
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СРЕДСТВА ОБЕСПЕЧЕНИЯ ЗАЩИТЫ
ИЗДЕЛИЙ РАКЕТНОЙ И РАКЕТНО-
КОСМИЧЕСКОЙ ТЕХНИКИ ОТ
СТАТИЧЕСКОГО ЭЛЕКТРИЧЕСТВА
ОБЩИЕ ТРЕБОВАНИЯ К МЕТАЛЛИЗАЦИИ И ЗАЗЕМЛЕНИЮ
ГОСТ 19005-81
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СРЕДСТВА ОБЕСПЕЧЕНИЯ ЗАЩИТЫ ИЗДЕЛИЙ РАКЕТНОЙ И РАКЕТНО-КОСМИЧЕСКОЙ ТЕХНИКИ ОТ СТАТИЧЕСКОГО ЭЛЕКТРИЧЕСТВА Общие требования к металлизации и заземлению The means of the provision of the rocket and rocket-space technology items protection from the static electricity. General requirements for the metallization and earthing |
ГОСТ
|
Дата введения 01.07.82
Настоящий стандарт распространяется на ракеты всех классов, ракеты-носители, космические аппараты и их составные части (далее в тексте - изделия).
Стандарт устанавливает общие требования к металлизации и заземлению, которые необходимы для защиты изделий от воздействия зарядов статического электричества в процессе их изготовления, испытаний и эксплуатации.
(Измененная редакция, Изм. № 2).
1. ОБЩИЕ ТРЕБОВАНИЯ К МЕТАЛЛИЗАЦИИ
1.1. Общие положения
1.1.1. Металлизация предназначена для приведения всех частей изделия к одному электрическому потенциалу.
Металлизацию производят в процессе сборки изделий путем соединения надежности и устойчивости электропроводящими связями составных частей и комплектующих элементов изделия, между которыми возможно возникновение разности потенциалов от электростатических полей.
1.1.2. На этапах разработки изделий разработчик должен:
производить оценку условий, способствующих возникновению электростатических полей;
определять требования и принимать меры по обеспечению надежной электростатической защиты высокочувствительных к электрическому разряду устройств, комплектующих элементов и отдельных систем изделия;
разрабатывать проектную документацию на расположение мест металлизации и заземления.
(Измененная редакция, Изм. № 1).
1.1.3. Металлизация должна обеспечивать:
надежное функционирование аппаратуры, отдельных систем и изделия в целом при воздействии зарядов статического электричества;
надежное функционирование аппаратуры, отдельных систем и изделия в целом при влиянии помех, которые могут возникать при электрических разрядах в местах переменных контактов между отдельными частями конструкции изделия и комплектующих элементов;
надежность в работе высокочувствительных к электрическому разряду устройств при воздействии зарядов статического электричества, которые могут вызывать преждевременное их срабатывание;
безопасность изделия от воздействия зарядов статического электричества, которые могут вызывать при определенных условиях пожары и взрывы.
1.1.4. Металлизировать необходимо:
металлические и неметаллические части конструкции, которые образуют внешний контур изделия, площадь наружной поверхности которых превышает 0,2 м2 или превышает длину 0,5 м;
составные металлические и неметаллические части изделия (баки, отсеки, проставки, ступени, стыковочные узлы, головные части, гаргроты, обтекатели и т.п.);
подвижные и складывающиеся конструкции изделия (кресла, люки, панели, тяги, фермы, штанги, каркасы солнечных батарей и т.п.);
воронкогасители, успокоители, датчики и другие элементы конструкции, находящиеся внутри баков с компонентами топлива;
двигательные установки (ДУ), пороховые ракетные двигатели (ПРД), рулевые машины (РМ), корпуса пироагрегатов (разрывной болт, пиропатрон, пироклапан, пирочека и т.п.); металлические корпуса электрических средств инициирования;
трубопроводы систем наддува, дренажа, пневмоуправления, питания и слива компонентов топлива и т.п.;
электро-, радио- и телеаппаратуру, аппаратуру систем телеметрии и т.п.;
экранированные провода неэкранированных жгутов, экранированные жгуты и кабели, в том числе жгуты и кабели, покрытые токонепроводящими материалами;
металлические корпуса электрических соединений, применяемых для металлизации разделяемых составных частей изделия.
Примечание. Составные части и комплектующие элементы изделия, соединенные между собой или с корпусом изделия при помощи сварки или пайки, металлизировать не требуется.
(Измененная редакция, Изм. № 1).
1.1.5. Материалы металлизируемых элементов в местах их контактирования, материалы контактирующих поверхностей металлизируемых элементов и наконечников перемычек по ГОСТ 18707, материалы крепежных и установочных деталей должны составлять допустимые по электрохимическому потенциалу контактные пары по ГОСТ 9.005.
1.1.6. Крепежные детали (болты, винты, заклепки, шайбы и т.п.), установочные детали (хомуты, колодки, скобы и т.п.), кроме деталей, изготовленных из коррозионно-стойких токопроводящих сплавов, должны иметь токопроводящие защитные покрытия, указанные в конструкторской документации. Все детали должны быть очищены от загрязнений, не должны иметь следов коррозии и повреждений защитного токопроводящего покрытия.
(Измененная редакция, Изм. № 1).
1.1.7. Наконечники перемычек должны быть установлены на частях металлизируемых деталей и сборочных единиц, расположенных в доступных для осмотра местах. Изгибание наконечников перемычек не допускается.
(Измененная редакция, Изм. № 2).
1.1.8. Перемычки выбирают минимальной длины по ГОСТ 18707, при этом значение переходного сопротивления между металлизируемых элементами не должно превышать норм, установленных в табл. 1.
Таблица 1
|
Материалы контактирующих поверхностей металлизируемых элементов |
Норма переходного сопротивления, Ом, не более, при металлизации |
||||
|
перемычкой по ГОСТ 18707 |
непосредственным контактом |
крепежными деталями |
установочными деталями |
||
|
составных частей |
корпуса антенны |
||||
|
Алюминиевые, титановые сплавы, стали и др. металлические материалы |
2 · 10-3 |
1,2 · 10-3 |
|||
|
Магниевые сплавы |
3 · 10-3 |
2 · 10-3 |
3 · 10-3 |
- |
3 · 10-3 |
Примечания:
1. В случае необходимости выбора перемычек типа Б или плетенки ПМЛ 3×6 Т (ПМЛ 3×6) длиной более 140 мм; перемычек типов Б, К, Л из плетенки ПМЛ 6×10 Т (ПМЛ 6×10) длиной более 300 мм; типов Ж, И длиной более 280 мм; перемычек типа А из плетенки ПМЛ 10×16 Т (ПМЛ 10×16) длиной L более 500 мм; перемычек типов Д, Е из плетенок ПМЛ 10×16 Т (ПМЛ 10×16) с длинами L1 и L2 более 500 мм значения переходных сопротивлений между металлизируемыми элементами не должны превышать 4,6 · 10-3 Ом.
2. Значение переходного сопротивления при металлизации через электрический соединитель устанавливают в соответствии с требованиями конструкторской документации.
1.1.9. При металлизации подвижных и складывающихся конструкций изделия и амортизированной аппаратуры перемычки выбирают соответствующей длины для обеспечения необходимого свободного их перемещения и требований по значениям переходных сопротивлений, указанных в табл. 1.
1.1.10. Под одну крепежную деталь устанавливают не более трех наконечников перемычек, при условии выполнения требований по значениям переходных сопротивлений между металлизируемыми элементами, соединяемыми каждой перемычкой.
1.1.11. Требования к металлизации изделия и комплектующих элементов, а также конструктивное исполнение металлизации должны быть указаны в конструкторской документации. В конструкторской документации должна быть ссылка на настоящий стандарт.
Примеры выполнения металлизации составных частей изделий приведены в рекомендуемом приложении 1.
Места металлизации, выполненные способом непосредственного контакта поверхностей, в конструкторской документации обозначать буквой М. Примеры обозначения мест металлизации приведены в рекомендуемом приложении 1.
(Измененная редакция, Изм. № 1).
1.1.12. Последовательность операций при проведении работ по металлизации и контроле металлизации должна быть установлена в технологической документации, утвержденной в установленном порядке.
1.2.1. Металлизацию необходимо производить:
неразъемными гибкими соединениями (неразъемными перемычками);
разъемными гибкими соединениями (разъемными перемычками) и разрывными перемычками;
обеспечением непосредственного контакта поверхностей металлизируемых элементов;
при помощи установочных деталей;
при помощи крепежных деталей;
металлизирующими заклепками;
обеспечением непрерывного токопроводящего покрытия на нетокопроводящие материалы.
Примечание. При металлизации обеспечением непосредственного контакта поверхностей металлизируемых элементов, допускается контактирующие поверхности в местах металлизации ограничивать размерами, указанными в конструкторской документации.
В случае нанесения токонепроводящих материалов на конструкционные узлы из токопроводящих материалов (металлов, углепластиков и т.д.) допускается их дополнительно не металлизировать нанесением токопроводящего покрытия по согласованию предприятия-разработчика и представителя заказчика.
(Измененная редакция, Изм. № 1, 2).
1.2.2. При металлизации неразъемными, разъемными, и разрывными перемычками их выбирают и изготавливают по ГОСТ 18707.
По согласованию с заказчиком, когда условия работы перемычек являются более жесткими по сравнению с оговоренными в ГОСТ 18707, разд. 3, допускается применять перемычки, разработанные по конструкторской документации разработчика изделия, при условии выполнения норм переходных сопротивлений, установленных в табл. 1.
1.3. Требования к контактирующим поверхностям и защите мест металлизации
Наличие следов коррозии не допускается.
Поверхности должны быть качественно зачищены и просушены.
1.3.3. На контактирующие поверхности деталей, указанных в п. 1.3.2, после зачистки, обезжиривания и просушивания должно быть нанесено защитное токопроводящее покрытие с удельным электрическим сопротивлением не более 2 · 10-3 Ом · м в соответствии с требованиями конструкторской документации.
1.3.4. На поверхности деталей, изготовленных из магниевых сплавов и контактирующих с деталями из магниевых, алюминиевых, титановых сплавов, сталей, луженых латуней, после зачистки, обезжиривания и просушки должно быть нанесено защитное токопроводящее покрытие с удельным электрическим сопротивлением не более 1 · 10-2 Ом · м в соответствии с требованиями конструкторской документации. Значения переходных сопротивлений должны соответствовать нормам, указанным в табл. 1.
1.3.5. При выполнении металлизации деталей, указанных в пп. 1.3.2 и 1.3.4, токопроводящее покрытие на зачищенные поверхности допускается не наносить, но при этом необходимо обеспечить защиту от коррозии в соответствии с требованиями, указанными в конструкторской документации.
1.3.3 - 1.3.5. (Измененная редакция, Изм. № 1).
1.3.6. После выполнения металлизации деталей и сборных единиц, устанавливаемых в негерметичных объемах изделий, эксплуатируемых в тропических условиях или морском тумане контуры стыков контактирующих поверхностей металлизируемых элементов, установочных деталей, головки болтов (винтов), наконечники перемычек, открытые части зачищенных и незачищенных поверхностей (от 3 до 5 мм на сторону по всему контуру контактирующей детали) необходимо покрыть защитным покрытием в соответствии с требованиями конструкторской документации. Защитные покрытия наносят как со стороны головки болта (винта), так и со стороны гайки.
шести часов для деталей, изготовленных из алюминиевых сплавов, сталей и др. металлов;
двух часов для деталей, изготовленных из магниевых сплавов.
Обезжиривание контактирующих поверхностей производят непосредственно перед выполнением металлизации.
1.3.8. После выполнения металлизации места металлизации необходимо маркировать краской или эмалью в соответствии с требованиями конструкторской документации.
1.3.9. Головки металлизирующих заклепок, кроме заклепок, изготовленных из коррозионно-стойких токопроводящих материалов, должны быть покрыты защитным покрытием в соответствии с требованием конструкторской документации.
1.4. Требования к металлизации конструкций, соединяемых между собой заклепками
1.4.1. Металлизацию необходимо производить в заклепочных швах (герметичных и обычных) составных частей изделия.
1.4.2. В заклепочных соединениях, обеспечивающих металлизацию, не менее 10 % заклепок должны быть металлизирующими, т.е. без защитного покрытия (для заклепок, изготовленных из алюминиевых сплавов) или с токопроводящим покрытием (для заклепок, изготовленных из сталей, кроме нержавеющих сталей).
1.4.1, 1.4.2. (Измененная редакция, Изм. № 1).
1.4.3. Заклепки, используемые для металлизации отсеков, проставок, обтекателей, гаргротов, должны быть распределены равномерно.
Пример установления металлизируемых заклепок приведен на черт. 1 рекомендуемого приложения 1.
1.4.4. Если фермы, рамы, кронштейны, уголки, косынки и другие элементы конструкции изделия, на которые устанавливаются комплектующие составные части, требующие металлизации, соединяются между собой и с корпусом изделия заклепками, количество которых в каждом соединении двух деталей меньше десяти, металлизацию производят установкой не менее двух металлизирующих заклепок.
Пример установки металлизирующих заклепок приведен на черт. 2 рекомендуемого приложения 1.
1.4.5. Отверстия под металлизирующие заклепки не должны иметь смазки и токонепроводящего покрытия.
1.5. Требования к металлизации составные частей изделия, гаргротов, обтекателей, экранно-вакуумной теплоизоляции (ЭВТИ), подвижных и складывающихся конструкций, воронкогасителей и успокоителей.
(Измененная редакция, Изм. № 2).
1.5.1. Составные части изделия (баки, отсеки, проставки, ступени, стыковочные узлы и т.п.), кроме разделяющихся тематически в процессе эксплуатации изделия, необходимо металлизировать между собой неразъемными перемычками или обеспечением непосредственного контакта поверхностей не менее чем в двух максимально удаленных друг от друга местах.
Примеры металлизации приведены на черт. 3 - 5 рекомендуемого приложения 1.
1.5.2. Составные части изделия, в узлах крепления которых используют резьбовые втулки, установленные на клее, компаунде и других токонепроводящих материалах, необходимо металлизировать между собой неразъемными перемычками не менее чем в двух максимально удаленных друг от друга местах.
1.5.3. Составные части изделия (отески, проставки, ступени, головные части, головные обтекатели и т.п.), разделяющиеся автоматически в процессе эксплуатации изделия, необходимо металлизировать между собой разъемными, разрывными перемычками по ГОСТ 18707 или обеспечением непосредственного контакта поверхностей не менее чем в двух максимально удаленных друг от друга местах.
Примеры металлизации приведены на черт. 6, 7 рекомендуемого приложения 1.
1.5.4. Если головной обтекатель или другая составная часть изделия конструктивно выполнены из нескольких частей, необходимо металлизировать с корпусом изделия каждую часть не менее чем в двух местах.
1.5.5. Продольные оси разъемных и разрывных перемычек должны быть параллельны направлению разделения металлизируемых составных частей изделия.
1.5.6. Конструкция крепления разъемных и разрывных перемычек должна обеспечивать возможность разъединения или разрыва их только после расчленения токоведущих штырей с контактными гнездами электрических соединителей.
1.5.7. Если металлизацию составных частей изделия, разделяющихся автоматически в процессе эксплуатации изделия, разъемными и разрывными перемычками конструктивно выполнить невозможно, металлизацию производят проводниками, выведенными от свободных контактов электрических соединителей установленных в плоскости разделения составных частей изделия.
Пример металлизации приведен на черт. 8 рекомендуемого приложения 1.
1.5.8. Составные части изделия (отсеки, проставки и т.п.), изготовленные из неметаллических материалов, необходимо армировать металлический сеткой, фольгой или покрывать наружные поверхности токопроводящим покрытием.
Металлизацию производят перемычками не менее чем в двух местах.
Пример металлизации приведен на черт. 21 рекомендуемого приложения 1.
1.5.9. Металлические гаргроты и обтекатели, а также гаргроты и обтекатели, изготовленные из пластмасс, стеклопластиков и других токонепроводящих материалов, с вмонтированной металлической сеткой или имеющие токопроводящие покрытия по всей поверхности гаргрота или обтекателя, необходимо металлизировать с корпусом изделия любым из способов, указанных в п. 1.2.1, в одном месте при длине гаргрота или обтекателя менее 1,5 м и не менее чем в двух местах при длине более 1,5 м.
Примеры металлизации приведены на черт. 9, 10 рекомендуемого приложения 1.
1.5.10. Если гаргрот конструктивно выполнен из отдельных составных частей, то металлизировать с корпусом изделия необходимо каждую составную часть.
1.5.11. ЭВТИ необходимо металлизировать с корпусом изделия неразъемной перемычкой.
Пример металлизации матов ЭВТИ, верхний слой которых содержит ткань ТСОН ИПМ, приведен на черт. 11 приложения 1.
Пример металлизации матов ЭВТИ, полностью выполненных из полимерных металлизированных пленок, приведен на черт. 11а приложения 1.
Пример обеспечения непрерывной электрической связи между полотнами экранов в матах ЭВТИ, выполненных сваркой или склеиванием из составных металлизированных пленочных полотен, приведен на черт. 11б приложения 1.
(Измененная редакция, Изм. № 2).
1.5.12. Подвижные и складывающиеся конструкции изделия (кресла, рули, стабилизаторы, тяги, фермы, штанги, каркасы солнечных батарей и т.п.) необходимо металлизировать с корпусом изделия перемычками.
Пример металлизации подвижной конструкции приведен на черт. 12 рекомендуемого приложения 1.
1.5.13. Отдельные составные части подвижных и складывающихся конструкций изделия необходимо металлизировать между собой любым из способов, установленным в подразделе 1.2.
1.5.15. Воронкогасители, успокоители, датчики и другие конструкции изделия, находящиеся внутри баков, в потоке движущихся компонентов топлива, необходимо металлизировать с баками любым из способов, установленных в подразделе 1.2.
Примечание. Не допускается применять токопроводящие покрытия внутри баков с компонентами топлива, рабочей жидкостью и газами.
(Измененная редакция, Изм. № 1).
1.6. Требования к металлизации ДУ, ПРД, РМ, корпусов пироагрегатов и трубопроводов
1.6.1. Двигательные установки, имеющие шарнирные крепления к корпусу изделия или элементам конструкции изделия, необходимо металлизировать перемычками не менее чем в двух местах.
1.6.2. Двигательные установки, пороховые ракетные двигатели, рулевые машины, имеющие неподвижные крепления к корпусу изделия или элементам конструкции изделия, необходимо металлизировать перемычками или обеспечением непосредственного контакта поверхностей не менее чем в двух местах.
Примечание. Допускается также металлизировать при помощи крепежных деталей, при условии выполнения требований по значениям переходных сопротивлений табл. 1.
1.6.3. Отдельные агрегаты, устанавливаемые на ДУ, ПРД, РМ и требующие металлизации, должны иметь металлизацию с корпусом ДУ, ПРД, РМ любым из способов, установленных в подразделе 1.2.
1.6.4. Корпуса пироагрегатов необходимо металлизировать с корпусом изделия или элементами конструкции изделия любым из способов, установленных в подразделе 1.2.
1.6.5. Трубопроводы системы наддува, дренажа, пневмоуправления, терморегулирования, питания и слива компонентов топлива и т.п. необходимо металлизировать с корпусом изделия или элементами конструкции изделия перемычками, устанавливаемыми на расстоянии от 3 до 5 м одна от другой в зависимости от конструкции.
Пример металлизации приведен на черт. 13 рекомендуемого приложения 1.
(Измененная редакция Изм. № 1).
1.6.6. При длине трубопровода менее 3 м металлизацию производят перемычкой в одном месте.
1.6.7. Отдельные части трубопроводов, имеющие накидные фланцы с обоих концов, необходимо металлизировать с корпусом изделия перемычками.
В этом случае необходимо обеспечить электрический контакт между накидным фланцем и трубопроводом.
Пример металлизации показан на черт. 14 рекомендуемого приложения 1.
1.6.8. Трубопроводы, металлизацию которых с корпусом изделия перемычками (перемычкой) конструктивно выполнить невозможно, металлизируют при помощи установочных (установочной) деталей в одном месте при длине трубопроводов менее 3 м и устанавливаемых на расстоянии от 3 до 5 м одна от другой при длине трубопровода более 3 м.
Пример металлизации показан на черт. 15 рекомендуемого приложения 1.
(Измененная редакция, Изм. № 1).
1.6.9. Трубопроводы, имеющие токонепроводящие покрытия, необходимо металлизировать с корпусом изделия перемычками, устанавливаемыми на концах трубопровода.
1.6.10. Отдельные элементы конструкции изделия, на которые устанавливают пироагрегаты, трубопроводы и с которыми производят их металлизацию, должны иметь металлизацию с корпусом изделия любым из способов, установленных в подразделе 1.2.
1.7. Требования к металлизации аппаратуры, жгутов, кабелей и корпусов электрических соединителей
1.7.1. Необходимость и объем металлизации электро-, радио- и телеаппаратуры, аппаратуры систем телеметрии, антенн, жгутов, кабелей и корпусов электрических разъемов должна быть определена разработчиками аппаратуры, антенн и изделия.
(Измененная редакция, Изм. № 1).
1.7.2. Приборы, блоки, антенны, имеющие на корпусах перемычки, необходимо металлизировать подсоединением перемычек к корпусу изделия или элементам конструкции изделия.
1.7.3. Приборы, блоки, антенны, имеющие на корпусах узлы крепления перемычек, необходимо металлизировать подсоединением перемычек к прибору, блоку, антенне и к корпусу изделия или элементам конструкции изделия.
1.7.4. Приборы, блоки, не имеющие на корпусах перемычек или узлов крепления перемычек, необходимо металлизировать с корпусом изделия или элементами конструкции изделия обеспечением непосредственного контакта поверхностей.
Пример металлизации показан на черт. 16 рекомендуемого приложения 1.
1.7.5. При металлизации амортизированных приборов, блоков и т.п. перемычками необходимо обеспечить свободное перемещение приборам, блокам в пределах хода амортизаторов.
Пример металлизации прибора, установленного на амортизаторах, приведен на черт. 17 рекомендуемого приложения 1.
1.7.6. Экранированные провода неэкранированных жгутов, экранированные жгуты и кабели необходимо металлизировать с корпусом изделия или элементами конструкции изделия перемычками по ГОСТ 18707, выведенными от экранов, или при помощи зажимных хомутов с обкладкой и металлической лентой на расстоянии от 3 до 5 м один от другого.
При металлизации при помощи хомута крепления экранированные провода необходимо располагать по внешней поверхности жгута.
Примеры металлизации показаны на черт. 18, 19 рекомендуемого приложения 1.
(Измененная редакция, Изм. № 1).
1.7.7. При длине экранированных проводов, жгутов и кабелей от 2 до 5 м металлизацию производят в двух местах, на их концах; при длине менее 2 м - в одном месте, на одном конце.
При длине экранированных проводов менее 0,5 м необходимость металлизации определяет разработчик изделия.
1.7.8. Экранированные провода неэкранированных жгутов, экранированные жгуты и кабели, покрытые токонепроводящей тепловой защитой, металлизируют только перемычками, выведенными от экранов проводов, жгутов и кабелей на их концах.
1.7.9. Металлические корпуса электрических соединителей, применяемых для металлизации разделяемых составных частей изделия, необходимо металлизировать с корпусом изделия или элементами конструкции изделия перемычками или обеспечением непосредственного контакта поверхностей.
Пример металлизации перемычкой приведен на черт. 20 рекомендуемого приложения 1.
1.7.10. Отдельные элементы конструкции изделия, на которые устанавливаются приборы, блоки, антенны, хомуты крепления жгутов и кабелей, электрические соединители, должны иметь металлизацию с корпусом изделия любым из способов, установленных в подразделе 1.2.
1.8. Требования к металлизации при повторной сборке
1.8.1. При расстыковке составных частей изделия, демонтаже отдельных конструкций, комплектующих элементов и т.п. крепежные детали, применяемые при металлизации, и перемычки необходимо снять для зачистки (при наличии защитного покрытия в месте металлизации) обезжиривания перед их установкой при повторной стыковке составных частей изделия и монтаже отдельных конструкций комплектующих элементов и т.п.
Примечание. Крепежные детали, крепящие наконечники перемычек, допускается снимать только с одного из металлизируемых элементов, если перемычки не мешают проведению операций демонтажа и повторного монтажа.
1.8.2. При повторной стыковке составных частей изделия, монтаже отдельных конструкций, комплектующих элементов и т.п. необходимо произвести повторную металлизацию, выполняя требования подраздела 1.3.
1.9. Требования к металлизации ракетных двигателей твердого топлива (РДТТ)
1.9.1. Металлизация РДТТ производится обеспечением непрерывного токопроводящего покрытия на внешние поверхности элементов конструкции составных частей (корпуса, соплового блока и т.п.) РДТТ, выполненных из неметаллических токонепроводящих композиционных материалов.
1.9.2. В зависимости от требований к составным частям изделия (пожаровзрывобезопасность, помехозащищенность от электромагнитного воздействия и др.) и условий его эксплуатации допускается металлизация РДТТ нанесением токопроводящего покрытия в виде полос.
Примеры расчета параметров токопроводящего покрытия в виде продольных полос при металлизации РДТТ приведены в справочном приложении 3.
1.9.3. При металлизации необходимо обеспечить электрическую связь внутренней поверхности раструба соплового блока работающего РДТТ с токопроводящим покрытием корпуса.
Допускается обеспечение контакта производить нанесением токопроводящего покрытия или введением токопроводящего элемента, например, из углепластика или металла, на торцевую поверхность среза раструба соплового блока РДТТ как приведено на черт. 1 справочного приложения 3.
1.9.4. Допускается не наносить токопроводящее покрытие на элементы конструкции составных частей РДТТ, выполненные из композиционных материалов, при условии выполнения неравенства:
![]() (1)
(1)
где r - удельное электрическое сопротивление материала элемента конструкции составной части РДТТ, Ом · м;
Rпер - переходное сопротивление между элементами конструкции составных частей РДТТ, Ом;
S - минимальная площадь поперечного сечения стенки составной части РДТТ, м2;
l - длина составной части РДТТ, м.
1.9.5. Значения переходных сопротивлений между металлизируемыми элементами конструкции составных частей РДТТ (передним и задним фланцами, задним фланцем и срезом раструба соплового блока и т.п.) вычисляют по формуле
![]() (2)
(2)
где Imax - максимальный ток уноса из сопла РДТТ, А.
Если величина максимального тока уноса Imax неизвестна, следует принимать значения переходных сопротивлений между элементами конструкции РДТТ
![]() (3)
(3)
1.9.6. Параметры токопроводящего покрытия в виде продольных полос при металлизации РДТТ вычисляют по формулам (4) и (5):
![]() (4)
(4)
где Uпр - максимальное напряжение возможного пробоя с неметаллизированного участка на полосу токопроводящего покрытия по наружной поверхности, кВ;
Uпр к = Eпр кd - напряжение пробоя материала корпуса, кВ;
Eпр к - электрическая прочность материала корпуса, кВ;
d - толщина стенки корпуса РДТТ, мм.
Величину Eпр к вычисляют в соответствии с требованиями ГОСТ 6433.3-71. Если величина электрической прочности материала корпуса неизвестна, принимают Eпр к = 5 кВ/мм.
График Uпр = f(lm) зависимости максимального напряжения пробоя Uпр от расстояния между полосами токопроводящего покрытия lm приведен на черт. 2 справочного приложения 3.
![]() (5)
(5)
где Lт, hm, dт - соответственно длина, ширина и толщина полосы токопроводящего покрытия, м;
rm - удельное электрическое сопротивление материала токопроводящего покрытия, Ом · м;
e - диэлектрическая постоянная вакуума, Ф/м;
t0 - время разряда, с.
Подраздел 1.9. (Введен дополнительно, Изм. № 1).
2. ОБЩИЕ ТРЕБОВАНИЯ К ЗАЗЕМЛЕНИЮ
2.1. Заземление должно обеспечивать снятие зарядов статического электричества с изделий.
Заземление производят в процессе изготовления изделий, их сборки, испытаний, хранения, при заправке (сливе) компонентами топлива и транспортирования путем присоединения изделия к заземляющему устройству.
2.2. Заземлять необходимо:
баки, отсеки, контейнеры и т.п. при электросварке;
составные части изделия (баки, отсеки, проставки, ступени, радиаторы, головные обтекатели, каркасы солнечных батарей, рамы приборные, фермы и т.п.), изделия в целом и контейнеры при окраске, консервации, расконсервации и других операциях, способствующих образованию зарядов статического электричества в процессе изготовления и эксплуатации;
составные части изделий, изделия в целом, в том числе изделия в контейнерах, в процессе сборки, испытаний, при хранении и транспортировании;
изделия при заправке (сливе) компонентами топлива;
изделия, установленные на пусковых установках;
контейнеры с изделиями, в том числе установленные в шахтах;
технологическое оборудование (ложементы, тележки и т.п.), используемые при проведении электросварки, окраски и других операциях, способствующих образованию зарядов статического электричества;
средства транспортирования, в том числе автоприцепы, тележки и т.п. на шинном ходу;
установщики, пусковые установки, в том числе на шинном ходу.
Примечание. Изделия и их составные части, кроме изделий с установленными высокочувствительными к электрическому разряду устройствами и материалами, например, пироагрегатами, легковоспламеняющимися жидкостями и т.п., при внутрицеховом транспортировании допускается не заземлять.
2.3. Составные части изделий, контейнеры, изделия в целом и технологическое оборудование при электросварке, окраске и других операциях, способствующих образованию зарядов статического электричества, составные части изделий в целом и контейнеры с изделиями, установленные на средства транспортирования, установщики необходимо соединять с заземляющими устройствами или заземленными конструкциями средств транспортирования проводами заземления по ГОСТ 18714 в одном месте. Допускается проводить заземление перемычками по ГОСТ 18707.
Допускается проводить заземление методом непосредственного контакта поверхностей изделия (составной части его) или контейнера с конструкциями в местах установки элементов крепления.
2.4. Изделия, установленные в шахтах и на пусковых установках, изделия при заправке (сливе) компонентами топлива, а также изделия, транспортируемые заправленными компонентами топлива и снаряженные топливом, необходимо заземлять проводами заземления или непосредственным контактом не менее чем в двух местах.
2.2 - 2.4. (Измененная редакция, Изм. № 1).
2.5. Провода заземления выбирают минимальной длины по ГОСТ 18714. Значения переходных сопротивлений между корпусом изделия и наконечником провода заземления не должны превышать указанных в табл. 2.
Таблица 2
|
Величины переходного сопротивления, Ом, не более |
|
|
Корпус составной части изделия, корпус изделия - наконечник провода заземления |
0,2 · 10-3 |
|
Конструкция технологического оборудования, средства транспортирования, установщик - наконечник провода заземления |
0,2 · 10-3 |
|
Наконечник провода заземления - шина заземляющего устройства |
0,2 · 10-3 |
|
Корпус изделия - опора контейнера |
0,6 · 10-3 |
|
Корпус составной части изделия, изделие в целом или контейнер с изделием - конструкция средства транспортирования пусковой установки, установщика или устройства пакетирования |
0,6 · 10-3 |
Примечание. При применении быстросъемного крепления наконечников проводов заземления допускается значение переходного сопротивления не более 2 · 10-3 Ом.
2.6. Если необходимо применить провод заземления длиной, превышающей максимальную длину, указанную в ГОСТ 18714, допускается соединять между собой несколько проводов заземления крепежными деталями.
Значение переходного сопротивления в месте соединения двух наконечников проводов заземления не должно превышать 0,2 · 10-3 Ом.
2.7. Средства транспортирования на шинном ходу необходимо заземлять подсоединением к ним металлической цепи по ТУ 12-0173856.009 в соответствии с требованиями конструкторской документации.
2.8. Средства транспортирования и установщики на железнодорожных рельсах и на гусеничном ходу специального заземления не требуют.
2.8а. При транспортировании изделий в индивидуальной упаковке транспортом любого вида необходимость заземления определяется разработчиком изделия совместно с представителем заказчика.
2.8б. При необходимости заземления составных частей изделий, транспортируемых на серийных транспортных средствах, конструктивные элементы, обеспечивающие заземление, должны входить в состав транспортируемого изделия или его упаковки.
2.8а, 2.8б. (Введены дополнительно, Изм. № 1).
2.9. Последовательное подсоединение заземляемых изделий к заземляющему устройству не допускается.
2.10. Провода заземления и крепежные детали должны входить в состав технологического оборудования или средств транспортирования.
2.11. Корпус изделия, установленного в контейнер, должен иметь электрический контакт с контейнером не менее чем в двух местах.
Электрический контакт необходимо обеспечивать:
путем непосредственного соприкосновения опорных поверхностей изделия с опорными конструкциями контейнера;
через трубопроводы, соединяющие изделие с контейнером и имеющие сварные соединения;
проводом заземления;
через электрический соединитель;
разъемной, разрывной перемычкой.
Примечание. Опорная конструкция контейнера должна иметь металлизацию с контейнером любым из способов, указанных в п. 1.2.1.
2.12. Сечение проводников электрического разъема, используемого для заземления, должно быть площадью не менее 1 мм2, площадь касания опорных поверхностей изделия должна быть не менее 12 мм2.
2.13. Провода заземления могут отключаться только во время проведения подъемно-транспортных и кантовочных работ, а также на время непосредственной стыковки составных частей изделия в тех случаях, когда провода заземления мешают проведению указанных операций.
2.14. Материалы контактирующих поверхностей деталей изделий и наконечников проводов заземления должны составлять допустимые по электрохимическому потенциалу контактные пары по ГОСТ 9.005.
2.15. Наконечники проводов заземления к изделиям и заземляющим устройствам крепят крепежными деталями.
При заземлении изделий, располагающихся на технологическом оборудовании, допускается применять быстросъемное крепление наконечников проводов заземления, изготовленных по конструкторской документации, при условии обеспечения значений переходных сопротивлений в соответствии с нормами, установленными в п. 2.5.
(Измененная редакция, Изм. № 1).
2.16. Крепежные детали, кроме деталей, изготовленных из коррозионно-стойких токопроводящих сплавов, используемых при заземлении, не должны иметь следов коррозии, должны быть чистыми, иметь токопроводящие защитные покрытия в соответствии с требованием конструкторской документации. Перед установкой эти детали тщательно обезжиривают.
2.17. Непосредственно перед закреплением наконечника провода заземления необходимо контактирующую поверхность детали и наконечника обработать в соответствии с требованиями, установленными в пп. 1.3.1 или 1.3.2.
2.19. При проведении повторного заземления необходимо выполнять операции, оговоренные в пп. 2.16 - 2.18.
2.20. Требования по заземлению изделия и конструктивное исполнение места подсоединения провода заземления должны быть указаны в конструкторской и технологической документации.
2.21. Последовательность операций проведения работ по заземлению и при контроле выполнения заземления должна быть установлена в технологической документации, эксплуатационной документации на испытания, транспортирование, хранение, заправку (слив) компонентами топлива.
3. КОНТРОЛЬ ВЫПОЛНЕНИЯ МЕТАЛЛИЗАЦИИ И ЗАЗЕМЛЕНИЯ
3.1. В процессе сборки изделий необходимо осуществлять контроль металлизации в следующем объеме:
проверять визуально установку металлизируемых заклепок на соответствие требованиям, установленным в подразделе 1.4;
проверять визуально крепежные детали, используемые при металлизации, на соответствие требованиям, установленным в п. 1.1.6;
проверять визуально контактирующие поверхности на соответствие требованиям, установленным в пп. 1.3.1, 1.3.2;
контролировать на соответствие нормам, установленным в п. 1.3.7, время, прошедшее с момента зачистки и обезжиривания контактирующих поверхностей до нанесения защитных покрытий, и время, прошедшее с момента сверления отверстий под заклепки до установки металлизирующих заклепок;
проверять визуально наличие защитных покрытий;
проверять значения переходных сопротивлений на соответствие нормам, установленным в табл. 1;
проверять выполнение требований к металлизации, установленных в подразделе 1.3 при повторной сборке;
проверять выполнение требований, указанных в пп. 1.1.9, 1.5.14, 1.7.5.
Примечание. Если металлизацию производят на изделиях, заправленных компонентами топлива или снаряженных топливом, необходимо проверять визуально крепежные детали, контактирующие поверхности на соответствие требованиям, указанным в пп. 1.1.6, 1.3.1, 1.3.2, контролировать время с момента зачистки и обезжиривания контактирующих поверхностей до нанесения защитных покрытий на соответствие нормам, установленным в п. 1.3.7; проверять качество нанесения защитных покрытий.
3.2. При проведении заземления изделий необходимо осуществлять контроль заземления в следующем объеме:
проверять визуально крепежные детали, используемые при заземлении, на соответствие требованиям, установленным в п. 2.16;
проверять визуально выполнение требований, установленных в пп. 1.3.1, 1.3.2;
контролировать время, прошедшее с момента зачистки и обезжиривания контактирующих поверхностей до установки наконечников проводов заземления или нанесения защитных покрытий;
проверять визуально наличие защитных покрытий;
проверять значения переходных сопротивлений на соответствие нормам, указанным в табл. 2;
проверять выполнение требований к заземлению, установленных в пп. 2.16 - 2.18, при проведении повторного заземления.
3.3. Измерение значений переходных сопротивлений производят микроомметром или другим измерителем малых сопротивлений с классом точности не хуже 4 % с соблюдением требований, установленных в пп. 4.4, 4.5.
3.4. Измерение значений переходных сопротивлений необходимо производить после окончательной сушки антикоррозионных покрытий, время которой регламентировано в технической документации, утвержденной в установленном порядке.
3.5. Штеккеры измерительного прибора необходимо располагать возможно ближе (не далее 25 мм) к наконечникам перемычек или проводов заземления, или к контактирующим поверхностям металлизируемых элементов.
3.6. После проведения измерения значений переходных сопротивлений необходимо восстановить лакокрасочные покрытия в местах присоединения штеккеров измерительных приборов.
3.7. Данные измерений значений переходных сопротивлений заносят в таблицу, форма которой установлена в рекомендуемом приложении 2.
3.8. Если значения переходных сопротивлений превышают допустимые, установленные в табл. 1 или 2, проводят повторную металлизацию или заземление, выполняя требования, установленные соответственно в подразделе 1.3 или пп. 2.16 - 2.18.
3.9. Если значения переходных сопротивлений превышают допустимые и после проведения повторной металлизации, допускается ввести в конструкторскую документацию дополнительно место металлизации любым из способов, установленных в подразделе 1.2.
3.10. При металлизации элементов конструкции изделия металлизирующими заклепками измерение переходных сопротивлений не производят.
3.11. При металлизации элементов конструкции изделия и заземлении изделия в условиях эксплуатации на объектах измерение значений переходных сопротивлений не производят. Нормы переходных сопротивлений, указанные в табл. 2, должны быть обеспечены технологией выполнения металлизации.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
4.1. К работам по зачистке и обезжириванию контактирующих поверхностей, а также нанесению защитных покрытий должны допускаться лица, аттестованные согласно требованиям производственных инструкций по безопасным методам работы. Общие требования к персоналу при производстве этих работ должны соответствовать ГОСТ 12.3.008. Требования к обучению по безопасности труда - по ГОСТ 12.0.004.
4.2. К работе по замерам значений величин переходных сопротивлений должны допускаться лица, аттестованные на знание правил технической эксплуатации приборов и прошедшие инструктаж по технике безопасности. Общие требования к электробезопасности - по ГОСТ 12.1.019.
4.3. Лица, допущенные к работам с изделиями, перед началом работы должны снять с себя заряды статического электричества согласно требованиям и организационным мероприятиям по обеспечению искробезопасности по ГОСТ 12.1.018.
после проверок сопротивлений изоляции и цепей управления пироагрегатами;
при токе, не превышающем допустимых значений тока проверки для данного типа пироагрегата.
Примечание. Измерение значений переходных сопротивлений не допускается проводить в случаях, оговоренных в конструкторской или эксплуатационной документации.
4.5. На изделиях, заправленных компонентами топлива, измерение значений переходных сопротивлений производить запрещается. Нормы переходных сопротивлений, указанные в табл. 1, 2, должны быть обеспечены технологией выполнения металлизации и заземления.
На изделиях, снаряженных топливом, к которым, помимо требований защиты от статического электричества, предъявляют другие требования (молниезащищенность, защищенность от внешних электромагнитных полей и т.п.), значения переходных сопротивлений и необходимость их измерения должны быть определены разработчиком изделия.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МЕТАЛЛИЗАЦИЯ СОСТАВНЫХ ЧАСТЕЙ И КОМПЛЕКТУЮЩИХ ЭЛЕМЕНТОВ ИЗДЕЛИЯ
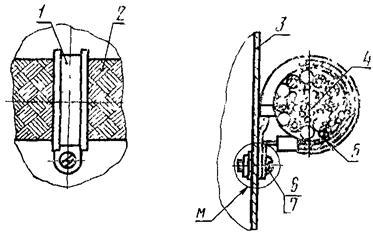
Металлизация конструкций, соединяемых между собой заклепками
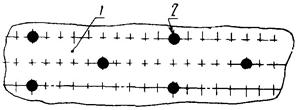
1 - обшивка изделия; 2 - металлизирующая заклепка
Черт. 1
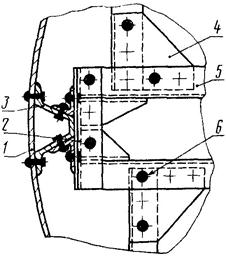
1 - обшивка изделия; 2 - уголок; 3 - стрингер; 4 - пластина; 5 - профиль; 6 - металлизирующая заклепка
Черт. 2
|
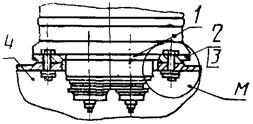
Металлизация проставок между собой непосредственным контактом поверхностей |
Металлизация проставок между собой неразъемной перемычкой |
|
|
|
|
М - место металлизации; 1 - болт; 2 - проставка; 3 - гайка; 4 - шайба Черт. 3 |
1 - гайка; 2 - неразъемная перемычка, 3 - шпилька; 4 - токопроводящая эмаль Черт. 4 |

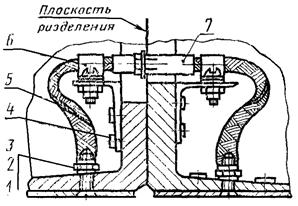
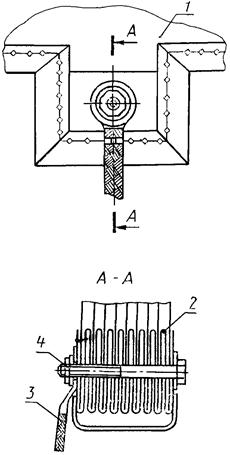
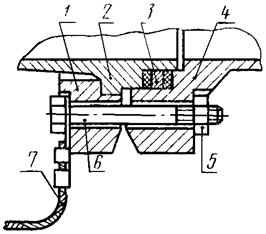
Металлизация бака с проставкой неразъемной перемычкой
1 - бак; 2 - винт; 3 - резьбовая втулка; 4 - болт; 5 - неразъемная перемычка типа А по ГОСТ 18707; 6 - проставка; 7 - гайка; 8 - шайба
Черт. 5
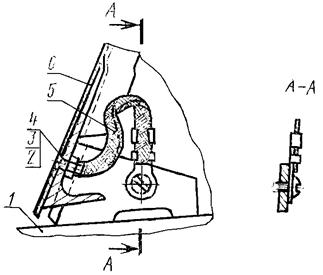
|
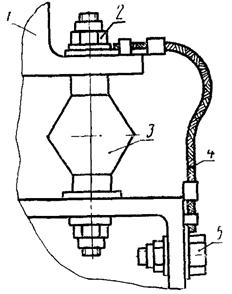
Металлизация проставок между собой разъемной перемычкой |
Металлизация отсеков между собой разрывной перемычкой |
|
|
|
|
1 - винт; 2 - гайка; 3 - шайба; 4 - уголок; 5 - проставка; 6 - хомут зажимной; 7 - разъемная перемычка типа Ж по ГОСТ 18707 Черт. 6 |
1 - отсек; 2 - разрывная перемычка; 3 - винт типа М по ГОСТ 18707 Черт. 7 |
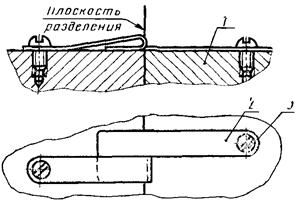
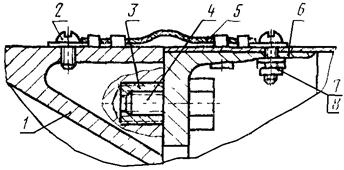
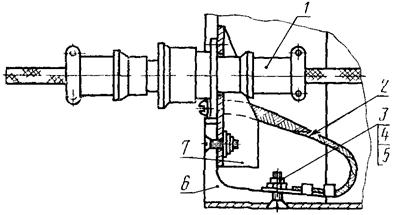
Металлизация проставок между собой через электрический разъем

1 - проставка; 2 - винт; 3 - кронштейн; 4 - электрический соединитель
Черт. 8
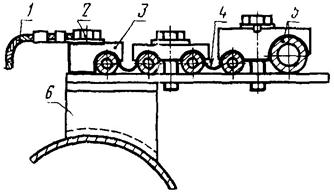
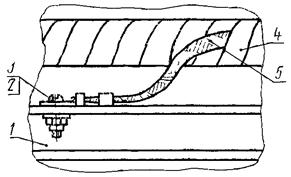
Металлизация гаргрота, армированного металлической сеткой, с баком неразъемной перемычкой

1 - гаргрот; 2 - неразъемная перемычка типа А по ГОСТ 18707; 3 - пластина; 4 - металлическая сетка; 5 - бак; 6 - винт; 7 - гайка
Черт. 9
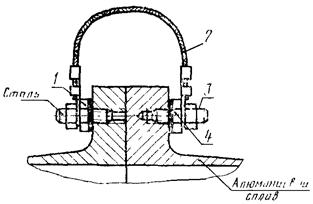
Металлизация гаргрота с баком неразъемной перемычкой
1 - бак; 2 - винт; 3 - гайка; 4 - шайба; 5 - неразъемная перемычка типа А по ГОСТ 18707; 6 - гаргрот
Черт. 10
Металлизация ЭВТИ
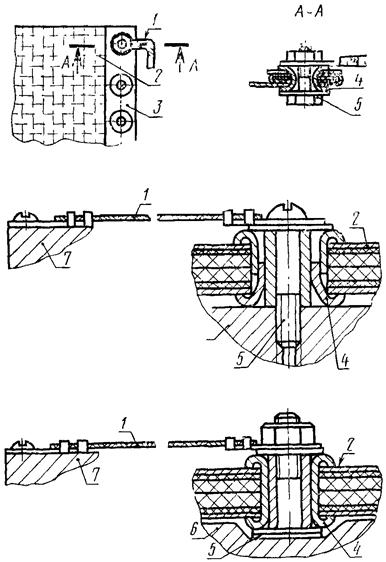
1 - перемычка; 2 - ткань ТСОН ИПМ; 3 - токопроводящая шина; 4 - пистон; 5 - узел крепления; 6 - каркас; 7 - корпус изделия
Черт. 11
Типовое соединение узла металлизации мата ЭВТИ с корпусом изделия
1 - мат ЭВТИ; 2 - шина из металлической фольги; 3 - перемычка; 4 - узел крепления
Черт. 11а
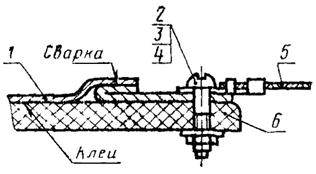
Узел металлизации полотен экранов матов ЭВТИ между собой
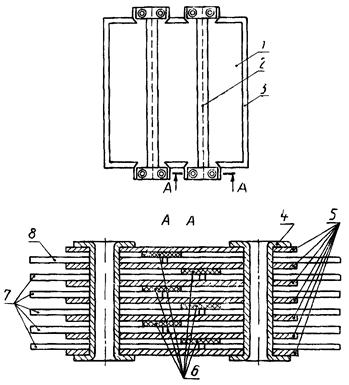
1 - мат ЗВТИ; 2 - сварной шов полотен наружного экрана мата ЭВТИ; 3 - окантовка мата ЭВТИ; 4 - пистон; 5 - металлическая фольга; 6 - сварной шов; 7 - пленка металлизированная; 8 - наружная пленка мата ЭВТИ
Черт. 11б
Металлизация подвижной конструкции неразъемной перемычкой
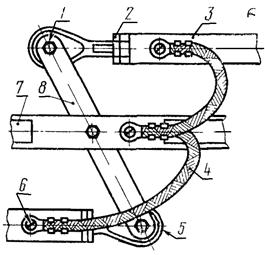
1 - болт; 2 - гайка; 3 - тяга; 4 - перемычка типа Д; 5 - болт ушковый; 6 - винт; 7 - балка; 8 - коромысло
Черт. 12
Металлизация трубопровода неразъемной перемычкой
|
|
|
|
1 - фланец трубопровода; 2 - гайка; 3 - болт; 4 - неразъемная перемычка типа Л по ГОСТ 18707; 5 - винт; 6 - прокладка Черт. 13 |
1 - накидной фланец трубопровода; 2 - трубопровод; 3 - прокладка; 4 - фланец; 5 - гайка; 6 - болт; 7 - неразъемная перемычка типа А по ГОСТ 18707 Черт. 14 |
Металлизация трубопроводов при помощи колодок крепления и перемычкой
1 - неразъемная перемычка типа А по ГОСТ 18707-81; 2 - болт; 3 - колодка; 4 - алюминиевая фольга; 5 - трубопровод; 6 - кронштейн
Черт. 15
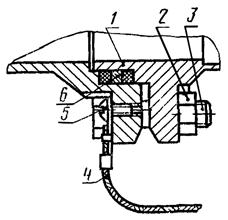
Металлизация прибора непосредственным контактом поверхностей
М - место металлизации: 1 - прибор; 2 - болт; 3 - гайка; 4 - кронштейн
Черт. 16
(Измененная редакция, Изм. № 1).
|
Металлизация прибора, установленного на амортизаторах, неразъемной перемычкой |
Металлизация экранированного провода перемычкой |
|
|
|
|
1 - прибор; 2 - гайка; 3 - амортизатор; 4 - неразъемная перемычка типа А по ГОСТ 18707; 5 - болт Черт. 17 |
1 - профиль; 2 - винт; 3 - гайка; 4 - жгут; 5 - перемычка Черт. 18 |
Металлизация экранированного жгута при помощи хомута крепления
М - место металлизации; 1 - хомут зажимной с обкладкой; 2 - экран жгута; 3 - кронштейн; 4 - жгут; 5 - медная лента; 6 - винт; 7 - гайка
Черт. 19
Металлизация корпуса электрического соединителя перемычкой
1 - электрический соединитель; 2 - неразъемная перемычка типа А по ГОСТ 18707; 3 - винт; 4 - гайка; 5 - шайба; 6 - шпангоут; 7 - кронштейн
Черт. 20
Металлизация корпуса из неметаллического материала, армированного фольгой
1 - фольга; 2 - винт; 3 - гайка; 4 - шайба; 5 - неразъемная перемычка по ГОСТ 18707; 6 - корпус
Черт. 21
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ФОРМА ТАБЛИЦ ЗНАЧЕНИЙ ПЕРЕХОДНЫХ СОПРОТИВЛЕНИЙ
|
№ п/п |
Наименование деталей, сборочных единиц, № чертежа |
Норма переходного сопротивления, Ом |
Данные измерений, Ом |
Примечание |
Представитель предприятия _________________
подпись, дата
Представитель заказника _________________
подпись, дата
ПРИЛОЖЕНИЕ 3
Справочное
ПРИМЕРЫ РАСЧЕТА ПАРАМЕТРОВ ТОКОПРОВОДЯЩЕГО ПОКРЫТИЯ ПРИ МЕТАЛЛИЗАЦИИ РДТТ
Пример 1. Расчет параметров токопроводящего покрытия посредством эмали марки ХС-928
Исходные данные. Имеется корпус РДТТ из органопластика диаметром D = 4 м, длиной l = 5 м с толщиной стенки d = 10 мм.
Эмаль наносят в виде продольных полос длиной Lm = 5 м, толщиной dm = 10-4 м.
Электрическая прочность материала корпуса Епр.к = 20 кВ/мм.
Величина напряжения пробоя материала корпуса с указанной толщиной стенки:
Uпр.к = 20 · 10 = 200 кВ.
Максимальное напряжение пробоя с неметаллизированного участка на полосу токопроводящего покрытия выбираем согласно неравенству (4) настоящего стандарта
Uпр = 100 кВ,
что составляет двукратный запас по пробивному напряжению.
По черт. 2 справочного приложения 3 для Uпр = 100 кВ находим lm/2 = 30 см, откуда
lm ≤ 60 см.
Удельное электрическое сопротивление эмали марки ХС-928 в соответствии с ТУ 6-10-21-16 rm = 2 · 10-3 Ом · м.
Время разряда t0 = 10-5 с.
Диэлектрическая постоянная вакуума e = 8,8542 · 10-12 Ф/м.
По формуле (5) настоящего стандарта вычисляем ширину полосы металлизации hm
![]()
Определяем количество полос металлизации n.
![]()
Таким образом, для корпуса РДТТ из органопластика с указанными размерами токопроводящего покрытия посредством эмали марки ХС-928 составляют:
ширина полосы hm > 2,2 · 10-4 м;
расстояние между полосами lm ≤ 60 см;
количество полос n ≥ 21.
Пример 2. Расчет параметров токопроводящего покрытия посредством эмали марки ХП-5237
Исходные данные. Имеется корпус РДТТ, материал и размеры которого аналогичны указанным в примере 1.
Удельное электрическое сопротивление эмали марки ХП-5237 в соответствии с ТУ 6-10-19-76 rm = 1,0 Ом · м.
По формуле (5) настоящего стандарта вычисляем ширину полосы металлизации hm.
![]()
Таким образом, для корпуса РДТТ, материал и размеры которого аналогичны указанным в примере 1, параметры токопроводящего покрытия посредством эмали марки ХП-5237 составляют:
ширина полосы hm > 1,1 · 10-1 м;
расстояние между полосами lm ≤ 60 см;
количество полос n ≥ 21.
Пример 3. Расчет параметров токопроводящего покрытия посредством алюминиевой фольги, проводников или металлического напыления
Исходные данные. Имеется корпус РДТТ, материал и размеры которого аналогичны указанным в примерах 1 и 2.
Удельное электрическое сопротивление алюминиевой фольги, проводника или слоя металлического напыления rm = 3,2 · 10-8 Ом · м.
Толщина полосы металлизации dm = 10-5 м.
По формуле (5) настоящего стандарта вычисляем ширину полосы металлизации hm:
![]()
Полученная величина hm подтверждает высокую эффективность указанного способа металлизации. Конструктивно это могут быть алюминиевые проводники диаметром, например, 1 - 2 мм, помещенные в поверхностный слой материала корпуса и имеющие контакт с его металлической частью.
Металлизация РДТТ
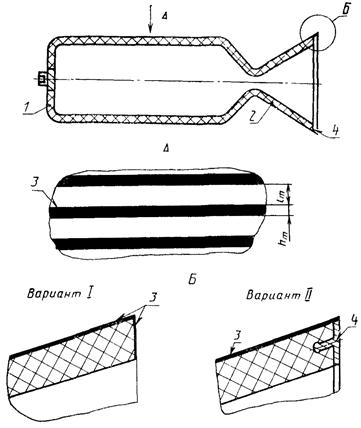
1 - РДТТ; 2 - раструб соплового блока; 3 - токопроводящее покрытие; 4 - токопроводящий элемент (например, металлическое кольцо)
Черт. 1
График зависимости максимального напряжения пробоя от расстояния между полосами токопроводящего покрытия
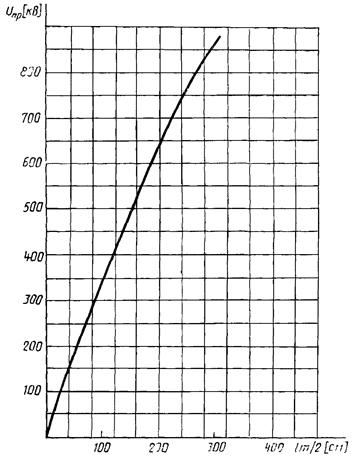
Черт. 2
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством общего машиностроения
ИСПОЛНИТЕЛИ
А.П. Ромашин (руководитель темы), Т.П. Балуконис
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.05.81 № 2621
3. Проверен в 1992 г.
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ТУ 6-10-19-76-84 |
Приложение 3 |
|
ТУ 6-10-21-16-90 |
Приложение 3 |
|
ТУ 12-0173856.009-88 |
5. ПЕРЕИЗДАНИЕ, апрель 1993 г., с Изменениями № 1, 2, Постановления от 20.12.86 № 4314, от 13.07.92 № 677 (ИУС 10-92)
6. Снято ограничение срока действия, Постановление от 13.07.92 № 677
СОДЕРЖАНИЕ
|
1. Общие требования к металлизации. 1 2. Общие требования к заземлению.. 10 3. Контроль выполнения металлизации и заземления. 13 |