ГОСТ 19853-74
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРЕСС-МАСЛЕНКИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
|
Москва Стандартинформ 2005 |
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
РАЗРАБОТЧИКИ
А.К. Игнатьев, Л.Н. Дубровин, Н.И. Липатов, Г.М. Цфас, А.В. Воронина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.05.74 № 1343
3. Взамен ГОСТ 1303-56 в части типов I, II, III и V и МН 4143-62 - МН 4146-62
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (сентябрь 2005 г.) с Изменениями № 1, 2, утвержденными в мае 1986 г., феврале 1990 г. (ИУС 8-86, 5-90)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Технические условия Lubricating
plugs. |
ГОСТ |
Дата введения 01.01.76
Настоящий стандарт распространяется на пресс-масленки (далее - масленки), предназначенные для индивидуальной подачи пластичных смазочных материалов и смазочных масел к узлам трения машин и механизмов в условиях эксплуатации 1 - 8 по ГОСТ 15150.
(Измененная редакция, Изм. № 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Устанавливаются следующие типы масленок:
для пластичных смазочных материалов:
1 - прямая (резьбовая),
2 - угловая (резьбовая);
для смазочных масел:
3 - под запрессовку.
По заказу потребителя допускается изготовлять масленки типов 1 и 2 для смазочных масел.
1.2. Основные параметры масленок должны соответствовать указанным на черт. 1 - 3 и в табл. 1 - 3.
Тип 1
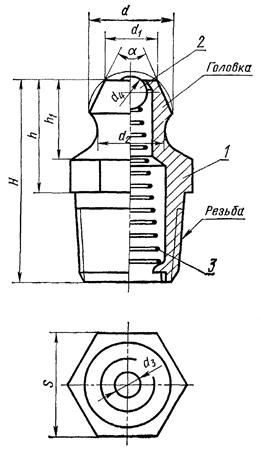
1 - корпус масленки; 2 - запорный элемент; 3 - пружина.
Примечание. Чертеж не определяет конструкцию масленок.
Таблица 1
Размеры, мм
|
Резьба |
H |
h |
h1 |
d (пред. откл. -0,2) |
d1 |
d2 |
d3 (пред. откл. ±0,2) |
d4 |
S |
a |
Масса, кг, не более |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||||||
|
1 |
М6´1 коническая (см. обязательное приложение) |
13 |
8 |
6,0 |
6,7 |
4,5 |
5,8 |
-0,30 |
2,0 |
2,5 |
8 |
-0,20 |
48° |
0,0030 |
|
2 |
М10´1 по ГОСТ 24705 |
18 |
10 |
7,0 |
10 |
0,0062 |
||||||||
|
3 |
|
|||||||||||||
|
4 |
|
24 |
12 |
7,5 |
10,0 |
5,2 |
8,0 |
-0,36 |
4,5 |
5,0 |
14 |
-0,24 |
60° |
0,0160 |
Пример условного обозначения масленки типа 1, номера 2, с покрытием Ц6:
Масленка 1.2.Ц6 ГОСТ 19853-74
То же, номера 4, с покрытием Кд6.хр:
Масленка 1.4.Кд6.хр ГОСТ 19853-74
Тип 2

* Допускается изготовлять размер «под ключ» 10-0,2 мм.
1 - вставной элемент; 2 - переходной штуцер.
Примечания:
1. Чертеж не определяет конструкцию масленок.
2. Допускается безрезьбовое соединение вставного элемента с переходным штуцером.
Таблица 2
Размеры, мм
|
Резьба |
Lmax |
l |
a (пред. откл. ±3°) |
Масса, кг, не более |
|
|
1 |
М6´1 коническая (см. приложение) |
19 |
6 |
45°; 90° |
0,0130 |
|
2 |
М10´1 по ГОСТ 24705 |
22 |
8 |
0,0162 |
|
|
3 |
|
Пример условного обозначения масленки типа 2, номера 1, с углом a = 45°, покрытием Ц6:
Масленка 2.1.45.Ц6 ГОСТ 19853-74
То же, номера 3, с углом a = 90°, покрытием Кд6.хр:
Масленка 2.3.90.Кд6.хр ГОСТ 19853-74
Тип 3
Исполнение 1
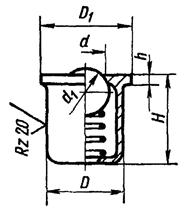
Исполнение 2

Примечание. Чертеж не определяет конструкцию масленок
Таблица 3
Размеры, мм
|
D´8 |
D1 |
d (пред. откл. ±0,2) |
d1 |
H |
h |
Масса, кг, не более |
|
|
1 |
6 |
8 |
2,5 |
3 |
6 |
1,0 |
0,0020 |
|
2 |
10 |
12 |
5,0 |
6 |
12 |
1,5 |
0,0060 |
Пример условного обозначения масленки типа 3, номера 1, исполнения 1, с покрытием Ц6:
Масленка 3.1.1.Ц6 ГОСТ 19853-74
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Параметр шероховатости наружных поверхностей масленок - Rz £ 40 мкм по ГОСТ 2789.
(Измененная редакция, Изм. № 1).
2.2. Наружные поверхности масленок должны иметь защитные покрытия: Ц6, Ц6.хр, Кд6, Кд6.хр по ГОСТ 9.306.
Примечания:
1. Для условий эксплуатации 2 - 8 по ГОСТ 15150 потребителю следует проводить дополнительную защиту наружных поверхностей масленок.
2. Допускается по согласованию с потребителем изготовлять масленки типа 3 без нанесения защитных покрытий при условии их работы под слоем возобновляющейся смазки в закрытых помещениях.
(Измененная редакция, Изм. № 2).
2.3. Размеры резьбы и размер шестигранника S следует проверять до нанесения защитного покрытия.
Поле допуска резьбы M10´1 - 8g по ГОСТ 16093.
2.4. Головки масленок типов 1 и 2 должны иметь твердость не менее 500 HV 5/10.
2.3, 2.4. (Измененная редакция, Изм. № 1).
2.5. Для масленок типов 1 и 2 диаметр описанной окружности шестигранника D должен составлять:
D ³ 1,1S,
где S - размер «под ключ».
2.6. Запорный элемент под действием пружины должен плотно прилегать к гнезду и после утопания возвращаться в первоначальное положение. Запорный элемент должен выступать за торец головки масленки:
для типов 1 и 2 номеров 1, 2, 3 и типа 3 номера 1 на 0,1 - 0,9 мм;
для типа 1 номера 4 и типа 3 номера 2 на 0,1 - 1,4 мм.
2.5, 2.6. (Измененная редакция, Изм. № 2).
2.7. Для стальных запорных элементов должны применяться шарики по ГОСТ 3722.
В масленках, предназначенных для смазочных масел, должны применяться шарики не ниже степени точности 60.
По заказу потребителя допускается изготовлять масленки с пластмассовым запорным элементом.
(Измененная редакция, Изм. № 1).
2.8. Завальцовка или выштамповка корпуса масленки должна обеспечивать надежную опору для пружины. Завальцовка должна быть ровной, без складок и трещин.
2.9. Установленная безотказная наработка масленок - не менее 20000 циклов. Цикл состоит из процесса открывания и закрывания запорного устройства.
Критерий отказа - нарушение герметичности запорного устройства.
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемосдаточные, периодические и типовые испытания по ГОСТ 22976.
(Измененная редакция, Изм. № 1).
3.2. При приемосдаточных испытаниях следует проверять соответствие масленок требованиям пп. 2.1, 2.2, 2.5, 2.6 и 2.8.
При периодических испытаниях следует проверять соответствие масленок всем требованиям настоящего стандарта.
Периодические испытания должны проводиться не реже одного раза в два года.
3.3. Устанавливается следующая величина выборки для испытаний: приемосдаточных - 0,05 % сменного выпуска, но не менее 5 шт.; периодических и типовых - 0,2 %, но не менее 100 шт., взятых из трех последовательных смен.
3.4. В случае несоответствия результатов какого-либо испытания требованиям настоящего стандарта проводят повторные испытания на удвоенном количестве масленок. Результаты повторных испытаний являются окончательными.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль шероховатости наружных поверхностей масленок (п. 2.1) проводят визуальным сравнением с образцами по ГОСТ 9378.
4.2. Контроль толщины и стойкости защитного покрытия (п. 2.2) - по ГОСТ 9.302.
4.3. Контроль размеров (пп. 2.3, 2.5, 2.6) проводят измерительным инструментом с точностью, установленной заданными предельными отклонениями.
4.4. Контроль твердости головок масленок (п. 2.4) - по ГОСТ 2999.
4.5. Контроль завальцовки (или выштамповки) корпуса масленки (п. 2.8) проводят внешним осмотром.
4.6. Установленную безотказную наработку масленок (п. 2.9) следует определять механическим воздействием на запорный элемент и его перемещением не менее чем на 1 мм.
4.7. Герметичность запорного устройства (п. 2.9) следует проверять подачей смазочного материала со стороны внутренней полости:
для масленок, предназначенных для пластичных смазочных материалов, с пенетрацией 150 - 220 единиц под давлением 0,05 МПа (0,5 кгс/см2). Допустимые утечки не более 5 × 10-4 см3/с;
для масленок, предназначенных для смазочных масел, с вязкостью не более 250 мм2/с при температуре испытаний, под давлением 0,3 МПа (3 кгс/см2). Допустимые утечки не более 10-3 см3/с.
Разд. 4. (Измененная редакция, Изм. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1, Маркировка, упаковка, транспортирование и хранение масленок по ГОСТ 15108.
5.2. В качестве транспортной тары следует применять ящики типа II-1 по ГОСТ 2991. Допускается по согласованию с потребителем применять многооборотную тару по технической документации, утвержденной в установленном порядке.
5.3. Масса брутто грузового места не должна превышать:
110 кг - для ящиков по ГОСТ 2991;
1000 кг - для многооборотной тары и пакетов при пакетировании.
Разд. 5. (Измененная редакция, Изм. № 1).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие масленок требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
6.2. Гарантийный срок хранения масленок - 18 мес со дня их изготовления.
6.3. Гарантийный срок эксплуатации масленок - 36 мес со дня их ввода в эксплуатацию.
Разд. 6. (Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ
Обязательное
Резьба М6´1 коническая

1. Шаг резьбы измеряется параллельно оси трубы.
2. Биссектриса угла профиля перпендикулярна к оси резьбы.
3. Размер 3,0 мм относится как к наружной, так и к внутренней резьбе.
4. Сбег резьбы в особых случаях может быть принят равным 1 - 2 мм.
5. Остальные технические требования - по ГОСТ 6111.
(Измененная редакция, Изм. № 1).