
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ.
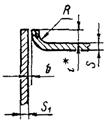
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 14806-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ Основные типы, конструктивные элементы и размеры Arc welding of aluminium and aluminium alloys in
inert gases. |
ГОСТ |
Срок действия с 01.07.81
до 01.07.96
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно.
Стандарт не распространяется на сварные соединения трубопроводов.
Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИНп - ручная неплавящимся электродом с присадочным металлом;
АИНп - автоматическая неплавящимся электродом с присадочным металлом;
АИНп-3 - автоматическая неплавящимся электродом с присадочным металлом - трехфазная;
АИП - автоматическая плавящимся электродом - однодуговая;
ПИП - полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-51.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм, для способов сварки |
Условное обозначение соединения |
||||||
|
подготовленных кромок |
сварного шва |
||||||||||
|
РИНп |
АИНп |
АИНп-3 |
ПИП |
АИП |
|||||||
|
Стыковое |
С отбортовкой кромок |
Односторонний |
|
|
0,8-2,0 |
0,8-2,0 |
- |
- |
- |
С1 |
|
|
С отбортовкой одной кромки |
|
|
С3 |
||||||||
|
Без скоса кромок |
|
|
0,8-4,0 |
0,8-4,0 |
4-12 |
4-12 |
С2 |
||||
|
Односторонний на съемной подкладке |
|
0,8-5,0 |
0,8-16,0 |
4-25 |
3-12 |
3-12 |
С4 |
||||
|
Односторонний на остающейся подкладке |
|
|
С5 |
||||||||
|
Двусторонний |
|
|
2,0-6,0 |
2,0-10,0 |
10-30 |
4-34 |
4-34 |
С7 |
|||
|
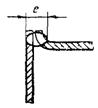
Со скосом одной кромки |
Односторонний |
|
|
4-20 |
- |
- |
6-20 |
- |
С8 |
||
|
Односторонний на съемной подкладке |
|
С9 |
|||||||||
|
Односторонний на остающейся подкладке |
|
|
С10 |
||||||||
|
Двусторонний |
|
|
С12 |
||||||||
|
С криволинейным скосом одной кромки |
|
|
16-30 |
16-30 |
С13 |
||||||
|
С ломаным скосом одной кромки |
|
|
С14 |
||||||||
|
С двумя симметричными скосами одной кромки |
|
|
12-35 |
12-35 |
С15 |
||||||
|
С двумя симметричными криволинейными скосами одной кромки |
|
|
32-60 |
32-60 |
С16 |
||||||
|
С двумя несимметричными скосами одной кромки |
|
|
12-35 |
12-35 |
С43 |
||||||
|
С двумя симметричными скосами одной кромки по ломаной линии |
|
|
32-60 |
32-60 |
С44 |
||||||
|
Со скосом кромок |
Односторонний |
|
|
4-20 |
8-20 |
- |
10-30 |
10-30 |
С17 |
||
|
Односторонний на съемной подкладке |
|
8-20 |
С18 |
||||||||
|
Односторонний на остающейся подкладке |
|
|
5-30 |
5-30 |
5-30 |
10-30 |
10-30 |
С19 |
|||
|
Двусторонний |
|
|
4-20 |
4-40 |
20-40 |
С21 |
|||||
|
С криволинейным скосом кромок |
|
|
12-30 |
12-50 |
32-50 |
12-30 |
12-30 |
С23 |
|||
|
С ломаным скосом кромок |
|
|
С24 |
||||||||
|
С двумя симметричными скосами кромок |
|
|
12-30 |
32-60 |
С25 |
||||||
|
С двумя симметричными криволинейными скосами кромок |
|
|
30-40 |
30-60 |
30-60 |
30-60 |
С26 |
||||
|
С двумя симметричными ломаными скосами |
|
|
30,0-40,0 |
30,0-60,0 |
32-60 |
30-60 |
30-60 |
С27 |
|||
|
С двумя несимметричными скосами кромок |
|
|
12,0-30,0 |
12,0-60,0 |
12-30 |
12-30 |
С39 |
||||
|
Угловое |
С отбортовкой одной кромки |
Односторонний |
|
|
1,0-2,5 |
1,0-2,5 |
- |
- |
- |
У1 |
|
|
Без скоса кромок |
Односторонний |
|
|
1,5-12,0 |
1,5-12,0 |
5-12 |
5-12 |
У4 |
|||
|
|
|
||||||||||
|
Двусторонний |
|
|
1,5-5,0 |
1,5-5,0 |
5-12 |
5-12 |
У5 |
||||
|
|
|
1,5-12,0 |
1,5-12,0 |
||||||||
|
Со скосом одной кромки |
Односторонний |
|
|
4,0-20,0 |
4,0-20,0 |
4-20 |
4-20 |
У6 |
|||
|
Двусторонний |
|
У7 |
|||||||||
|
С криволинейным скосом одной кромки |
|
|
16,0-30,0 |
16,0-30,0 |
16-30 |
16-30 |
У11 |
||||
|
С ломаным скосом одной кромки |
|
|
16-30 |
16-30 |
16-30 |
16-30 |
У12 |
||||
|
С двумя симметричными скосами одной кромки |
|
|
12-35 |
- |
12-35 |
- |
У8 |
||||
|
С двумя симметричными криволинейными скосами одной кромки |
|
|
32-60 |
32-60 |
У13 |
||||||
|
С двумя симметричными ломаными скосами одной кромки |
|
|
У14 |
||||||||
|
Со скосом кромок |
Односторонний |
|
|
12-30 |
12-30 |
12-30 |
12-30 |
У9 |
|||
|
Двусторонний |
|
|
У10 |
||||||||
|
Тавровое |
Без скоса кромок |
Односторонний |
|
|
1-20 |
2-20 |
3-20 |
3-20 |
3-20 |
Т1 |
|
|
Двусторонний |
|
Т3 |
|||||||||
|
Со скосом одной кромки |
Односторонний |
|
|
4-20 |
4-20 |
- |
4-20 |
4-20 |
Т6 |
||
|
Двусторонний |
|
Т7 |
|||||||||
|
С криволинейным скосом одной кромки |
Двусторонний |
|
|
16-30 |
- |
16-30 |
- |
Т2 |
|||
|
С двумя симметричными скосами одной кромки |
|
|
12-35 |
12-35 |
12-35 |
12-35 |
Т8 |
||||
|
С двумя симметричными криволинейными скосами одной кромки |
|
|
32-60 |
- |
32-60 |
- |
Т5 |
||||
|
С двумя симметричными ломаными скосами одной кромки |
|
|
Т10 |
||||||||
|
Нахлесточное |
Без скоса кромок |
Односторонний |
|
|
1-20 |
2-20 |
4-20 |
4-20 |
4-20 |
Н1 |
|
|
Двусторонний |
|
Н2 |
|||||||||
















(Измененная редакция, Изм. № 1).
Таблица 2
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
R |
i |
е, не более |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
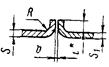
С1 |
|
|
РИНп; АИНп |
От 0,8 до 1,0 |
0 |
+0,1 |
От s до 2,5s |
От s до 2,5s |
7 |
0,8 |
±0,5 |
|
Св. 1,0 до 1,5 |
+0,2 |
10 |
1,0 |
||||||||
|
Св. 1,5 до 2,0 |
1,5 |
±1,0 |
|||||||||
* Размер для справок
(Измененная редакция, Изм № 1).
Таблица 3
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
R |
i |
е, не более |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
С3 |
|
|
РИНп; АИНп |
От 0,8 до 10 |
0 |
+0,1 |
От s до 2,5s |
От s до 2,5s |
7 |
0,8 |
±0,5 |
|
Св. 1,0 до 1,5 |
0,2 |
10 |
1,0 |
||||||||
|
Св. 1,5 до 2,0 |
1,5 |
±1,0 |
|||||||||
* Размер для справок
Таблица 4
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е, не более |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
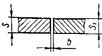
С2 |
|
|
РИНп; АИНп |
От 0,8 до 1,0 |
0 |
+0,5 |
7 |
0,8 |
±0,5 |
|
Св. 1,0 до 2,5 |
10 |
||||||||
|
Св. 2,5 до 4,0 |
+1,0 |
12 |
1,0 |
||||||
|
АИП; ПИП |
От 4,0 до 6,0 |
14 |
|||||||
|
Св. 6,0 до 8,0 |
19 |
2,0 |
±1,0 |
||||||
|
Св. 8,0 до 10,0 |
21 |
||||||||
|
Св. 10,0 до 12,0 |
+2,0 |
23 |
|||||||
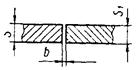
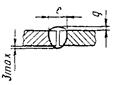
Таблица 5
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е, не более |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С4 |
|
|
РИНп; АИНп |
От 0,8 до 1,0 |
0 |
+0,5 |
7 |
0,8 |
±0,5 |
|
Св. 1,0 до 2,0 |
10 |
||||||||
|
Св. 2,0 до 4,0 |
+1,0 |
12 |
1,0 |
||||||
|
Св. 4,0 до 5,0 |
14 |
||||||||
|
АИНп; АИНп-3 |
Св. 4,0 до 6,0 |
15 |
2,0 |
±1,0 |
|||||
|
Св. 6 0 до 8,0 |
16 |
||||||||
|
Св. 8,0 до 10,0 |
19 |
||||||||
|
Св. 10,0 до 12,0 |
+2,0 |
21 |
|||||||
|
Св. 12,0 до 14,0 |
22 |
||||||||
|
Св. 14,0 до 16,0 |
23 |
||||||||
|
АИНп-3 |
Св. 16,0 до 18,0 |
32 |
3,0 |
||||||
|
Св. 18,0 до 22,0 |
35 |
4,0 |
|||||||
|
Св. 22,0 до 25,0 |
38 |
4,5 |
|||||||
|
АИП; ПИП |
От 3,0 до 6,0 |
+1,0 |
14 |
2,0 |
|||||
|
Св. 6,0 до 8,0 |
16 |
||||||||
|
Св. 8,0 до 10,0 |
18 |
||||||||
|
Св. 10,0 до 12,0 |
20 |
||||||||
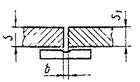
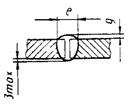
Таблица 6
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е, не более |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С5 |
|
|
РИНп; АИНп |
От 0,8 до 1,0 |
0 |
±1,5 |
8 |
0,8 |
±0,5 |
|
Св. 1,0 до 2,0 |
10 |
||||||||
|
Св. 2,0 до 4,0 |
1 |
±1,0 |
12 |
1,0 |
|||||
|
Св. 4,0 до 5,0 |
14 |
||||||||
|
АИНп; АИНп-3 |
Св. 4,0 до 6,0 |
1,5 |
±1,5 |
15 |
2,0 |
±1,0 |
|||
|
Св. 6,0 до 8,0 |
16 |
||||||||
|
Св. 8,0 до 10,0 |
19 |
||||||||
|
Св. 10,0 до 12,0 |
21 |
||||||||
|
Св. 12,0 до 14,0 |
22 |
||||||||
|
Св. 14,0 до 16,0 |
23 |
||||||||
|
АИНп-3 |
Св. 16,0 до 18,0 |
24 |
3,0 |
||||||
|
Св. 18,0 до 22,0 |
25 |
4,0 |
|||||||
|
Св. 22,0 до 25,0 |
26 |
4,5 |
|||||||
|
АИП; ПИП |
Св. 3,0 до 6,0 |
±1,0 |
14 |
2,0 |
|||||
|
Св. 6,0 до 8,0 |
16 |
||||||||
|
Св. 8,0 до 10,0 |
18 |
||||||||
|
Св. 10,0 до 12,0 |
20 |
||||||||
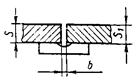
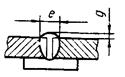
Таблица 7
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е, не более |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С7 |
|
|
РИНп; АИНп |
От 2 до 3 |
0 |
+1 |
10 |
1 |
±0,5 |
|
Св. 3 до 4 |
12 |
||||||||
|
Св. 4 до 6 |
|||||||||
|
АИНп |
Св. 6 до 8 |
16 |
2 |
±1,0 |
|||||
|
Св. 8 до 10 |
+2 |
19 |
|||||||
|
АИНп-3 |
Св. 10 до 12 |
||||||||
|
Св. 12 до 14 |
21 |
||||||||
|
Св. 14 до 16 |
|||||||||
|
Св. 16 до 18 |
23 |
||||||||
|
Св. 18 до 20 |
|||||||||
|
Св. 20 до 22 |
25 |
||||||||
|
Св. 22 до 24 |
|||||||||
|
Св. 24 до 26 |
26 |
||||||||
|
Св. 26 до 28 |
27 |
||||||||
|
Св. 28 до 30 |
28 |
||||||||
|
АИП; ПИП |
От 4 до 6 |
+1 |
12 |
1 |
±0,5 |
||||
|
Св. 6 до 8 |
14 |
2 |
±1,0 |
||||||
|
Св. 8 до 10 |
+2 |
15 |
3 |
±2 |
|||||
|
Св. 10 до 12 |
18 |
4 |
|||||||
|
Св. 12 до 14 |
21 |
||||||||
|
Св. 14 до 17 |
24 |
||||||||
|
Св. 17 до 20 |
27 |
5 |
|||||||
|
Св. 20 до 23 |
30 |
||||||||
|
Св. 23 до 26 |
33 |
6 |
|||||||
|
Св. 26 до 30 |
36 |
||||||||
|
Св. 30 до 34 |
40 |
7 |
|||||||
(Измененная редакция, Изм. № 1).
Таблица 8
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
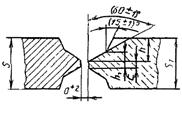
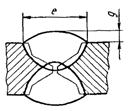
c |
e |
g |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
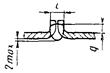
|
С8 |
|
|
РИНп |
От 4 до 6 |
0 |
+1 |
2 |
±1 |
13 |
±2 |
2 |
±1 |
|
Св. 6 до 8 |
16 |
|||||||||||
|
Св. 8 до 10 |
3 |
20 |
||||||||||
|
Св. 10 до 12 |
+2 |
24 |
||||||||||
|
Св. 12 до 14 |
28 |
±3 |
||||||||||
|
Св. 14 до 16 |
32 |
3 |
||||||||||
|
Св. 16 до 18 |
36 |
|||||||||||
|
Св. 18 до 20 |
40 |
|||||||||||
|
ПИП |
От 6 до 8 |
+1 |
4 |
±2 |
16 |
±2 |
2 |
|||||
|
Св. 8 до 10 |
+2 |
20 |
||||||||||
|
Св. 10 до 12 |
5 |
24 |
||||||||||
|
Св. 12 до 14 |
28 |
±3 |
4 |
±2 |
||||||||
|
Св. 14 до 16 |
32 |
|||||||||||
|
Св. 16 до 18 |
36 |
|||||||||||
|
Св. 18 до 20 |
40 |
|||||||||||
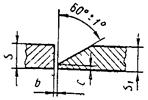
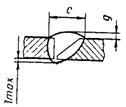
Таблица 9
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
c |
e |
g |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С9 |
|
|
РИНп |
От 4 до 6 |
0 |
+2 |
2 |
±1 |
13 |
±2 |
2 |
±1 |
|
Св. 6 до 8 |
16 |
|||||||||||
|
Св. 8 до 10 |
3 |
20 |
||||||||||
|
Св. 10 до 12 |
24 |
|||||||||||
|
Св. 12 до 14 |
28 |
±3 |
||||||||||
|
Св. 14 до 16 |
32 |
3 |
||||||||||
|
Св. 16 до 18 |
36 |
|||||||||||
|
Св. 18 до 20 |
40 |
|||||||||||
|
ПИП |
От 6 до 8 |
+1 |
4 |
±2 |
16 |
±2 |
2 |
|||||
|
От 8 до 10 |
+2 |
20 |
||||||||||
|
Св. 10 до 12 |
5 |
24 |
||||||||||
|
Св. 12 до 14 |
28 |
±3 |
||||||||||
|
Св. 14 до 16 |
32 |
4 |
±2 |
|||||||||
|
Св. 16 до 18 |
36 |
|||||||||||
|
Св. 18 до 20 |
40 |
|||||||||||
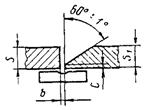
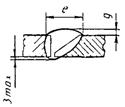
Таблица 10
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
c |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С10 |
|
|
РИНп |
От 4 до 6 |
2 |
±1 |
16 |
±2 |
2 |
±1 |
|
Св. 6 до 8 |
19 |
|||||||||
|
Св. 8 до 10 |
3 |
22 |
||||||||
|
Св. 10 до 12 |
25 |
|||||||||
|
Св. 12 до 14 |
29 |
±3 |
||||||||
|
Св. 14 до 16 |
33 |
3 |
||||||||
|
Св. 16 до 18 |
37 |
|||||||||
|
Св. 18 до 20 |
41 |
|||||||||
|
ПИП |
От 6 до 8 |
4 |
±2 |
19 |
±2 |
2 |
||||
|
Св. 8 до 10 |
22 |
|||||||||
|
Св. 10 до 12 |
5 |
25 |
||||||||
|
Св. 12 до 14 |
29 |
±3 |
||||||||
|
Св. 14 до 16 |
33 |
4 |
±2 |
|||||||
|
Св. 16 до 18 |
37 |
|||||||||
|
Св. 18 до 20 |
41 |
|||||||||
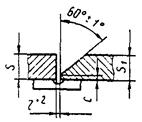
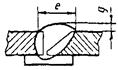
Таблица 11
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
c |
e |
e1 (пред. откл. ±2) |
g |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
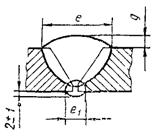
С12 |
|
|
РИНп |
От 4 до 6 |
0 |
+1 |
2 |
±1 |
13 |
±2 |
10 |
2 |
±1 |
|
Св. 6 до 8 |
16 |
||||||||||||
|
Св. 8 до 10 |
3 |
20 |
|||||||||||
|
Св. 10 до 12 |
+2 |
24 |
|||||||||||
|
Св. 12 до 14 |
28 |
±3 |
13 |
3 |
|||||||||
|
Св. 14 до 16 |
32 |
||||||||||||
|
Св. 16 до 18 |
36 |
||||||||||||
|
Св. 18 до 20 |
40 |
||||||||||||
|
ПИП |
От 6 до 8 |
+1 |
4 |
±2 |
16 |
±2 |
10 |
2 |
|||||
|
Св. 8 до 10 |
+2 |
20 |
|||||||||||
|
Св. 10 до 12 |
5 |
24 |
|||||||||||
|
Св. 12 до 14 |
28 |
±3 |
13 |
3 |
±2 |
||||||||
|
Св. 14 до 16 |
32 |
||||||||||||
|
Св. 16 до 18 |
36 |
||||||||||||
|
Св. 18 до 20 |
40 |
||||||||||||
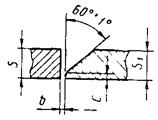
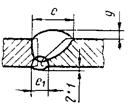
Таблица 12
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
е |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С13 |
|
|
РИНп |
От 16 до 18 |
2 |
24 |
±2 |
3 |
±1 |
|
Св. 18 до 20 |
25 |
||||||||
|
Св. 20 до 22 |
26 |
||||||||
|
Св. 22 до 24 |
27 |
||||||||
|
Св. 24 до 26 |
28 |
±3 |
4 |
||||||
|
Св. 26 до 28 |
30 |
||||||||
|
Св. 28 до 30 |
32 |
||||||||
|
ПИП |
От 16 до 18 |
4 |
24 |
±2 |
+1 -2 |
||||
|
Св. 18 до 20 |
25 |
||||||||
|
Св. 20 до 22 |
26 |
||||||||
|
Св. 22 до 24 |
27 |
||||||||
|
Св. 24 до 26 |
28 |
±3 |
5 |
||||||
|
Св. 26 до 28 |
30 |
||||||||
|
Св. 28 до 30 |
32 |
||||||||
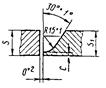

Таблица 13
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h1 (пред. откл. ±1) |
е |
h |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С14 |
|
|
РИНп |
От 16 до 18 |
2 |
11 |
25 |
±2 |
3 |
±1 |
|
Св. 18 до 20 |
26 |
|||||||||
|
Св. 20 до 22 |
27 |
|||||||||
|
Св. 22 до 24 |
28 |
|||||||||
|
Св. 24 до 26 |
29 |
±3 |
4 |
|||||||
|
Св. 26 до 28 |
30 |
|||||||||
|
Св. 28 до 30 |
31 |
|||||||||
|
ПИП |
От 16 до 18 |
4 |
13 |
25 |
±2 |
+1 -2 |
||||
|
Св. 18 до 20 |
26 |
|||||||||
|
Св. 20 до 22 |
27 |
|||||||||
|
Св. 22 до 24 |
28 |
|||||||||
|
Св. 24 до 26 |
29 |
±3 |
5 |
|||||||
|
Св. 26 до 28 |
30 |
|||||||||
|
Св. 28 до 30 |
31 |
|||||||||
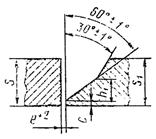
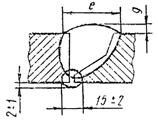
Таблица 14
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1) |
с |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С15 |
|
|
РИНп |
От 12 до 14 |
2 |
5 |
16 |
±2 |
2 |
±1 |
|
Св. 14 до 16 |
6 |
18 |
||||||||
|
Св. 16 до 18 |
7 |
20 |
3 |
|||||||
|
Св. 18 до 20 |
8 |
22 |
||||||||
|
Св. 20 до 22 |
9 |
24 |
||||||||
|
Св. 22 до 24 |
10 |
26 |
4 |
|||||||
|
Св. 24 до 26 |
11 |
28 |
±3 |
|||||||
|
Св. 26 до 28 |
12 |
30 |
||||||||
|
Св. 28 до 30 |
13 |
32 |
||||||||
|
Св. 30 до 32 |
14 |
34 |
||||||||
|
Св. 32 до 35 |
15 |
36 |
||||||||
|
ПИП |
От 12 до 14 |
4 |
4 |
16 |
±2 |
+1 -2 |
||||
|
Св. 14 до 16 |
5 |
18 |
||||||||
|
Св. 16 до 18 |
6 |
20 |
||||||||
|
Св. 18 до 20 |
7 |
22 |
||||||||
|
Св. 20 до 22 |
8 |
24 |
||||||||
|
Св. 22 до 24 |
9 |
26 |
5 |
|||||||
|
Св. 24 до 26 |
10 |
28 |
±3 |
|||||||
|
Св. 26 до 28 |
11 |
30 |
||||||||
|
Св. 28 до 30 |
12 |
32 |
||||||||
|
Св. 30 до 32 |
13 |
34 |
||||||||
|
Св. 32 до 35 |
14 |
36 |
||||||||
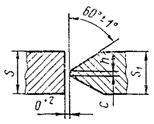
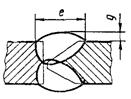
Таблица 15
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
е (пред. откл.±3) |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
С16 |
|
|
РИНп |
От 32 до 36 |
2 |
15 |
24 |
5 |
±1 |
|
Св. 36 до 40 |
17 |
25 |
|||||||
|
Св. 40 до 44 |
19 |
26 |
|||||||
|
Св. 44 до 48 |
21 |
27 |
|||||||
|
Св. 48 до 52 |
23 |
28 |
6 |
||||||
|
Св. 52 до 56 |
25 |
30 |
|||||||
|
Св. 56 до 60 |
27 |
32 |
|||||||
|
ПИП |
Св. 32 до 36 |
4 |
14 |
24 |
|||||
|
Св. 36 до 40 |
16 |
25 |
|||||||
|
Св. 40 до 44 |
18 |
26 |
|||||||
|
Св. 44 до 48 |
20 |
27 |
|||||||
|
Св. 48 до 52 |
22 |
28 |
7 |
||||||
|
Св. 52 до 56 |
24 |
30 |
|||||||
|
Св. 56 до 60 |
26 |
32 |
|||||||
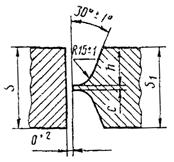
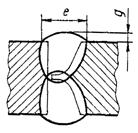
Таблица 16
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
е |
е1, не более |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
С43 |
|
|
РИНп |
От 12 до 14 |
2 |
7 |
20 |
±2 |
15 |
2 |
±1 |
2 |
±1 |
|
Св. 14 до 16 |
8 |
22 |
16 |
||||||||||
|
Св. 16 до 18 |
9 |
24 |
17 |
3 |
|||||||||
|
Св. 18 до 20 |
10 |
26 |
18 |
||||||||||
|
Св. 20 до 22 |
11 |
28 |
19 |
||||||||||
|
Св. 22 до 24 |
12 |
30 |
20 |
||||||||||
|
Св. 24 до 26 |
13 |
32 |
±3 |
21 |
4 |
3 |
|||||||
|
Св. 26 до 28 |
15 |
35 |
22 |
||||||||||
|
Св. 28 до 30 |
17 |
39 |
23 |
||||||||||
|
Св. 30 до 32 |
19 |
43 |
25 |
||||||||||
|
Св. 32 до 35 |
21 |
47 |
27 |
||||||||||
|
От 12 до 14 |
4 |
6 |
20 |
±2 |
15 |
+1 -2 |
±2 |
||||||
|
Св. 14 до 16 |
7 |
22 |
16 |
||||||||||
|
ПИП |
Св. 16 до 18 |
8 |
24 |
17 |
|||||||||
|
Св. 18 до 20 |
9 |
26 |
18 |
||||||||||
|
Св. 20 до 22 |
10 |
28 |
19 |
||||||||||
|
Св. 22 до 24 |
11 |
30 |
20 |
||||||||||
|
Св. 24 до 26 |
12 |
32 |
±3 |
21 |
5 |
4 |
|||||||
|
Св. 26 до 28 |
14 |
35 |
22 |
||||||||||
|
Св. 28 до 30 |
16 |
39 |
23 |
||||||||||
|
Св. 30 до 32 |
18 |
43 |
25 |
||||||||||
|
Св. 32 до 35 |
20 |
47 |
27 |
||||||||||
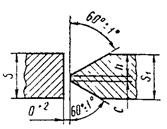
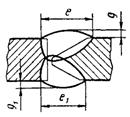
Таблица 17
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
h1 (пред. откл. ±1) |
e не более |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||||
|
С44 |
|
|
РИНп |
От 32 до 36 |
2 |
15 |
11 |
26 |
5 |
±1 |
|
Св. 36 до 40 |
17 |
28 |
||||||||
|
Св. 40 до 44 |
19 |
30 |
||||||||
|
Св. 44 до 48 |
21 |
32 |
||||||||
|
Св. 48 до 52 |
23 |
34 |
6 |
|||||||
|
Св. 52 до 56 |
25 |
36 |
||||||||
|
Св. 56 до 60 |
27 |
38 |
||||||||
|
ПИП |
От 32 до 36 |
4 |
14 |
13 |
26 |
|||||
|
Св. 36 до 40 |
16 |
28 |
||||||||
|
Св. 40 до 44 |
18 |
30 |
||||||||
|
Св. 44 до 48 |
20 |
32 |
7 |
|||||||
|
Св. 48 до 52 |
22 |
34 |
||||||||
|
Св. 52 до 56 |
24 |
36 |
||||||||
|
Св. 56 до 60 |
26 |
38 |
||||||||
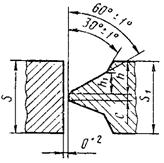
Таблица 18
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с (пред. откл. ±1) |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С17 |
|
|
РИНп |
От 4 до 6 |
0 |
+1 |
2 |
12 |
±2 |
2 |
±1 |
|
Св. 6 до 8 |
14 |
||||||||||
|
РИНп; АИНп |
Св. 8 до 10 |
+2 |
17 |
||||||||
|
Св. 10 до 12 |
20 |
||||||||||
|
Св. 12 до 14 |
23 |
±3 |
3 |
||||||||
|
Св. 14 до 16 |
26 |
||||||||||
|
Св. 16 до 18 |
29 |
||||||||||
|
Св. 18 до 20 |
30 |
||||||||||
|
АИП; ПИП |
От 10 до 12 |
4 |
18 |
±2 |
4 |
+1 -2 |
|||||
|
Св. 12 до 14 |
20 |
||||||||||
|
Св. 14 до 16 |
22 |
±3 |
|||||||||
|
Св. 16 до 18 |
24 |
||||||||||
|
Св. 18 до 20 |
27 |
||||||||||
|
Св. 20 до 22 |
30 |
||||||||||
|
Св. 22 до 24 |
33 |
||||||||||
|
Св. 24 до 26 |
36 |
5 |
|||||||||
|
Св. 26 до 28 |
39 |
||||||||||
|
Св. 28 до 30 |
42 |
||||||||||

Таблица 19
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
e |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С18 |
|
|
РИНп |
От 4 до 6 |
2 |
12 |
±2 |
2 |
±1 |
|
Св. 6 до 8 |
14 |
||||||||
|
РИНп; АИНп; АИНп-3 |
Св. 8 до 10 |
17 |
|||||||
|
Св. 10 до 12 |
20 |
||||||||
|
Св. 12 до 14 |
23 |
±3 |
3 |
||||||
|
Св. 14 до 16 |
26 |
||||||||
|
Св. 16 до 18 |
29 |
||||||||
|
Св. 18 до 20 |
30 |
||||||||
|
АИП; ПИП |
От 10 до 12 |
4 |
18 |
±2 |
4 |
+1 -2 |
|||
|
Св. 12 до 14 |
20 |
||||||||
|
Св. 14 до 16 |
22 |
||||||||
|
Св. 16 до 18 |
24 |
||||||||
|
Св. 18 до 20 |
27 |
±3 |
|||||||
|
Св. 20 до 22 |
30 |
||||||||
|
Св. 22 до 24 |
33 |
||||||||
|
Св. 24 до 26 |
36 |
||||||||
|
Св. 26 до 28 |
39 |
||||||||
|
Св. 28 до 30 |
42 |
||||||||
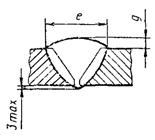
Таблица 20
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
e |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С19 |
|
|
РИНп; АИНп; АИНп-3 |
От 5 до 8 |
2 |
17 |
±2 |
2 |
±1 |
|
Св. 8 до 10 |
19 |
||||||||
|
Св. 10 до 12 |
21 |
||||||||
|
Св. 12 до 14 |
24 |
3 |
|||||||
|
Св. 14 до 16 |
27 |
||||||||
|
Св. 16 до 18 |
30 |
±3 |
|||||||
|
Св. 18 до 20 |
33 |
||||||||
|
Св. 20 до 22 |
36 |
||||||||
|
Св. 22 до 24 |
39 |
||||||||
|
Св. 24 до 26 |
41 |
4 |
+1 -2 |
||||||
|
Св. 26 до 28 |
44 |
||||||||
|
Св. 28 до 30 |
47 |
±2 |
|||||||
|
АИП; ПИП |
От 10 до 12 |
4 |
20 |
||||||
|
Св. 12 до 14 |
22 |
||||||||
|
Св. 14 до 16 |
25 |
±3 |
|||||||
|
Св. 16 до 18 |
28 |
||||||||
|
Св. 18 до 20 |
31 |
||||||||
|
Св. 20 до 22 |
34 |
||||||||
|
Св. 22 до 24 |
37 |
||||||||
|
Св. 24 до 26 |
40 |
5 |
|||||||
|
Св. 26 до 28 |
43 |
||||||||
|
Св. 28 до 30 |
46 |
||||||||
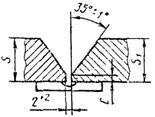
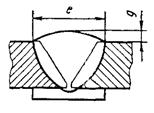
Таблица 21
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с (пред. откл. ±1) |
e |
e1 (пред. откл. ±2) |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
C21 |
|
|
РИНп; АИНп |
От 4 до 6 |
0 |
+1 |
2 |
12 |
±2 |
12 |
2 |
±1 |
|
Св. 6 до 8 |
15 |
|||||||||||
|
Св. 8 до 10 |
+2 |
3 |
18 |
16 |
||||||||
|
Св. 10 до 12 |
20 |
±3 |
3 |
|||||||||
|
Св. 12 до 14 |
24 |
18 |
||||||||||
|
Св. 14 до 16 |
26 |
|||||||||||
|
Св. 16 до 18 |
28 |
|||||||||||
|
Св. 18 до 20 |
31 |
|||||||||||
|
АИНп; АИНп-3 |
Св. 20 до 23 |
12 |
36 |
15 |
5 |
±1 -2 |
||||||
|
Св. 23 до 26 |
40 |
|||||||||||
|
Св. 26 до 29 |
44 |
|||||||||||
|
Св. 29 до 32 |
48 |
|||||||||||
|
Св. 32 до 36 |
52 |
|||||||||||
|
Св. 36 до 40 |
58 |
|||||||||||
|
АИП; ПИП |
От 10 до 12 |
5 |
18 |
±2 |
4 |
|||||||
|
Св. 12 до 14 |
20 |
±5 |
||||||||||
|
Св. 14 до 17 |
8 |
23 |
||||||||||
|
Св. 17 до 20 |
27 |
|||||||||||
|
Св. 20 до 23 |
31 |
|||||||||||
|
Св. 23 до 26 |
36 |
5 |
||||||||||
|
Св. 26 до 30 |
42 |
|||||||||||

(Измененная редакция, Изм. № 1).
Таблица 22
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
e (пред. откл. ±3) |
e1 (пред. откл. ±2) |
g |
g1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
С23 |
|
|
РИНп; АИНп |
От 12 до 14 |
3 |
27 |
13 |
3 |
±1 |
2 |
±1 |
|
Св. 14 до 17 |
28 |
||||||||||
|
Св. 17 до 20 |
29 |
||||||||||
|
Св. 20 до 23 |
30 |
||||||||||
|
Св. 23 до 26 |
31 |
15 |
4 |
3 |
|||||||
|
Св. 26 до 30 |
32 |
||||||||||
|
АИНп; АИНп-3 |
От 32 до 34 |
12 |
30 |
+1 -2 |
|||||||
|
Св. 34 до 36 |
31 |
4 |
|||||||||
|
Св. 36 до 38 |
|||||||||||
|
Св. 38 до 40 |
|||||||||||
|
Св. 40 до 43 |
33 |
||||||||||
|
Св. 43 до 46 |
|||||||||||
|
Св. 46 до 50 |
35 |
||||||||||
|
АИП; ПИП |
От 12 до 14 |
5 |
27 |
13 |
3 |
±2 |
|||||
|
Св. 14 до 17 |
8 |
||||||||||
|
Св. 17 до 20 |
28 |
||||||||||
|
Св. 20 до 23 |
29 |
||||||||||
|
Св. 23 до 26 |
15 |
5 |
4 |
||||||||
|
Св. 26 до 30 |
30 |
||||||||||
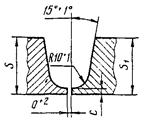
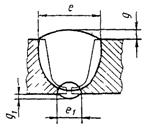
Таблица 23
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h1 |
e (пред. откл. ±3) |
e1 (пред. откл. ±2) |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
С24 |
|
|
РИНп; АИНп |
От 12 до 14 |
3 |
8 |
±1 |
27 |
13 |
3 |
±1 |
2 |
±1 |
|
Св. 14 до 17 |
28 |
||||||||||||
|
Св. 17 до 20 |
29 |
||||||||||||
|
Св. 20 до 23 |
30 |
||||||||||||
|
Св. 23 до 26 |
31 |
15 |
4 |
3 |
|||||||||
|
Св. 26 до 30 |
32 |
||||||||||||
|
АИНп; АИНп-3 |
От 32 до 34 |
12 |
17 |
34 |
+1 -2 |
||||||||
|
Св. 34 до 36 |
35 |
4 |
|||||||||||
|
Св. 36 до 38 |
|||||||||||||
|
Св. 38 до 40 |
36 |
||||||||||||
|
Св. 40 до 43 |
|||||||||||||
|
Св. 43 до 46 |
37 |
||||||||||||
|
Св. 46 до 50 |
38 |
||||||||||||
|
АИП; ПИП |
От 12 до 14 |
5 |
10 |
27 |
13 |
3 |
±2 |
||||||
|
Св. 14 до 17 |
8 |
13 |
±2 |
28 |
|||||||||
|
Св. 17 до 20 |
29 |
||||||||||||
|
Св. 20 до 23 |
30 |
4 |
|||||||||||
|
Св. 23 до 26 |
15 |
5 |
|||||||||||
|
Св. 26 до 30 |
31 |
||||||||||||
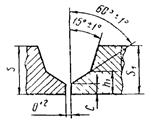
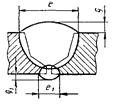
Таблица 24
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
e (пред. откл. ±3) |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
С25 |
|
|
РИНп; АИНп |
От 12 до 14 |
3 |
5 |
17 |
3 |
±1 |
|
Св. 14 до 17 |
7 |
19 |
|||||||
|
Св. 17 до 20 |
9 |
21 |
|||||||
|
Св. 20 до 23 |
10 |
23 |
|||||||
|
Св. 23 до 26 |
11 |
25 |
4 |
||||||
|
Св. 26 до 30 |
13 |
27 |
|||||||
|
АИНп-3 |
Св. 32 до 36 |
12 |
11 |
25 |
+1 -2 |
||||
|
Св. 36 до 40 |
13 |
28 |
|||||||
|
Св. 40 до 44 |
15 |
31 |
|||||||
|
Св. 44 до 48 |
17 |
34 |
|||||||
|
Св. 48 до 52 |
19 |
37 |
|||||||
|
Св. 52 до 56 |
21 |
40 |
|||||||
|
Св. 56 до 60 |
23 |
43 |
|||||||
|
АИП; ПИП |
От 12 до 14 |
5 |
4 |
15 |
|||||
|
Св. 14 до 17 |
8 |
6 |
17 |
||||||
|
Св. 17 до 20 |
8 |
19 |
|||||||
|
Св. 20 до 23 |
9 |
21 |
|||||||
|
Св. 23 до 26 |
10 |
23 |
5 |
||||||
|
Св. 26 до 30 |
12 |
25 |
|||||||
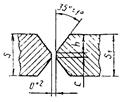
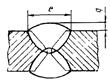
Таблица 25
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
e (пред. откл. ±3) |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
С26 |
|
|
РИНп; АИНп |
От 30 до 32 |
3 |
14 |
30 |
4 |
±1 |
|
Св. 32 до 36 |
16 |
31 |
|||||||
|
Св. 36 до 40 |
18 |
32 |
5 |
||||||
|
АИНп |
От 42 до 46 |
20 |
33 |
||||||
|
Св. 46 до 50 |
23 |
34 |
6 |
||||||
|
Св. 50 до 54 |
25 |
35 |
|||||||
|
Св. 54 до 60 |
27 |
36 |
|||||||
|
АИНп-3 |
От 32 до 36 |
12 |
11 |
30 |
4 |
||||
|
Св. 36 до 40 |
13 |
31 |
5 |
||||||
|
Св. 40 до 44 |
15 |
32 |
|||||||
|
Св. 44 до 48 |
17 |
33 |
|||||||
|
Св. 48 до 52 |
19 |
34 |
6 |
||||||
|
Св. 52 до 56 |
21 |
35 |
|||||||
|
Св. 56 до 60 |
23 |
36 |
|||||||
|
АИП; ПИП |
Св. 30 до 34 |
8 |
13 |
30 |
4 |
±2 |
|||
|
Св. 34 до 38 |
15 |
31 |
|||||||
|
Св. 38 до 42 |
17 |
32 |
5 |
||||||
|
Св. 42 до 46 |
19 |
33 |
|||||||
|
Св. 46 до 50 |
22 |
34 |
|||||||
|
Св. 50 до 54 |
24 |
35 |
6 |
||||||
|
Св. 54 до 60 |
26 |
36 |
|||||||
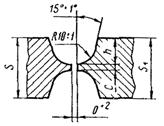
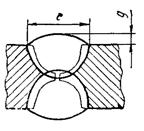
Таблица 26
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
h1 |
e (пред. откл. ±3) |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
С27 |
|
|
РИНп; АИНп |
От 30 до 32 |
3 |
14 |
8 |
±1 |
30 |
4 |
±1 |
|
Св. 32 до 36 |
16 |
31 |
|||||||||
|
Св. 36 до 40 |
18 |
32 |
5 |
||||||||
|
АИНп |
От 42 до 46 |
20 |
33 |
||||||||
|
Св. 46 до 50 |
22 |
34 |
6 |
||||||||
|
Св. 50 до 54 |
24 |
35 |
|||||||||
|
Св. 54 до 60 |
27 |
36 |
|||||||||
|
АИНп-3 |
От 32 до 36 |
12 |
11 |
17 |
30 |
4 |
|||||
|
Св. 36 до 40 |
13 |
31 |
5 |
||||||||
|
Св. 40 до 44 |
15 |
32 |
|||||||||
|
Св. 44 до 48 |
16 |
33 |
|||||||||
|
Св. 48 до 52 |
18 |
34 |
G |
||||||||
|
Св. 52 до 56 |
20 |
35 |
|||||||||
|
Св. 56 до 60 |
22 |
36 |
|||||||||
|
АИП; ПИП |
От 30 до 34 |
8 |
13 |
13 |
±2 |
30 |
4 |
±2 |
|||
|
Св. 34 до 38 |
15 |
31 |
|||||||||
|
Св. 38 до 42 |
17 |
32 |
5 |
||||||||
|
Св. 42 до 46 |
20 |
33 |
|||||||||
|
Св. 46 до 50 |
22 |
34 |
6 |
||||||||
|
Св. 50 до 54 |
24 |
35 |
|||||||||
|
Св. 54 до 60 |
26 |
36 |
|||||||||
(Измененная редакция, Изм. № 1).
Таблица 27
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
е (пред. откл. ±3) |
е1, не более |
g |
g1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
С39 |
|
|
РИНп; АИНп |
От 12 до 14 |
3 |
7 |
19 |
14 |
3 |
±1 |
2 |
±1 |
|
Св. 14 до 17 |
9 |
23 |
15 |
|||||||||
|
Св. 17 до 20 |
11 |
26 |
16 |
|||||||||
|
Св. 20 до 23 |
13 |
29 |
18 |
|||||||||
|
Св. 23 до 26 |
15 |
32 |
20 |
4 |
3 |
|||||||
|
Св. 26 до 30 |
18 |
35 |
22 |
|||||||||
|
АИНп; АИНп-3 |
От 32 до 36 |
12 |
16 |
33 |
18 |
3 |
||||||
|
Св. 36 до 40 |
19 |
35 |
20 |
4 |
||||||||
|
Св. 40 до 44 |
22 |
38 |
22 |
|||||||||
|
Св. 44 до 48 |
25 |
42 |
24 |
|||||||||
|
Св. 48 до 52 |
27 |
46 |
26 |
4 |
+1 -2 |
|||||||
|
Св. 52 до 56 |
30 |
50 |
28 |
|||||||||
|
Св. 56 до 60 |
33 |
55 |
30 |
|||||||||
|
АИП; ПИП |
От 12 до 14 |
5 |
6 |
18 |
14 |
3 |
±2 |
|||||
|
Св. 14 до 17 |
8 |
8 |
21 |
15 |
||||||||
|
Св. 17 до 20 |
10 |
24 |
16 |
|||||||||
|
Св. 20 до 23 |
12 |
27 |
18 |
|||||||||
|
Св. 23 до 26 |
14 |
30 |
20 |
5 |
4 |
|||||||
|
Св. 26 до 30 |
17 |
33 |
22 |
|||||||||
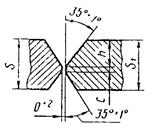
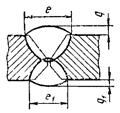
Таблица 28
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
R |
i |
e, не более |
b |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
У1 |
|
|
РИНп; АИНп |
От 1,0 до 1,5 |
2,5-3,0 |
От s до 2,5s |
5 |
0 |
+0,1 |
|
Св. 1,5 до 2,0 |
3,0-4,5 |
7 |
|||||||
|
Св. 2,0 до 2,5 |
4,5-5,0 |
8 |
+0,2 |
||||||
* Размер для справок.
Таблица 29
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
n |
e, не более |
g |
р, не более |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
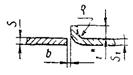
У4 |
s1 ³ 0,7s |
|
РИНп; АИНп |
От 1,5 до 3,0 |
0 |
+0,5 |
От 0 до 0,5s |
7 |
1 |
+1 |
2 |
|
|
Св. 3,0 до 5,0 |
+1,0 |
10 |
3 |
|||||||||
|
РИНп; АИНп; АИП; ПИП |
Св. 5,0 до 8,0 |
14 |
+2 |
4 |
||||||||
|
Св. 8,0 до 10,0 |
16 |
|||||||||||
|
Св. 10,0 до 12,0 |
+2,0 |
20 |
||||||||||
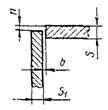
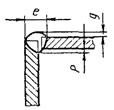
Таблица 30
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
n |
K |
p, не оолее |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У4 |
s1 ³ 0,7s |
|
РИНп; АИНп |
От 1,5 до 3,0 |
0 |
+0,5 |
От 0,5s до s |
3 |
+2 |
2 |
|
Св. 3,0 до 5,0 |
+1,0 |
+3 |
3 |
|||||||
|
РИНп; АИНп; АИП; ПИП |
Св. 5,0 до 8,0 |
4 |
4 |
|||||||
|
Св. 8,0 до 10,0 |
5 |
+4 |
||||||||
|
Св. 10,0 до 12,0 |
+2,0 |
|||||||||


Таблица 31
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
n |
е, не более |
g |
K |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У5 |
s1 ³ 0,7s |
|
РИНп; АИНп |
От 1,5 до 3,0 |
0 |
+0,5 |
От 0 до 0,5s |
7 |
1 |
+1 |
3 |
+2 |
|
Св. 3,0 до 5,0 |
+1,0 |
10 |
+3 |
|||||||||
|
АИП; ПИП |
Св. 5,0 до 8,0 |
14 |
+2 |
4 |
||||||||
|
Св. 8,0 до 10,0 |
16 |
+4 |
||||||||||
|
Св. 10,0 до 12,0 |
+2,0 |
20 |
||||||||||
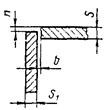
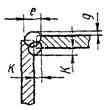
Таблица 32
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
n |
K |
K1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У5 |
s1 ³ 0,7s |
|
РИНп; АИНп |
От 1,5 до 3,0 |
0 |
+0,5 |
Св. 0,5s до s |
3 |
+2 |
3 |
+2 |
|
Св. 3,0 до 5,0 |
+1,0 |
+3 |
+3 |
||||||||
|
РИНп; АИНп; АИП; ПИП |
Св. 5,0 до 8,0 |
4 |
4 |
||||||||
|
Св. 8,0 до 10,0 |
5 |
+4 |
+4 |
||||||||
|
Св. 10,0 до 12,0 |
+2,0 |
||||||||||
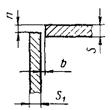
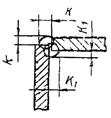
Таблица 33
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с (пред. откл. ±1) |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
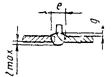
У6 |
s1 ³ 0,5s |
|
РИНп; АИНп |
От 4 до 6 |
0 |
+1 |
2 |
15 |
±2 |
2 |
±1 |
|
Св. 6 до 8 |
17 |
||||||||||
|
Св. 8 до 10 |
+2 |
3 |
20 |
||||||||
|
Св. 10 до 12 |
23 |
||||||||||
|
Св. 12 до 14 |
26 |
±3 |
3 |
||||||||
|
Св. 14 до 16 |
30 |
||||||||||
|
Св. 16 до 18 |
34 |
||||||||||
|
Св. 18 до 20 |
38 |
||||||||||
|
АИП; ПИП |
От 4 до 6 |
+1 |
15 |
±2 |
2 |
||||||
|
Св. 6 до 8 |
17 |
||||||||||
|
Св. 8 до 10 |
+2 |
20 |
|||||||||
|
Св. 10 до 12 |
23 |
||||||||||
|
Св. 12 до 14 |
27 |
±3 |
4 |
±2 |
|||||||
|
Св. 14 до 16 |
5 |
30 |
|||||||||
|
Св. 16 до 18 |
33 |
||||||||||
|
Св. 18 до 20 |
37 |
||||||||||
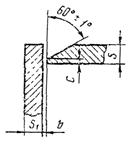
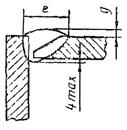
Таблица 34
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с (пред. откл. ±1) |
K |
e |
g |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У7 |
s1 ³ 0,5s |
|
РИНп; АИНп |
От 4 до 6 |
0 |
+1 |
2 |
3 |
+3 |
15 |
±2 |
2 |
±1 |
|
Св. 6 до 8 |
4 |
17 |
|||||||||||
|
Св. 8 до 10 |
+2 |
3 |
+4 |
20 |
|||||||||
|
Св. 10 до 12 |
23 |
||||||||||||
|
Св. 12 до 14 |
26 |
±3 |
|||||||||||
|
Св. 14 до 16 |
30 |
3 |
|||||||||||
|
Св. 16 до 18 |
34 |
||||||||||||
|
Св. 18 до 20 |
+1 |
+5 |
38 |
||||||||||
|
АИП; ПИП |
От 4 до 6 |
3 |
+3 |
15 |
±2 |
2 |
|||||||
|
Св. 6 до 8 |
4 |
17 |
|||||||||||
|
Св. 8 до 10 |
+2 |
+4 |
20 |
||||||||||
|
Св. 10 до 12 |
23 |
||||||||||||
|
Св. 12 до 14 |
5 |
27 |
±3 |
||||||||||
|
Св. 14 до 16 |
5 |
30 |
4 |
±2 |
|||||||||
|
Св. 16 до 18 |
33 |
||||||||||||
|
Св. 18 до 20 |
+5 |
37 |
|||||||||||
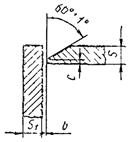
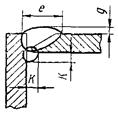
Таблица 35
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
e |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У11 |
s1 ³ 0,5s |
|
РИНп; АИНп |
От 16 до 18 |
2 |
25 |
±2 |
3 |
±1 |
|
Св. 18 до 20 |
26 |
||||||||
|
Св. 20 до 22 |
27 |
||||||||
|
Св. 22 до 24 |
28 |
||||||||
|
Св. 24 до 26 |
29 |
±3 |
4 |
||||||
|
Св. 26 до 28 |
30 |
||||||||
|
Св. 28 до 30 |
32 |
||||||||
|
АИП; ПИП |
От 16 до 18 |
4 |
25 |
±2 |
+1 -2 |
||||
|
Св. 18 до 20 |
26 |
||||||||
|
Св. 20 до 22 |
27 |
||||||||
|
Св. 22 до 24 |
28 |
||||||||
|
Св. 24 до 26 |
29 |
±3 |
5 |
||||||
|
Св. 26 до 28 |
30 |
||||||||
|
Св. 28 до 30 |
32 |
||||||||
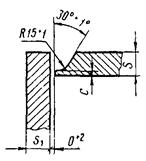
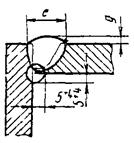
Таблица 36
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
h (пред. откл. ±1) |
e |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У12 |
s1 ³ 0,5s |
|
РИНп; АИНп |
От 16 до 18 |
2 |
12 |
27 |
±2 |
3 |
±1 |
|
Св. 18 до 20 |
28 |
|||||||||
|
Св. 20 до 22 |
29 |
|||||||||
|
Св. 22 до 24 |
30 |
|||||||||
|
Св. 24 до 26 |
±3 |
4 |
||||||||
|
Св. 26 до 28 |
31 |
|||||||||
|
Св. 28 до 30 |
32 |
|||||||||
|
АИП; ПИП |
От 16 до 18 |
4 |
14 |
27 |
±2 |
+1 -2 |
||||
|
Св. 18 до 20 |
28 |
|||||||||
|
Св. 20 до 22 |
29 |
|||||||||
|
Св. 22 до 24 |
30 |
|||||||||
|
Св. 24 до 26 |
±3 |
5 |
||||||||
|
Св. 26 до 28 |
31 |
|||||||||
|
Св. 28 до 30 |
32 |
|||||||||
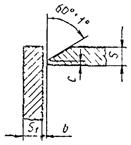
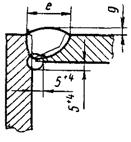
Таблица 37
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
h (пред. откл. ±1) |
e |
e1 не более |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У8 |
s1 ³ 0,5s |
|
РИНп |
От 12 до 14 |
2 |
5 |
19 |
±2 |
17 |
2 |
±1 |
5 |
±2 |
|
Св. 14 до 16 |
6 |
21 |
19 |
3 |
|||||||||
|
Св. 16 до 18 |
7 |
23 |
21 |
||||||||||
|
Св. 18 до 20 |
8 |
25 |
23 |
||||||||||
|
Св. 20 до 22 |
9 |
27 |
25 |
||||||||||
|
Св. 22 до 24 |
10 |
29 |
27 |
||||||||||
|
Св. 24 до 26 |
11 |
31 |
±3 |
29 |
4 |
10 |
±3 |
||||||
|
Св. 26 до 28 |
12 |
33 |
31 |
||||||||||
|
Св. 28 до 30 |
13 |
35 |
33 |
||||||||||
|
Св. 30 до 32 |
14 |
37 |
35 |
||||||||||
|
Св. 32 до 35 |
15 |
39 |
37 |
||||||||||
|
ПИП |
От 12 до 14 |
4 |
4 |
16 |
±2 |
17 |
+1 -2 |
6 |
|||||
|
Св. 14 до 16 |
5 |
18 |
19 |
||||||||||
|
Св. 16 до 18 |
6 |
20 |
21 |
||||||||||
|
Св. 18 до 20 |
7 |
22 |
23 |
||||||||||
|
Св. 20 до 22 |
8 |
24 |
25 |
||||||||||
|
Св. 22 до 24 |
9 |
26 |
27 |
||||||||||
|
Св. 24 до 26 |
10 |
28 |
±3 |
29 |
5 |
10 |
±4 |
||||||
|
Св. 26 до 28 |
11 |
30 |
31 |
||||||||||
|
Св. 28 до 30 |
12 |
32 |
33 |
||||||||||
|
Св. 30 до 32 |
13 |
34 |
35 |
||||||||||
|
Св. 32 до 35 |
14 |
36 |
37 |
||||||||||
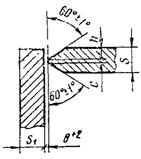
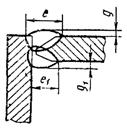
Таблица 38
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
e (пред. откл. ±3) |
e1, не более |
g |
g1 (пред. откл. ±5) |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У13 |
s1 ³ 0,5s |
|
РИНп |
От 32 до 36 |
2 |
15 |
22 |
25 |
5 |
±1 |
15 |
|
Св. 36 до 40 |
17 |
24 |
27 |
||||||||
|
Св. 40 до 44 |
19 |
26 |
29 |
||||||||
|
Св. 44 до 48 |
21 |
28 |
30 |
||||||||
|
Св. 48 до 52 |
23 |
30 |
31 |
6 |
20 |
||||||
|
Св. 52 до 56 |
25 |
32 |
32 |
||||||||
|
Св. 56 до 60 |
27 |
34 |
33 |
||||||||
|
ПИП |
От 32 до 36 |
4 |
14 |
21 |
25 |
±2 |
15 |
||||
|
Св. 36 до 40 |
16 |
23 |
27 |
||||||||
|
Св. 40 до 44 |
18 |
25 |
29 |
||||||||
|
Св. 44 до 48 |
20 |
27 |
30 |
||||||||
|
Св. 48 до 52 |
22 |
29 |
31 |
7 |
20 |
||||||
|
Св. 52 до 56 |
24 |
31 |
32 |
||||||||
|
Св. 56 до 60 |
26 |
33 |
33 |
||||||||
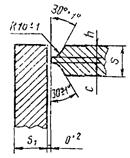
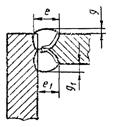
Таблица 39
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
h1 (пред. откл. ±1,5) |
e (пред. откл. ±3) |
e1, не более |
g |
g1 (пред. откл. ±5) |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У14 |
s1 ³ 0,7s |
|
РИНп |
От 32 до 36 |
2 |
15 |
11 |
23 |
27 |
5 |
±1 |
15 |
|
Св. 36 до 40 |
17 |
25 |
29 |
|||||||||
|
Св. 40 до 44 |
19 |
27 |
30 |
|||||||||
|
Св. 44 до 48 |
21 |
29 |
31 |
|||||||||
|
Св. 48 до 52 |
23 |
32 |
32 |
6 |
||||||||
|
Св. 52 до 56 |
25 |
35 |
33 |
20 |
||||||||
|
Св. 56 до 60 |
27 |
38 |
35 |
|||||||||
|
ПИП |
Св. 32 до 36 |
4 |
14 |
13 |
21 |
27 |
±2 |
15 |
||||
|
Св. 36 до 40 |
16 |
23 |
29 |
|||||||||
|
Св. 40 до 44 |
18 |
25 |
30 |
|||||||||
|
Св. 44 до 48 |
20 |
27 |
31 |
|||||||||
|
Св. 48 до 52 |
21 |
30 |
32 |
7 |
20 |
|||||||
|
Св. 52 до 56 |
24 |
33 |
33 |
|||||||||
|
Св. 56 до 60 |
26 |
36 |
35 |
|||||||||
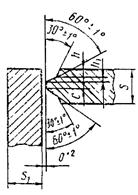
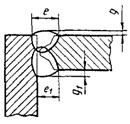
Таблица 40
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
е |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У9 |
s1 ³ 0,7s |
|
РИНп; АИНп |
От 12 до 14 |
2 |
25 |
±2 |
2 |
±1 |
|
Св. 14 до 16 |
28 |
||||||||
|
Св. 16 до 18 |
31 |
3 |
|||||||
|
Св. 18 до 20 |
34 |
||||||||
|
Св. 20 до 22 |
37 |
||||||||
|
Св. 22 до 24 |
40 |
||||||||
|
Св. 24 до 26 |
43 |
±3 |
4 |
||||||
|
Св. 26 до 28 |
45 |
||||||||
|
Св. 28 до 30 |
48 |
||||||||
|
АИП; ПИП |
От 12 до 14 |
4 |
22 |
±2 |
+1 -2 |
||||
|
Св. 14 до 16 |
24 |
||||||||
|
Св. 16 до 18 |
27 |
||||||||
|
Св. 18 до 20 |
30 |
||||||||
|
Св. 20 до 22 |
33 |
||||||||
|
Св. 22 до 24 |
36 |
||||||||
|
Св. 24 до 26 |
39 |
±3 |
5 |
||||||
|
Св. 26 до 28 |
42 |
||||||||
|
Св. 28 до 30 |
45 |
||||||||
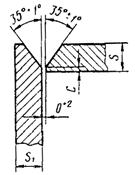
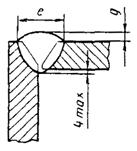
Таблица 41
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
е |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У10 |
s1 ³ 0,7s |
|
РИНп; АИНп |
От 12 до 14 |
2 |
25 |
±2 |
2 |
±1 |
|
Св. 14 до 16 |
28 |
||||||||
|
Св. 16 до 18 |
31 |
3 |
|||||||
|
Св. 18 до 20 |
34 |
||||||||
|
Св. 20 до 22 |
37 |
||||||||
|
Св. 22 до 24 |
40 |
||||||||
|
Св. 24 до 26 |
43 |
±3 |
4 |
||||||
|
Св. 26 до 28 |
45 |
||||||||
|
Св. 28 до 30 |
48 |
||||||||
|
АИП; ПИП |
От 12 до 14 |
4 |
22 |
±2 |
+1 -2 |
||||
|
Св. 14 до 16 |
24 |
||||||||
|
Св. 16 до 18 |
27 |
||||||||
|
Св. 18 до 20 |
30 |
||||||||
|
Св. 20 до 22 |
33 |
||||||||
|
Св. 22 до 24 |
36 |
||||||||
|
Св. 24 до 26 |
39 |
±3 |
5 |
||||||
|
Св. 26 до 28 |
42 |
||||||||
|
Св. 28 до 30 |
45 |
||||||||

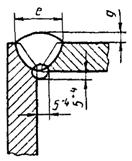
Таблица 42
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
K |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
Т1 |
s1 ³ 0,7s |
|
РИНп; |
От 1 до 2 |
0 |
+0,5 |
3 |
+2 |
|
РИНп; АИНп |
Св. 2 до 3 |
+1,0 |
||||||
|
Св. 3 до 4 |
4 |
+3 |
||||||
|
РИНп; АИНп; АИНп-3; АИП; ПИП |
Св. 3 до 8 |
+2,0 |
||||||
|
Св. 8 до 10 |
6 |
+4 |
||||||
|
Св. 10 до 12 |
||||||||
|
Св. 12 до 14 |
||||||||
|
Св. 14 до 16 |
||||||||
|
Св. 16 до 18 |
8 |
|||||||
|
Св. 18 до 20 |
+5 |
|||||||
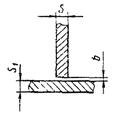
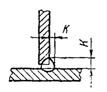
Таблица 43
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
K |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
Т3 |
s1 ³ 0,7s |
|
РИНп |
От 1 до 2 |
0 |
+0,5 |
3 |
+2 |
|
РИНп; АИНп |
Св. 2 до 3 |
+1,0 |
||||||
|
Св. 3 до 4 |
4 |
+3 |
||||||
|
РИНп; АИНп; АИНп-3; АИП; ПИП |
Св. 3 до 8 |
+2,0 |
||||||
|
Св. 8 до 10 |
6 |
+4 |
||||||
|
Св. 10 до 12 |
||||||||
|
Св. 12 до 14 |
||||||||
|
Св. 14 до 16 |
||||||||
|
Св. 16 до 18 |
8 |
|||||||
|
Св. 18 до 20 |
+5 |
|||||||
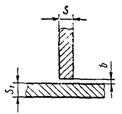
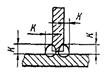
Таблица 44
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с (пред. откл. ±1) |
е |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т6 |
s1 ³ 0,5s |
|
РИНп; АИНп |
От 4 до 6 |
0 |
+1 |
2 |
13 |
±2 |
|
Св. 6 до 8 |
16 |
||||||||
|
Св. 8 до 10 |
19 |
||||||||
|
Св. 10 до 12 |
+2 |
3 |
21 |
±3 |
|||||
|
Св. 12 до 14 |
25 |
||||||||
|
Св. 14 до 16 |
29 |
||||||||
|
Св. 16 до 18 |
33 |
||||||||
|
Св. 18 до 20 |
37 |
||||||||
|
АИП; ПИП |
От 4 до 6 |
+1 |
12 |
±2 |
|||||
|
Св. 6 до 8 |
15 |
||||||||
|
Св. 8 до 10 |
18 |
||||||||
|
Св. 10 до 12 |
+2 |
21 |
±3 |
||||||
|
Св. 12 до 14 |
24 |
||||||||
|
Св. 14 до 16 |
5 |
27 |
|||||||
|
Св. 16 до 18 |
31 |
||||||||
|
Св. 18 до 20 |
35 |
||||||||


Таблица 45
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с (пред. откл. ±1) |
K |
е |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т7 |
s1 ³ 0,5s |
|
РИНп; АИНп |
От 4 до 6 |
0 |
+1 |
2 |
3 |
+3 |
13 |
±2 |
|
Св. 6 до 8 |
4 |
16 |
|||||||||
|
Св. 8 до 10 |
+4 |
19 |
|||||||||
|
Св. 10 до 12 |
2 |
3 |
21 |
±3 |
|||||||
|
Св. 12 до 14 |
5 |
25 |
|||||||||
|
Св. 14 до 16 |
29 |
||||||||||
|
Св. 16 до 18 |
33 |
||||||||||
|
Св. 18 до 20 |
+5 |
37 |
|||||||||
|
АИП; ПИП |
От 4 до 6 |
0 |
+1 |
3 |
+3 |
12 |
±2 |
||||
|
Св. 6 до 8 |
4 |
15 |
|||||||||
|
Св. 8 до 10 |
+4 |
18 |
|||||||||
|
Св. 10 до 12 |
+2 |
21 |
±3 |
||||||||
|
Св. 12 до 14 |
5 |
24 |
|||||||||
|
Св. 14 до 16 |
5 |
27 |
|||||||||
|
Св. 16 до 18 |
31 |
||||||||||
|
Св. 18 до 20 |
+5 |
35 |
|||||||||
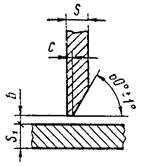
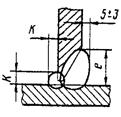
Таблица 46
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
е |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
Т2 |
s1 ³ 0,5s |
|
РИНп |
От 16 до 18 |
2 |
23 |
±2 |
|
Св. 18 до 20 |
24 |
||||||
|
Св. 20 до 22 |
25 |
||||||
|
Св. 22 до 24 |
26 |
||||||
|
Св. 24 до 26 |
27 |
±3 |
|||||
|
Св. 26 до 28 |
28 |
||||||
|
Св. 28 до 30 |
29 |
||||||
|
ПИП |
От 16 до 18 |
4 |
23 |
±2 |
|||
|
Св. 18 до 20 |
24 |
||||||
|
Св. 20 до 22 |
25 |
||||||
|
Св. 22 до 24 |
26 |
||||||
|
Св. 24 до 26 |
27 |
±3 |
|||||
|
Св. 26 до 28 |
28 |
||||||
|
Св. 28 до 30 |
29 |
||||||
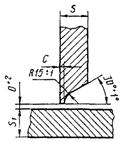
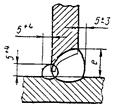
Таблица 47
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
h (пред. откл. ±1) |
е |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
Т8 |
s1 ³ 0,5s |
|
РИНп; АИНп |
От 12 до 14 |
3 |
5 |
18 |
±2 |
|
Св. 14 до 17 |
7 |
20 |
||||||
|
Св. 17 до 20 |
9 |
22 |
||||||
|
Св. 20 до 23 |
11 |
25 |
||||||
|
Св. 23 до 26 |
12 |
28 |
±3 |
|||||
|
Св. 26 до 30 |
13 |
31 |
||||||
|
Св. 30 до 35 |
15 |
34 |
||||||
|
От 12 до 14 |
4 |
4 |
17 |
±2 |
||||
|
Св. 14 до 17 |
6 |
19 |
||||||
|
Св. 17 до 20 |
8 |
21 |
||||||
|
Св. 20 до 23 |
10 |
23 |
||||||
|
Св. 23 до 26 |
12 |
26 |
±3 |
|||||
|
Св. 26 до 30 |
14 |
29 |
||||||
|
Св. 30 до 35 |
16 |
33 |
||||||
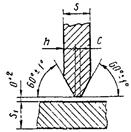
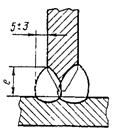
Таблица 48
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
е (пред. откл. ±3) |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
Т5 |
s1 ³ 0,7s |
|
РИНп |
От 32 до 36 |
3 |
15 |
21 |
|
Св. 36 до 40 |
17 |
23 |
|||||
|
Св. 40 до 44 |
19 |
25 |
|||||
|
Св. 44 до 48 |
21 |
27 |
|||||
|
Св. 48 до 52 |
23 |
29 |
|||||
|
Св. 52 до 56 |
25 |
31 |
|||||
|
Св. 56 до 60 |
27 |
33 |
|||||
|
ПИП |
От 32 до 36 |
4 |
14 |
20 |
|||
|
Св. 36 до 40 |
16 |
22 |
|||||
|
Св. 40 до 44 |
18 |
24 |
|||||
|
Св. 44 до 48 |
20 |
26 |
|||||
|
Св. 48 до 52 |
22 |
27 |
|||||
|
Св. 52 до 56 |
24 |
28 |
|||||
|
Св. 56 до 60 |
26 |
32 |
|||||
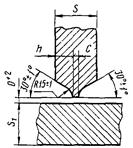
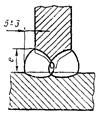
Таблица 49
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
с (пред. откл. ±1) |
h (пред. откл. ±1,5) |
h1 (пред. откл. ±1) |
е (пред. откл. ±3) |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||||
|
Т10 |
s1 ³ 0,5s |
|
РИНп |
От 32 до 36 |
3 |
15 |
11 |
21 |
|
Св. 36 до 40 |
17 |
23 |
||||||
|
Св. 40 до 44 |
19 |
25 |
||||||
|
Св. 44 до 48 |
21 |
27 |
||||||
|
Св. 48 до 52 |
23 |
30 |
||||||
|
Св. 52 до 56 |
25 |
33 |
||||||
|
Св. 56 до 60 |
27 |
36 |
||||||
|
ПИП |
От 32 до 36 |
4 |
14 |
13 |
20 |
|||
|
Св. 36 до 40 |
16 |
22 |
||||||
|
Св. 40 до 44 |
18 |
24 |
||||||
|
Св. 44 до 48 |
20 |
27 |
||||||
|
Св. 48 до 52 |
22 |
30 |
||||||
|
Св. 52 до 56 |
24 |
33 |
||||||
|
Св. 56 до 60 |
26 |
35 |
||||||
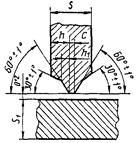
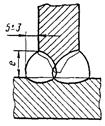
Таблица 50
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
В, не менее |
b |
s = s1 |
s1 < s |
s1 > s |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
K |
K1 |
K |
K1 |
K |
K1 |
||||
|
|
|
РИНп |
От 1 до 2 |
5 |
0 |
+0,5 |
s+b |
s+b |
От 0,5s1 до s1 |
От 0,5s до s |
От s1 до 1,4s1 |
||
|
РИНп; АИНп |
От 2 до 4 |
15 |
+1,0 |
||||||||||
|
РИНп; АИНп; АИНп-3; АИП; ПИП |
От 4 до 6 |
От 0,5s до s |
От 0,5s до s |
||||||||||
|
Св. 6 до 8 |
+2,0 |
||||||||||||
|
Св. 8 до 10 |
|||||||||||||
|
Св. 10 до 12 |
|||||||||||||
|
Св. 12 до 14 |
20 |
||||||||||||
|
Св. 14 до 16 |
|||||||||||||
|
Св. 16 до 18 |
|||||||||||||
|
Св. 18 до 20 |
|||||||||||||
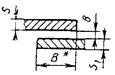
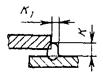
* Размер для справок.
Таблица 51
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
В, не менее |
b |
s = s1 |
s1 < s |
s1 > s |
|||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
K1 |
K2 |
K3 |
K |
K |
K1 |
K2 |
K3 |
K |
K1 |
K2 |
K3 |
||||
|
Н2 |
|
|
РИНп |
От 1 до 2 |
5 |
0 |
+0,5 |
s+b |
От 0,5s до s |
От s1 до 1,4s1 |
s1+b |
От 0,5s до s |
s+b |
От 0,5s1 до s1 |
От 0,5s1 до s1 |
От s до 1,4s |
|||
|
РИНп; АИНп |
От 2 до 4 |
15 |
+1,0 |
||||||||||||||||
|
РИНп; АИНп; АИПп-3; АИП; ПИП |
От 4 до 6 |
От 0,5s до s |
От 0,5s1 до s1 |
От 0,5s до s |
|||||||||||||||
|
Св. 6 до 8 |
+2,0 |
||||||||||||||||||
|
Св. 8 до 10 |
|||||||||||||||||||
|
Св. 10 до 12 |
|||||||||||||||||||
|
Св. 12 до 14 |
|||||||||||||||||||
|
Св. 14 до 16 |
20 |
||||||||||||||||||
|
Св. 16 до 18 |
|||||||||||||||||||
|
Св. 18 до 20 |
|||||||||||||||||||
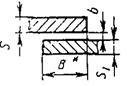
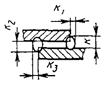
* Размер для справок.
s1 ³ 1
5. Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789-73.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 52, должна производиться так же, как для деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 52
мм
|
Толщина тонкой детали |
Разность толщины деталей |
|
От 0,8 до 3,0 |
0,5 |
|
Св. 3,0 до 5,0 |
1,0 |
|
« 5,0 « 12,0 |
1,2 |
|
« 12,0 « 25,0 |
1,5 |
|
« 25,0 « 60,0 |
3,0 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
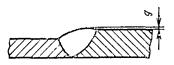
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 52, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
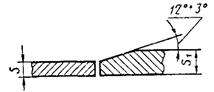
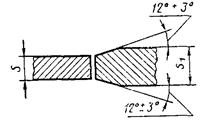
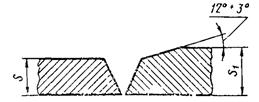
(Измененная редакция, Изм. № 1).
7. В стыковых соединениях без скоса кромок деталей толщиной свыше 6 мм при сварке неплавящимся электродом с присадочным металлом для обеспечения направленности его подачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером 1,0 - 1,5 мм ´ 45°.
8. При сварке в положениях, отличных от нижнего, допускается увеличение размеров шва, но не более: 2 мм - для деталей толщиной до 25 мм; 3 мм - свыше 25 мм.
9. При сварке в гелии на постоянном токе размеры шва могут быть уменьшены до 15 %.
10. Для расчетных угловых швов значения катета Kп (черт. 5) должны быть установлены при проектировании.
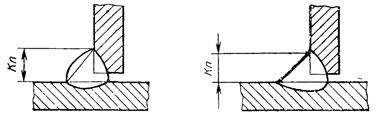
Примечание. Катетом Кп, определяемым при проектировании, является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший.
(Измененная редакция, Изм. № 1).
11. Предельные отклонения величины катета расчетных швов должны соответствовать:
+2,0 мм при K < 5 мм;
+3,0 мм при 5 £ K £ 8 мм;
+4,0 при K > 8 мм.
12. Для стыковых соединений допускается уменьшение размера с до (2±1) мм, для тавровых и угловых соединений до 1+1 мм.
13. В нахлесточных соединениях сварной шов не должен выступать над поверхностью детали более чем на 1 мм.
14. При сварке технического алюминия допускается увеличение размеров швов до 20 %.
15. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Расчистка абразивными кругами не допускается.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3826
2. Периодичность проверки - 5 лет.
3. Взамен ГОСТ 14806-69
4. Ссылочные нормативно-технические документы
|
Обозначение в НТД, на который дана ссылка |
Номер пункта |
5. Срок действия продлен до 01.07.96 Постановлением Госстандарта СССР от 03.05.90 № 1078
6. Переиздание (декабрь 1990 г.) с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 1-90)