
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛЫ И СПЛАВЫ
ИЗМЕРЕНИЕ ТВЕРДОСТИ МЕТОДОМ
УПРУГОГО ОТСКОКА БОЙКА (по Шору)
ГОСТ 23273-78
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МЕТАЛЛЫ И СПЛАВЫ Измерение твердости методом упругого отскока бойка (по Шору) Metals and alloys. Measurement of shore hardness with method of striker recoil |
ГОСТ |
* Переиздание (февраль 1985 г.) с Изменением № 1, утвержденным в апреле 1984 г. (ИУС 7-84).
Постановлением Государственного комитета СССР по стандартам от 13 сентября 1978 г. № 2494 срок действия установлен
с 01.01.80
Постановлением Госстандарта от 03.04.84 № 1212 срок действия продлен
до 01.01.90
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на металлы, сплавы
и металлические изделия и устанавливает метод измерения твердости по Шору от 20
до 140 единиц (HSD) при температуре (![]() ) °С.
) °С.
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Масса изделия при измерении твердомерами, установленными непосредственно на изделие, должна быть не менее 5 кг. Образцы, устанавливаемые на столик твердомера, должны иметь массу не менее 0,1 кг и толщину не менее 10 мм.
2. АППАРАТУРА
2.1. Прибор для измерения твердости должен обеспечивать:
высоту отскока бойка h1 для 100 единиц твердости по Шору - (13,6 ± 0,3) мм;
высоту падения бойка h2 - (19,0 ± 0,5) мм;
цену деления шкалы индикатора (измерителя высоты отскока бойка) - не более 1 единицы шкалы HSD.
Геометрические размеры и масса алмазного бойка должны соответствовать ГОСТ 9377-81.
Периодическую поверку твердомера производят по нормативно-технической документации.
Текущую поверку твердомера производят образцовыми мерами по нормативно-технической документации.
(Измененная редакция, Изм. № 1).
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Поверхность испытуемого изделия или образца должна быть свободной от масла и грязи, иметь шероховатость не более Ra = 2,5 мкм по ГОСТ 2789-73.
3.2. Поверхность столика, на которую помещают испытуемое изделие или образец, должна быть ровной, свободной от масла и грязи.
Прибор устанавливают вертикально по уровню (ГОСТ 3059-75), вмонтированному в корпус прибора.
Плоские изделия или образцы помещают непосредственно на столик, цилиндрические - устанавливают на подставку с V-образным вырезом.
3.3. Изделия больших размеров испытывают с помощью съемной части прибора. Прибор устанавливают вертикально, изделие - горизонтально по уровню. Рекомендуется использовать стойку-призму для установки съемной части прибора на изделие.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Испытанию подвергаются разнообразные металлические изделия (например, стальные и чугунные прокатные валки) и образцы различной формы.
4.2. При измерении твердости по Шору боек определенной массы с алмазным наконечником свободно и вертикально падает с определенной высоты на испытуемую поверхность. Высота отскока бойка h принимается за характеристику твердости и измеряется в условных единицах (черт. 2).
4.3. При измерении твердости должны быть соблюдены следующие условия:
горизонтальная установка изделия (образца);
плотное прижатие колпачка прибора к испытуемой поверхности;
скорость проведения испытания должна быть не более 5 ударов в 10 с.
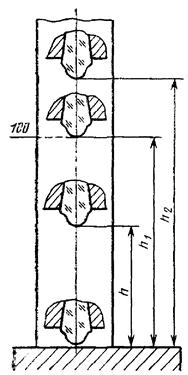
Черт. 2*
* Черт. 1 исключен.
4.4. Изделие или образец должны лежать на столике плотно, устойчиво, чтобы не произошло смещение во время испытания.
4.5. Расстояние между двумя соседними отпечатками и от края образца или изделия до отпечатка должно быть не менее 2 мм.
4.6. На участке изделия или образца, подлежащем определению твердости, должно производиться не менее пяти измерений. Среднее арифметическое результатов этих измерений принимается за твердость данного изделия или образца при условии, что разность между наибольшим и наименьшим числом этих показаний твердости не превышает 5 единиц. Если результаты измерения отличаются более чем на 5 единиц, испытание повторяют, количество отпечатков при этом удваивают.
4.7. Во время испытания прибор должен быть предохранен от воздействия ударов и вибрации.
4.8. Твердость по Шору указывают с округлением до целой единицы шкалы HSD.
4.9. (Исключен, Изм. № 1).
4.10. Твердость по Шору обозначается индексом HSD, например, 85HSD.
4.11. (Исключен, Изм. № 1).
4.12. Величина твердости по Шору не имеет точного метода перевода ее на другие величины твердости или прочности при растяжении.
СОДЕРЖАНИЕ