности диаметра d2.
1.5. Положение для допуска диаметра резьбы определяется основным отклонением (верхним отклонением es для наружной резьбы и нижним отклонением EI для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на чертеже и в табл. 2.
1.6. Длины свинчивания подразделяются на две группы: нормальные N и длинные L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении 1.
Положение поля допуска наружной резьбы
Положение поля допуска внутренней резьбы
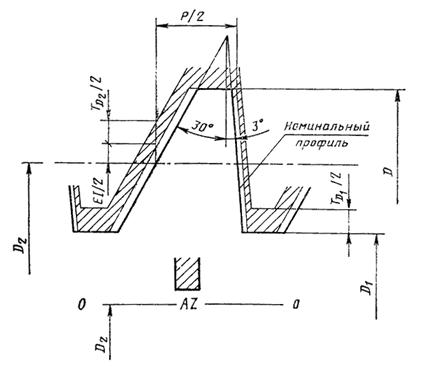
Таблица 2
|
Диаметр резьбы |
Основное отклонение |
|
|
Наружная резьба |
d |
h |
|
d2 |
h |
|
|
d3 |
h |
|
|
Внутренняя резьба |
D |
H |
|
D2 |
AZ |
|
|
D1 |
H |
2. ОБОЗНАЧЕНИЯ
2.1. Обозначение поля допуска упорной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 7h; 7AZ
2.2. Обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например: S 80´10-7h
S 80´10-7AZ
S 80´10LH-7h
S 80´10LH-7AZ
2.3. Длина свинчивания N в условном обозначении резьбы не указывается.
Длина свинчивания L при необходимости указывается в миллиметрах за условным обозначением резьбы.
Например:
![]()
2.4. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Например: S 80´10-7AZ/7h;
S 80´10LH-7AZ/7h
3. ДОПУСКИ
3.1. Числовые значения допусков диаметров d и Dl должны соответствовать указанным в табл. 3, диаметров d2 и D2 - в табл. 4, а диаметра d3 - в табл. 5.
Таблица 3
Допуски диаметров d и Dl
|
Степень точности 4 |
Шаг Р, мм |
Степень точности 4 |
|||
|
Допуск, мкм |
Допуск, мкм |
||||
|
Td |
TD1 |
Td |
TD1 |
||
|
2 |
180 |
236 |
16 |
710 |
1000 |
|
3 |
236 |
315 |
18 |
800 |
1120 |
|
4 |
300 |
375 |
20 |
850 |
1180 |
|
5 |
335 |
450 |
22 |
900 |
1250 |
|
6 |
375 |
500 |
24 |
950 |
1320 |
|
7 |
425 |
560 |
28 |
1060 |
1500 |
|
8 |
450 |
630 |
32 |
1120 |
1600 |
|
9 |
500 |
670 |
36 |
1250 |
1800 |
|
10 |
530 |
710 |
40 |
1320 |
1900 |
|
12 |
600 |
800 |
44 |
1400 |
2000 |
|
14 |
670 |
900 |
48 |
1500 |
2120 |
Таблица 4
Допуски диаметров d2 и D2
|
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
|||||||||
|
Степень точности |
|||||||||||
|
7 |
8 |
9 |
7 |
8 |
9 |
||||||
|
Допуск, мкм |
|||||||||||
|
Td2 |
TD2 |
||||||||||
|
Св. 5,6 до 11,2 |
2 |
190 |
236 |
300 |
250 |
315 |
400 |
||||
|
Св. 11,2 до 22,4 |
2 |
200 |
250 |
315 |
265 |
335 |
425 |
||||
|
3 |
224 |
280 |
355 |
300 |
375 |
475 |
|||||
|
4 |
265 |
335 |
425 |
355 |
450 |
650 |
|||||
|
5 |
280 |
355 |
450 |
375 |
475 |
600 |
|||||
|
8 |
355 |
450 |
560 |
475 |
600 |
750 |
|||||
|
Св. 22,4 до 45 |
2 |
212 |
265 |
335 |
280 |
355 |
450 |
||||
|
3 |
250 |
315 |
400 |
335 |
425 |
530 |
|||||
|
5 |
300 |
375 |
475 |
400 |
500 |
630 |
|||||
|
6 |
335 |
425 |
530 |
450 |
560 |
710 |
|||||
|
7 |
355 |
450 |
560 |
475 |
600 |
750 |
|||||
|
8 |
375 |
475 |
600 |
500 |
630 |
800 |
|||||
|
10 |
400 |
500 |
630 |
530 |
670 |
850 |
|||||
|
12 |
425 |
530 |
670 |
560 |
710 |
900 |
|||||
|
Св. 45 до 90 |
3 |
265 |
335 |
425 |
355 |
450 |
560 |
||||
|
4 |
300 |
375 |
475 |
400 |
500 |
630 |
|||||
|
5 |
315 |
400 |
500 |
425 |
530 |
670 |
|||||
|
8 |
400 |
500 |
630 |
530 |
670 |
850 |
|||||
|
9 |
425 |
530 |
670 |
560 |
710 |
900 |
|||||
|
10 |
425 |
530 |
670 |
560 |
710 |
900 |
|||||
|
12 |
475 |
600 |
750 |
630 |
800 |
1000 |
|||||
|
14 |
500 |
630 |
800 |
670 |
850 |
1060 |
|||||
|
16 |
530 |
670 |
850 |
710 |
900 |
1120 |
|||||
|
18 |
560 |
710 |
900 |
750 |
950 |
1180 |
|||||
|
20 |
560 |
710 |
900 |
750 |
950 |
1180 |
|||||
|
Св. 90 до 180 |
4 |
315 |
400 |
500 |
425 |
530 |
670 |
||||
|
5 |
355 |
450 |
560 |
475 |
600 |
750 |
|||||
|
6 |
375 |
475 |
600 |
500 |
630 |
800 |
|||||
|
8 |
425 |
530 |
670 |
560 |
710 |
900 |
|||||
|
12 |
500 |
630 |
800 |
670 |
850 |
1060 |
|||||
|
14 |
530 |
670 |
850 |
710 |
900 |
1120 |
|||||
|
16 |
560 |
710 |
900 |
750 |
950 |
1180 |
|||||
|
18 |
600 |
750 |
950 |
800 |
1000 |
1250 |
|||||
|
20 |
600 |
750 |
950 |
800 |
1000 |
1250 |
|||||
|
22 |
630 |
800 |
1000 |
850 |
1060 |
1320 |
|||||
|
24 |
670 |
850 |
1060 |
900 |
1120 |
1400 |
|||||
|
28 |
710 |
900 |
1120 |
950 |
1180 |
1500 |
|||||
|
32 |
750 |
950 |
1180 |
1000 |
1250 |
1600 |
|||||
|
Св. 180 до 355 |
8 |
450 |
560 |
710 |
600 |
750 |
950 |
||||
|
10 |
500 |
630 |
800 |
670 |
850 |
1660 |
|||||
|
12 |
530 |
670 |
850 |
710 |
900 |
1120 |
|||||
|
18 |
630 |
800 |
1000 |
850 |
1060 |
1320 |
|||||
|
20 |
670 |
850 |
1060 |
900 |
1120 |
1400 |
|||||
|
22 |
670 |
850 |
1060 |
900 |
1120 |
1400 |
|||||
|
24 |
710 |
900 |
1120 |
950 |
1180 |
1500 |
|||||
|
32 |
800 |
1000 |
1250 |
1060 |
1320 |
1700 |
|||||
|
36 |
850 |
1060 |
1320 |
1120 |
1400 |
1800 |
|||||
|
40 |
850 |
1060 |
1320 |
1120 |
1400 |
1800 |
|||||
|
44 |
900 |
1120 |
1400 |
1180 |
1500 |
1900 |
|||||
|
48 |
950 |
1180 |
1500 |
1250 |
1600 |
2000 |
|||||
|
Св. 355 до 640 |
12 |
560 |
710 |
900 |
750 |
950 |
1180 |
||||
|
16 |
630 |
800 |
1000 |
850 |
1060 |
1320 |
|||||
|
18 |
670 |
850 |
1060 |
900 |
1120 |
1400 |
|||||
|
20 |
710 |
900 |
1120 |
950 |
1180 |
1500 |
|||||
|
24 |
750 |
950 |
1180 |
1060 |
1320 |
1700 |
|||||
|
48 |
1000 |
1250 |
1600 |
1320 |
1700 |
2120 |
|||||
Таблица 5
Допуски диаметра d3
|
Шаг Р, мм |
Степень точности |
|||
|
7 |
8 |
9 |
||
|
Допуск |
||||
|
Св. 5,6 до 11,2 |
2 |
236 |
300 |
375 |
|
Св. 11,2 до 22,4 |
2 |
250 |
315 |
400 |
|
3 |
280 |
355 |
450 |
|
|
4 |
335 |
425 |
530 |
|
|
5 |
355 |
450 |
560 |
|
|
8 |
450 |
560 |
710 |
|
|
Св. 22,4 до 45 |
2 |
265 |
335 |
425 |
|
3 |
315 |
400 |
500 |
|
|
5 |
375 |
475 |
600 |
|
|
6 |
425 |
530 |
670 |
|
|
7 |
450 |
560 |
710 |
|
|
8 |
475 |
600 |
750 |
|
|
10 |
500 |
630 |
800 |
|
|
12 |
530 |
670 |
850 |
|
|
Св. 45 до 90 |
3 |
335 |
425 |
530 |
|
4 |
375 |
475 |
600 |
|
|
5 |
400 |
500 |
630 |
|
|
8 |
500 |
630 |
800 |
|
|
9 |
530 |
670 |
850 |
|
|
10 |
530 |
670 |
850 |
|
|
12 |
600 |
750 |
950 |
|
|
14 |
630 |
800 |
1000 |
|
|
16 |
670 |
850 |
1060 |
|
|
18 |
710 |
900 |
1120 |
|
|
20 |
710 |
900 |
1120 |
|
|
Св. 90 до 180 |
4 |
400 |
500 |
630 |
|
5 |
450 |
560 |
710 |
|
|
6 |
475 |
600 |
750 |
|
|
8 |
530 |
670 |
850 |
|
|
12 |
630 |
800 |
1000 |
|
|
14 |
670 |
850 |
1060 |
|
|
16 |
710 |
900 |
1120 |
|
|
18 |
750 |
950 |
1180 |
|
|
20 |
750 |
950 |
1180 |
|
|
22 |
800 |
1000 |
1250 |
|
|
24 |
850 |
1060 |
1320 |
|
|
28 |
900 |
1120 |
1400 |
|
|
32 |
950 |
1180 |
1500 |
|
|
Св. 180 до 355 |
8 |
560 |
710 |
900 |
|
10 |
630 |
800 |
1000 |
|
|
12 |
670 |
850 |
1060 |
|
|
18 |
800 |
1000 |
1250 |
|
|
20 |
850 |
1060 |
1320 |
|
|
22 |
850 |
1060 |
1320 |
|
|
24 |
900 |
1120 |
1400 |
|
|
32 |
1000 |
1250 |
1600 |
|
|
36 |
1060 |
1320 |
1700 |
|
|
40 |
1060 |
1320 |
1700 |
|
|
44 |
1120 |
1400 |
1800 |
|
|
48 |
1180 |
1500 |
1900 |
|
|
Св. 355 до 640 |
12 |
710 |
900 |
1120 |
|
16 |
800 |
1000 |
1250 |
|
|
18 |
850 |
1060 |
1320 |
|
|
20 |
900 |
1120 |
1400 |
|
|
24 |
950 |
1180 |
1500 |
|
|
48 |
1250 |
1600 |
2000 |
|
4. ОСНОВНЫЕ ОТКЛОНЕНИЯ
4.1. Числовые значения основных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 6.
Таблица 6
|
Наружная резьба |
Внутренняя резьба |
||
|
Диаметр резьбы |
|||
|
d, d2, d3 |
D, D1 |
D2 |
|
|
Основное отклонение, мкм |
|||
|
es |
EI |
||
|
h |
Н |
AZ |
|
|
2 |
0 |
0 |
+560 |
|
3 |
0 |
0 |
+600 |
|
4 |
0 |
0 |
+630 |
|
5 |
0 |
0 |
+670 |
|
6 |
0 |
0 |
+710 |
|
7 |
0 |
0 |
+750 |
|
8 |
0 |
0 |
+750 |
|
9 |
0 |
0 |
+800 |
|
10 |
0 |
0 |
+850 |
|
12 |
0 |
0 |
+900 |
|
14 |
0 |
0 |
+950 |
|
16 |
0 |
0 |
+1030 |
|
18 |
0 |
0 |
+1090 |
|
20 |
0 |
0 |
+1150 |
|
22 |
0 |
0 |
+1220 |
|
24 |
0 |
0 |
+1280 |
|
28 |
0 |
0 |
+1450 |
|
32 |
0 |
0 |
+1550 |
|
36 |
0 |
0 |
+1650 |
|
40 |
0 |
0 |
+1850 |
|
44 |
0 |
0 |
+1950 |
|
48 |
0 |
0 |
+2060 |
5. ДЛИНЫ СВИНЧИВАНИЯ
5.1. Длины свинчивания, относящиеся к группам N и L, приведены в табл. 7.
Таблица 7
мм
|
Шаг Р |
Длина свинчивания |
||
|
N |
L |
||
|
Св. 5,6 до 11,2 |
2 |
Св. 6 до 19 |
Св. 19 |
|
Св. 11,2 до 22,4 |
2 |
Св. 8 до 24 |
Св. 24 |
|
3 |
» 11 » 32 |
» 32 |
|
|
4 |
» 15 » 43 |
» 43 |
|
|
5 |
» 18 » 53 |
» 53 |
|
|
8 |
» 30 » 85 |
» 85 |
|
|
Св. 22,4 до 45 |
2 |
Св. 8 до 25 |
Св. 25 |
|
3 |
» 12 » 36 |
» 36 |
|
|
5 |
» 21 » 63 |
» 63 |
|
|
6 |
» 25 » 75 |
» 75 |
|
|
7 |
» 30 » 85 |
» 85 |
|
|
8 |
» 34 » 100 |
» 100 |
|
|
10 |
» 42 » 125 |
» 125 |
|
|
12 |
» 50 » 150 |
» 150 |
|
|
Св. 45 до 90 |
3 |
Св. 15 до 45 |
Св. 45 |
|
4 |
» 19 » 56 |
» 56 |
|
|
5 |
» 24 » 71 |
» 71 |
|
|
8 |
» 38 » 118 |
» 118 |
|
|
9 |
» 43 » 132 |
» 132 |
|
|
10 |
» 50 » 140 |
» 140 |
|
|
12 |
» 60 » 170 |
» 170 |
|
|
14 |
» 67 » 200 |
» 200 |
|
|
16 |
» 75 » 236 |
» 236 |
|
|
18 |
» 85 » 265 |
» 265 |
|
|
20 |
» 95 » 280 |
» 280 |
|
|
Св. 90 до 180 |
4 |
Св. 24 до 71 |
Св. 71 |
|
5 |
» 28 » 85 |
» 85 |
|
|
6 |
» 36 » 106 |
» 106 |
|
|
8 |
» 45 » 132 |
» 132 |
|
|
12 |
» 67 » 200 |
» 200 |
|
|
14 |
» 75 » 236 |
» 236 |
|
|
16 |
» 90 » 265 |
» 265 |
|
|
18 |
» 100 » 300 |
» 300 |
|
|
20 |
» 112 » 335 |
» 335 |
|
|
22 |
» 118 » 355 |
» 355 |
|
|
24 |
» 132 » 400 |
» 400 |
|
|
28 |
» 150 » 450 |
» 450 |
|
|
32 |
» 175 » 530 |
» 530 |
|
|
Св. 180 до 355 |
8 |
Св. 50 до 150 |
Св. 150 |
|
10 |
» 63 » 190 |
» 190 |
|
|
12 |
» 75 » 224 |
» 224 |
|
|
18 |
» 112 » 335 |
» 335 |
|
|
20 |
» 125 » 375 |
» 375 |
|
|
22 |
» 140 » 425 |
» 425 |
|
|
24 |
» 150 » 450 |
» 450 |
|
|
32 |
» 200 » 600 |
» 600 |
|
|
36 |
» 224 » 670 |
» 670 |
|
|
40 |
» 250 » 750 |
» 750 |
|
|
44 |
» 280 » 850 |
» 850 |
|
|
48 |
» 300 » 900 |
» 900 |
|
|
Св. 355 до 640 |
12 |
Св. 85 до 265 |
Св. 265 |
|
16 |
» 118 » 355 |
» 355 |
|
|
18 |
» 130 » 390 |
» 390 |
|
|
20 |
» 150 » 450 |
» 450 |
|
|
24 |
» 174 » 520 |
» 520 |
|
|
48 |
» 355 » 1060 |
» 1060 |
|
5.2. Допуск резьбы, если не предусмотрено иное, относится к наибольшей нормальной длине свинчивания, указанной в табл. 7, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
6. ПОЛЯ ДОПУСКОВ
6.1. Поля допусков наружной и внутренней резьб, установленные в среднем и грубом классах точности, должны соответствовать указанным в табл. 8.
Таблица 8
|
Наружная резьба |
Внутренняя резьба |
|||
|
Длина свинчивания |
||||
|
N |
L |
N |
L |
|
|
Поле допуска |
||||
|
Средний |
7h |
8h |
7AZ |
8AZ |
|
Грубый |
8h |
9h |
8AZ |
9AZ |
Примечание. При повышенных требованиях к точности для длин свинчивания L допускается применять поля допусков, установленные для длин свинчивания N.
6.2. Предельные отклонения диаметров наружной и внутренней резьб, соответствующие полям допусков, установленным в табл. 8, приведены в обязательном приложении 2.
6.3. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьб, установленные настоящим стандартом. Предпочтительно следует сочетать поля допусков одного класса точности.
ПРИЛОЖЕНИЕ 1
Обязательное
РАСЧЕТНЫЕ ФОРМУЛЫ И ПРАВИЛА ОКРУГЛЕНИЯ ЧИСЛОВЫХ ЗНАЧЕНИЙ ДОПУСКОВ, ОСНОВНЫХ ОТКЛОНЕНИЙ И ДЛИН СВИНЧИВАНИЯ
1. Исходными для расчета числовых значений допусков диаметров наружной и внутренней резьб являются допуски 6-й степени точности, которые рассчитываются по следующим формулам:
![]() (1)
(1)
![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
где d - среднее геометрическое крайних значений интервалов номинальных диаметров по табл. 4, за исключением интервала 355 - 640, для которого средним геометрическим значений 355 и 710; d и Р в мм, Т в мкм.
2. Числовые значения различных степеней точности определяются умножением 6-й степени точности на коэффициенты, приведенные в таблице.
|
Степени точности |
4 |
6 |
7 |
8 |
9 |
|
Коэффициент |
0,63 |
1 |
1,25 |
1,6 |
2 |
3. Числовые значения допусков диаметра d3 рассчитаны по следующим формулам
![]() (5)
(5)
![]() (6)
(6)
![]() (7)
(7)
где Т в мкм.
4. Числовые значения основных отклонений диаметров наружной и внутренней резьб рассчитаны по следующим формулам
esh = 0; (8)
ЕIН = 0; (9)
где es и EI в мкм, Р в мм.
5. Числовые значения длин свинчивания рассчитаны по следующим формулам
lNmin = 2,24Pd0,2; (11)
lNmax = 2,24Pd0,2, (12)
где d - меньшее крайнее значение интервала номинальных диаметров по табл. 7 в мм, lN в мм.
6. Числовые значения допусков, рассчитанные по формулам (1) - (7), округлены до ближайших предпочтительных чисел по ряду R 40. В целях достижения равномерной градации числовые значения допусков, приведенные в стандарте, в некоторых случаях отличаются от числовых значений допусков, рассчитанных по формулам.
Числовые значения основного отклонения, рассчитанные по формуле (10), округлены для шагов от 2 до 14 мм до ближайшего предпочтительного числа ряда R 40, а для шагов от 16 до 48 мм до ближайшего предпочтительного числа ряда R 80.
7. Числовые значения длин свинчивания, рассчитанные по формулам (11) и (12), округлены до целых миллиметров.
ПРИЛОЖЕНИЕ 2
Обязательное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РЕЗЬБЫ
Предельные отклонения диаметров наружной резьбы должны соответствовать указанным в табл. 1, предельные отклонения диаметров внутренней резьбы - указанным в табл. 2.
Таблица 1
Предельные отклонения диаметров наружной резьбы
|
Шаг Р, мм |
Поле допуска наружной резьбы |
|||||||||||||||||||
|
7h |
8h |
9h |
||||||||||||||||||
|
Диаметр резьбы |
||||||||||||||||||||
|
d |
d2 |
d3 |
d |
d2 |
d3 |
d |
d2 |
d3 |
||||||||||||
|
Предельные отклонения, мкм |
||||||||||||||||||||
|
es |
ei |
es |
ei |
es |
ei |
es |
ei |
es |
ei |
es |
ei |
es |
ei |
es |
ei |
es |
ei |
|||
|
Св. 5,6 до 11,2 |
2 |
0 |
-180 |
0 |
-190 |
0 |
-236 |
0 |
-180 |
0 |
-236 |
0 |
-300 |
0 |
-180 |
0 |
-300 |
0 |
-375 |
|
|
Св. 11,2 до 22,4 |
2 |
0 |
-180 |
0 |
-200 |
0 |
-250 |
0 |
-180 |
0 |
-250 |
0 |
-315 |
0 |
-180 |
0 |
-315 |
0 |
-400 |
|
|
3 |
0 |
-236 |
0 |
-224 |
0 |
-280 |
0 |
-236 |
0 |
-280 |
0 |
-355 |
0 |
-236 |
0 |
-355 |
0 |
-450 |
||
|
4 |
0 |
-300 |
0 |
-265 |
0 |
-335 |
0 |
-300 |
0 |
-335 |
0 |
-425 |
0 |
-300 |
0 |
-425 |
0 |
-530 |
||
|
5 |
0 |
-335 |
0 |
-280 |
0 |
-355 |
0 |
-335 |
0 |
-355 |
0 |
-450 |
0 |
-335 |
0 |
-450 |
0 |
-560 |
||
|
8 |
0 |
-450 |
0 |
-355 |
0 |
-450 |
0 |
-450 |
0 |
-450 |
0 |
-560 |
0 |
-450 |
0 |
-560 |
0 |
-710 |
||
|
Св. 22,4 до 45 |
2 |
0 |
-180 |
0 |
-212 |
0 |
-265 |
0 |
-180 |
0 |
-265 |
0 |
-335 |
0 |
-180 |
0 |
-335 |
0 |
-425 |
|
|
3 |
0 |
-236 |
0 |
-250 |
0 |
-315 |
0 |
-236 |
0 |
-315 |
0 |
-400 |
0 |
-236 |
0 |
-400 |
0 |
-500 |
||
|
5 |
0 |
-335 |
0 |
-300 |
0 |
-375 |
0 |
-335 |
0 |
-375 |
0 |
-475 |
0 |
-335 |
0 |
-475 |
0 |
-600 |
||
|
6 |
0 |
-375 |
0 |
-335 |
0 |
-425 |
0 |
-375 |
0 |
-425 |
0 |
-530 |
0 |
-375 |
0 |
-530 |
0 |
-670 |
||
|
7 |
0 |
-425 |
0 |
-355 |
0 |
-450 |
0 |
-425 |
0 |
-450 |
0 |
-560 |
0 |
-425 |
0 |
-560 |
0 |
-710 |
||
|
8 |
0 |
-450 |
0 |
-375 |
0 |
-475 |
0 |
-450 |
0 |
-475 |
0 |
-600 |
0 |
-450 |
0 |
-600 |
0 |
-750 |
||
|
10 |
0 |
-530 |
0 |
-400 |
0 |
-500 |
0 |
-530 |
0 |
-500 |
0 |
-630 |
0 |
-530 |
0 |
-630 |
0 |
-800 |
||
|
12 |
0 |
-600 |
0 |
-425 |
0 |
-530 |
0 |
-600 |
0 |
-530 |
0 |
-670 |
0 |
-600 |
0 |
-670 |
0 |
-850 |
||
|
Св. 45 до 90 |
3 |
0 |
-236 |
0 |
-265 |
0 |
-335 |
0 |
-236 |
0 |
-335 |
0 |
-425 |
0 |
-236 |
0 |
-425 |
0 |
-530 |
|
|
4 |
0 |
-300 |
0 |
-300 |
0 |
-375 |
0 |
-300 |
0 |
-375 |
0 |
-475 |
0 |
-300 |
0 |
-475 |
0 |
-600 |
||
|
5 |
0 |
-335 |
0 |
-315 |
0 |
-400 |
0 |
-335 |
0 |
-400 |
0 |
-500 |
0 |
-335 |
0 |
-500 |
0 |
-630 |
||
|
8 |
0 |
-450 |
0 |
-400 |
0 |
-500 |
0 |
-450 |
0 |
-500 |
0 |
-630 |
0 |
-450 |
0 |
-630 |
0 |
-800 |
||
|
9 |
0 |
-500 |
0 |
-425 |
0 |
-530 |
0 |
-500 |
0 |
-530 |
0 |
-670 |
0 |
-500 |
0 |
-670 |
0 |
-850 |
||
|
10 |
0 |
-530 |
0 |
-425 |
0 |
-530 |
0 |
-530 |
0 |
-530 |
0 |
-670 |
0 |
-530 |
0 |
-670 |
0 |
-850 |
||
|
12 |
0 |
-600 |
0 |
-475 |
0 |
-600 |
0 |
-600 |
0 |
-600 |
0 |
-750 |
0 |
-600 |
0 |
-750 |
0 |
-950 |
||
|
14 |
0 |
-670 |
0 |
-500 |
0 |
-630 |
0 |
-670 |
0 |
-630 |
0 |
-800 |
0 |
-670 |
0 |
-800 |
0 |
-1000 |
||
|
16 |
0 |
-710 |
0 |
-530 |
0 |
-670 |
0 |
-710 |
0 |
-670 |
0 |
-850 |
0 |
-710 |
0 |
-850 |
0 |
-1060 |
||
|
18 |
0 |
-800 |
0 |
-560 |
0 |
-710 |
0 |
-800 |
0 |
-710 |
0 |
-900 |
0 |
-800 |
0 |
-900 |
0 |
-1120 |
||
|
20 |
0 |
-850 |
0 |
-560 |
0 |
-710 |
0 |
-850 |
0 |
-710 |
0 |
-900 |
0 |
-850 |
0 |
-900 |
0 |
-1120 |
||
|
Св. 90 до 180 |
4 |
0 |
-300 |
0 |
-315 |
0 |
-400 |
0 |
-300 |
0 |
-400 |
0 |
-500 |
0 |
-300 |
0 |
-500 |
0 |
-630 |
|
|
5 |
0 |
-335 |
0 |
-355 |
0 |
-450 |
0 |
-335 |
0 |
-450 |
0 |
-560 |
0 |
-335 |
0 |
-560 |
0 |
-710 |
||
|
6 |
0 |
-375 |
0 |
-375 |
0 |
-475 |
0 |
-375 |
0 |
-475 |
0 |
-600 |
0 |
-375 |
0 |
-600 |
0 |
-750 |
||
|
8 |
0 |
-450 |
0 |
-425 |
0 |
-530 |
0 |
-450 |
0 |
-530 |
0 |
-670 |
0 |
-450 |
0 |
-670 |
0 |
-850 |
||
|
12 |
0 |
-600 |
0 |
-500 |
0 |
-630 |
0 |
-600 |
0 |
-630 |
0 |
-800 |
0 |
-600 |
0 |
-800 |
0 |
-1000 |
||
|
14 |
0 |
-670 |
0 |
-530 |
0 |
-670 |
0 |
-670 |
0 |
-670 |
0 |
-850 |
0 |
-670 |
0 |
-850 |
0 |
-1060 |
||
|
16 |
0 |
-710 |
0 |
-560 |
0 |
-710 |
0 |
-710 |
0 |
-710 |
0 |
-900 |
0 |
-710 |
0 |
-900 |
0 |
-1120 |
||
|
18 |
0 |
-800 |
0 |
-600 |
0 |
-750 |
0 |
-800 |
0 |
-750 |
0 |
-950 |
0 |
-800 |
0 |
-950 |
0 |
-1180 |
||
|
20 |
0 |
-850 |
0 |
-600 |
0 |
-750 |
0 |
-850 |
0 |
-750 |
0 |
-950 |
0 |
-850 |
0 |
-950 |
0 |
-1180 |
||
|
22 |
0 |
-900 |
0 |
-630 |
0 |
-800 |
0 |
-900 |
0 |
-800 |
0 |
-1000 |
0 |
-900 |
0 |
-1000 |
0 |
-1250 |
||
|
24 |
0 |
-950 |
0 |
-670 |
0 |
-850 |
0 |
-950 |
0 |
-850 |
0 |
-1060 |
0 |
-950 |
0 |
-1060 |
0 |
-1320 |
||
|
28 |
0 |
-1060 |
0 |
-710 |
0 |
-900 |
0 |
-1060 |
0 |
-900 |
0 |
-1120 |
0 |
-1060 |
0 |
-1120 |
0 |
-1400 |
||
|
32 |
0 |
-1120 |
0 |
-750 |
0 |
-950 |
0 |
-1120 |
0 |
-950 |
0 |
-1180 |
0 |
-1120 |
0 |
-1180 |
0 |
-1500 |
||
|
Св. 180 до 355 |
8 |
0 |
-450 |
0 |
-450 |
0 |
-560 |
0 |
-450 |
0 |
-560 |
0 |
-710 |
0 |
-450 |
0 |
-710 |
0 |
-900 |
|
|
10 |
0 |
-530 |
0 |
-500 |
0 |
-630 |
0 |
-530 |
0 |
-630 |
0 |
-800 |
0 |
-530 |
0 |
-800 |
0 |
-1000 |
||
|
12 |
0 |
-600 |
0 |
-530 |
0 |
-670 |
0 |
-600 |
0 |
-670 |
0 |
-850 |
0 |
-600 |
0 |
-850 |
0 |
-1060 |
||
|
18 |
0 |
-800 |
0 |
-630 |
0 |
-800 |
0 |
-800 |
0 |
-800 |
0 |
-1000 |
0 |
-800 |
0 |
-1000 |
0 |
-1250 |
||
|
20 |
0 |
-850 |
0 |
-670 |
0 |
-850 |
0 |
-850 |
0 |
-850 |
0 |
-1060 |
0 |
-850 |
0 |
-1060 |
0 |
-1320 |
||
|
22 |
0 |
-900 |
0 |
-670 |
0 |
-850 |
0 |
-900 |
0 |
-850 |
0 |
-1060 |
0 |
-900 |
0 |
-1060 |
0 |
-1320 |
||
|
24 |
0 |
-950 |
0 |
-710 |
0 |
-900 |
0 |
-950 |
0 |
-900 |
0 |
-1120 |
0 |
-950 |
0 |
-1120 |
0 |
-1400 |
||
|
32 |
0 |
-1120 |
0 |
-800 |
0 |
-1000 |
0 |
-1120 |
0 |
-1000 |
0 |
-1250 |
0 |
-1120 |
0 |
-1250 |
0 |
-1600 |
||
|
36 |
0 |
-1250 |
0 |
-850 |
0 |
-1060 |
0 |
-1250 |
0 |
-1060 |
0 |
-1320 |
0 |
-1250 |
0 |
-1320 |
0 |
-1700 |
||
|
40 |
0 |
-1320 |
0 |
-850 |
0 |
-1060 |
0 |
-1320 |
0 |
-1060 |
0 |
-1320 |
0 |
-1320 |
0 |
-1320 |
0 |
-1700 |
||
|
44 |
0 |
-1400 |
0 |
-900 |
0 |
-1120 |
0 |
-1400 |
0 |
-1120 |
0 |
-1400 |
0 |
-1400 |
0 |
-1400 |
0 |
-1800 |
||
|
48 |
0 |
-1500 |
0 |
-950 |
0 |
-1180 |
0 |
-1500 |
0 |
-1180 |
0 |
-1500 |
0 |
-1500 |
0 |
-1500 |
0 |
-1900 |
||
|
Св. 355 до 640 |
12 |
0 |
-600 |
0 |
-560 |
0 |
-710 |
0 |
-600 |
0 |
-710 |
0 |
-900 |
0 |
-600 |
0 |
-900 |
0 |
-1120 |
|
|
16 |
0 |
-710 |
0 |
-630 |
0 |
-800 |
0 |
-710 |
0 |
-800 |
0 |
-1000 |
0 |
-710 |
0 |
-1000 |
0 |
-1250 |
||
|
18 |
0 |
-800 |
0 |
-670 |
0 |
-850 |
0 |
-800 |
0 |
-850 |
0 |
-1060 |
0 |
-800 |
0 |
-1060 |
0 |
-1320 |
||
|
20 |
0 |
-850 |
0 |
-710 |
0 |
-900 |
0 |
-850 |
0 |
-900 |
0 |
-1120 |
0 |
-850 |
0 |
-1120 |
0 |
-1400 |
||
|
24 |
0 |
-950 |
0 |
-750 |
0 |
-950 |
0 |
-950 |
0 |
-950 |
0 |
-1180 |
0 |
-950 |
0 |
-1180 |
0 |
-1500 |
||
|
48 |
0 |
-1500 |
0 |
-1000 |
0 |
-1250 |
0 |
-1500 |
0 |
-1250 |
0 |
-1600 |
0 |
-1500 |
0 |
-1600 |
0 |
-2000 |
||
Таблица 2
Предельные отклонения диаметров внутренней резьбы
|
Шаг Р, мм |
Поле допуска внутренней резьбы |
|||||||||||||||||
|
7AZ |
8AZ |
9AZ |
||||||||||||||||
|
Диаметр резьбы |
||||||||||||||||||
|
D |
D2 |
D1 |
D |
D2 |
D1 |
D |
D2 |
D1 |
||||||||||
|
Предельные отклонения, мкм |
||||||||||||||||||
|
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
||||
|
Св. 5,6 до 11,2 |
2 |
0 |
+810 |
+560 |
+236 |
0 |
0 |
+875 |
+560 |
+236 |
0 |
0 |
+960 |
+560 |
+236 |
0 |
||
|
Св. 11,2 до 22,4 |
2 |
0 |
+825 |
+560 |
+236 |
0 |
0 |
+895 |
+560 |
+236 |
0 |
0 |
+985 |
+560 |
+236 |
0 |
||
|
3 |
0 |
+900 |
+600 |
+315 |
0 |
0 |
+975 |
+600 |
+315 |
0 |
0 |
+1075 |
+600 |
+315 |
0 |
|||
|
4 |
0 |
+985 |
+630 |
+375 |
0 |
0 |
+1080 |
+630 |
+375 |
0 |
0 |
+1190 |
+630 |
+375 |
0 |
|||
|
5 |
0 |
+1045 |
+670 |
+450 |
0 |
0 |
+1145 |
+670 |
+450 |
0 |
0 |
+1270 |
+670 |
+450 |
0 |
|||
|
8 |
0 |
+1225 |
+750 |
+630 |
0 |
0 |
+1350 |
+750 |
+630 |
0 |
0 |
+1500 |
+750 |
+630 |
0 |
|||
|
Св. 22,4 до 45 |
2 |
0 |
+840 |
+560 |
+236 |
0 |
0 |
+915 |
+560 |
+236 |
0 |
0 |
+1010 |
+560 |
+236 |
0 |
||
|
3 |
0 |
+935 |
+600 |
+315 |
0 |
0 |
+1025 |
+600 |
+315 |
0 |
0 |
+1130 |
+600 |
+315 |
0 |
|||
|
5 |
0 |
+1070 |
+670 |
+450 |
0 |
0 |
+1170 |
+670 |
+450 |
0 |
0 |
+1300 |
+670 |
+450 |
0 |
|||
|
6 |
0 |
+1160 |
+710 |
+500 |
0 |
0 |
+1270 |
+710 |
+500 |
0 |
0 |
+1420 |
+710 |
+500 |
0 |
|||
|
7 |
0 |
+1225 |
+750 |
+560 |
0 |
0 |
+1350 |
+750 |
+560 |
0 |
0 |
+1500 |
+750 |
+560 |
0 |
|||
|
8 |
0 |
+1250 |
+750 |
+630 |
0 |
0 |
+1380 |
+750 |
+630 |
0 |
0 |
+1550 |
+750 |
+630 |
0 |
|||
|
10 |
0 |
+1380 |
+850 |
+710 |
0 |
0 |
+1520 |
+850 |
+710 |
0 |
0 |
+1700 |
+850 |
+710 |
0 |
|||
|
12 |
0 |
+1460 |
+900 |
+800 |
0 |
0 |
+1610 |
+900 |
+800 |
0 |
0 |
+1800 |
+900 |
+800 |
0 |
|||
|
Св. 45 до 90 |
3 |
о |
+955 |
+600 |
+315 |
о |
0 |
+1050 |
+600 |
+315 |
0 |
0 |
+1160 |
+600 |
+315 |
0 |
||
|
4 |
0 |
+1030 |
+630 |
+375 |
0 |
0 |
+1130 |
+630 |
+375 |
0 |
0 |
+1260 |
+630 |
+375 |
0 |
|||
|
5 |
0 |
+1095 |
+670 |
+450 |
0 |
0 |
+1200 |
+670 |
+450 |
0 |
0 |
+1340 |
+670 |
+450 |
0 |
|||
|
8 |
0 |
+1280 |
+750 |
+630 |
0 |
0 |
+1420 |
+750 |
+630 |
0 |
0 |
+1600 |
+750 |
+630 |
0 |
|||
|
9 |
0 |
+1360 |
+800 |
+670 |
0 |
0 |
+1510 |
+800 |
+670 |
0 |
0 |
+1700 |
+800 |
+670 |
0 |
|||
|
10 |
0 |
+1410 |
+850 |
+710 |
0 |
0 |
+1560 |
+850 |
+710 |
0 |
0 |
+1750 |
+850 |
+710 |
0 |
|||
|
12 |
0 |
+1530 |
+900 |
+800 |
0 |
0 |
+1700 |
+900 |
+800 |
0 |
0 |
+1900 |
+900 |
+800 |
0 |
|||
|
14 |
0 |
+1620 |
+950 |
+900 |
0 |
0 |
+1800 |
+950 |
+900 |
0 |
0 |
+2010 |
+950 |
+900 |
0 |
|||
|
16 |
0 |
+1740 |
+1030 |
+1000 |
0 |
0 |
+1930 |
+1030 |
+1000 |
0 |
0 |
+2150 |
+1030 |
+1000 |
0 |
|||
|
18 |
0 |
+1840 |
+1090 |
+1120 |
0 |
0 |
+2040 |
+1090 |
+1120 |
0 |
0 |
+2270 |
+1090 |
+1120 |
0 |
|||
|
20 |
0 |
+1900 |
+1150 |
+1180 |
0 |
0 |
+2100 |
+1150 |
+1180 |
0 |
0 |
+2330 |
+1150 |
+1180 |
0 |
|||
|
Св. 90 до 180 |
4 |
0 |
+1055 |
+630 |
+375 |
0 |
0 |
+1160 |
+630 |
+375 |
0 |
0 |
+1300 |
+630 |
+375 |
0 |
||
|
5 |
0 |
+1145 |
+670 |
+450 |
0 |
0 |
+1270 |
+670 |
+450 |
0 |
0 |
+1420 |
+670 |
+450 |
0 |
|||
|
6 |
0 |
+1210 |
+710 |
+500 |
0 |
0 |
+1340 |
+710 |
+500 |
0 |
0 |
+1510 |
+710 |
+500 |
0 |
|||
|
8 |
0 |
+1310 |
+750 |
+630 |
0 |
0 |
+1460 |
+750 |
+630 |
0 |
0 |
+1650 |
+750 |
+630 |
0 |
|||
|
12 |
0 |
+1570 |
+900 |
+800 |
0 |
0 |
+1750 |
+900 |
+800 |
0 |
0 |
+1960 |
+900 |
+800 |
0 |
|||
|
14 |
0 |
+1660 |
+950 |
+900 |
0 |
0 |
+1850 |
+950 |
+900 |
0 |
0 |
+2070 |
+950 |
+900 |
0 |
|||
|
16 |
0 |
+1780 |
+1030 |
+1000 |
0 |
0 |
+1980 |
+1030 |
+1000 |
0 |
0 |
+2210 |
+1030 |
+1000 |
0 |
|||
|
18 |
0 |
+1890 |
+1090 |
+1120 |
0 |
0 |
+2090 |
+1090 |
+1120 |
0 |
0 |
+2340 |
+1090 |
+1120 |
0 |
|||
|
20 |
0 |
+1950 |
+1150 |
+1180 |
0 |
0 |
+2150 |
+1150 |
+1180 |
0 |
0 |
+2400 |
+1150 |
+1180 |
0 |
|||
|
22 |
0 |
+2070 |
+1220 |
+1250 |
0 |
0 |
+2280 |
+1220 |
+1250 |
0 |
0 |
+2540 |
+1220 |
+1250 |
0 |
|||
|
24 |
0 |
+2180 |
+1280 |
+1320 |
0 |
0 |
+2400 |
+1280 |
+1320 |
0 |
0 |
+2680 |
+1280 |
+1320 |
0 |
|||
|
28 |
0 |
+2400 |
+1450 |
+1500 |
0 |
0 |
+2630 |
+1450 |
+1500 |
0 |
0 |
+2950 |
+1450 |
+1500 |
0 |
|||
|
32 |
0 |
+2550 |
+1550 |
+1600 |
0 |
0 |
+2800 |
+1550 |
+1600 |
0 |
0 |
+3150 |
+1550 |
+1600 |
0 |
|||
|
Св. 180 до 355 |
8 |
0 |
+1350 |
+750 |
+630 |
0 |
0 |
+1500 |
+750 |
+630 |
0 |
0 |
+1700 |
+750 |
+630 |
0 |
||
|
10 |
0 |
+1520 |
+850 |
+710 |
0 |
0 |
+1700 |
+850 |
+710 |
0 |
0 |
+1910 |
+850 |
+710 |
0 |
|||
|
12 |
0 |
+1610 |
+900 |
+800 |
0 |
0 |
+1800 |
+900 |
+800 |
0 |
0 |
+2020 |
+900 |
+800 |
0 |
|||
|
18 |
0 |
+1940 |
+1090 |
+1120 |
0 |
0 |
+2150 |
+1090 |
+1120 |
0 |
0 |
+2410 |
+1090 |
+1120 |
0 |
|||
|
20 |
0 |
+2050 |
+1150 |
+1180 |
0 |
0 |
+2270 |
+1150 |
+1180 |
0 |
0 |
+2550 |
+1150 |
+1180 |
0 |
|||
|
22 |
0 |
+2120 |
+1220 |
+1250 |
0 |
0 |
+2340 |
+1220 |
+1250 |
0 |
0 |
+2620 |
+1220 |
+1250 |
0 |
|||
|
24 |
0 |
+2230 |
+1280 |
+1320 |
0 |
0 |
+2460 |
+1280 |
+1320 |
0 |
0 |
+2780 |
+1280 |
+1320 |
0 |
|||
|
32 |
0 |
+2610 |
+1550 |
+1600 |
0 |
0 |
+2870 |
+1550 |
+1600 |
0 |
0 |
+3250 |
+1550 |
+1600 |
0 |
|||
|
36 |
0 |
+2770 |
+1650 |
+1800 |
0 |
0 |
+3050 |
+1650 |
+1800 |
0 |
0 |
+3450 |
+1650 |
+1800 |
0 |
|||
|
40 |
0 |
+2970 |
+1850 |
+1900 |
0 |
0 |
+3250 |
+1850 |
+1900 |
0 |
0 |
+3650 |
+1850 |
+1900 |
0 |
|||
|
44 |
0 |
+3130 |
+1950 |
+2000 |
0 |
0 |
+3450 |
+1950 |
+2000 |
0 |
0 |
+3850 |
+1950 |
+2000 |
0 |
|||
|
48 |
0 |
+3310 |
+2060 |
+2120 |
0 |
0 |
+3660 |
+2060 |
+2120 |
0 |
0 |
+4060 |
+2060 |
+2120 |
0 |
|||
|
Св. 855 до 640 |
12 |
0 |
+1650 |
+900 |
+800 |
0 |
0 |
+1850 |
+900 |
+800 |
0 |
0 |
+2080 |
+900 |
+800 |
0 |
||
|
16 |
0 |
+1880 |
+1030 |
+1000 |
0 |
0 |
+2090 |
+1030 |
+1000 |
0 |
0 |
+2350 |
+1030 |
+1000 |
0 |
|||
|
18 |
0 |
+1990 |
+1090 |
+1120 |
0 |
0 |
+2210 |
+1090 |
+1120 |
0 |
0 |
+2490 |
+1090 |
+1120 |
0 |
|||
|
20 |
0 |
+2100 |
+1150 |
+1180 |
0 |
0 |
+2330 |
+1150 |
+1180 |
0 |
0 |
+2650 |
+1150 |
+1180 |
0 |
|||
|
24 |
0 |
+2340 |
+1280 |
+1320 |
0 |
0 |
+2600 |
+1280 |
+1320 |
0 |
0 |
+2980 |
+1280 |
+1320 |
0 |
|||
|
48 |
0 |
+3380 |
+2060 |
+2120 |
0 |
0 |
+3760 |
+2060 |
+2120 |
0 |
0 |
+4180 |
+2060 |
+2120 |
0 |
|||