МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Обеспечение износостойкости изделий Метод оценки истирающей способности поверхностей при трении Products wear
resistance assurance. |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 11 декабря 1978 г. № 3283 дата введения установлена
Настоящий стандарт устанавливает метод экспериментальной оценки истирающей способности обработанных поверхностей при трении со смазочным материалом.
Стандарт не распространяется на материалы твердостью менее 30HV.
Сущность метода состоит в том, что радиальной поверхностью цилиндрического образца испытуемого материала изнашивают плоскую поверхность эталонного образца при заданных условиях, измеряют износ в процессе испытаний, а об истирающей способности поверхности судят по значениям параметров линейной функции, аппроксимирующей зависимость интенсивности изнашивания от давления.
1. АППАРАТУРА
Испытательная установка (черт. 1), обеспечивающая проведение испытаний при следующих условиях:
частота вращения цилиндрического образца (ролика) - (100 ± 5) мин-1;
сила прижатия ролика к плоскому эталонному образцу - (98,1 ± 1,96) Н [(10 ± 0,2) кгс];
непараллельность оси ролика рабочей поверхности плоского образца - не более 0,1 мм;
скорость подачи смазочного масла в зону трения - (40 ± 5) капель в минуту.
В процессе испытаний следует непрерывно измерять относительное перемещение h (сближение) плоского образца и оси ролика с погрешностью не более 0,002 мм в пределах 2 мм, а также суммарное количество оборотов ролика с погрешностью не более 10 оборотов.
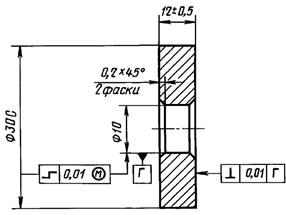
Форма и размеры ролика приведены на черт. 2.
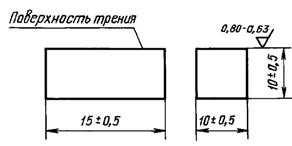
Эталонный образец изготовляют (черт. 3) из прессованного фторопласта 4 по ГОСТ 10007-80. Высота h образца 7 - 10 мм.
Допускается многократно использовать эталонный образец с промежуточной механической обработкой поверхности для удаления вытертой при испытаниях канавки.
Для смазывания применяют индустриальное масло 20 по ГОСТ 20799-88.
Промывочные жидкости - бензин по НТД и ацетон по ГОСТ 2768-84.
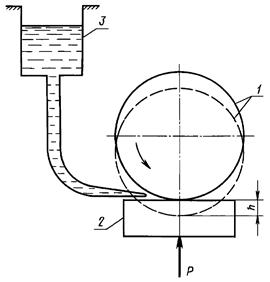
1 - испытуемый образец (ролик); 2 - неподвижный эталонный образец; 3 - резервуар со смазочным маслом
2. ПОДГОТОВКА К ИСПЫТАНИЯМ
2.1. Ролик последовательно промывают бензином и ацетоном, просушивают на воздухе и устанавливают на вал испытательной установки. Биение образующей ролика при вращении не более 0,01 мм.
При установке ролика учитывают направление движения обрабатывающего инструмента относительно исследуемой поверхности ролика. С этой целью выдерживают заданное соотношение между направлением вращения ролика относительно инструмента при окончательной обработке поверхности и направлением вращения ролика относительно эталонного образца.
Примечание. Допускается не учитывать указанное соотношение при неопределенном и сложном движении инструмента при обработке.
2.2. Устанавливают частоту вращения ролика и скорость подачи смазочного масла в соответствии с разд. 1, производят притирку ролика по эталонному образцу в течение 30 мин при нагрузке (98,1 ± 1,96) Н [(10 ± 0,2) кгс].
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Устанавливают новый эталонный образец, прижимают к нему ролик с силой, указанной в разд. 1, и выдерживают под нагрузкой в течение 3 мин. Взаимная установка ролика и эталонного образца должна проводиться таким образом, чтобы расстояние между краями канавок, вытертых в образце при испытаниях, или краями канавки и образца должно быть не менее одной длины канавки. Приводят ролик во вращение с заданной частотой (разд. 1) и регистрируют последовательно приращения h1 перемещения оси ролика относительно плоского образца за последовательные промежутки времени, соответствующие набору следующих последовательных чисел оборотов N1 ролика: N1 = N2 = 180; N3 = N4 = N5 = N6 = 360; N7 = N8 = N9 = N10 = 900.
В процессе испытаний не допускается прекращение вращения ролика.
3.2. Разобщают ролик и эталонный образец и выключают привод ролика.
3.3. Испытания проводят на пяти парах образцов.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Средние значения (![]() ) перемещений
в мм при наборе определенного числа оборотов из ряда, указанного в п. 3.1, по результатам испытания пяти
образцов вычисляют по формуле
) перемещений
в мм при наборе определенного числа оборотов из ряда, указанного в п. 3.1, по результатам испытания пяти
образцов вычисляют по формуле

4.2. Средние интенсивности
изнашивания (![]() ) при наборе оборотов N1
из ряда, указанного в п. 3.1,
вычисляют по формуле
) при наборе оборотов N1
из ряда, указанного в п. 3.1,
вычисляют по формуле
![]()
4.3. Среднее давление (![]() ) в МПа для
каждого из указанных в п. 3.1 числа
оборотов вычисляют по формуле
) в МПа для
каждого из указанных в п. 3.1 числа
оборотов вычисляют по формуле

4.4. Параметры С и qк линейной функции, аппроксимирующей зависимость интенсивности изнашивания от давления, вычисляют по формуле
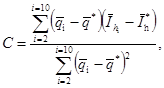
![]()
где 

СОДЕРЖАНИЕ