ГОСТ 24834-81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РЕЗЬБА МЕТРИЧЕСКАЯ
ПЕРЕХОДНЫЕ ПОСАДКИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные нормы взаимозаменяемости РЕЗЬБА МЕТРИЧЕСКАЯ Переходные посадки Basic norms of interchangebility. Metric screw thread. Transition fits |
ГОСТ
|
Дата введения 01.01.82
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150 и устанавливает диаметры, шаги, допуски и предельные отклонения для переходных посадок при одновременном применении дополнительного элемента заклинивания. Устанавливаемые настоящим стандартом посадки предназначаются для наружных резьб (резьба на ввинчиваемом конце шпильки) деталей из стали, сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов. Допускается применение посадок по настоящему стандарту для других материалов сопрягаемых деталей. В этом случае требуется проверка посадки.
Настоящий стандарт не распространяется на резьбовые соединения для рабочих температур свыше 200 °С и на соединения деталей из нержавеющих кислотоустойчивых хромоникелевых сталей.
(Измененная редакция, Изм. № 1).
1. ДИАМЕТРЫ, ШАГИ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Диаметры и шаги резьб для соединений с переходными посадками должны соответствовать указанным в табл. 1.
При выборе диаметров следует предпочитать первый ряд второму.
Таблица 1
мм
|
Шаги Р |
|||||||
|
Ряд 1 |
Ряд 2 |
Крупный |
Мелкие |
||||
|
3 |
2 |
1,5 |
1,25 |
1 |
|||
|
5 |
- |
0,8 |
- |
- |
- |
- |
- |
|
6 |
- |
1 |
- |
- |
- |
- |
- |
|
8 |
- |
1,25 |
- |
- |
- |
- |
1 |
|
10 |
- |
1,5 |
- |
- |
- |
1,25 |
- |
|
12 |
- |
1,75 |
- |
- |
1,5 |
1,25 |
- |
|
- |
14 |
2 |
- |
- |
1,5 |
- |
- |
|
16 |
- |
2 |
- |
- |
1,5 |
- |
- |
|
- |
18 |
2,5 |
- |
2 |
1,5 |
- |
- |
|
20 |
- |
2,5 |
- |
2 |
1,5 |
- |
- |
|
- |
22 |
2,5 |
- |
2 |
1,5 |
- |
- |
|
24 |
- |
3 |
- |
2 |
- |
- |
- |
|
- |
27 |
3 |
- |
2 |
- |
- |
- |
|
30 |
- |
3,5 |
- |
2 |
- |
- |
- |
|
- |
33 |
3,5 |
- |
2 |
- |
- |
- |
|
36 |
- |
4 |
3 |
- |
- |
- |
- |
|
- |
39 |
4 |
3 |
- |
- |
- |
- |
|
42 |
- |
4,5 |
3 |
- |
- |
- |
- |
|
- |
45 |
4,5 |
3 |
- |
- |
- |
- |
Основные размеры резьб - по ГОСТ 24705.
(Измененная редакция, Изм. № 1).
2. ДЛИНЫ СВИНЧИВАНИЯ
2.1. Длины свинчивания резьбовых соединений с переходными посадками должны соответствовать указанным в табл. 2.
Таблица 2
|
Длина свинчивания |
|
|
Сталь |
От 1d до 1,25d |
|
Чугун |
От 1,25d до 1,5d |
|
Алюминиевые и магниевые сплавы |
От 1,5d до 2d |
2.2. Допускаются другие длины свинчивания. В этих случаях применение посадок по настоящему стандарту требует проверки.
3. ОСНОВНЫЕ ОТКЛОНЕНИЯ И ДОПУСКИ
3.1. Расположение полей допусков наружной и внутренней резьбы должно соответствовать указанному на черт. 1.
Отклонения отсчитываются от номинального профиля резьбы, показанного на черт. 1 утолщенной линией, в направлении, перпендикулярном к оси резьбы.
3.2. Основные отклонения и степени точности резьбы должны соответствовать указанным в табл. 3.
Таблица 3
|
Диаметры резьбы |
Номинальный диаметр резьбы d, мм |
Основные отклонения |
Степени точности |
|
|
Наружная резьба |
Наружный d |
От 5 до 45 |
g |
6 |
|
Средний d2 |
От 5 до 16 |
jk; m |
2; 4 |
|
|
От 18 до 30 |
j; m |
2; 4 |
||
|
От 33 до 45 |
jh |
4 |
||
|
Внутренняя резьба |
Наружный D |
От 5 до 45 |
H |
- |
|
Средний D2 |
От 5 до 30 |
H |
3; 4; 5 |
|
|
От 33 до 45 |
H |
5 |
||
|
Внутренний D1 |
От 5 до 45 |
H |
6 |
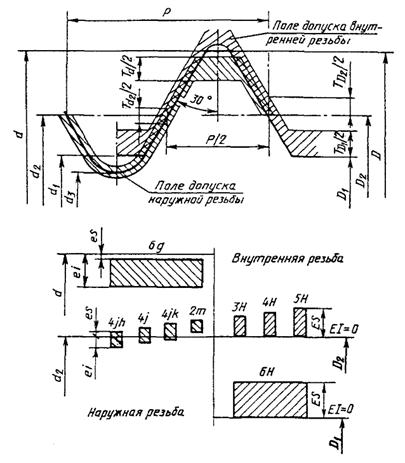
ei - нижнее отклонение диаметров наружной резьбы; EI - нижнее отклонение диаметров внутренней резьбы; es - верхнее отклонение диаметров наружной резьбы; ES - верхнее отклонение диаметров внутренней резьбы; Т - допуск диаметров резьбы (диаметр резьбы дается в индексе)
Черт. 1
(Измененная редакция, Изм. № 1).
3.3. Числовые значения основных отклонений наружного диаметра наружной резьбы d, а также наружного, среднего и внутреннего диаметров внутренней резьбы D; D2; D1 - по ГОСТ 16093.
3.4. Числовые значения основных отклонений среднего диаметра наружной резьбы d2 должны соответствовать указанным в табл. 4.
Таблица 4
|
Шаг Р, мм |
Основные отклонения ei диаметра d2, мкм |
||||
|
jh |
j |
jk |
m |
||
|
От 5 до 16 |
0,8 |
- |
- |
-9 |
+24 |
|
1 |
- |
- |
-11 |
+26 |
|
|
1,25 |
- |
- |
-14 |
+28 |
|
|
1,5 |
- |
- |
-17 |
+32 |
|
|
1,75 |
- |
- |
-19 |
+34 |
|
|
2 |
- |
|
-22 |
+38 |
|
|
От 18 до 30 |
1,5 |
- |
-42 |
- |
+32 |
|
2 |
- |
-48 |
- |
+38 |
|
|
2,5 |
- |
-53 |
- |
+42 |
|
|
3 |
- |
-60 |
- |
+48 |
|
|
3,5 |
- |
-63 |
- |
- |
|
|
От 33 до 45 |
2 |
-100 |
- |
- |
- |
|
3 |
-112 |
- |
- |
- |
|
|
3,5 |
-118 |
- |
- |
- |
|
|
4 |
-125 |
- |
- |
- |
|
|
4,5 |
-132 |
- |
- |
- |
|
3.3, 3.4. (Измененная редакция, Изм. № 1).
3.5. Числовые значения допусков наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы - по ГОСТ 16093.
3.6. Числовые значения допусков среднего диаметра наружной и внутренней резьбы должны соответствовать указанным в табл. 5.
Таблица 5
|
Шаг Р, мм |
Степени точности |
|||||
|
2 |
4 |
3 |
4 |
5 |
||
|
Допуски, мкм |
||||||
|
|
|
|||||
|
Св. 2,8 до 5,6 |
0,8 |
38 |
По ГОСТ 16093 |
63 |
По ГОСТ 16093 |
|
|
Св. 5,6 до 11,2 |
1 |
45 |
75 |
|||
|
1,25 |
48 |
80 |
||||
|
1,5 |
53 |
90 |
||||
|
Св. 11,2 до 22,4 |
1,25 |
53 |
90 |
|||
|
1,5 |
56 |
95 |
||||
|
1,75 |
60 |
100 |
||||
|
2 |
63 |
106 |
||||
|
2,5 |
67 |
112 |
||||
|
Св. 22,4 до 45 |
2 |
67 |
112 |
|||
|
3 |
80 |
132 |
||||
(Измененная редакция, Изм. № 1).
3.7. Расчетные формулы основных отклонений и допусков приведены в приложении 1.
(Введен дополнительно, Изм. № 1).
4. ФОРМА ВПАДИНЫ НАРУЖНОЙ РЕЗЬБЫ
4.1. Форма впадины наружной резьбы должна быть закругленной. Для резьбы с шагом Р £ 1 мм допускается плоскосрезанная форма впадины.
4.2. Требования к выполнению закругленной и плоскосрезанной впадины наружной резьбы - по ГОСТ 16093.
4.1, 4.2. (Измененная редакция, Изм. № 1).
5. ПОЛЯ ДОПУСКОВ И ПОСАДКИ
5.1. Поля допусков резьбы и их сочетания в посадках должны соответствовать указанным в табл. 7.
Таблица 7*
|
Материал детали с внутренней резьбой |
Поля допусков |
Посадки |
||
|
наружной резьбы |
внутренней резьбы |
|||
|
От 5 до 16 |
Сталь |
4jk |
4H6H |
|
|
2m |
3H6H |
|||
|
Чугун, алюминиевые и магниевые сплавы |
4jk |
5H6H |
|
|
|
2m |
3H6H |
|||
|
От 18 до 30 |
Сталь |
4j |
4H6H |
|
|
2m |
3H6H |
|||
|
Чугун, алюминиевые и магниевые сплавы |
4j |
5H6H |
|
|
|
2m |
3H6H |
|||
|
От 33 до 45 |
Сталь, чугун, алюминиевые и магниевые сплавы |
4jh |
5H6H |
|
* Табл. 6. (Исключена, Изм. № 1).
5.2. Обозначение полей допусков и посадок - по ГОСТ 16093.
Поле допуска наружного диаметра наружной резьбы в обозначении не указывается.
Пример условного обозначения посадки резьбы номинальным диаметром 12 мм, с крупным шагом:
M12-4H6H/4jk
5.3. Допускаются посадка 3Н6Н/2m без применения дополнительного элемента заклинивания, а также переходные посадки, которые образованы сочетанием полей допусков наружной резьбы по настоящему стандарту и ГОСТ 4608 с полями допусков внутренней резьбы по настоящему стандарту, ГОСТ 4608 и ГОСТ 16093. Применение таких посадок требует дополнительной проверки.
5.4. Примеры и рекомендации по применению дополнительных элементов заклинивания приведены в приложении 2.
5.3, 5.4. (Введены дополнительно, Изм. № 1).
6. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
6.1. Предельные отклонения диаметров наружной резьбы должны соответствовать указанным в табл. 8, внутренней резьбы - в табл. 9.
Таблица 8
|
Шаг Р, мм |
Поля допусков |
||||||||
|
4jh |
4j |
||||||||
|
Диаметры резьбы |
|||||||||
|
d |
d2 |
d |
d2 |
||||||
|
Предельные отклонения, мкм |
|||||||||
|
es |
ei |
es |
ei |
es |
ei |
es |
ei |
||
|
Св. 2,8 до 5,6 |
0,8 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Св. 5,6 до 11,2 |
1 |
- |
- |
- |
- |
- |
- |
- |
- |
|
1,25 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
1,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Св. 11,2 до 22,4 |
1,25 |
- |
- |
- |
- |
- |
- |
- |
- |
|
1,5 |
- |
- |
- |
- |
-32 |
-268 |
+48 |
-42 |
|
|
1,75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
- |
- |
- |
- |
-36 |
-318 |
+52 |
-48 |
|
|
2,5 |
- |
- |
- |
- |
-42 |
-377 |
+53 |
-53 |
|
|
Св. 22,4 до 45 |
2 |
-38 |
-318 |
+6 |
-100 |
-38 |
-318 |
+58 |
-48 |
|
3 |
-48 |
-423 |
+13 |
-112 |
-48 |
-423 |
+65 |
-60 |
|
|
3,5 |
-53 |
-478 |
+14 |
-118 |
-53 |
-478 |
+69 |
-63 |
|
|
4 |
-60 |
-535 |
+15 |
-125 |
- |
- |
- |
- |
|
|
4,5 |
-63 |
-563 |
+18 |
-132 |
- |
- |
- |
- |
|
Продолжение табл. 8
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поля допусков |
|||||||
|
4jh |
2m |
||||||||
|
Диаметры резьбы |
|||||||||
|
d |
d2 |
d |
d2 |
||||||
|
Предельные отклонения, мкм |
|||||||||
|
es |
ei |
es |
ei |
es |
ei |
es |
ei |
||
|
Св. 2,8 до 5,6 |
0,8 |
-24 |
-174 |
+51 |
-9 |
-24 |
-174 |
+62 |
+24 |
|
Св. 5,6 до 11,2 |
1 |
-26 |
-206 |
+60 |
-11 |
-26 |
-206 |
+71 |
+26 |
|
1,25 |
-28 |
-240 |
+61 |
-14 |
-28 |
-240 |
+76 |
+28 |
|
|
1,5 |
-32 |
-268 |
+68 |
-17 |
-32 |
-268 |
+85 |
+32 |
|
|
1,25 |
-28 |
-240 |
+71 |
-14 |
-28 |
-240 |
+81 |
+28 |
|
|
1,5 |
-32 |
-268 |
+73 |
-17 |
-32 |
-268 |
+88 |
+32 |
|
|
Св. 11,2 до 22,4 |
1,75 |
-34 |
-299 |
+76 |
-19 |
-34 |
-299 |
+94 |
+34 |
|
2 |
-38 |
-318 |
+78 |
-22 |
-38 |
-318 |
+101 |
+38 |
|
|
2,5 |
- |
- |
- |
- |
-42 |
-377 |
+109 |
+42 |
|
|
2 |
- |
- |
- |
- |
-38 |
-318 |
+105 |
+38 |
|
|
3 |
- |
- |
- |
- |
-48 |
-423 |
+128 |
+48 |
|
|
Св. 22,4 до 45 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
4,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Таблица 9
|
Шаг Р, мм |
Поле допусков |
|||||||||||||||||
|
3Н6Н |
4Н6Н |
5H6H |
||||||||||||||||
|
Диаметры резьбы |
||||||||||||||||||
|
D |
D2 |
D1 |
D |
D2 |
D1 |
D |
D2 |
D1 |
||||||||||
|
Предельные отклонения, мкм |
||||||||||||||||||
|
EI |
ES |
EI |
ES |
ЕI |
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
||||
|
Св. 2,8 до 5,6 |
0,8 |
0 |
+63 |
0 |
+200 |
0 |
0 |
+80 |
0 |
+200 |
0 |
0 |
+100 |
0 |
+200 |
0 |
||
|
Св. 5,6 до 11,2 |
1 |
0 |
+75 |
0 |
+236 |
0 |
0 |
+95 |
0 |
+236 |
0 |
0 |
+118 |
0 |
+236 |
0 |
||
|
1,25 |
0 |
+80 |
0 |
+265 |
0 |
0 |
+100 |
0 |
+265 |
0 |
0 |
+125 |
0 |
+265 |
0 |
|||
|
1,5 |
0 |
+90 |
0 |
+300 |
0 |
0 |
+112 |
0 |
+300 |
0 |
0 |
+140 |
0 |
+300 |
0 |
|||
|
Св. 11,2 до 22,4 |
1,25 |
0 |
+90 |
0 |
+265 |
0 |
0 |
+112 |
0 |
+265 |
0 |
0 |
+140 |
0 |
+265 |
0 |
||
|
1,5 |
0 |
+95 |
0 |
+300 |
0 |
0 |
+118 |
0 |
+300 |
0 |
0 |
+150 |
0 |
+300 |
0 |
|||
|
1,75 |
0 |
+100 |
0 |
+335 |
0 |
0 |
+125 |
0 |
+335 |
0 |
0 |
+160 |
0 |
+335 |
0 |
|||
|
2 |
0 |
+106 |
0 |
+375 |
0 |
0 |
+132 |
0 |
+375 |
0 |
0 |
+170 |
0 |
+375 |
0 |
|||
|
2,5 |
0 |
+112 |
0 |
+450 |
0 |
0 |
+140 |
0 |
+450 |
0 |
0 |
+180 |
0 |
+450 |
0 |
|||
|
Св. 22,4 до 45 |
2 |
0 |
+112 |
0 |
+375 |
0 |
0 |
+140 |
0 |
+375 |
0 |
0 |
+180 |
0 |
+375 |
0 |
||
|
3 |
0 |
+132 |
0 |
+500 |
0 |
0 |
+170 |
0 |
+500 |
0 |
0 |
+212 |
0 |
+500 |
0 |
|||
|
3,5 |
- |
- |
- |
- |
- |
0 |
+180 |
0 |
+560 |
0 |
0 |
+224 |
0 |
+560 |
0 |
|||
|
4 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
+236 |
0 |
+600 |
0 |
|||
|
4,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
+250 |
0 |
+670 |
0 |
|||
(Измененная редакция, Изм. № 1).
6.2. Допуски среднего диаметра наружной и внутренней резьбы являются суммарными.
6.3. Верхнее отклонение внутреннего диаметра наружной резьбы по дну впадины d3 равно верхнему отклонению среднего диаметра наружной резьбы d2.
Нижнее отклонение внутреннего диаметра наружной резьбы по дну впадины d3 определяется с учетом основного отклонения среднего диаметра d2 и наименьшего допускаемого среза впадины наружной резьбы.
Примечание. Требования по п. 6.3 не подлежат обязательному контролю при приемке изделий, если это не оговорено особо.
6.4. Верхнее отклонение внутреннего диаметра наружной резьбы d1 равно верхнему отклонению среднего диаметра наружной резьбы d2.
6.5. Верхнее отклонение наружного диаметра внутренней резьбы D не устанавливается.
6.3 - 6.5. (Измененная редакция, Изм. № 1).
6.6. Предельные отклонения шага и угла наклона боковой стороны профиля приведены в табл. 10.
Таблица 10
|
Предельные отклонения |
||
|
шага, мкм |
угла наклона боковой стороны профиля |
|
|
0,8; 1; 1,25 |
±12 |
±50¢ |
|
1,5; 1,75 |
±16 |
±45¢ |
|
2; 2,5 |
±20 |
±40¢ |
|
3; 3,5 |
±24 |
±35¢ |
|
4; 4,5 |
±28 |
±30¢ |
Предельные отклонения шага относятся к длинам свинчивания, не превышающим указанных в табл. 2.
Обратная конусность не допускается.
Примечание. Отклонение по табл. 10 и п. 6.7 не подлежат обязательному контролю при приемке изделий, если это не оговорено особо.
6.8. Предельные отклонения диаметров резьбы относятся к размерам деталей до нанесения гальванического защитного покрытия.
Приведенный средний диаметр наружной резьбы после нанесения защитного покрытия должен быть не более d2 + es + 0,048 мм.
Приведенный средний диаметр внутренней резьбы с защитным покрытием должен быть не менее, чем номинальный средний диаметр D2.
(Измененная редакция, Изм. № 1).
Разд. 7. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Обязательное
РАСЧЕТНЫЕ ФОРМУЛЫ ОСНОВНЫХ ОТКЛОНЕНИЙ И ДОПУСКОВ
1. Числовые значения основных отклонений среднего диаметра наружной резьбы рассчитаны по следующим формулам:
еijh = -(80 + 11Р) (1)
для Р от 2 до 4,5 мм; d от 33 до 45 мм;
еij = -(25 + 11Р) (2)
для Р от 1,5 до 3,5 мм; d от 18 до 30 мм;
еijk = -11Р (3)
для Р от 0,8 до 2 мм; d от 5 до 16 мм;
eim = -(15 + 11P) (4)
для Р от 0,8 до 3 мм; d от 5 до 27 мм,
где Р - в мм, ei - в мкм.
Рассчитанные по формулам (1) - (4) числовые значения основных отклонений округлены до ближайших предпочтительных чисел ряда R 40 по ГОСТ 8032.
2. Числовые значения допусков средних диаметров наружной и внутренней резьбы для 2-й и 3-й степеней точности рассчитаны по следующим формулам:
![]() (5)
(5)
![]() , (6)
, (6)
где d - среднее геометрическое предельных значений интервалов номинальных диаметров резьбы по ГОСТ 16093 в мм, Р - в мм, Т - в мкм.
После обозначения допусков диаметров резьбы в скобках указана степень точности.
Числовые значения допусков, рассчитанные по формулам (5) и (6), округлены до предпочтительных чисел, принятых в системе допусков метрической резьбы по ГОСТ 16093, или до ближайших предпочтительных чисел ряда R 40 по ГОСТ 8032.
ПРИЛОЖЕНИЕ 2
Справочное
ЭЛЕМЕНТЫ ЗАКЛИНИВАНИЯ И РЕКОМЕНДАЦИИ ПО ИХ ПРИМЕНЕНИЮ
|
Вид заклинивания |
Материал детали с внутренней резьбой |
Примечание |
|
1. Конический сбег резьбы
|
Сталь, чугун, алюминиевые и магниевые сплавы |
Наиболее часто применяемый вид заклинивания. Применяется в сквозных и глухих отверстиях. Не рекомендуется применять при высоких динамических нагрузках. При слишком большом крутящем моменте затяжки может иметь место деформация внутренней резьбы в верхней части резьбового отверстия, поэтому рекомендуется внутреннюю резьбу выполнять с зенковкой 60°. Толщина стенки для детали с внутренней резьбой должна быть не менее 0,5d для надежного распределения радиальных напряжений. |
|
2. Плоский бурт
|
Алюминиевые и магниевые сплавы |
Применяется в сквозных и глухих отверстиях. Плоскость заклинивания бурта должна быть перпендикулярна к оси резьбы. Диаметр бурта должен быть не менее 1,5d |
|
3. Цилиндрическая цапфа
|
Сталь, чугун, алюминиевые и магниевые сплавы |
Применяется только в глухих отверстиях. Оказывает меньшее стопорящее действие, чем у элементов заклинивания 1 и 2. Диаметр цилиндрической цапфы должен быть несколько меньше внутренней резьбы. Угол конуса на конце цилиндрической цапфы должен совпадать с углом заточки сверла для нарезания отверстия под резьбу |



ПРИЛОЖЕНИЯ 1, 2. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 3. (Исключено, Изм. № 1).
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.06.81 № 2953
3. Стандарт полностью соответствует СТ СЭВ 305-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
Приложение 1 |
|
|
Вводная часть |
|
5. Ограничение срока действия снято по протоколу № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ (ноябрь 2003 г.) с Изменением № 1, утвержденным в апреле 1988 г. (ИУС 7-88)
СОДЕРЖАНИЕ