
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОФИЛИ АЛЮМИНИЕВЫЕ
СПЕЦИАЛЬНЫЕ
СОРТАМЕНТ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 18591-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОФИЛИ АЛЮМИНИЕВЫЕ СПЕЦИАЛЬНЫЕ Сортамент. Технические требования Aluminium
special |
ГОСТ |
Дата введения 01.01.03
Настоящий стандарт распространяется на профили из алюминия и алюминиевых сплавав марок АД1, Д1, АМ4, изготовляемых прессованием с последующим волочением или холодным выдавливанием.
Все требования стандарта являются обязательными.
1. КЛАССИФИКАЦИЯ
Профили подразделяют по:
форме изготовления (форма и размеры соответствуют определенному номеру профиля);
состоянию материала:
закаленные и естественно состаренные из алюминиевых сплавов марок Д1 и АМ4-Т;
нагартованные из алюминия марки АД1 и алюминиевого сплава марки Д1-Н.
2. СОРТАМЕНТ
2.1. Номера профилей, основные размеры, параметры должны соответствовать приведенным в табл. 1.
2.2. Размеры профилей № 3 - 9 и их параметры должны соответствовать табл. 2.
Таблица 1
|
Сечение и основные размеры |
Площадь сечения профиля, см2 |
Масса 1 м профиля, кг |
|
|
1 |
|
0,103 |
0,028 |
|
2 |
|
1,890 |
0,529 |
|
3 - 9 |
|
См табл. 2 |
См табл. 2 |
|
10 - 15 |
|
См табл. 3 |
См. табл. 2 |
|
13 |
|
2,826 |
0,791 |
|
14 |
|
2,842 |
0,795 |
|
15 |
|
1,086 |
0,286 |
|
16 |
|
1,731 |
0,485 |
|
17 |
|
1,874 |
0,525 |
|
18 |
|
1,985 |
0,554 |
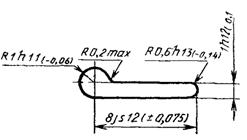


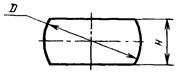
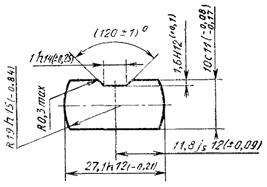
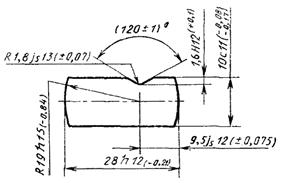
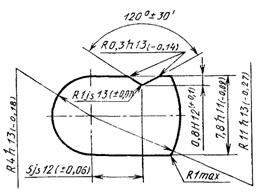


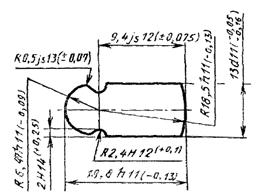
Таблица 2
Размеры, мм
|
H |
B |
R, не более |
Площадь сечения профиля, см2 |
Масса 1 м профиля, кг |
|
|
3 |
|
|
0,5 |
0,330 |
0,092 |
|
4 |
|
|
0,3 |
0,490 |
0,137 |
|
5 |
7с 5 (-0,20) |
7с 5 (-0,20) |
0,4 |
0,490 |
0,137 |
|
6 |
8h 11 (-0,09) |
8,5js 13 (± 0,10) |
0,8 |
0,680 |
0,192 |
|
7 |
|
|
0,5 |
0,880 |
0,246 |
|
8 |
|
|
1,0 |
1,350 |
0,378 |
|
9 |
|
|
1,0 |
1,320 |
0,370 |
2.3. Размеры профилей № 10 - 12 и их параметры должны соответствовать табл. 3.
Таблица 3
Размеры, мм
|
H |
B |
Площадь сечения профиля, см2 |
Масса 1 м профиля, кг |
|
|
10 |
|
|
1,461 |
0,409 |
|
11 |
8,7h 11 (-0,09) |
25h 12 (-0,21) |
2,126 |
0,593 |
|
12 |
|
|
2,316 |
0,648 |
2.4. При вычислении массы 1 м профиля площадь поперечного сечения принимают по номинальному значению, а плотность материала принимают равной для:
алюминия марки АД1 - 2700 кг/м3;
алюминиевых сплавов марок Д1 и АМ4 - 2800 кг/м3.
2.5. Неуказанные радиусы закругления углов профилей должны быть не более 0,5 мм.
2.6. Местная кривизна профилей не должна превышать 5 мм на 1 м длины.
Допускается по согласованию сторон профили изготовлять с местной кривизной не более 2 мм на 1 м длины.
2.7. Скручивание профилей вокруг продольной оси не должно превышать 5° на 1 м длины.
Допускается по согласованию сторон профили изготовлять с углом скручивания не более 2° на 1 м длины.
2.8. Профили, прессованные с последующим волочением, изготовляют немерной длины от 1,5 до 3 м.
Допускаются в партии укороченные профили длиной не менее 0,7 м в количестве 10 % массы партии.
2.9. Длина профилей, изготовляемых холодным выдавливанием, устанавливается по согласованию сторон.
2.10. Профили должны быть обрезаны под прямым углом. Косина реза не должна превышать 3° и выводить профили за пределы сдаточной длины.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Профили должны изготовляться:
№ 1 - из алюминия марки АД1 по ГОСТ 4784;
№ 2 - 17 - из алюминиевого сплава марки Д1 по ГОСТ 4784;
№ 18 - из алюминиевого сплава АМ4, химический состав которого должен соответствовать указанному в табл. 4.
Таблица 4
|
Медь |
Магний |
Алюминий |
Примеси, не более |
Сумма допустимых примесей |
||
|
Железо |
Кремний |
Цинк |
||||
|
4 - 6 |
0,3 - 0,5 |
Остальное |
0,6 |
0,7 |
0,6 |
1,2 |
3.2. Профили № 1, 3, 5, 7, 13, 14, 16, 17 изготовляют холодным выдавливанием (х/в).
Допускается по согласованию сторон указанные профили изготовлять прессованием с последующим волочением.
Профили № 2, 4, 6 - 12, 15, 18 изготовляют прессованием с последующим волочением.
3.3. Механические свойства профилей:
временное сопротивление профилей, изготовляемых прессованием с последующим волочением, должно соответствовать указанному в табл. 5;
временное сопротивление профилей, изготовляемых холодным выдавливанием, устанавливается по согласованию сторон;
относительное удлинение и предел текучести устанавливаются по согласованию сторон.
|
Состояние материала |
Временное сопротивление, МПа (кгc/мм), не менее |
|
|
АД1 |
Нагартованное |
98 (10) |
|
Д1 |
Закаленное и естественно состаренное |
337 (34) |
|
АМ4 |
294 (30) |
Примечание. Показатели временного сопротивления, определяемые на образцах, вырезанных из профилей, прошедших повторную закалку на предприятии-потребителе, могут быть на 19,6 МПа (2 кгс/мм) меньше соответствующих показателей.
Примеры условного обозначения:
Профиль из сплава марки Д1, закаленного и естественно состаренного, № 13, полученного холодным выдавливанием:
Профиль Д1-Т-13-х/в-18591-91
То же, из алюминия марки АД1, нагартованного, № 1, полученного холодным выдавливанием:
Профиль АД1-Н-1-х/в-18591-91
То же, из сплава марки АМ4, закаленного и естественно состаренного, № 18, полученного прессованием с последующим волочением:
Профиль АМ4-Т-18 18591-91
3.4. На поверхности профилей не допускаются загрязнения, трещины, расслоения, неметаллические включения, пятна коррозионного происхождения.
3.5. На наружной поверхности профилей допускаются:
плены, забоины, вмятины, риски, точечные задиры, если глубина их залегания не выводит профиль за предельные отклонения по размерам.
Суммарная длина отрезков профиля с указанными дефектами не должна быть более 15 % всей длины профиля:
забоины, раковины, царапины, риски, следы правки, с глубиной залегания, выводящей за предельные отклонения, если длина профиля с указанными дефектами не превышает 10 мм и количество таких отрезков будет не более двух на 1 м длины;
цвета побежалости, темные и светлые пятна и полосы, следы зачистки дефектов абразивным кругом в виде продольных и круговых рисок глубиной не более 0,1 мм.
3.6. Параметр шероховатости профиля должен быть не более Rz 100 по ГОСТ 2789.
По требованию предприятия-потребителя профили поставляют с шероховатостью поверхности Ra 3,2.
3.7. Макроструктура профилей не должна иметь трещин, утяжин и надрывов.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством оборонной промышленности СССР
РАЗРАБОТЧИКИ
В.М. Соловьев; В.Ф. Мызин; Н.Ф. Романенко; Л.И. Корнилова; Г.В. Стахова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 03.07.91 № 1195
3. Срок первой проверки - 1995 г.
периодичность проверки - 5 лет
4. Взамен ГОСТ В 18591-73
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ