
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ЗУБОФРЕЗЕРНЫЕ
ГОРИЗОНТАЛЬНЫЕ
ДЛЯ ЦИЛИНДРИЧЕСКИХ
МЕЛКОМОДУЛЬНЫХ КОЛЕС
ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 21721-76
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН Вильнюсским филиалом экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС)
Директор ВФ ЭНИМС А.А. Гапшис
Руководитель темы А.А. Янушаускас
Исполнители: А.А Янушаускас, В.А. Веденский В.Б. Данилова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии В.А. Трефилов
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Н.Н. Герасимов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 20 апреля 1976 г. № 866
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ
ЗУБОФРЕЗЕРНЫЕ ГОРИЗОНТАЛЬНЫЕ Основные размеры Horizontal hobbing
machines for |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 20 апреля 1976 г. № 866 срок действия установлен
с 01.01. 1978 г.
до 01.01. 1983 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на горизонтальные зубофрезерные станки, предназначенные для нарезания мелкомодульных прямозубых цилиндрических зубчатых колес.
Стандарт распространяется на станки, изготовляемые для нужд народного хозяйства и для экспорта.
(Измененная редакция, Изм. № 1).
2. Основные размеры станков должны соответствовать указанным на чертеже и в таблице.
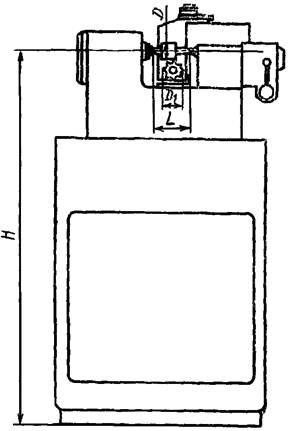
Примечание. Чертеж не определяется конструкцию станков.
Размеры в мм
|
Наибольший диаметр D обрабатываемого изделия |
20 |
32 |
50 |
80 |
|
Наибольший модуль нарезаемых зубчатых колес, не менее |
0,5 |
1,0 |
||
|
Наибольшая длина L между торцами шпинделя изделия и пиноли задней бабки в рабочем положении, не менее |
75 |
90 |
105 |
125 |
|
Конусное отверстие по СТ СЭВ 147-75 в шпинделе изделия, не более |
Морзе 1 |
Морзе 2 |
||
|
Конусное отверстие по СТ СЭВ 147-75 в пиноли задней бабки, не более |
Морзе 1 |
Морзе 2 |
||
|
Наибольший диаметр D1 устанавливаемых червячных фрез |
25 |
40 (32) |
||
|
Наибольший угол поворота инструментального шпинделя, не менее |
±3° |
|||
|
Посадочный диаметр инструментального шпинделя под отверстие фрезы |
8 |
13 |
||
|
Расстояние Н от нижней плоскости основания станка до оси изделия, не более |
1250 |
|||
(Измененная редакция, Изм. № 1).
Размеры, заключенные в скобки, при разработке новых конструкций не применять.
3. Допускается изготовлять станки с D меньше 20 мм по ряду Ra10 ГОСТ 6636-69.
4. Длину L, увеличенную против указанных в таблице значений, выбирают по согласованию изготовителя с потребителем из ряда Ra40 ГОСТ 6636-69.
5. Посадочный диаметр инструментального шпинделя под отверстие фрезы допускается применять по согласованию изготовителя с потребителем из ряда: 5; 8; 10; 13; 16 мм.
6. Форму и размеры отверстий в шпинделе изделия и пиноли задней бабки допускается изменять по согласованию изготовителя с потребителем.
4 - 6. (Измененная редакция, Изм. № 1).
7. Наибольший диаметр обрабатываемых зубчатых колес D должен обеспечиваться при наибольшем диаметре D1 устанавливаемых червячных фрез.
8 По согласованию изготовителя с потребителем станки оснащают устройствами для автоматической смены обрабатываемой заготовки и пакетирующими устройствами.
7 - 8. (Введены дополнительно, Изм. № 1).