
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СОЮЗА ССР
КОНЦЫ ИНСТРУМЕНТАЛЬНЫХ ШПИНДЕЛЕЙ
ЗУБОРЕЗНЫХ СТАНКОВ ДЛЯ КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 17548-83
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.И. Светличный, Б.Л. Хижняк
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13 апреля 1983 г. № 1754
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОНЦЫ ИНСТРУМЕНТАЛЬНЫХ ШПИНДЕЛЕЙ ЗУБОРЕЗНЫХ СТАНКОВ Типы и основные размеры The tool spindle noses of spiral bevel and hypoid
gear producing machines |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 13 апреля 1983 г. № 1754 срок введения установлен
с 01.07.84
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на концы инструментальных шпинделей зуборезных станков для конических зубчатых колес с круговыми зубьями, на концы шпинделей заточных станков для зуборезных головок, шлифовально-затыловочных станков для зуборезных головок и приборов для контроля зуборезных головок.
2. Концы инструментальных шпинделей должны изготовляться типов:
1 - с одним посадочным местом;
2 - с двумя посадочными местами;
3 - с тремя посадочными местами.
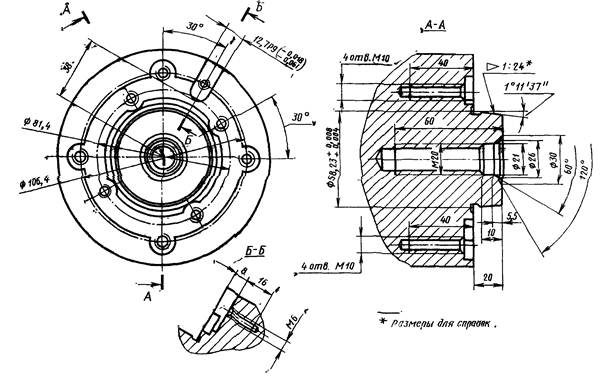
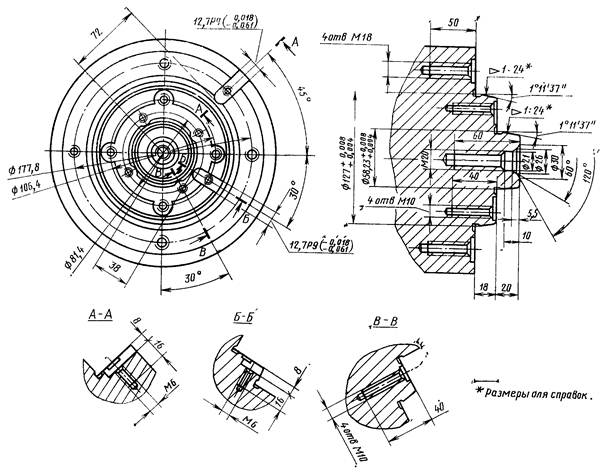
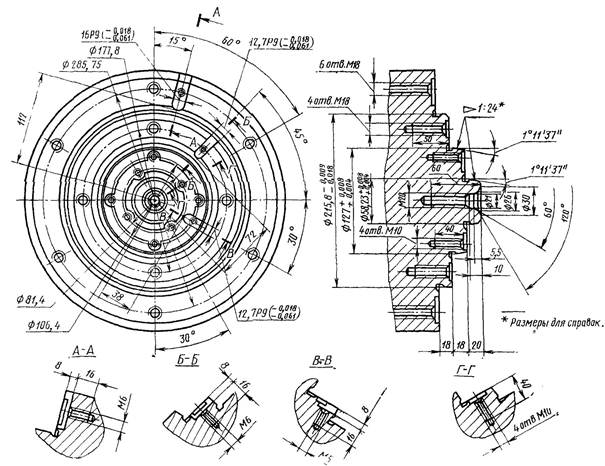
3. Типы и основные размеры концов инструментальных шпинделей должны соответствовать указанным на черт. 1 - 5.
Тип 1. Исполнение 1
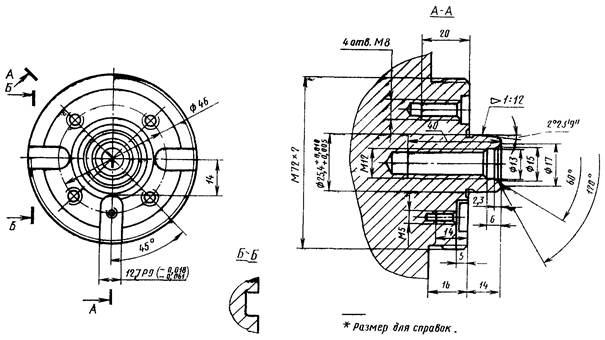
Черт. 1
(Поправка).
Тип 1. Исполнение 2
Черт. 2
Тип 2
Черт. 3
Тип 3. Исполнение 1
Черт. 4
Тип 3. Исполнение 2
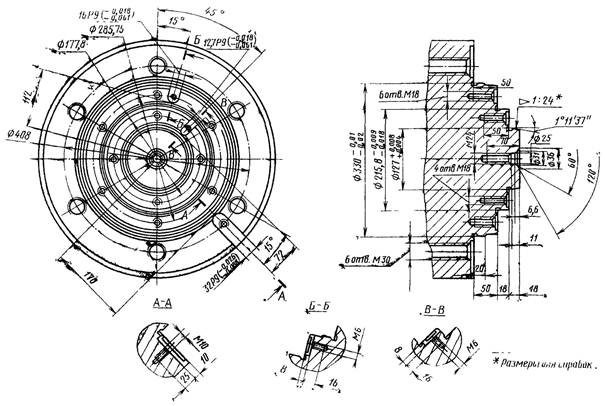
Черт. 5
Черт. 4, 5 (Поправка).
Пример условного обозначения конца шпинделя типа 1, исполнения 2:
Конец шпинделя 1-2 ГОСТ 17548-83
4. Резьба - метрическая по ГОСТ 24705-81. Поля допусков резьбы: наружной - 6g, внутренней - 7Н по ГОСТ 16093-81.
5. Концы шпинделей заточных станков, шлифовально-затыловочных станков и приборов для контроля зуборезных головок допускается выполнять с иными сочетаниями посадочных мест, чем для зуборезных станков.
6. Концы шпинделей приборов для контроля зуборезных головок допускается применять без шпоночных пазов и крепежных отверстий для шпонок и с уменьшенной длиной посадочных мест.
7. Число посадочных мест на концах шпинделей под зуборезные головки допускается уменьшать по согласованию с потребителем.
8. Параметр шероховатости конических, цилиндрических посадочных поверхностей и торцовых опорных поверхностей концов шпинделей должен быть для станков всех классов точности не более Ra 0,16 мкм по ГОСТ 2789-73.
9. Допуски расположения осей отверстий под крепежные винты и шпоночных пазов должны соответствовать указанным в таблице.
10. Допуск симметричности оси шпоночного паза относительно оси шпинделя в диаметральном выражении 0,1 мм.
11. По заказу потребителя допускается изготовление станков с концами шпинделей с номинальными диаметрами конусов и допусками на них, а также конусностью, отличными от указанных в настоящем стандарте. При этом зазор между посадочными торцами шпинделя и установочного калибра-кольца должен быть в пределах 0,102 - 0,2286 мм. Методы и средства контроля зазора устанавливаются по согласованию с потребителем.
Размеры в мм
|
Допуск расположения |
Диаметр окружности центров |
|||||
|
46 |
81,4 |
105,4 |
177,8 |
285,75 |
408 |
|
|
Позиционный допуск в диаметральном выражении |
0,25 |
0,50 |
0,60 |
|||
|
Отклонение центрального угла между осями любого отверстия и шпоночного паза |
± 25´ |
± 12´ |
± 11´ |
± 14´ |
± 9´ |
± 6´ |